| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
| Autó | élelmiszer | épület | Földrajz | Gazdaság | Kémia | Marketing | Matematika |
| Oktatás | Orvostudomány | Pszichológia | Sport | Számítógépek | Technika |
DOCUMENTE SIMILARE |
|
A MINŐSÉGBIZTOSÍTÁS ALAPELEMEI
SEGÉDLET.
I. FEJEZET
A minőség, a minőségirányítás és minőségbiztosítás fogalmainak meghatározása.
1. A minőség köznyelvi és szakmai fogalma, különböző megközelítések, meghatározások
A köznyelv szerint a 'minőség' valami jót jelent, legalábbis jobbat az átlagnál, megszokottnál. Ez a valami lehet egy termék, szolgáltatás, vagy folyamat, vagy ezek együttes fellépése, kombinációja. Például beszélünk az élet minőségéről is.
A minőség hagyományos definíciói többnyire kopásállónak, jól konstruáltnak és tartósnak írják körül a jó minőségű árucikket. Egy másik definíció a kiválóság, az elsőrangúság képzetét sugallja, azt, hogy az adott tárgy a lehető legjobb. Ám a rendkívül ádáz nemzetközi versenyhelyzetben küzdő menedzsereket egyre inkább a minőség stratégiai definíciója foglalkoztatja: a vevők igényeinek kielégítése.
A mi megközelítésünk a társadalom anyagi szükségleteinek kielégítésére szolgáló tevékenység, azaz a termelés-szolgáltatás tárgykörében mozog.
Meghatározás (MSZ EN ISO 8402, 1996): Az egység (termék, szolgáltatás) azon jellemzőinek összessége, amelyek befolyásolják képességét, hogy meghatározott és elvárt igényeket elégítsen ki.
Egyszerűen fogalmazva: a termék, vagy szolgáltatás azt nyújtja a vevőnek, amit akar, amikor akarja, és mindezt megfelelő árért
Igények
Egy részük előírásban rögzített és kötelező (jogszabályokban, szerződésekben, szabványokban előírtak.). Más részüket azonban a megszokás, a korra jellemző divat, és fejlettségi fok (pl: régen a hatlovas hintó volt sokak számára az elérhetetlen álom, ma talán egy porsche), valamint a várakozás (a reklám jelentősége), határozza meg.
Társadalmi, szakmai, egyéni követelmények
Az előzőekből következik hogy a minőség megjelölés nem fokmérő
Minőségi fokozatok: Azonos rendeltetésű, de különböző minőségi elvárásokat, követelményeket teljesítő egységek léteznek.(Tervezett, elismert különbségek: A vevő dönti el, hogy a használhatóság - költségek aránya az ő igényének megfelel-e, pld: luxushotel de nincs golfpálya ).
|
1. táblázat: A minőség négy fokozata |
4. fokozat Világszínvonal Világszínvonal |
A minőség mindenek felett álló érték A megelőzés=az élet útja. |
Teamek és célra orientált gyárak. Minden munkatárs felelős a minőségért |
Folyamatos, soha be nem fejezett tökéletesítés. Az immateriális minőség költségeket veszik célba. |
Kisérlet tervezés. NOAC, TPM. |
Vevők lelkesedése. „A minőség mindenek előtt” szelleme hatja át a vállalatot. |
Tervezés zéró eltéréssel és zéró hibával. Vizsgálatok túlterheléssel és többféle környezetben. Felhasználó-barát beépített diagnosztika. |
A beszállító a vállalat külső részlege. A minőség, a költségszint, és a ciklusidő elemzése segíti a beszállító-kat. Tanúsított beszálítók. |
Selejtet kiküszöbölték. Minőség-ellenőrzés, tesztek nagymértékben csökkennek. |
A belső szállító értékelése helyettesíti a főnök értékelését. Pénzbeli ösztönzők és büntetések a rendszer keretében. |
„Minden munkatárs a maga mened-zsere. Autonóm munkacsoportok. A menedzser tanácsadó és nem főnök. Menedzsment helyett vezetés. |
|
3. fokozat Elkötelezettség Elkötelezettség |
A minőség gazd. szükségszerűség A megelőzéshez erőforrások kellenek |
A minőség gazd. szükségszerűség A megelőzéshez erőforrások kellenek |
Minőségbiztosítási rendszert megvalósít-ják és auditálják. A gyenge minőség elmaradása miatt a minőségköltségek 50 -al csökkennek. |
Kisérlet tervezés. Utólagos vizsgálat, megelőző szabályozás. |
A vevők véleményét kutatják összehasonlító elemzés segítségével. |
Tervezés a gyártási szempontok figyelembe vételével. Gyorsított élettartam vizsgálatok. |
Partneri viszony a beszállítókkal. Minden alkatrészre egy beszállító. |
Összes hiba mérése, elemzése. |
Belső vevők mérik a belső szállítók teljesítményét. Eszközöket használnak a minőség, a költségszint, és a ciklusidő javítására. |
Participatív vezetés. Munkások bevonása Nyereség megosztás. Oktatás munka közben az eredmények mérésével. |
|
|
2. fokozat Ébredés Ébredés |
A minőség pénzbe kerül. Problémák kiküszöbölése. |
Mátrix szervezet. A minőségbiztosí-tás felelős a minőségért, de kevés a hatásköre. |
Minőségbiztosítási politika. A minőség költségeket gyűjtik. |
A minőségszabályozás hét eszköze. Elemi grafikonok. |
Keresik a vevők hozzájárulását. Elkezdik a vevők elégedettségének mérését. |
Tervező-gyártó teamek új termékek esetében. |
A kölcsönös bizalom kezdete. Csökkentett szállítói kör. |
-os kihozatal. |
Gyáron belül a következő művelet végzője mint „vevő” szemlélet bevezetve. Irányító bizottság, folyamatgazdák, fejlesztő brigádok. |
Gyáron belül a következő művelet végzője mint „vevő” szemlélet bevezetve. Irányító bizottság, folyamatgazdák, fejlesztő brigádok. |
|
|
1. fokozat Ártatlanság kora. |
A minőség szükséges rossz Hibafelismerés. Selejtezés |
Vertikális struktúra. A MEO „rendőrségként” működik. |
A MEO számára minőségellenőrzési segédlet. A minőség költségeket nem mérik. |
Zavaros adatok, elemzés nincs. Statisztikai minőségszabályozás nincs. |
A nyereség fontosabb mint a vevők elégedettsége. Eladás van marketing helyett. A mérnökök hangja az irányadó |
Csak a teljesítmény mutatók a fonto-sak. „Lökd ki már a műhely ajtón.” Megbízhatósági méréseket nem végeznek. |
Ellenséges viszony. Harc az árakért. Túl sok a beszállító. |
Sok a selejt. Utándolgozás. Gyenge kihozatal. Sok állásidő. |
Gyenge minőség, nagy költség. Hosszú ciklusidő. Nincs mérés. |
A munkás = két kéz, nem több. Vezetés = utasításokkal. Félelem légköre. Nincs képzés. |
|
|
Terület |
1. Menedzsment |
2. Szervezet |
3. Rendszer / mérések. |
4. Eszközök. |
5. Vevők. |
6. Tervezés. |
7. Szállítók |
8. Termelési folyamat |
9. Szolgál- tatások. |
10. Emberek. |
Minőség fogalma történeti: folyamatosan változott.
A négy fokozat:
1, Ártatlanság kora: A vezetés szerint a minőségi ügy a gyártással együtt járó
szükséges rossz.
A vállalat vezetési struktúrája vertikális, azaz egyes részlegek között nincs közvetlen kommunikáció. A selejtet sorscsapásként érzékelik és mindig utólag.
A MEO a rendőrség szerepét tölti be. A minőség költségeket nem mérik. A profit fontosabb, mint a vevő kívánsága. Csak teljesítmény mutatókat ismernek. Ellenséges viszony a beszállítókkal: minél jobb árat akarnak egymás rovására elérni. A termelési folyamatban sok a selejt. A dolgozó a hibás. A dolgozó csak két kéz nem több. Vezetés utasításokkal. Félelem légköre.
A terméket rásózzák a vevőre (ez van, ezt kell szeretni jelszóval).
2, Az eszmélés időszaka: A vezetés felismeri, hogy a minőség pénzbe kerül, azonban ez a további fennmaradáshoz feltétlenül szükséges, mert a versenytársak túl nagy előnyre tettek szert. Elkezdik a problémákat kiküszöbölni A vertikális struktúrát átszervezik mátrix rendszerűvé
MEO helyébe a minőségbiztosítás lép, de kevés a hatásköre. Minőség-biztosítási politika kezdete, a minőségköltségeket gyűjtik.
Keresik a vevők véleményét, kezdeményezik megelégedettségük mérését. Új gyártmányt a tervező-gyártó teamek készítenek elő gyártásra. A beszállítókkal kölcsönös bizalom kialakítása. A beszállítói kör csökkentése. A szolgáltatások színvonalát folyamatgazdák, fejlesztőbrigádok biztosítják. Oktatás rendszertelen. A vezetés nem foglalkozik az emberekkel.
3, Elkötelezettség kora: Felismerik, hogy a minőség gazdasági szükségszerűség, Erőforrások kellenek a baj megelőzéséhez. A felmerülő problémákra megoldó csoportokat hoznak létre. A minőségért a felelősséget a vonali vezetőkre bízzák. Minőségbiztosítási rendszert megvalósítják és ellenőrzik. A gyenge minőség kiküszöbölése 50% költség csökkenést eredményez. A vevők véleményét kutatják, elemzik. Gyártmánytervezés a gyártási szempontok figyelembe vételével. Kísérlettervezés. Élettartam vizsgálat. Belső vevők mérik a belső szállítók teljesítményét. Partneri viszony a beszállítókkal. Minden alkatrészre egy beszállító. Parcitiatív vezetés. Munkások bevonása, nyereségmegosztás, továbbképzés és ellenőrzése. A munkaerő vándorlás már veszteségnek számít.
4, Világszínvonal elérése: A minőségi szemlélet mindenek felett. A megelőzés az élet útja. A szervezetben célra orientált gyárak és szervezetek. Minden munkatárs felelős a minőségért. Folyamatos, sosem befejezett tökéletesítés. Az összes (latenset is) minőségköltséget figyelembe veszik. Kísérlet tervezés. Tervezés nulla hibára és eltérésre. A vevők lelkesedése. A beszállító a vállalat külső része. Minősített beszállítók. A folyamat szemlélet miatt a selejt nagymértékben csökken, minimális a minőségellenőrök szerepe.
A belső átvevő értékelése lép a főnök értékelésének helyébe. Pénzbeli ösztönzők és büntetések. Minden munkatárs a maga menedzsere. Autonóm munkacsoportok. A menedzser tanácsadó és nem főnök.
A minőség fogalma ismert régóta: pl: 'királyi szállító'.
Rendszeresen és tudományos igénnyel a századelőn az USA gazdaságában kezdtek foglalkozni vele.
A minőségirányítás és minőségbiztosítás fogalmai, rendszerelemei
Termék: tevékenységek és folyamatok eredménye.
Szolgáltatás: A szállító és a vevő közötti érintkezési területen végzett tevékenységek és a szállító belső tevékenysége által nyújtott eredmény, amely a vevők igényeinek kielégítését szolgálja.
Minőségi követelmények: Az egység megvalósítható és ellenőrizhető jellemzőire vonatkozó igények kifejezése vagy megjelenítése mennyiségileg meghatározott követelmények összességével.
Társadalmi követelmények: Olyan követelmények. amelyeket törvények, jogszabályok írnak elő és egyéb megfontolásokból adódnak.
Vevő: Akinek a
szállító a terméket valamilyen fizetés ellenében rendelkezésre bocsátja. Megkülönböztetünk belső és
külső vevőt.
Külső vevő: a végső vásárló, aki megveszi a terméket. Az
alvállalkozó. A szállító.
Belső vevő: Egy vállalaton belül a részegység szerelő üzem
az alkatrészgyártó-nak a belső vevője, azaz a folyamaton belűl
minden egyes részfolyamat az előző részfolyamat vevője.
Megbízhatóság: A használhatóság és az azt befolyásoló tényezők, így hibamentesség, karbantarthatóság, és a karbantartási igény leírására használt gyűjtőfogalom.
Hiba: A tervezett követelmény nem teljesülése, ideértve a biztonsággal kapcsolatos követelményeket is.
Minősített: Az egység, ha igazolást nyert; hogy képes az előírt követelmények kielégítésére.
A minőségügyi rendszerre vonatkozó szakkifejezések.
Minőségpolitika: A szervezetnek a minőségre vonatkozóan a felső vezetés által hivatalosan kinyilvánított általános szándékai és irányvonala.
Minőségirányítás: Az általános irányítási feladatköröknek minden olyan tevé-kenysége, amely meghatározza a minőségpolitikát, a minősége vonatkozó célkitűzéseket és feladatköröket, valamint a minőségügyi rendszeren belül megvalósítja azokat olyan eszközökkel, mint a minőségügyi tervezés, a minőségszabályozás, a minőségbiztosítás és a minőségfejlesztés.
Minőségügyi tervezés: Olyan tevékenységek; amelyek meghatározzák a célkitű-zéseket és a minőségi követelményeket, valamint a minőségügyi rendszer elemeinek alkalmazási követelményeit.
Minőségszabályozás: Operatív módszerek és tevékenységek, amelyek a minőségi követelmények teljesítését szolgálják.
Minőségbiztosítás: A minőségügyi rendszerben alkalmazott és szükség esetén igazolt minden tervezett és módszeres tevékenység, amely megfelelő bizalmat hivatott kelteni arra, hogy az egység teljesíti a minőségi követelményeket.
Minőségügyi rendszer: A minőségirányítás megvalósításához szükséges szervezeti felépítés, eljárások, folyamatok és erőforrások.
Teljes körű minőségirányítás: A szervezet olyan irányítási koncepciója, amelynek középpontjában a minőség áll, és amely összes tagjának részvételén alapszik és azt célozza, hogy a vevő megelégedettsége révén hosszú távon sikert érjen el és hasznára legyen a szervezet minden tagjának és a társadalomnak.
A minőségelmélet néhány jelentősebb képviselője.
A minőségelmélet fejlődése
Frederick W. Taylor (1856-1915) az elsők között próbálta meg új megközelítési mód segítségével javítani az ipari szervezetekben dolgozó képesítés nélküli munkások teljesítményét. Taylor, aki főmérnök volt, koncepciók egész sorozatát dolgozta ki, amelyek a munkaminőség javításának alapjait vetették meg századunkban. Az elemzésnek ezzel a szisztematikus megközelítésével, valamint az alapvető koncepciók manuális munkára történő alkalmazásával Taylor kiérdemelte a 'tudományos menedzsment atyja' címet.
„A tudományos menedzsment alapelvei”című könyvéből felvillantjuk menedzsment elméletének néhány elemét:
Napi feladat: minden egyes szervezetben minden egyes személynek világosan körülhatárolt, nagyobb, de egy nap alatt teljesíthető feladattal kell rendelkeznie;
Szabványos körülmények: a munkásnak
szabványos szerszámokkal kell rendel-keznie, és szabványos körülmények között
kell feladatát végrehajtania. A sikerért cserébe magas bér: a feladat sikeres
végrehajtásáért jelentős prémiumokat kell kifizetni. A sikertelenség
súlyos anyagi következményekkel jár: a feladat sikertelen végrehajtásáért az
adott személynek anyagilag is felelnie kell. A szervezeten belül a feladatokat
olyan nehézzé kell tenni, hogy ahhoz jól képzett, szakavatott munkásokra legyen
szükség. Taylornak sikerült először bizonyítania azt, hogy a gazdasági
tortát nem csupán a tőke és a munkaerő alkalmazásával lehet növelni,
hanem a munka lényegének megértésével is. Mindazonáltal Taylor monumentális
problémát is teremtett, amely csak később vált nyilvánvalóvá.
Elválasztotta a tervezést a munka
javításától, és ily módon elszigetelte a munkást a munka javításának
felelősségétől.
J. Juran szavai szerint 'Taylor munkássága katasztrofális csapást mért a
kézműves munka becsületére'. A
felelősségnek ez a megosztása - véli Juran - vezetett ahhoz, hogy
létrejött a produktum minőségét ellenőrző felügyelők külön
osztálya, és így valójában a minőségért való felelősség mintegy
szétszóródott a szervezeten belül. A felügyelőknek ezt a csoportját, akik
egy főfelügyelő alá tartoztak, később minőségbiztosítási
osztálynak nevezték.
Dr. Joseph M. Juran 1900-ban született a mai Románia területén, 1912-ben érkezett az Egyesült Államokba és itt Minnesota államban telepedett le. Felsőfokú tanulmányait a minnesotai egyetemen végezte, majd 1924-ben, diplomájának megszerzése után munkába állt a Bell Telephone's Hawthorne Művek meó-részlegében. Mivel egészen a második világháború kezdetéig a Bell System keretei között dolgozott, ő is megismerte Shewhart munkásságát és személy szerint sokat tett azért, hogy mesterének téziseit, valamint egyéb statisztikai megközelítésmódokat is alkalmazzanak a telefon berendezések gyártásában.
1954-ben látogatott Japánba és Deminghez hasonlóan ő is segített a japán ipar szerkezeti átalakításában ily módon, hogy termékeiket a világpiacra exportálhassák. Sikerült segédkeznie a japánoknak abban, hogy az eredetileg gyárak számára tervezett minőségkoncepciót és eszközöket a koncepcióknak olyan egész sorozatává alakíthassák át, amely egy általános 'menedzsmentfolyamat' alapjává válhatott
Juran három alapvető menedzseri folyamatot dokumentált, amelyeket eredetileg egy szervezet pénzügyeinek intézésére használtak - pénzügyi tervezésre, pénzügyi irányításra és a pénzügyek tökéletesítésére - és ezt a megköze-lítésmódot alkalmazta a minőség menedzselésére. A Juran-trilógia három eleme a következő:
1. Minőségtervezés. Ide tartozik az a folyamat, amely azonosítja a vevőket, igényeket, a termékeknek és szolgáltatásoknak azon vonásait, amelyeket a vevők elvárnak és azokat a folyamatokat, amelyek az adott termékeket és szolgáltatásokat a megfelelő tulajdonságokkal látják el, majd megkönnyítik a tudás áttelepítését a szervezet termelőrészlegébe.
2. Minőségirányítás. E folyamat során a terméket megvizsgálják és a vevők által eredetileg meghatározott igényekkel összevetve értékelik. Az előforduló problémákat felfedezik, majd kijavítják.
3. A minőség tökéletesítése. Ez az a folyamat, amelynek során a fenntartó mechanizmusok a helyükre kerülnek, s ily módon a minőség folyamatosan elérhető. Idetartozik a pénzforrások elosztása, a minőségi projekteket vezető egyének kinevezése, a projektekben részt vevők képzése és általában olyan állandó struktúrák létrehozása, amelyek a minőség javára válnak és az ebből adódó nyereségeket állandósítják.
Juran mindezek után a minőség foganatosításának azt a megközelítésmódját javasolja, hogy csapatokban végzett 'projekteket' kell kijelölni, amelyek megcélozzák, és időrendben lehetővé teszik a javítást. Az ő véleménye szerint azért kell a fentieket a középpontba állítani, hogy a figyelem a minőség javítására összpontosuljon. Juran, aki nagyon sok eredeti ötlettel állt elő azon a téren is, hogy hogyan lehet a minőség javításának anyagi hasznát konkrétan mérni, jelzi, hogy a projektcsapatok átlagban mintegy 100 000 dollár megtakarítást tesznek lehetővé. Ha egy szervezet hajlandó elfogadni a 'minőség költségének' fogalmát és egyetért azzal, hogy a hibás teljesítések adott esetben egy cég teljes jövedelmének akár 30 százalékát is elvihetik, akkor ezt az értéket 100 000 dollárral elosztva képet kaphatunk arról, hány projektnek kell működnie ahhoz, hogy hatékonyan csökkentse a rossz minőség okozta többletköltségeket.
WaIterA. Shewhart (1891-1967) statisztikusként dolgozott a Bell Labsnál az 1920-as és 1930-as években.
Könyvét, A gyáripari termékek gazdasági minőségellenőrzése című munkát a statisztikusok úgy tekintették, mint mérföldkövet a gyáripari termékek minőségének javítására irányuló erőfeszítések terén. Shewhart leszögezte, hogy a gyártás minden egyes megnyilvánulási területén létezhetnek eltérések, de ezeket értelmezni lehet egyszerű statisztikai eszközök alkalmazásával, mint például a mintavétellel vagy a valószínűség-elmélettel.

Shewhart ciklus.
Shewhart technikája arra tanít, hogy a munkafolyamatokat úgy vonhatjuk legjobban ellenőrzésünk alá, ha meghatározzuk, mikor kell egy folyamatot hagyni, hogy a maga útján menjen és mikor szükséges a beavatkozás. Shewhart meg tudta határozni az esetleges eltérések mennyiségi korlátalt egy-egy feladat befejezése során, és leszögezte, hogy csak akkor kell beavatkozni, ha ezeket a korlátokat túllépték. Ellenőrző grafikonokat fejlesztett ki, amelyekkel időben folyamatosan is nyomon követhetik a teljesítményt. Képessé tette a munkásokat, hogy ellen-őrizzék munkájukat, és előre lássák, mikor fenyeget a korlátok túllépésének veszélye és ezzel a selejt gyártása. Shewhart-nak a mintavétellel és az ellenőrző grafikonnal kapcsolatos munkája magára vonta egy másik statisztikus, W. Edwards Deming figyelmét is.
Dr. W. Edwards Deming 1900.
október 14-én született a Iowa állambeli Sioux City-ben az Egyesült Államokban.
1993. december 20-án halt meg.
A wyomingi egyetemen szerzett diplomát 1921-ben, majd elvégezte a matematika és
fizika szakot a kolorádói egyetemen 1924-ben. 1928-ban megszerezte doktorátusi
címét a Yale egyetemen.
Walter Shewhart statisztikai minőségellenőrzési munkáját a Western Electric Hawthorne üzemében ismerte meg 1925 és 1926 között, majd Shewhart közeli munkatársa lett.
1928 és 1939 között Dr. Deming az Egyesült Államok Mezőgazdasági Minisztériumában dolgozott (USDA). Kezdetben, mint matematikus-fizikus, majd mint a minisztérium továbbképző intézetének matematikai és statisztikai tanszék vezetője.
Legismertebb művei a következők
• „Some Theory of Sampling' (Mintavételezési elmélet) 1950.
• „Sample Design in Business Research' (Mintavételezési tervezés az üzleti kutatásban.) 1960
• „Quality, Productivity and Competitive Position' (Minőség, termelékenység és versenyképesség.) 1982.
• „Out of the Crisis' (Túl a krízisen) 1986.
• „The New Economics' (Az új közgazdaságtan) 1993.
Az 1950-es években japán mérnököket képezett ki, és a japánok szerint kitüntetően nagy szerepe volt abban, hogy országuk a második világháború pusztításaiból olyan csodálatra méltóan újjáéledt. 1980. június 24-én az NBC televízió közvetítette. -Ha a japánoknak megy, nekünk miért ne menne? -című tévé-műsorát, ebből ismerték meg az amerikaiak a munkásságát. A minőség kérdése az igazgatói tanácson és nem a műhelyben dől el.
A termék vagy a szolgáltatás minősége a vevő érzékelésétől függ, Deming szerint:
A
minőség a terméknek vagy szolgáltatásnak a vevő vagy felhasználó
általi megítélését jelenti;
tehát az a mérték, mely a vevő vagy felhasználó bizalmát tükrözi a
termék vagy szolgáltatás iránt, (azaz milyen mértékben elégíti ki még a termék
a vevői igényeket és elvárásokat). A minőség fogalom úgyszintén
magában foglalja a cég folyamatainak véget nem érő fejlesztését'.
Deming megismertette a japánokkal a statisztikai módszereket. Egyik legismertebb technika az úgynevezett „Deming modell' vagy más néven „Deming kör'. Ez a szemléltető bemutatása a folyamatos fejlesztés ciklikus megközelítésének: terv, kivitelezés, ellenőrzés, intézkedés:

Deming kör
Deming azt ajánlja, hogy minden vállalt alkalmazzon azonos módszereket a problémák kezelésére. Ez nagyon fontos különböző részlegek minőségügyi fejlesztésének összehangolásában. Deming központi tézise az, hogy a termelékenység fejlesztését a minőségre való odafigyeléssel kell elkezdeni.
Philip B. Crosbyt, a minőség szószólóját 1979-ben megjelent, bestsellernek számító, A minőség ingyen van című könyve tette híressé. Pályáját eredetileg az Indiana államban lévő Crosley Corp.-nál kezdte, a gyártás területén. Miután még több különböző cégnél is dolgozott hasonló munkakörben, kis idő múltán a Martin Marietta Corp.-nál a Pershing rakéta projektjének minőségi igazgatója lett. Rendkívül sikeres ténykedést folytatott, amellyel nagyban csökkentette a rakéta gyártásában mutatkozó hibákat. útjára indította a 'nulla hiba' programját, amely később a kormánypolitika részévé vált.
Crosby kormánykörökben is hírnévre tett szert a nulla hiba programjával elért sikerei nyomán, ám mások, akik ugyanezzel a programmal próbálkoztak, nem jártak hozzá hasonló eredménnyel; Crosby szerint részben azért sem, mert az adott cég menedzsmentje nem volt igazán elkötelezett.
Crosby korábban az ITT elnök-helyettese volt, majd 1979-ben visszavonult a Florida államban lévő Winter parkba, ahol saját cégének, a Phílip Crosby Associates–nek a kebelében létrehozta a 'Minőségi Kollégiumot'.
Philip Crosby ismertebb művei:
• „Quality is Free' (A minőség ingyen van)
„Quality Without Tears' (Minőség könnyek nélkül)
• „The Art of Getting Your Own Sweet Way' (Egy saját, jó megoldás követése)
• „Running Things' (Az ügyek irányítása)
„The Eternally Successful Organization' (A mindenkor sikeres szervezet)
A Philip Crosby féle felfogás három fázisra bontja a minőségirányítás történelmi fejlődését.
A hatvanas évekig húzódó első időszakot a „VÁLTOZÁS' időszakának nevezi, mert addig a minőséget irányíthatatlannak tartották. Nem volt más, mint egy áhított jellemző vonás, melyet a termék értékelése hozott létre. A szabványt elfogadható minőségi szintekből állították össze, a mérés mérőszámok (kitevők) és arányszámok segítségével történt. Első helyen az eredmény (output) szerepelt nem pedig a minőség.
1961-ben bekövetkezett egy fordulat, mégpedig a „nulla hiba', az „elsőre jót' időszaka. A „nulla hiba' elképzelés a Martin Company-ra vezethető vissza 1961-1962 között. A Martin Company Pershing rakétát gyártott az amerikai hadsereg számára. Általában elfogadható volt a rakéták minősége, de ezt a minőséget csak igen alapos ellenőrzés mellett tudták előállítani. Amikor a hibaszázalék csökkentése érdekében a munkásokat ösztönzésben része-sítették, (az ellenőrzés és vizsgálat fokozása mellett), sikerült legyártani az első hibamentes rakétát 1962. december 12-én.
A „nulla hibás' minőségügyi előírás lett a vállalat filozófiája; kiemelkedő hangsúlyt fektettek a motivációra és a minőség tudatosítására. A legfontosabb lépés a problémák csíráinak eltávolítása lett, a „hiba okainak eltávolítása'. A Martin Company nem aratott mindenütt sikert új felfogásával. Crosby szerint csak a hetvenes években, a japánok betörése után vált általánosan elfogadottá.
Ekkor kezdődik a második időszak, melyet Crosby „VÁLASZTÁSI IDŐSZAK'-nak nevez. A Gyártók rájönnek, hogy választható a minőség előállítása. Új, lényeges elem, hogy most már a minőséget bizonyos előírásoknak való megfelelőségként határozzák meg, és nem csupán egy „jó' előállítási formának.
A minőséget elővigyázatossággal érik el és nem az értékelés alapján. A teljesítési szabvány a „null hiba' alapján értendő, és nem az elfogadható minőségi szintek alapján; a mérés alapja a nem megfelelőségek költsége, nem pedig az eddig alkalmazott mérőszámok. A cégek munkatársai rájöttek, hogy mindenképpen szükség van az együttműködésre, ha minőségi árut akarnak előállítani. Fontos szempont lett a vevő igényeinek megértése és teljesítése.
A jelenlegi időszakra Crosby sok változást prognosztizál. A minőség egyre fontosabb tényező, ha egy cég be akar törni a piacra. A vezetőség mindennapi feladata, hogy TERVEZZE a minőséget, és a vállalti kultúra részévé alakítsa. Crosby arra következtet, hogy a csak néhány év alatt történő átmenet a „VÁLTOZTATÁS', a „VÁLASZTÁSI IDŐSZAK' és a „TERVEZÉS' között, a realitás következményeként ment végbe.
Philip Crosby elsősorban 14-lépéses programja által vált ismerté:
1. lépés: a vezetőség elkötelezettsége
2. lépés: minőségfejlesztési csoport
3. lépés: a minőség mérése
4. lépés: a minőség költségeinek felmérése
5. lépés: a minőség tudatosítása
6. lépés: helyesbítő tevékenységek
7. lépés: egy ad hoc bizottság szervezése a nulla-hiba programhoz
8. lépés: vezetőségi tréning
9. lépés: nulla hiba nap
10. lépés: célok kitűzése
11. lépés: a hiba okainak eltávolítása
12. lépés: felismerés
13. lépés: minőségügyi tanács
14. lépés: a program újra indítása
Crosbynak a minőséggel kapcsolatos elmélete a fenti tizennégy tételben összegeződik, de a következő négy alapvető tétel köré épül, amelyeket ő 'abszolútumoknak' hív.
1, Crosby definíciója szerint a minőség az 'igényeknek való megfelelést és nem az eleganciát jelenti'. Ez annyiban különbözik a minőség hagyományos definíció-jától, hogy nem is utal arra a módra, amelyben valamely tárgyat legyártanak, avagy módszerre, amelynek segítségével a szolgáltatást nyújtják. Ez a definíció inkább stratégiai jellegű, mégpedig azért, mert arra összpontosít, hogy megpróbálja megérteni a vevő elvárásainak teljes körét, miközben a saját szervezetét úgy irányítja, hogy mindezen elvárásoknak megfeleljen. Nyilvánvaló, hogy a minőségnek ez a külsődleges meghatározása energiát ad, hiszen olyan célokat tűz ki, amelyek sokkal igényesebbek és realisztikusabbak, mint azok, amelyeket belülről találnak ki.
2. A minőségi rendszer a vevők igényeinek kielégítésére törekvő szállítókról azt feltételezi, hogy mindjárt az első alkalommal helyesen végzik a munkát -vagyis megelőzés kell, nem ellenőrzés-. Ez az elképzelés megkísérli megoldani azt a problémát, amelyet Taylor okozott, mivel itt a terméket gyártó vagy a szolgáltatást nyújtó munkás már eleve nem ad ki a kezéből hibás dolgot. Egy minőségi szervezetben kevés ellenőr lesz, vagy talán egy sem, hiszen mindenki maga felel a saját munkájáért. Nincs külön személy, aki felfedi a tévedéseket.
3. A teljesítmény szintje a nulla hiba. Crosby fennen hangoztatta azt az elképzelést, hogy a nulla tévedés válhat céllá, sőt azzá is kell válnia. Rámutat arra a tényre, hogy mindenki minden valószínűség szerint olyan repülőtársasággal akar utazni, amelynek törekvése a nulla baleset, vagy olyan sebészt keres magának, akinek törekvése a nulla elhalálozás - ezek a példák mutatják, hogy vannak helyzetek, amelyben semmiféle hibaszázalék eltűrése nem lehetséges-. Crosby tehát azt hirdeti, hogy mi a saját munkateljesítményünk terén se elégedjünk meg ennél kevesebbel!
4. A minőség mértéke megegyezik a minőség költségével. A hibák időben történő kijavítására fordított költségek áldásos módon térülnek meg, mind az összteljesítményben, mind pedig a vevőkkel kiépített kapcsolatokban. Ezt figyelembe véve kell beruházni a képzésbe és más olyan kisegítő tevékeny-ségekbe, amelyek kiküszöbölik a tévedéseket és kárpótolnak a selejt által okozott költségekért.
Crosby és mások is azt állítják, hogy a minőség költsége egy cég jövedelmének akár 20-40 százalékára is rúghat.
Crosby abszolútumai közül kettőt, a nulla hibát és a minőség költségét különösen nehéz volt a gyakorlatba átültetni. Ezt a két koncepciót nem fogadták el általános-ságban és sok szervezetben sikertelenül kísérleteztek alkalmazásukkal. De Crosby iránti tiszteletből el kell mondanunk, hogy az említett balsikerek nem feltétlenül a koncepciók érvényességi fokát tükrözik; könnyen lehet, hogy inkább a felsőbb szintű menedzsmentben kell keresni a balsiker okát, akik nem megfelelő módon próbálták valóra váltani az elveket.
Dr. Armand V. Feigenbaum, aki korábban menedzserként dolgozott a General Electricnél a gyártási műveletek és a minőség-ellenőrzés területén, jelentősen hozzájárult a minőségi mozgalom elterjedéséhez az egész világon azzal, hogy leszögezte: a minőségért való felelősség túlmutat a termelésben érintett osztályokon.
Feigenbaum, aki jelenleg minőség-tanácsadó, koncepciója szerint nem születhet minőség a gyártás terén, ha a termékeket rosszul tervezték, kevéssé átgondolt módon, nem a megfelelő piacokon hozták forgalomba, és nem volt megfelelő a vevővel közvetlenül érintkező személyek és helyek kiválasztása sem. Ily módon alakult ki Feigenbaumnak az-az eszméje, hogy a szervezetben működő valamennyi funkció felelős a minőségért - és ez az eszme vált ismertté teljes körű minőségirányítás (TQC) néven.
Eredetileg Feigenbaum dolgozta ki a 'minőség költsége' koncepciót is, amely eszközzel a teljes körű minőségmenedzselés elfogadásának előnyei mérhetők. Feigenbaum ezt a megközelítésmódot akkor fejlesztette ki, amikor egy szervezet különböző osztályainak munkájába nyert bepillantást, s mindenütt arra biztatta a menedzsereket, hogy tartsák számon a balsikerek, valamint a problémák kijavítására fordított munka költségeit. 'E költségek végösszege a cégek évi eladási forgalmának 10-40 százalékát is kiteheti' - szögezte le.
Deming, Juran és mások világszerte tárgyaltak az üzleti élet vezetőivel a minőség javításának ügyéről. Mi az oka annak, hogy mondandójukat japán vezetők meghallgatták, elfogadták, és magukévá tették, a többi ország vezetői viszont nem? A válasz részint abban rejlik, hogy a második világháború után a japán gazdaság teljesen elpusztult. Gyáraikat porig lerombolták, azokat pedig, amelyek érintetlenül megmaradtak, hadianyag gyártására tervezték, ami nem túl hasznos egy meghódított országba. A japánok másik megoldandó problémája az volt, hogy a háború előtt áruik hitvány minőségéről voltak híresek, s ez elfogadhatat-lan egy olyan ország számára, amelynek a puszta túlélés érdekében az exportra kell hagyatkoznia.
A japán menedzserek tanulmányozták a külföldi termelési gyakorlatot, szinte átfésülték az irodalmat, hogy megtalálják mások legjobb praktikáit, s ezenkívül vendég előadókat hívtak meg, Deminget és Jurant, hogy megosszák tudásukat a japán birodalom vezetőivel. Miután ez az ország számára kritikus fontosságú kérdés volt, a felsőbb szintű menedzserek is bekapcsolódtak a folyamatba, és szemé-lyesen irányították az exportjuk minőségét javító erőfeszítéseket. Mindezen erőfeszítéseket megszilárdították azzal, hogy olyan mechanizmusokat hoztak létre, amelyek biztosították, hogy a minőségre irányuló figyelem folyamatos legyen. Igen kiterjedt kiképzőprogramokkal is támogatták elképzeléseiket, továbbá, valamennyi alkalmazottjukat is bevonták, pl. a minőségi hurok technika segítségével. Ennek hatására az 1980-as évek végére Japán, bár az ország, amelynek egyáltalán nincsenek természeti kincsei, és ahhoz sincs elegendő földterülete, hogy a sajátlakosságának jóllakatásához szükséges mezőgazdasági termékeket megtermelje, a világ második legnagyobb ipari hatalmává lett, amelynek kereskedelmi aktívuma ekkor meghaladta az 50 milliárd amerikai dollárt, továbbá Japánban volt a világon a harmadik legmagasabb az egy főre jutó GDP.
A japán Karou Ishikawa került először legközelebb a teljes körű minőségirányítás (TQM) fogalmához. A minőség fogalmát ugyanis más szélesebb megközelítésben magyarázza, mégpedig az elvégzett munka, a nyújtott szolgáltatás, a rendelkezésre álló információ. a folyamatok , a munkaerő (termelők, technikusok, mérnökök, vezetők, igazgatók), a vezetési rendszer, a vállalat és a társadalmi célok minősége által.
Ennek a felfogásnak a leegyszerűsített változatából vezette le az Ishikawa- vagy a halszálka diagramot. A diagram másik elterjedt neve az ok-okozati diagram.

Ok-okozati, vagy halszálka diagram.
Az ok-okozati diagram azt a kapcsolatot reprezentálja,
ami az egyes okozatok és az azokat befolyásoló okok között fennáll.
Az okozatot vagy a problémát a diagram jobb oldalán, a főbb befolyásoló
tényezőket vagy okokat pedig a bal oldalán tüntetik fel.
Az ok-okozati diagram megrajzolásának célja a valamely folyamatot befolyásoló
különféle okok feltüntetése és csoportosítása. Az egyes okozatokat ugyanis
általában az okok különböző fő kategóriái idézik elő, amelyek az
alábbi négy nagy csoportba (ún. 4 M) sorolhatók be:
1, Ember (Man)
2, Gép (Machine)
3, Módszer (Method)
4, Anyag (Material)
Adminisztratív területeken helyesebb az ún. 4P alkalmazása:
1. Politika (Policies)
2. Eljárások (Procedures)
3. Emberek (People)
4. Üzem (Plant)
Sose felejtsük el, hogy a fentiek csupán ajánlott kategóriák. Az okok minden olyan csoportosítása megengedett, ami elősegítheti a kreatív gondolkodást.
Egy kellően részletezett ok-okozati diagram a halak csontvázára fog hasonlítani, ezáltal nevezik halszálka diagramnak is (a szakirodalom használja még az Ishikawa-diagram elnevezést is). Mivel az ok-okozati diagram részletes felsorolást szolgáltat a lehetséges okokról, módunkban áll kiválasztani, és további elemzésnek alávetni a legvalószínűbbeket. Az egyes okok vizsgálatakor különös figyelmet kell fordítani a változásokra, illetve a normáktól való eltérésekre. Ismételten hangsúlyozzuk, hogy mindig a problémák okait kell megszüntetni a tüneti kezelés helyett. Az előidéző okokat a gyakorlatilag lehetséges mértékig ki kell küszöbölni.
Az ok-okozati diagram megszerkesztésének lépései
1. Az ok-okozati diagram megszerkesztéséhez szükséges okokat kétféle módon határozhatjuk meg:
a) Ötletözön (brainstorming) a lehetséges okokról minden különleges előkészület nélkül.
b) Kérjük fel a munkacsoport tagjait arra, hogy a két értekezlet közötti időben ellenőrző lapok segítségével - a termelési folyamat lépésről-lépésre történő felülvizsgálatával próbálják kideríteni a lehetséges okokat.
Az ok-okozati diagram megszerkesztése
c) A problémát reprezentáló szöveget helyezzük el a jobb oldalon.
d) Rajzoljuk be az okok hagyományos főbb kategóriáit a termelési folyamatba, figyelembe vehetünk más kategóriákat is, ha azok segítenek a legfontosabb előidéző okok megtalálásában.
e) Az ötletözön során kapott gondolatokat helyezzük el az okok főbb kategóriáiban.
f) Minden egyes okkal kapcsolatban tegyük fel a következő kérdést: 'Miért is van ez?' A kérdésre adott válaszok képezik a főbb okok leágazásait.
Értelmezés a probléma legalapvetőbb okainak meghatározása céljából:
a) Az ismétlődő okok felderítése.
b) Konszenzus elérése a munkacsoporton belül.
c) Adatgyűjtés a különféle okok relatív gyakoriságainak megállapításához.
Mire kell vigyáznunk az ok-okozati diagramok megszerkesztésénél
Az ok-okozati diagram elsősorban - mint neve is mutatja - az összes lehetséges ok feltérképezésére irányul. Nem tartalmaz azonban semmiféle információt arra vonatkozóan, hogy az egyes feltárt okok milyen mértékben járulnak hozzá a végeredmény (a hiba) kialakulásához. A diagram megszerkesztése után tehát széleskörű adatgyűjtést kell folytatni, mert csak ennek alapján lehet valóban hathatós intézkedéseket kezdeményezni. Itt utalunk a Pareto-diagrammal kapcsolatos ismertetőre, mivel az a módszer viszont egyértelműen az egyes tényezők végeredményhez való hozzájárulásának számszerűsítésére szolgál.
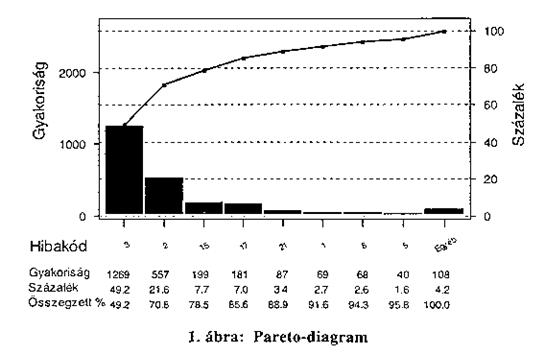
Pareto-diagram Ez az elemzési módszer egy olasz közgazdász, Vilfredo Pareto felfedezése volt, a 19. században. Úgy találta, hogy Olaszországban a vagyon 80%-a a lakosság 20%-ának kezében van. Kiderült, hogy ez a fajta megoszlási arány más területekre is igaz. Például a munkahelyi telefonálások 80%-át az alkalmazottak 20%-a bonyolítja le. Ez az elv Pareto-elvként vált ismertté. Az iparban a problémák fő okainak elemzésére használják. A feltételezés az, hogy az okok kis száma, mintegy 20%-a felelős a problémák 80%-ának keletkezéséért. A diagram nagyság szerinti sorrendbe rendezett oszlopdiagram.Segít a leglényegesebb néhány ok kiválasztásában. Egy adott időszakban egyszerre sokféle probléma befolyásolja a folyamatot. Nem célszerű egyszerre az összes probléma megoldásának nekilátni. Először a nagyobb problémákra célszerű összpontosítani. A diagramból ránézésre adódik, hogy mivel kell foglalkozni, hogy megtaláljuk a problémák fő okait, hogy utána megszüntessük ezeket a fő okokat.
Még a diagram megszerkesztése előtt nagyon fontos, hogy a lehető legpontosabban definiáljuk az elemezni kívánt okozatot. Ha ezt elmulasztjuk, akkor fennáll a veszélye annak, hogy csak egy rendkívül általános okozat eredőinek felderítésére pazaroljuk időnket és energiánkat. Ilyen esetben a megszerkesztett ok-okozati diagram is olyan szerteágazó és bonyolult lesz, hogy végső soron semmitmondó eredményeket kapunk és rejtve maradnak a valódi oksági összefüggések.
Ha a megvizsgálni szánt okozatot helyesen határoztuk meg, akkor viszont szabad folyást kell engednünk gondolatainknak, hogy feltárásra kerüljön a lehető legtöbb potenciális ok. Soha nem szabad tehát korlátozni a lehetséges okok számának felvetését, mert különben előfordulhat, hogy éppen a legfontosabbak rekednek látókörünkön kívül.
Tippek a megszerkesztéshez és az értelmezéshez
a) A tévedések elkerülése érdekében ne merészkedjünk túl távoli területekre.
b) Ha nem akarnak jönni az ötletek, gondoljunk az okok főbb kategóriáira, például: 'Milyen anyagok okozhatják?'
c) A lehető legkevesebb szó hangozzék el.
d) Győződjünk meg róla, hogy mindenki jól megértette a probléma lényegét.
e) Az ok-okozati diagramok leggyakrabban használt típusa a diszperziós analízis amit az előzőek során röviden leírtunk. Szerkesztését úgy végezzük, hogy az egyes okokat belefoglaljuk az okok nagyobb kategóriáiba, majd egyenként rákérdezünk: 'Miért jelentkezik ez az ok?
Az ok-okozati diagramok egyéb típusai
a) Folyamatok ok-okozati elemzése
Szigorú sorrendben tünteti fel a folyamat egyes lépéseit, amelyek egy vonalra vannak felfűzve. Hasonlóan a diszperziós analízishez, az okok egyes kategóriáiból kiindulva itt is nyilak mutatnak a fővonalra. Az egyes okokkal kapcsolatban ugyanazon kérdések teendők fel, mint a diszperziós analízis esetében.
b) Az okok felsorolása
Majdnem teljesen azonos a diszperziós analízissel. Az egyetlen különbség az, hogy itt minden lehetséges okot először jegyzékbe foglalunk, s csak azután csoportosítjuk őket a főbb kategóriák szerint.
Dr. Masaaki Imai
Könyvében, a „Kaizen'-ben Masaki Imai azt a japán cégek által alkalmazott módszert mutatja be, mely hozzásegítette a vállalatokat a nyugat-európai cégekkel szembeni verseny-előnyhöz. Imai a „Kaizen' és az „Innováció' kapcsolatát teszi vizsgálat tárgyává. A nyugati gazdaság tanulmányozása után, arra a következtetésre jutott, hogy a nyugati gazdaság mereven összpontosít a termék, folyamat és szervezet innovációjára. Elhanyagolják azonban a „ Kaizent', a termékek, folyamatok és szervezetek folyamatos fejlesztését.
A japán cégek úgy tűnik megérzik, hogy nap mint nap szükségi van kisebb fejlesztésekre. Ez a kaizen-módszer lényege. A folytonos törekvés a termékek, a folyamatok és a szervezetek jobbítására, fejlesztésére a minőség fejlődéséhez vezet.
A KAIZEN
A KAIZEN lényege egyenes és szókimondó: a KAIZEN szó 'fejlesztést, javítást' jelent. Kicsit bővebben kifejtve: _a_KAIZEN olyan folyamatos javítási tevékenységet jelöl, amely kivétel nélkül mindenkinek a közreműködésére számit. menedzsereknek, dolgozóknak, alkaImazottaknak, egyaránt. A KAIZEN filozófiája feltételezi, hogy az életvitelünk - legyen szó akár a munkahelyi, akár a társadalmi, akár az otthoni magánéletünkről - mindenképpen megérdemli az odafigyelést és a folyamatos javítást.
A háború utáni japán 'gazdasági csoda' megértésén sok tudós, újságíró és üzletember fáradozott már. Alapos tanulmányozásnak vetettek alá olyan tényezőket, mint a termelékenységi mozgalom, a teljes körű minőség-szabályozás (TQC), a kiscsoportok tevékenysége, a javaslattételi rendszer, az automatizálás, az ipari robotok és a munkakapcsolatok. Nagy figyelmet fordítottak a speciális japán menedzsment sajátosságaira is (pl. mindhalálig történő alkalmazás, a rangidősségen alapuló bérezés, vállalati egyesülések). Mégis feltététezhetjük, hogy a kutatók egyike sem tudta megragadni ezt a végtelenül egyszerű igazságot, amely a japán menedzsmentet övező misztikus köd mögött lappang.
A legtöbb 'egyedülállóan japán' menedzsment-eljárás - a termelékenység javítása, a teljes körű minőségszabályozás, a minőségkörök, a munkakapcsolatok - egyetlen szóra vezethető vissza: KAIZEN. Ha olyan kifejezések helyett, mint termelékenység, TQC, ZD (Zéró Defekt), Kamban, javaslattételi rendszer a KAIZEN szót használjuk, akkor sokkal tisztább képet kapunk arról, hogy mi is zajlik a japán iparban. A KAIZEN-t leggyakrabban olyan esernyőként ábrázolják, amely befedi mindazt az egyedülálló japán gyakorlatot, ami már eddig is oly sok világcsoda elérését tette lehetővé
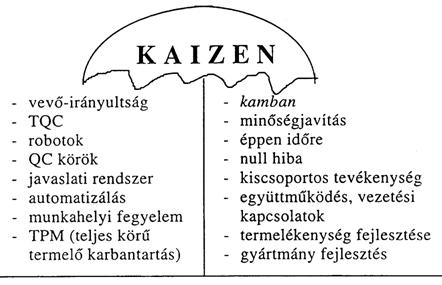
Kaizen “esernyő”
A TQC és a CWQC (az egész vállalatra kiterjedő minőség-szabályozás), fokozott alkalmazása segítette hozzá a japán cégeket a folyamatorienrált gondolkodás elsajátításához, illetve olyan stratégiák kidolgozásához, amelyek biztosítják a folyamatos javítást a gazdálkodó szervezet minden szintjén dolgozó összes ember bevonásával. A KAIZEN stratégia, üzenete: egyetlen nap se múljon el anélkül, hogy a vállalatnál bárhol ne történjen valamilyen javulás. (Ez nem azt jelenti, hogy minden nap újítási javaslatot kell beadni).
Mélyen gyökerezik a japán mentalitásban az a felfogás, miszerint a tökéletesedés folyamata végtelen. Az öreg japán emberek gyakran mondogatják: 'Ha valakit 3 napig nem látnak, akkor a barátainak alaposan szemügyre kell venniük őt, hogy észrevegyék a rajta bekövetkező változásokat.' E mögött a gondolat mögött az a feltételezés húzódik meg, hogy az ember 3 nap alatt is változik, tehát jól oda kell figyelni rá.
A II. világháborút követően a legtöbb japán vállalat a szó szoros értelmében a nulláról indult. Minden óra új kihívásokat hozott a vezetők és a beosztott dolgozók számára egyaránt, de minden nap eredményezett valamilyen előrehaladást is. Mivel maga a túlélés is megkövetelte az állandó fejlődést, a KAIZEN az életforma részévé vált. Az 1950-es évek vége és a 60-as évek eleje különösen kedvező volt abból a szempontból, hogy a Japánban akkor bevezetett új eljárások soha nem látott új távlatokat nyitottak meg a KAIZEN előtt. A Japánban ma széles körűen alkalmazott legtöbb új koncepció, rendszer és eszköz azonban csak ezt követően alakult ki és azt a minőségi fejlődést reprezentálja, amely a 60-as évek statisztikai és teljes körű minőségszabályozási programjainak talaján alakult ki.
KAIZEN és a menedzsment
Az ábra azt szemlélteti, hogyan képzelik el a munkahelyi hatásköröket Japánban. Mint látható, a vezetői tevékenység 2 fő részből tevődik össze: fenntartás és javítás. A fenntartás olyan tevékenységeket foglal magában, amelyek nem változtatnak a meglevő műszaki-technológiai, irányítási és termelési színvonalon; ezzel szemben a javítás egyértelműen a fejlesztésre irányul.
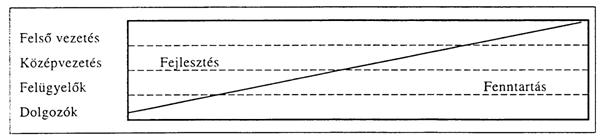
Munkahelyi hatáskörök Japánban
A fenntartási funkciók keretében a menedzsment úgy irányítja saját tevékenységét, hogy a vállalatnál mindenki figyelemmel tudja kísérni a Standard Műveleti Eljárásokat (SOP). Ez azt jelenti, hogy a vezetésnek először ki kell dolgoznia a távlati politikát, a szabályzatot, az irányelveket és az eljárásokat a tevékenységek minden fő körére, majd azután gondoskodnia kell arról, hogy a vállalatnál valóban mindenki kövesse a SOP-t. Ha a dolgozók csupán hanyagságból nem tesznek eleget a standard előírásoknak, -akkor a vezetésnek meg kell szigorítania a munkafegyelmet. –viszont ha az emberek képtelenek az előírások követésére. akkor a vezetésnek felül kell vizsgálnia azokat –vagy, gondoskodnia kell a megfelelő oktatásról. Az alkalmazottak munkatevékenysége minden vállalatnál a menedzsment által kidolgozott előírásokon és eljárásokon alapul, legyenek azok akár nyíltan megfogalmazva, (explicit), akár hallgatólagosak (implicit). Az előírások gondozása és folyamatos fenntartása az oktatáson és a munkafegyelmen keresztül történik, míg a javító tevékenység ezek fejlesztésére irányul. A japán vezetés feladata egyetlen mondatban foglalható össze: az előírások (standardok) fenntartása és továbbfejlesztése.

KAIZEN a vezetés és végrehajtás szintjén.
Minél magasabb szinten helyezkedik el egy vezető, annál több figyelmet kell fordítania a fejlesztésre és a javításra. A legalsó szinten, pl. egy gépen dolgozó szakképzetlen munkás részéről elegendő a szabályok betartása. Ha viszont már nagyobb jártasságra tesz szert, akkor hamarosan ő is elkezd gondolkodni a javítás lehetőségeiről. Tehet a saját munkájával kapcsolatban egyéni javaslatokat, de észrevételeit megteheti egy javító csoporton belül is
Arra a kérdésre, hogy mit preferál a legfelső vezetés-minden sikeres japán vállalatnál a 'KAIZEN' (fejlesztés) szó lesz a válasz. Az előírások fejlesztése magasabb szintű, jobb standardokat jelent. Ha már ezek megszülettek, akkor a menedzsmentnek a fenntartás keretében gondoskodnia kell az új szabályok elfogadtatásáról. A tartós javulás ugyanis csak úgy érhető el, ha az emberek jobb előírások szerint dolgoznak. A legtöbb japán vezető szempontjából tehát a javítás és a fenntartás egymástól elválaszthatatlan, szerves egységet képez.
KAIZEN és a QC körök
Mivel a vezetőség leggyakrabban a hatékonyság és a minőség problémájával van elfoglalva, a fejezet elsősorban a másik oldalt, a KAIZENT kívánja ismertetni.
Bármit is értenek azonban a minőség és a termelékenység fogalmán, az érme másik oldalát mindig a KAIZEN képviseli. Így tehát abban a pillanatban, hogy a KAIZEN szóba kerül, lélegzetelállítóan leegyszerűsödik az egész probléma. Először is, senki sem vonhatja kétségbe a javítás-fejlesztés jogosultságát, mivel az általános jellegű és jól definiálható. Ha az üzleti folyamatokban vagy a vállalaton belül bárhol valamilyen javítást eszközölnek, akkor az feltétlenül tovagyűrűzik a minőség és a termelékenység területére is.
Minden javítás kiinduló pontja a szükségletek felismerése, ami viszont a probléma-felismerésre vezethető vissza. Ha ugyanis nem találnak semmilyen problémát, akkor nem merül fel a javítás igénye sem. Mivel a KAIZEN legnagyobb ősellensége az önelégültség, nem lehet elégé hangsúlyozni a probléma-érzékenység fontosságát. A KAIZEN vezérfonalat biztosít számunkra a problémák meghatározásához.
Ha egyszer már sikerült azonosítanunk a problémákat, meg is kell oldani azokat. Ilyenformán a KAIZEN egy problémamegoldó folyamatként is felfogható, amely e célból különféle eszközöket hasznáI. Minden egyes probléma megoldásával a javítás folyamata új magaslatokba emelkedik. Ezeket a már elért magasabb szinteket azonban meg is kell erősíteni, hogy elkerüljük a visszaesést. A kon-szolidáció érdekében szükség van a javítási, tevékenység standardizálására, így a KAIZEN bizonyos egységesítést, szabványosítás is megkövetel.
A minőség egy eredeti megközelítésével a japán Genichi Taguchi „negatív definíciójában' találkozunk: A termék minősége az a veszteség, melyet a társadalom elszenved a termék szállítási időpontjától kezdődően'.
Taguchi ezáltal még inkább úgy véli, hogy a megfelelő minőség hiánya a vevő elégedetlenségéhez, a garanciális költségek növekedéséhez, a hírnév elveszítéséhez és végül a piaci részesedés csökkenéséhez vezet.
Taguchi módszer.
Taguchi a minőséggel foglalkozó műszaki eljárások (quality engineering, továbbá minőségtechnika) teljes rendszerét fejlesztette ki azzal a céllal, hogy a minő-séget betervezze a termékbe és a folyamatba, ugyanakkor csökkentse a költségeket. A Taguchi módszer a védjegye az American Supplier Institute-nak.
Taguchi módszertan és filozófia
Taguchi a társadalomnak okozott veszteség szempontjából közelíti meg a minőséget. A jó minőségű terméknél ez a veszteség kicsi. Ha valaki a 'társadalomnak okozott veszteség'-re gondol, bizonyára eszébe jut a lég-szennyeződés, a túlságosan nagy zaj vagy vegyi szivárgások stb. Taguchi a társadalomnak okozott veszteséget sokkal szélesebb skálán nézi. Ő a vesz-teséget minden termékkel társítja, amely a fogyasztó kezébe kerül. Ez a veszteség - többek között -magába foglalja a fogyasztó elégedetlenségét, a gyártó hozzáadott garanciális költségét és azt a veszteséget is, ami a vállalatot hosszútávon éri, ha rossz lesz a hírneve és piaci részesedést veszít.
Veszteségfüggvény.
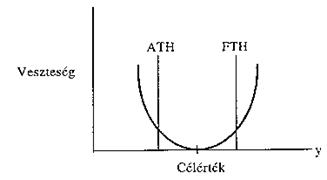
Négyzetes veszteségfüggvény.
Műszaki szempontból az érdekes veszteségek azok, melyek akkor keletkeznek, amikor egy minőségi jellemző eltér a kívánatos célértéktől. Például nézzünk egy váltakozó-egyenáramú átalakítót, ahol a bemenet 110 V váltakozó áram és a kimenet 115 V egyenáram. Ez jellegzetes az USA-ban a televíziós vevőknél. A kimenő feszültség a számunka érdekes működési jellemző és a kívánatos célérték 115 V. Minden 115 V-tól eltérő érték bizonyos veszte-séget okoz.
Tételezzük fel, hogy négy cég gyártja ezeket az áramköröket azonos előírás szerint. A gyártás kimenő értékeit az alábbi ábra mutatja.
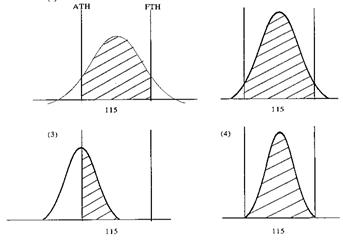
Négy gyár termelése.
Tételezzük fel továbbá, hogy mind a négy cég 100%-os ellenőrzést végez és hogy a mindendarabos ellenőrzés hatékony és tényleg az előírásnak megfelelő darabok kerülnek kiszállításra. Feltételezve az árak azonosságát vajon a vásárló a négy közül melyik cégtől fog vásárolni?
Mind a négy cég a követelményeknek megfelelő terméket szállít, de a negyedik szállító gyártása bizonyul egyenletesebbnek, a 115V célérték körüli változékonyság a legkisebb.
Abban az esetben, ha a számunkra érdekes jellemzőt maximálni, pl. szakítószilárd-ság, vagy minimálni, pl. öntésnél a zsugorodás kell, akkor a veszteségfügg-vény fél parabola lehet. Mindenesetre a veszteségfüggvénybe vetett hit elősegíti az erőfeszítést, hogy folyamatosan csökkentsék a termék minőségi jellemzőjének változékonyságát. A Taguchi minőségtechnika elősegíti az ilyen minőségjavítást.
II. FEJEZET.
szervezeti felépítés terén az 1 fokozatban levő vállalatok a szokásos bürokratikus modellt, az ún. vertikális struktúrát alkalmazzák, ahol a kommunikáció általában fel és le, a főnöktől és a főnökhöz áramlik ahelyett, hogy a részlegek között vízszintesen is folyna. Kialakulnak olyan függőleges felépítmények, ahol a magas falak megakadályozzák más felépítményekkel való közvetlen érintkezést.
A 2. fokozatra jellemző a mátrix-struktúra amelyben a termékigazgató vagy a projektmenedzser átlépi az 1 fokozat funkcionális szervezetének gyengeségeit. Ekkor azonban egyes személyeknek két 'főnökük' van, ami zavaró lehet.
A 3. fokozatban ,a teamkoncepciót vezetik be a felső vezetés irányítása alatt minőségügyi irányító bizottság, diagnosztikai és interdiszciplináris teamek alakulnak a jelentősebb minőségi problémák megoldására.
A 4. fokozatban a teamek átszövik a vállalat egész szervezetét, a célorientált gyár keretében intézményesülnek. Teamek soha nem jelennek meg egy bürokratikusan. szervezett vállalat szervezeti ábráján , annak ellenére, hogy a szervezetek fejlődésében ez lenne a legprogresszívebb eredmény. A ciklusidő kezelésének ezen, pillére és a Just-In-Time eljárás magában foglalja valamely hatalmas gyár kis termékcsaládjának termelését egy szűk fogyasztói kör számára erre a tevékenységre kijelölt eszközökkel és emberekkel, egy stratégiai üzleti egység (SBU) menedzserének irányítása alatt.
Az elhunyt Dr. Ishikawa, a minőségszabályozás atyja Japánban rámutatott az amerikai ipar alapvető gyengeségére. A szövés analógiájára hivatkozott. Ha csak függőleges szálak vannak a szövet gyenge lesz. Szükség van vízszintes szálakra is a szövet erősítéséhez. Hasonlóképpen az amerikai iparban, ahol hagyományosan vertikális irányítás van, nem reménykedhetnek verseny-képességben, ha nem erősítik meg a struktúrában a vízszintes szálakat, nem hoznak létre teameket, amelyek átvágják a felépítmények falait, éppen úgy, ahogy a vevők és a problémák is ezt teszik. Azon legfontosabb amerikai vállalatok kivételével, amelyek elérték a 3. fokozatot és kóstolgatják a 4. fokozatot, a legtöbb amerikai vállalat az 1. vagy 2. fokozatban hervadozik.
A szervezetfejlesztés terén elért legújabb eredmény a megfordított szervezeti ábra. Legfelül nem a vezérigazgató van, hanem a vevő. Alatta vannak a vállalat frontcsapatai, amelyek gyakran kerülnek érintkezésbe a vevőkkel. Feladatukra képessé kell tenni ezeket és minden belső szolgáltatással segíteni kell munkájukat. A középvezetésnek támogatnia kell a front-csapatokat. A szervezeti ábra alján van a vezérigazgató! Ő lesz a szolga, persze nem cseléd, hanem bibliai értelemben kiszolgáló. Mert ő szolgálja az egész szervezetet, nem mint főnök, hanem mint igazi vezető, aki távlatokat mutat, lelkesít. Ő most a tanácsadó, a tréner. Fő feladata segíteni embereinek szakmailag, vezetésben, érzelmileg és lelkileg.
A minőségügyi szakember helye a szervezetben, az egyes fokozatokban más és más. Az 1. fokozatban alacsony szinten kapcsolódik a szervezethez, pl. a termelési vezetőnek van alárendelve. Ő a rendőr a közlekedésirányító, aki válogat és a selejtet a megfelelő helyre irányítja. A 2. fokozatban a felelősség az övé, de nem kapja meg hozzá a megfelelő hatáskört. Ő a közmondásbán szereplő hírvivő, akit lelőnek, ha rossz hírt hoz. A 3. fokozatban a minőségért való felelősséget egy sorba helyezik a műszaki, a termelési a beszerzési vezetővel. A 4. fokozat-ban a minőségnek olyan átfogó jelentősége lesz, hogy minden munkatárs lelkesen elfogadja saját területén a minőségért való felelősséget. (Egyszerű kísérlet: egy nagyvállalat munkatársainak gyűlésén meg kell kérdezni, hogy a jelenlevők közül ki felelős a minőségért. Igen ritkán tapasztalható, hogy kezek erdeje emelkedik a magasba.) A 3. fokozatban a minőségbiztosítási osztály létszámában összezsugorodik, de fontossága menő és általában a vezérigazgatónak van alárendelve. A 4. fokozatban a minőségbiztosítás központja egy 1-3 fős egység, amely a legfelső vezetőnek van alárendelve. Ennek a személynek a szerepe megváltozik: végrehajtóból minőségügyi tanácsadó, tréner és oktató lesz, akinek nem az a küldetése az életben, hogy állandóan dobot verve beszéljen a minőségről, hanem, hogy segítsen minden munkatársnak abban, hogy tudomásul vegyék a minőségért való felelősségüket, és minden lehetőségüket kihasználják a minőség érdekében.
A vezető USA-beli vállalatok kivételével, amelyeknek a 3. és 4. fokozatban minőségügyi szakemberük van, a többi vállalat legnagyobb része legfeljebb a 2. fokozatban van.
Rendszer/mérés
„Amit nem mérünk, azt nem is menedzselhetjük.' A minőségügyi rendszerek 1. fokozatát olyan minőségügyi kézikönyvvel lehet jellemezni, amelyet időnként, általában az ügyfelek látogatása előtt leporolnak. Ezek a kézi-könyvek ismételgetik azokat a gyerekes irányelveket a megfelelő anyagok kiválasztásáról, a berendezések hitelesítéséről és más alapvető dolgokról, amelyeket haladó vállalatok már évtizedekkel előbb megvalósítottak. A 2. fokozatban a vezérigazgató meghatározza a minőségpolitikát, tele hangzatos retorikával, a vállalat minőséggel kapcsolatos felfogásáról. ( Az a jelenség, ahogy minden vállalat törekszik az iparágban a legjobb minőség hangoztatására, emlékeztet arra, hogy jómódú körzetekben a szülők 95%-a azt állítja, hogy csemetéjük az osztály tanulói közül a legjobb 5%-a közé tartozik.) A 3. fokozatban a minőségügyi kézikönyv előírásain messze túlmenő, átfogó minőségügyi rendszert valósítanak meg. Ez több mint 75 minőségügyi szabályt tartalmaz, amelyek kiterjednek mindenkire a vezetőktől a munkásokig, a tervektől a megvalósításig. (Sajnos azonban, még a minőségügyi szakemberek sem ismernek sok fontos és hatékony szabály.) Ezt az átfogó minőségügyi rendszert vezetik be az egész szervezetben, és időnként, de évente legalább egyszer auditálják. Japánban a minőségügyi auditálást a felső vezetők. és az igazgatóság tagjai végzik: Az USA-ban, ha egyáltalán végeznek auditálását, azt a minőségügyi szakemberek végzik, akiknek nincs hatalmuk a javítások kikényszerítésére. A 4. fokozatban a minőségügyi rendszer- biztosítja, hogy folyamatosan, vég nélkül, minden szinten alkalmazzanak javításokat. Ebből a szempontból a legjobb vállalatok kivételével az USA-beli vállalatok túlnyomó többsége a 2. fokozatnál tart.
Az 1. fokozatban levő vállalatok általában nem ismerik a minőség költségek gyűjtésének, elemzésének és csökkentésének fontosságát. A legelemibb szemlélet szerint a rossz minőség okozta költségek közé a szavatossági költségek, a vevők által visszaküldött termékek, a selejt és az utólag megmunkálandó termékek ára, az elemzés, a vizsgálat és a tesztek költsége tartozik. Az USA-beli vállalatoknál a rossz minőség okozta költségek tipikusan az árbevétel 10 és 25%-a között vannak, hogy drámaibb kifejezést használjunk: a rossz minőség következtében az olyan vállalatok minden munkatársa, amelyek nem indították el a minőség-költségek mérését, naponta 100-200 dollárt veszít. Ha minden amerikai vállalat ezt a megdöbbentő adatot nem többel, mind munkatársanként napi 30 dollárral csökkentené, az ország 150 milliárd dollárt takaríthatna meg évente, ami a költségvetési hiányt jelentősen csökkentené és a GDP-t legalább 3%-kal növelné.
A 2. fokozatban a minőségköltségeket gyűjtik és elemzik.
A 3. fokozatban-a vállalatok a rossz minőség költségét minőségügyi eredmény kimutatáshoz használják és törekednek ennek a költségnek a csökkentésére.
A 4. fokozatban a vállalatok beszámítják a minőségköltségekbe az olyan költségtételeket is, amely hagyományos számviteli rendszerben nem jelennek meg. Ezek közé tartoznak a rossz minőség miatt elvesztett üzletek. A berendezések állásideje, a beszállítók minőségi és szállítási hiányosságai, a hosszú tervezési-és gyártási ciklusidő. Ez az-az állapot, amely sok felesleges munkatárshoz és nagy termékkészlethez vezet A hivatalnokok. tévedései és a gyenge menedzsment a legnagyobb egyedi ok. Ha ezeket a költségeket is beszámítják, akkor a becsült minőségköltség csillagászati értéket, az árbevétel 50%-át, vagyis munkatársanként napi 500 dollárt is elérhet.
Még a legjobb USA-beli vállalatok esetében is a rossz minőség (könyvelés által rögzített) költsége ritkán van 5% alatt. Japánban, a vezető minőségügyi guruk szerint a legjobb vállalatok a minőségköltségeket 0,15%-ra csökken-tették. De ennél is rosszabb: az amerikai vállalatok 80%-a nem gyűjti és így nem is tudja, hogy mennyibe kerül a rossz minőség. Ez valóban szomorú megjegyzés a minőségügyi helyzetről egy olyan országban, ahol a vezetők állandóan hangoztatják a minőség melletti elkötelezettségüket.
III. Fejezet.
Minőségtechnikák.
A menedzsment és a vezetés, az emberek és a teamek, valamint a minőségügyi rendszerek mind fontosak a minőség felé való menetelésben. A kiváló embereknek azonban eszközöket kell adnunk ahhoz, hogy elvégezhessék munkájukat, egyszerű, de hatékony eszközöket, amelyeket minden szinten, a vállalaton belül és a beszállítóknál egyaránt alkalmazni lehet. Máskülönben a vállalatok pörgethetik a motort, mégsem haladnak előre minőségi áttörés felé. A legfontosabb minőségügyi eszközök, amelyek a 21. században biztosan közhellyé válnak, a következő táblázatban vannak felsorolva.
|
Minőségtechnika |
Alkalmazási terület |
|
A vevők- nem pedig a tervezők- véleményének gyűjtése. |
|
|
2. Kísérletek tervezése (DOE) |
Aminőségi hibák csökkentése százalékról ppm-re, majd zéró hibára. A gyártási folyamatban és a beszállított anyagokban nincs változás. |
|
3. Többoldalú környezeti túlterheléses kísérlet. (MEOST) |
A helyszíni hibák csökkentése gyakorlatilag nullára a termék teljes életciklusa során |
|
4. Poka-Yoke |
Megelőzni a munkástól függő hibákat |
|
5. A következő művelet a vevő. (NOAC) |
A minőség javítása, a költség és a ciklusidő csökkentése a szolgáltatások (fehér galléros dolgozók) terén. |
|
6. Teljes termelő karbantartás |
Kihozatali és üzemkészségi százalékok javítása, a gépek hatékonysága (a fenti három tényezőszorzata) legalább 85% legyen. |
Az 1. fokozatban a vállalatok egyáltalán nem ismerik ezeket az eszközöket. Van törekvés az adatok gyűjtésére, de annyi adat van, hogy adatáradatnak lehet nevezni a helyzetet. Senki nem tesz semmit az adatokkal. A számítógépek az adatgyűjtést a fénysebességre gyorsították. Még a statisztikai folyamat-szabályozás (SPC), amelyet egyszerűen szabályozási diagramnak tekintenek, is ismeretlen.
A 2. fokozatban. bevezetik a minőségügy egyszerű eszközeit: pl. a minőségszabályozás 7 eszközét _ amelyet széles körben használnak a szalagok mellett dolgozók Japánban. Ezek a 'tervezz, csináld, ellenőrizd, intézkedj (PDCA) modellből, Pareto- táblázatokból, ok-okozati diagramokból hisztogramokból stb. állnak. Szabályozási diagramokkal vannak a falak kitapétázva termelő üzemekben, abban a hibás felfogásban, hogy ezzel el lehet űzni a hibák ördögét.
A 3. fokozatba alkalmazzák a kísérlet-tervezést (DOE) a krónikus minőségi problémák megoldására a termelésben, amit a 'Positrol' követ a folyamatok legfontosabb paramétereinek szabályozására, és az előzetes szabályozás, ami az egyetlen hatékony karbantartási eszköz.
A 4. fokozatban a DOE-t hátrafelé is kiterjesztik, hogy kiküszöböljék a minőségügyi problémákat a terméktervezés és a folyamattervezés területén is. Á többi eszközt, amely a táblázatban van felsorolva, szintén alkalmazzák a minőségi problémákra irányuló frontális támadás során, amely kiterjed a beszállítótól a vevőig, a vezetőktől a szalag melletti munkásokig.
A statisztika azt mutatja, hogy az USA-béli vállalatok kb. 50%-a elérte a 2. fokozatot. Sokat vesződnek a szabályozási diagramokkal, de kevés eredményt érnek el. Csak 10-15% tartozik a 3. fokozathoz, és sajnos a legtöbb a legnehezebb és a legkevésbé hatékony Taguchi módszerrel bajlódik a DOE terén. Nincs egyetlen olyan vállalat sem a 4. fokozatban, ahol a táblázatban felsorolt valamennyi eszközt alkalmazzák.
A nyereségtől a vevők teljes megelégedettségéhez
A menedzsment gurui, pl. Peter F. Drucker már régóta magyarázzák, hogy az üzleti tevékenység fő célja nem a nyereség, hanem a vevők megelégedettsége. Mégis az 1. fokozatnál tartó vállalatok a nyereséget istenítik, és csak beszélnek a vevőkről. Ebben a folyamatban aztán, sem nyereséget, sem a vevők megelégedettségét nem érik el. A hangsúly a termékek tervezésén és értékesítésén van. amelyben a mérnököknek és nem vevőknek van döntő szavuk, aztán a kész terméket odadugják a vevő orra alá. A 2. fokozat azzal kezdődik, hogy megkísérlik a vevők hozzájárulását megszerezni a termék tervezéséhez, Aztán visszajelzést akarnak szerezni a vevőktől a termékkel kapcsolatban. A 3 fokozatban bonyolult eljárásokat alkalmaznak a vevők igényeinek megismerésére, ilyenek pl. az értékelemzés, az érzékenységi vizsgálat, a sokoldalú értékelési módszerek, a minőségi funkciók megha-tározása, az együttes vizsgálat. A 4. fokozatban a figyelmet a vevők megelégedettségét jelentő szemponti teljesítésére összpontosítják, nemcsak a minőségre és a megbízhatóságra, hanem más tényezőkre, pl. telje-sítményre, sajátosságokra, ergonómikus kialakításra szállítási pontosságra és árra, amivel túllépnek a vevők megelégedettségén és a vevők lelkesedés-ét törekednek elérni. A 4. fokozatban kiterjesztik magát a vevő meghatározá-sát is: a külső vevő továbbra is a-király- de a belső vevő, a következő műve-let gazdája és a belső szállító közötti kapcsolatot legalábbis hercegként kell kezelni, ha azt akarjuk, hogy a külső vevő elragadtatott legyen a vállalattól és termékeitől.
Vállalataink 60%-a ma még mindig az 1. fokozatnál tart, bár azt gondolják magukról, hogy vevőorientáltak. A skála másik végén csupán néhány vállalat van, amelyek elérték a végső 4. fokozatot.
Tervezés, mint a legfontosabb versenytényező a 2000-dik évben és azon túl
Egyre inkább felismerik, hogy az a vállalat, amely valamely terméket gyorsabban tud megtervezni és piacra vinni, mint versenytársai, rendkívüli versenyelőnyöket élvez. Ez nemcsak azért igaz, mert a tervezési idő rövidebb, hanem mert jobb a minőség, kisebb a költség és kevesebb munkaerőt használnak fel. Divatba jön a 'fél-fél-fél-fél' jelenség: fele idő alatt tervezve fele annyi hiba lesz, fele akkora költség merül fel és fele annyi munkaerő szükséges hozzá.
Az 1. fokozatban a tervezés hagyományosan folyik. A mérnök saját szervezetébe begubózva megtervezi a terméket. Aztán a félig kész terméket, benne a ketyegő időzített bombával átadja a termelésnek, hogy fogják meg és boldoguljanak véle ahogy tudnak.
A 2. fokozatban a tervezők és a gyártók a tervezés, kezdetétől fogva együtt-működnek, hogy biztosítsák a termék simább piacra vitelét.
A 3. fokozatban interdiszciplináris team alakul, a termék bevezetésére, amely nemcsak mérnökökből és gyártástechnológusokból, hanem minőségügyi, beszerzési, értékesítési, marketing, pénzügyi stb. szakemberekből áll.
Végül a 4. Fokozatban a team egyes tagjainak felelősségét világosan meghatározzák, ütemtervet készítenek a folyamat mérföld-köveinek elhelyezésével, megszervezik a tervek felülvizsgálatát és bevezetik a részfolyamatokért való felelősségvállalást. Megfogalmazzák a menedzsment és a team közötti megállapodást, amelyben a team kötelezettséget vállal a termékkel kapcsolatos célok: minőségköltség, ciklusidő elérésére, míg a menedzsment kötelezi magát, hogy biztosítja a szükséges erőforrásokat és szervezeti támogatást.
Az eljárások tekintetében az 1. fokozatban többnyire a teljesítmény paraméterekre koncentrálják a figyelmet. A 2. fokozatban bevezetik az elemi megbízhatósági eljárásokat, pl. a hibaeredmény elemzését (FMEA) és a hibafa eIemzést (FMEA). A 3. fokozatban gyorsított megbízhatósági élettartam-vizsgálatokat végeznek és, szisztematikus módszereket alkalmaznak a gyárthatóság figyelembevételével való tervezéshez (DFM) számszerű mutatókkal. A 4. fokozat a végső: a minőség terén kísérlettervezéssel a megbízhatóság terén sokféle környezetben túlterheléses vizsgálatokkal (MEOST), karbantarthatóság terén beépített felhasználóbarát diagnosztikai eszközökkel.
A vállalatok több mint 80%-a megragadt az 1. fokozatban, még a legelemibb megbízhatósági eszközöket sem ismerik. A tervezés terén azonban van néhány fényes pont a láthatáron: van néhány vállalat, amely igazolja a tervezésben a 4. fokozat megvalósíthatóságát.
Szállítók.
A közvetlen munkaráfordítás az árbevételnek alig 5%-a míg a beszállítóktól vásárolt anyagok értéke az árbevétel 50%-át is elérhetik. A rövidlátó menedzsment mégis idejének és energiájának több mint 50%-át a termelésre fordítja, míg a beszállítói hátteret jóindulatúan , elhanyagolja. A beszerzés menedzselése: partneri viszony a vásárló és a beszállító minőségbiztosítása, műszaki terve-zése között. A partner-beszállítók szűk köre egyre inkább a vállalati stratégia kulcskérdéséve válik.
Az 1. fokozatban a vásárló és beszállító közötti kapcsolat ellenséges. A kölcsönös bizalom teljesen hiányzik.
A 2. fokozatban a nyílt szembenállást erősödő bizalom és óvatos gyanakvás váltja fel. A nagy kezelhetetlen beszállító kör a kedvelt beszállítók szűk körére csökken.
A 3. fokozatban a beszállítók köre tovább szűkül néhány partneri viszonyban levő cégre, és egy alkatrészre csak egy beszállító, míg a beszerzendő anyagok teljes körére tíz ujjunkon megszámlálható vállalat marad.
A 4. fokozatban a partneri viszonyban levő beszállítók a –tulajdon viszonyoktól eltekintve- lényegében a vállalat részeivé válnak. A kulcsszó: segítség, aktív és konkrét segítség a beszállítónak, mivel ez az egyetlen útja a felhasználó vállalatnak ahhoz, hogy elérje a beszállítókkal kapcsolatos céljait: a legjobb minőséget, a legalacsonyabb, költséget, a legrövidebb szállítási időt.
A minőség vonatkozásában az 1. fokozatot az elfogadható minőségi szint (AQL) elavult fogalma és az 1%-os vagy ennél nagyobb hibaarány jellemzi.
A 2. fokozatban a hibaarány 0,I %-ra csökken, azaz millió alkatrész közül ezer vagy ennél kevesebb lehet hibás.
A 3. Fokozatban ez a szám tovább csökken, millió közül százra.
Végül, a 4. szakaszban a beszállított alkatrészek minősége olyan jó és olyan megbízhatóan működik a statisztikai folyamatszabályozás, hogy a beszállító tanúsítványt kap arra, hogy termékeit nem kell átvételi ellenőrzésnek alávetni.
Úgy becsüljük, hogy az USA-beli vállalatok 60%-a még mindig az 1. fokozatnál tart, további 30% van a 2. fokozatban, és csak néhány vállalatnak van távlati elképzelése arra, hogy megvalósítja a 4. fokozatot.
A legtöbb vállalatnál a minőséggel kapcsolatos erőfeszítések a gyártásra összpontosulnak. Sajnos, a hibákat istencsapásként fogadják el, és a durva ellenőrzés és utólagos javítás a hibák kiszűrésének hagyományos módja. Hibamegelőzés és a hibák szisztematikus csökkentéséről, esetleg az eltérések teljes kiküszöböléséről alig hallottak valamit. Ez a jelenség különösen igaz az 1. fokozatnál tartó vállalatok esetében, ahol a napi problémák közé tartozik a nagy selejtarány, a gyenge kihozatal, a berendezések alacsony üzemkészsége. A 2. Fokozatban foglalkoznak a selejttel, javítják a kihozatalt és a berendezések üzemkészségét, de a nyers erő módszereitől nem tudnak szabadulni. Kezdeményezik a selejtarány mérését, de ezek általában kisebbek, mint 1,0. A 3. fokozatban bevezetik az egységenként összes hiba fogalmát. Ez azt jelenti, hogy összeadják a hosszú termelési vonal minden ellenőrzési pontján talált hibákat, és elosztják a vonalon átment termékek teljes számával Teljes körű termelési karban-tartást (TPM) indítanak be. A TPM méri a kihozatali százalékot, az üzem-készségi százalékot és a gép hatásfokát (elméleti működési idő osztva a tényleges működési idővel és beszabályozási idővel). Ezt a három százalékot összeszorozva számítják ki a gyár általános hatékonyságát (FOE). A 4. fokozatban a selejtet és a javítást lényegében kiküszöbölik.
Tragédia, hogy az USA, amely hírnevet szerzett azzal, hogy képes jó termékeket előállítani, most nemcsak Japán mögé került, hanem elmarad a négy ázsiai kis tigristől is.
A minőség forradalmának köszönhetően azonban az USA-beli vállalatok 50%-a átment az 1. fokozatból a 2. fokozatba, de csak 10% van a 3. fokozatban, míg a 4. fokozat csaknem teljesen üres.
Szolgáltatások.
Már megállapítottuk, hogy olyan tevékenységet, amelyet
nem mérnek, nem is menedzselnek. Nem csodálható tehát, hogy a termékkísérő
szolgáltatások, amelyek terén a mérés gyakorlatilag nem létezik, a minőség
fejlődésének özönvíz előtti állapotában vannak. Az 1. fokozatot,
gyenge minőség, magas költségek, és hosszú ciklusidő jellemzi. Ami
ennél is rosszabb, semmiféle mérést nem aIkalmaznak ennek a fontos
jellemzőnek a megfigyelésére. És ha a menedzsment megpróbál valamilyen
mérést bevezetni, megindulnak a háttérben a fehérgallérosok gerillaakciói az
eredmények összezagyválására (ez a jobbik eset), vagy az egész akció
félresiklatására (ez a rosszabb eset). A 2. fokozat azzal kezdődik, hogy
gondolkodnak a minőségről. Irányító bizottságot állítanak fel,
folyamatgazdát jelölnek ki, fejlesztő teameket hoznak létre, hogy
irányítást adjanak és biztosítsák a minőségjavításban a folyamatosságot:
bevezetik a 'következő művelet, mint a vevő'
(NOAC) koncepcióját, mint a szolgáltatások minőségének alapvető
építőkockáját. A 3. fokozatban a belső vevő méri a belső
szállító teljesítményét, megáIlapított követelményrendszer szerint és a
minőség, költség és ciklusidő javításának bevált eszközeit hatékonyan
alkalmazzák az interdiszciplináris teamek.
A 4. fokozatban a belső vevő értékelése helyettesíti a főnök
értékeIését, ami messzi hatékonyabb módja a teljesítményértékelésnek. Pénzbeli
ösztönzést és büntetést alkalmaznak annak érdekében, hogy fenntartsák a NOAC
fegyelmet.
Az USA-ban és az egész világon a vállalatok 99%-a az 1. fokozatnál tart, amikor a fehérgalléros szolgáltatásokról beszélnek. Csak néhány élenjáró vállalat lépett át a 2. fokozatba, és 2. és 3. fokozat teljesen üres, és valószínűleg így marad az 1990-es évek során is.
Az USA a legnagyobb politikai demokráciának tartja magát, de az iparban megmaradt autokratikusnak. A 'fentről le' menedzsment van napirenden, annak ellenére, hogy szónoklatokban gyakran hangoztatják, hogy 'az emberek képezik a legfontosabb vagyonunkat”
Az 1. fokozatban, a szalag melletti dolgozót csupán egy kézpárnak tekintik. Az ilyen munkahely bejáratánál ki lehet függeszteni a táblát: 'Hagyja kinn. az eszét, bent nem lesz rá szüksége”. A menedzsment a munkások számára láthatatlan. A menedzsment bezárkózik elefántcsont tornyába, többnyire autoritárius, lenézi a munkásokat. Ennek megfelelően a munkások megfélemlítettek és mogorvák. A félem annyira áthatja a vállalatot, hogy senki sem jön magától ötletekkel, javaslatokkal. A munkások behúzódnak csigaházukba, csak azt a minimumot teljesítik, amit megkövetelnek tőlük. Képzés, tréning nem létezik.
A 2. fokozatban megvilágosodás tapasztalható. Elismerik a munkások fontosságát, minőségi köröket hoznak létre, bátorítják fejlesztő teamek alakulását. A menedzsment azonban itt is távol van a munkásoktól, nem keveredik az egyszerű emberekkel, és ha van is valamilyen kommunikáció, a vezetők csak adnak információt, de nem fognak, beszélnek, de nem hallgatnak meg másokat. A minőségi körök eredménye csak közepes, mert ha van is valamilyen kis tréning, ez rendszertelen és konkrét célokat nélkülöz. Az emberek kezébe nem adnak valóban hatékony eszközöket a minőségi problémák megoldására.
A 3. fokozatban a menedzsment 180 fokos fordulatot tesz. A vezetők rendszeresen lemennek a műhelyekbe, beszélgetnek a dolgozókkal, meghallgatják és támogatják őket. A munkások tettekkel felelnek. Megszűnik a bénító félelem, és a javaslatok hivatalos és nem hivatalos csatorra megtelik. A nyereségmegosztás, amikor a munkások pénzbeli elismerést kapnak a kitűzött célok túlteljesítéséért tisztességes és a vállalat számára jövedelmező módszer. A munkahelyen a munkások képzést kapnak, aminek mérhető eredményei jelentkeznek.
Végül a 4. fokozatban vertikális munkakör-gazdagítást hajtanak végre. Minden munkás saját műveleteinek menedzserévé lesz. A munkatársakat felhatalmazzák arra, hogy dönthessenek és kockázatot is vállaIjanak. Ők lesznek a frontcsapat, amely közvetlen kapcsolatba kerül a vevőkkel. A menedzsment szerepe alapvetően átalakul: főnökből edzővé, trénerré, igazgatóból vezetővé válnak, akik perspektí-vát mutatnak és lelkesítenek. Annak ellenére, hogy sok dobveréses propaganda folyik az emberek fontosságáról, a vállalatoknak 60%-nál jóval nagyobb része e tekintetben még mindig az 1. fokozatnál tart, további 30%-a van a 2. Fokozatban és 10%-nál is kisebb része a 3. fokozatban. Csupán a leghaladóbb vállalatok kis száma van a 4. fokozatban.
Ezek a minőségügy fokozatai az ipar tíz területén. A fokozatokat jellemző 1. táblázat segít eldönteni, hogy egy vállalat a 10 terület mindegyikében hányadik fokozatnál tart. Ez egy kitűnő sablon annak meghatározására, hogy a táblázatban felsorolt konkrét tevékenységek közül melyik megvalósításának kell adni a legnagyobb prioritást. Még hosszú utat kell megtennünk ahhoz, hogy világszínvonalú minőséget érjünk el. Ez a könyv ismertet egy fontos eszközt, talán a legfontosabb minőségügyi eszközt, a kísérlettervezés (DOE) módszerét.
'Épp időben' (Just-in-Time)
menedzsment.
Az 'Épp időben' menedzsment (JIT) többet jelent egy olyan logisztikai rendszernél, amely egyszerűen csak a raktári készletek csökkentésére irányul. A JIT alapfilozófiája az összes pazarlás kiküszöbölését tűzte ki célul. E filozófia egyik legismertebb eredménye a készletek állományának csökkenése. A JIT-et azonban lehetetlenség megvalósítani, ha még sok minőségügyi probléma nincs megoldva. Az 'Épp időben' (JIT) menedzsment koncepciója szerte a világon olyan sok szervezet fontolgatja a bevezetését vagy talán már alkal-mazza is az 'Épp időben' (JIT) Menedzsment alapelveit, hogy igen nagy valószínűséggel előbb-utóbb mi magunk is szembekerülünk azokkal. Akárcsak számos más modern menedzsment koncepciót, a JIT-et is a japánoknak köszönheti a világ, akik már az 1950-es évek végén megkezdték annak kifejlesztését és alkalmazását. Hozzávetőlegesen 20 évbe telt, amíg a JIT módszerek elérték a nyugati országok iparát, de még további 10 évnek kellett elmúlnia ahhoz, hogy a vállalatok és a szakemberek körében tudatosuljon e koncepció általános jellege.
A JIT program alapvetően annak biztosítására irányul, hogy a szükséges áru-mennyiségek beszerzése, illetve előállítása éppen a megfelelő időben történjék, továbbá, hogy soha ne legyen pazarlás. Aki azonban a JIT-et tisztán anyaggazdálkodási rendszerként fogja fel, az szinte bizonyosan bukásra van ítélve. A JIT jól illik a TQM ernyője alá, mivel sok alapelve és eljárása nagyon hasonló. Sőt, mi több, TQM nélkül a JIT nem is működik. Rendkívül nehéz dolog megadni a JIT minden szervezeti típusra egyaránt érvényes, egységes definícióját, ugyanis a termékek, a szolgáltatások és a szervezeti struktúrák igen széles skálája szükségszerűvé teszi a JIT jellegének és érvényességi körének eltérő értelmezését. Mégis, a JIT-et alapvetően a következők szerint határozhatjuk meg:
Olyan működési elvek sorozata, amelyek lehetővé teszik a működéssel kapcsolatban felmerülő problémák szisztematikus azonosítását.
Technológián alapuló eszközök sorozata a feltárt problémák megoldásához.
A JIT fontos eredménye egy jól kidolgozott program a termelékenység javítására, illetve a hulladék csökkentésére. A program eredményeként lehetővé válik a költségtakarékos termelés vagy működés, továbbá az, hogy kizárólag a szükséges javak és szolgáltatások kerüljenek átadásra a megfelelő mennyi-ségben, helyen és időben. Mindez a rendelkezésre álló erőforrások (gépek, berendezések, felszerelések, anyagok, munkaerő) minimális igénybe vételével válik lehetővé. A JIT sikere alapvetően a szállítók rugalmassága és a fel-használók stabilitása közötti egyensúly függvénye, ami természetesen meg-követeli a teljes körű menedzsment, valamint az alkalmazottak elkötelezett-ségét és csapatmunkáját is.
A JIT céljai.
A JIT alapvető célja olyan működés és termelési folyamat biztosítása, ami lehetővé teszi a vevő igényeinek pontos kielégítését pazarlás nélkül éppen a szükséglet felmerülésének időpontjában. Egyes termelő vállalatoknál a JIT-et 'folyamatos termelési folyamként' értelmezték és vezették be, ami jól kifejezi a következő törekvést: a beszerzett anyagok és szolgáltatások átalakítása kimenő termékké a beérkezéstől a szállításig (mintegy a szállító és a vevő közvetlen összekapcsolása). Ha a láncban (ezt a láncot beszállító - szállító - vevő láncnak is szokták nevezni) mindenütt a JIT elve érvényesül, akkor valóban létrejöhet az anyagok, az információk és a szolgáltatások tökéletes áramlása. A JIT nem csak a termelésben alkalmazható, hanem az adminisztrációban is.
A JIT alapelvei a következő feladatok folyamatos nyomon követésével teszik lehetővé a működéssel kapcsolatos problémák feltárását:
1. Anyagmozgás - ha az anyag megáll, helytelen útra tér, vagy visszafelé halad, akkor mindig rendellenességekre lehet következtetni a folyamaton belül.
2. Anyagtorlódások - akárcsak a víz alatt megbúvó sziklazátony, ilyenkor is rejtett problémák (pl. túl nagy változékonyság) állnak fenn.
3. A folyamat rugalmassága - alapvető feltétele a rugalmas üzemelésnek és tervezésnek.
4. Értéknövelő (hozzáadott értéket eredményező) erőfeszítések - a vevő nem fizet azokért a folyamatokért, amelyek során előállított termékek vagy szolgáltatások nem növelik a termék vagy a szolgáltatás értékét.
A JIT működési mechanizmusa.
A folyamatos figyelés (monitoring) megvalósításához szükséges eszközök hasonlóságot mutatnak az alábbi minőségirányítási és üzemszervezési módszerekkel:
• Folyamatábrák.
• Módszertanulmány és analízis.
• Megelőző karbantartás.
• A termelés megszervezését szolgáló módszerek.
• Standardizált tervezés.
• Statisztikai folyamatszabályozás.
• Érték-elemzés és tervezés.
Vannak azonban olyan technikák is, amelyek még közvetlenebbül kapcsolódnak a JIT rendszerek működéséhez:
I. 1.Tételnagyság csökkentése.
II. 2. Rugalmas munkaerő.
3. Kártyák az anyagok feltüntetésével ('Kanban').
4. Hibakeresés.
5. Versenyeztetés.
6. A felkészülési idő csökkentése.
7. Egységesített konténerek.
Az elmondottakon kívül szükség lesz a szállítókkal és a vevőkkel közös fejlesztési programokra is, mivel hosszabb távon csak így lehet megfelelő kapcsolatokat kiépíteni és megteremteni a kisebb mennyiségekben történő, de gyakoribb szállítások lehetőségét. Mindez csak aktív kommunikáció és tanúsítás révén érhető el.
Minden jel szerint a JIT az üzleti sikerek fontos tényezőjét képezi a Távol-Keleten, de eredményesen alkalmazzák azt a Nyugaton tevékenykedő japán vállalatok is. Számos, a JIT-et alkalmazó európai. és amerikai vállalat látványos teljesítmény javulást ért el, amely a következőkre terjed ki:
• Nagyobb rugalmasság (elsősorban a munkaerőnél);
• A készletek és a félkész termékek mennyiségének csökkentése, ami természetszerűleg terület felszabadítással jár együtt;
• A termékek és a folyamatok egyszerűsítése.
E programokat kivétel nélkül minden esetben a folyamatos javítás (fejlesztés) iránti valódi elkötelezettség jellemzi. A kitartó és igazán fogékony szervezetek jutalma a költségek és a termelési kockázatok csökkenésén keresztül mérhető le. Az aranyszabály a következő: soha ne távolítsunk el forrásokat (pl. készleteket) addig, amíg a szervezet nem képes vagy nincs felkészülve arra, hogy az ilyenkor napfényre kerülő problémákat orvosolhassa. Ha tehát azért csökkentjük a vízszintet, hogy láthatóvá, s ezáltal leküzdhetővé váljanak a rejtett sziklák, ez dicséretes, de a vízszinten addig is rajta kell tartanunk a kezünket, amíg a probléma elhárítása folyamatban van.
A JIT egymást követő fázisai hamar önfinanszírozóvá válhatnak a rendszerek és a munkafolyamatok gyors egyszerűsödése következtében, de a JIT-et soha nem szabad valamiféle közbenső állomásként felfogni. A vezetésnek jól meg kell fontolnia az alábbiakat:
1. Hosszú, többnyire 5-7 éves megvalósítási idő.
2. Teljes körű, a vállalat egészére kiterjedő minőségirányítási és 'Épp időben' menedzsment.
3. A fejlesztés és a kiadások csökkentésének folyamata soha nem tekinthető befejezettnek.
A JIT elsődleges célja a minőségfejlesztés a pazarlás kiküszöbölése révén. Legfontosabb követelmény a készletek minimalizálása, mivel a készlettartás költségei (biztosítás, kamat, amortizáció) akár 26%-át is kitehetik magának a készletértéknek. Nyilvánvaló tehát, hogy a készletek minimumon való tartásával jelentős javulás érhető el a költségek és a minőség területén. Azonnal észlelhetővé válnak a hibás termékek, anyagok és emberi mulasztások, s ezáltal lehetőség nyílik a termelési folyamatba való gyors visszacsatolásra, ahol a problémákat azonosítják és a helyszínen ki is javítják. A minőség javulása mellett a kisebb készletek más gazdasági előnyökkel is járnak: nincs szükség többé hatalmas raktárakra, az emelővillás targoncák egész flottájára, állványokra és polcokra, a raktárosok hadára, amellett felszabadul egy nagy mennyiségű pénzeszköz is, amelyet eddig a készletek beszerzésére, kezelésére és mozgatására fordítottak.
Ha a rendszeren belül csak kevés készlet van, akkor a termelés vagy a műveletek befejező szakasza alakítja ki a megelőző szakaszokban érvényes követel-ményeket. Ez a hatás annál markánsabb lesz, minél messzebb van az adott folyamat a befejező szakasztól. A korábbi folyamatok szórás négyzetének csökkentése érdekében célszerű az egyes tételek méretét a lehető legki-sebbre választani. Így ugyanis a hibák észlelésén és gyors kijavításán keresztül lehetőség nyílik a nem megfelelőségek kiküszöbölésére, még mielőtt azok nagyobb mennyiségeket érintenének.
A munkafolyamatok tervezése, majd gyakorlati megvalósítása során a kisebb tételek alkalmazásának legfőbb akadálya a gépek és a berendezések összeszerelési ideje. Tekintettel arra, hogy a hosszú felállítási idők gazdaságtalanná teszik a kis tételnagyságokat, elsőrendű feladatnak számít az összeszerelési idők csökkentése. Ennek kapcsán ugyancsak csökken a gépek állásideje, az üresjáratok száma, az elhasználódással összefüggő költségek, az anyag-kezelés és az ellenőrzés, következésképpen a minőségellenőrzés szükséges-sége is. A rövidebb felállítási idők következtében szintén csökken a szervezésre-vezetésre fordított idő, ami viszont nagyobb rugalmasságot kölcsönöz a munkafolyamatoknak, lehetővé téve azok állandó alkalmaz-kodását a gyorsan változó kereslethez és piaci követelményekhez.
A Kanban rendszer.
A 'Kanban' japán szó, eredeti jelentése 'látható feljegyzés', de Nyugaton ez a szó általában olyan kártyát jelöl, amely felhívja a figyelmet a többi alkatrész vagy komponens átadásának vagy előállításának szükségességére. A termelésben különféle típusú kártyákat (pl. munkalapok, megrendelő jegyek, útvonal-vázlatok) használnak számos alkatrész megrendeléséhez egy 'tolóerő' típusú, tervezésen alapuló rendszerben. Itt a jövőbeli követelményeket egy többperiódusú termelési programban veszik figyelembe, majd számítógép segítségével részletes, a megfelelő alkatrészek vagy anyagok előállítására vagy beszerzésére vonatkozó operatív tervekké bontják le azt. Ezt követően már az említett operatív tervek tolják előre és tartják fenn folyamatosan az alkatrészek vagy a komponensek gyártását. Az ilyen számítógépes rendszereket általában az Anyagkövetelmények Megtervezésének (MRP), vagy újabban a Gyártási Erőforrások Megtervezésének (MRPII) hívják.
A Kanban rendszer legfőbb sajátossága, hogy az alkatrészeket és a komponenseket keresztülhúzza a termelési folyamaton, valahányszor csak szükség van rájuk. Minden anyag, komponens vagy alkatrész saját tervezésű, speciális konténerrel rendelkezik, amely precízen meghatározott, de inkább kisebb mennyiségeket tárol az adott anyagból. Rendkívül gondosan alátámasztott vezetői döntés alapján határozzák meg, hogy az egyes alkatrészekből hány konténerre van szükség. Kizárólag standard konténereket használnak, ame-lyekben mindig megtalálható az adott anyagból előírt mennyiség. Minden konténeren két kártya (Kanban) van: termelési vagy P-Kanban az adott alkatrészt előállító, illetve szállítási vagy C-Kanban az azt felhasználó munkahely számára. Mialatt a konténerek a két munkahely között mozognak, az egyik Kanbant kicserélik a másikra. Egyetlen alkatrészt (munkadarabot) sem szabad legyártani egyetlen munkahelyen sem addig, amíg egy P-Kanban ezt lehetővé nem teszi. A munkahelyeken inkább szüneteltetni kell a munkát, mintsem hogy egyetlen fölösleges (tehát nem kért) munkadarabot vagy részegységet is legyártsanak. Ha nem érkeznek P-Kanbanok, akkor a dolgozóknak más tevékenység után kell nézniük (takarítás, karbantartás, fejlesztés, minőségi körök). Ezek a termelési szünetek gyakran hozzájárulnak a hiányosságok, illetve a szűk keresztmetszetek feltárásához és kiküszö-böléséhez.
A Kanban rendszer éppen akkor biztosítja a munkadarabokat, amikor azokra szükség van, így nincs helye többé az ötletszerű találgatásoknak és az azokból eredő
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4335
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved