| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
GWINTOWANIE, WIERCENIE, CIĘCIE
ZAKRES ĆWICZENIA:
wiadomości wstępne,
opis funkcji technologicznych,
Przykładowy program zawierający operacje gwintowanie i wiercenia,
zadania do wykonania.
Wykorzystanie cykli tokarskich ułatwia proces programowania obróbki. Język KSP umosliwia korzystanie z gotowych cykli tokarskich, takich jak: toczenie zgrubne, wykańczające, obróbka kieszeni, gwintowanie czy wiercenie.
Cykle zawierające wielokrotnie powtarzane fragmenty programu obróbki. Na poszczególne proste zabiegi technologiczne są rozpisywane dopiero w pliku danych pośrednich CLD.DTA.
Cykl toczenia gwintu jest cyklem przeznaczonym do nacinania gwintów metrycznych, calowych, rurowych i trapezowych przy usyciu nosy tokarskich do gwintów. Przy pomocy cyklu mosna nacinać gwinty na powierzchni walcowej, stoskowej i czołowej, gwinty zewnętrzne i wewnętrzne.
Cykl realizowany jest w następującej sekwencji:
a)
ustawienie
wskazanego narzędzia w początkowym punkcie cyklu,
z uwzględnieniem zadeklarowanej wartości dobiegu,
b) realizacja cyklu – zagłębienie nosa w materiał obrabiany,
c) ruch roboczy na odcinku odpowiadającym długości gwintu,
d) odskok i wycofanie do punktu początkowego,
e) powtórzenie przejść w ilości zgodnej z MF,
f) wycofanie na bazę.
Dla zaprogramowania cyklu nacinania gwintu nalesy obowiązkowo określić:
średnicę gwintu oraz punkt początkowy i końcowy gwintu np.
gwint metryczny THC/M12,PS1,PE2
gwint metryczny normalny na powierzchni walcowej THC/M30,XS15,ZS100,XE15,ZE70
gwint metryczny drobnozwojowy na powierzchni stoskowej THC/M30,PT2,XS15,ZS100,XE20,ZE70
gwint calowy ¾² THC/W12
gwint rurowy ¾² THC/G12
Ponissza tabela podaje przeliczenie 16 części cala na milimetry
|
średnica |
średnica |
||||||
|
w calach |
w 16-tych cz. cala |
w mm |
w calach |
w 16-tych cz. cala |
w mm |
||
|
dla gwintu calowego |
dla gwintu rurowego |
dla gwintu calowego |
dla gwintu rurowego |
||||
|
| |||||||
Cykl realizowany jest w następującej sekwencji:
a) ustawienie wskazanego narzędzia w punkcie początkowym cyklu, z uwzględnieniem zadeklarowanej wartości dobiegu,
b) realizacja cyklu – zagłębienie wiertła w materiał obrabiany z uwzględnieniem postojów,
c) wycofanie wiertła i powrót na bazę.
Cykl cięcia jest odpowiednikiem zabiegu interpolacji liniowej LIN i został wprowadzony do systemu by umosliwić identyfikację tego cyklu przy modyfikacji procesu technologicznego. Instrukcja CUT pozwala na definiowanie miejsca odcięcia materiału obrobionego od części zamocowanej w uchwycie oraz parametrów skrawania. Cykl mosna wykorzystać do wykonywania rowków lub podcięć. Cykl mose być zrealizowany na powierzchni walcowej zewnętrznej i wewnętrznej. Instrukcja CUT musi być poprzedzona instrukcją RPD ustawiającą narzędzie w punkcie startowym cyklu.
Cykl realizowany jest w następującej sekwencji:
a) ustawienie wskazanego narzędzia w punkcie bazowym,
b) dojazd narzędzia na punkt startowy cyklu (przez instrukcję RPD),
c) realizacja cyklu – zagłębienie nosa w materiał obrabiany,
d) ruch roboczy zgodnie z zadanym kierunkiem posuwu,
e) wycofanie.
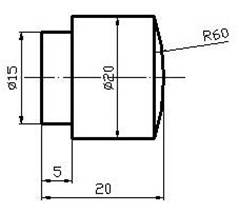
Dla przedmiotu przedstawionego na rysunku 1 wygenerowano kontur docelowy przedstawiony na rys 2.
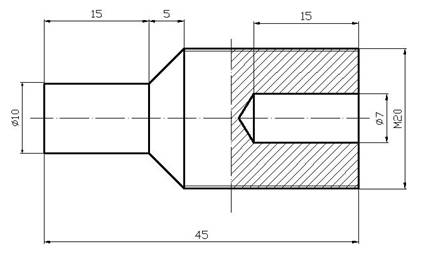
Rys. 1. Przedmiot obrabiany
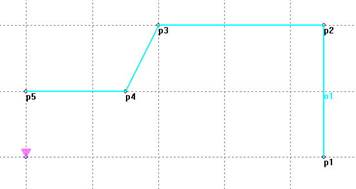
Rys. 2. Kontur wygenerowany dla zadanego przedmiotu
Opis wykonywanych czynności
W pierwszym etapie przyjmujemy punkt bazowy o współrzędnych Z55, X30 i przeprowadzimy gwintowanie.
Po
przyjęciu z katalogu narzędzi nosa do nacinania gwintu  np.: IT:vL166.1-00-2525, IC:166.1-R150,
IH:N04, MC:S10, Z-204, X-90, CP3, R.13, AT60 oraz wywołaniu go, z Gł.
menu wybieramy Technologia, Obróbka
i Cykle.
Następnie wybieramy cykl gwintowania
np.: IT:vL166.1-00-2525, IC:166.1-R150,
IH:N04, MC:S10, Z-204, X-90, CP3, R.13, AT60 oraz wywołaniu go, z Gł.
menu wybieramy Technologia, Obróbka
i Cykle.
Następnie wybieramy cykl gwintowania ![]() oraz zaznaczamy gwint metryczny, normalny,
zewnętrzny, ze stałym skokiem i z posuwem stycznym rys. 3.
oraz zaznaczamy gwint metryczny, normalny,
zewnętrzny, ze stałym skokiem i z posuwem stycznym rys. 3.
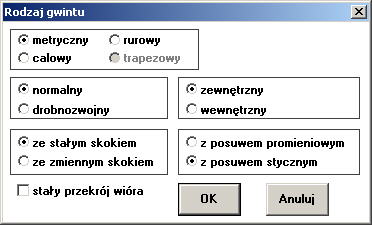
Rys. 3. Okno dialogowe do określania rodzaju gwintu
Po potwierdzeniu podajemy wsp. punktu początkowego (Z47, X20) i końcowego (Z17, X20), oraz wpisujemy średnicę początkową gwintu 20, dobieg 1, wybieg 1, odskok 2 i liczbę przejść 3 – rys.4.
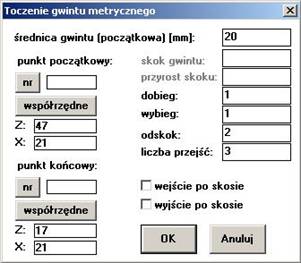
Rys. 4. Wydruk ekranu przy deklarowaniu obróbki gwintu
W
celu przeprowadzenia wiercenia otworu Ø7 z katalogu narzędzie wybieramy
wiertło i w edytorze programu zmieniamy jego średnicę na Ø7 (wtedy zapis
narzędzie będzie następujący: T2=IT:NWKc-25,IH:P1-132-W09,TD7,Z-280, X0,CP1)
Następnie z Gł. menu wybieramy Technologia potem Obróbka,
Cykle
oraz ![]() .
W oknie dialogowym rys. 5. wpisujemy niezbędne dane i potwierdzamy.
.
W oknie dialogowym rys. 5. wpisujemy niezbędne dane i potwierdzamy.
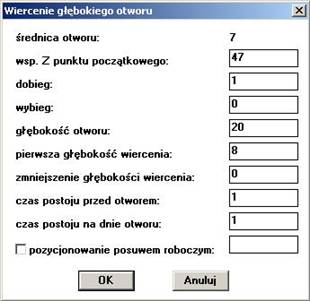
Rys. 5. Okno dialogowe wiercenia głębokich otworów
Ostatnią czynnością jest wycofanie narzędzia po zakończeniu cyklu na punkt bazowy, co realizujemy wpisując w ostatniej linii przemieszczenie narzędzia ruchem szybkim (ustawczym) do wskazanych współrzędnych. Wpisana instrukcja ma postać: RPD/Z55,X30.
Dla przedmiotu przedstawionego na rysunku 6 wykonać:
gwint metryczny na powierzchni zewnętrznej,
otwór przelotowy f
Rys. 9. Przedmiot
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1915
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved