| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
| Geografije | Gospodarstvo | Računalniki | Recepti | Upravljanja | Zgodovina |
DOCUMENTE SIMILARE |
|
SEMINARSKA NALOGA
KAZALO VSEBINE
MIG postopek
MAG postopek
Potek MIG/MAG postopka
Pulzna tehnika varjenja pri MAG
Oprema za MIG/MAG varjenje
Vir toka
Krmilna omarica
Zaščitni plin
4.3.1 Kemične reakcije v obloku
4.3.2 Kemične reakcije v talini
Varilna žica
4.4.1 Oblika varilne žice
4.4.2 Presek varilne žice
Masovna varilna žica
Strženska varilna žica
Podajalna naprava
Varilna pištola z držalom
Gibljive cevi
Varilni parametri
Razlika med zvarom CO2 in zvarom Ar
Značilnosti MIG/MAG
Viri
1. UVOD
Varivost materialov
Varivost podaja sposobnost materialov za varjenje. O varivosti sklepamo na osnovi mehanskih in ostalih lastnosti, ki jih ima ter na osnovi obnašanja materialov med procesom varjenja. Lastnosti zvarov se preizkušajo podobno kot se preskuša osnovni material. Preskušajo se mehanske, kemične, fizikalne in tehnološke lastnosti po postopkih, ki so splošno znani in standardizirani. Pri zahtevnih konstrukcijah se opravijo še metalografski in preizkusi brez porušitve materialov. Pri tem ugotavljajo prisotnost nekovinskih vključkov in poroznost v zvaru ter spremembe strukture materiala v zvaru. Z defektoskopijo, preizkusi z ultra zvokom, rentgenskimi in gama žarki, ugotavljajo neprevarjenost in večje vključke plinov v zvarni coni.
Obnašanje osnovnega materiala med varjenjem je odvisno od
Varilni parametri (jakost in vrsta el. toka, polariteta, zaščitna atmosfera, ).
Vrsta dodajnega materiala ( sprejemljivost elektrod, sestava elektrod ).
lastnosti osnovnega materiala
Fizikalne
: tališče, toplotna prevodnost , termično raztezanje, ).
Kemične : reaktivnost ,-vključki S in P , FeO.
Tehnološke: kaljivost.
Struktura: feritna, perlitna, avstenitna, martenzitna
Stanje materiala: hladno gneteno, normalizirano.
Debeli, tanki ali varjenci kompliciranih oblik.
Glede na varivost vse materiale razdelimo v štiri skupine:
2. MIG/MAG postopek
MIG in MAG postopek sta najbolj razširjena postopka varjenja v Evropi, ZDA in na Japonskem. Visoka produktivnost, omogočena s to metodo, in dejstvo, da ga je zelo enostavno avtomatizirati, sta faktorja, ki sta pripomogla k njegovi širši uporabnosti.
2.1 MIG postopek
Okrajšava MIG (M - metal, I - inert, G - gas) pomeni, da je elektroda neoplaščena, plin za zaščito pa je inertni - Argon.
MIG postopek je primeren za varjenje visokolegiranih jekel, nerjavnih jekel, aluminija in njegovih zlitin, ter bakra in njegovih zlitin.
2.2 MAG postopek
Okrajšava MAG (M - metal, A - activ, G - gas) pomeni, da je elektroda neoplaščena, plin za zaščito pa je aktivni plin CO2 .
MAG postopek pa uporabljamo za varjenje konstrukcijskih jekel (jeklenih konstrukcij) in tanjših pločevin (primer: avtokleparstvo)
2.3 Potek MIG/MAG postopka
Pri obeh postopkih
potrebno toploto za taljenje materiala dobimo z električnim oblokom, ki
gori med varilno žico in varjencem. Namesto oplaščene elektrode
uporabljamo golo pobakreno žico, navito na kolutu. Žica se med varjenjem tali
kot material za dodajanje, zato jo s posebnim pogonom potiskamo v držalo
elektrode. V držalo oziroma šobo dovajamo poleg žice tudi enosmerni električni
tok in zaščitni plin. Prvi pol priključimo na varilno žico in drugega
na varjenec. Žica med varjenjem štrli 10 do
Pri novejših
napravah pa je v pištoli mehanizem za vlečenje elektrode. V takem primeru
je zatikanje elektrode manj pogosto, cev pa je daljša ( do
Med varjenjem v zaščiti plin obliva varilno žico in zvar. Plin stabilizira oblok in preprečuje oksidacijo zvara (podobno kot plašč elektrode pri elektro-obločnem varjenju)
Potisni mehanizem podaja žico z enakomerno hitrostjo v držalo. Varilna žica je navita na kolutu, zato je varjenje hitro in brez prekinitev (ni treba menjavati elektrod). Kakovost zvara je boljša kot pri elektro-obločnem varjenju, predvsem pa ni nobenega dela z odstranjevanjem žlindre.
Delo je zelo preprosto in se ga hitro privadimo. V primerjavi z opremo za elektro-obločno varjenje je oprema nekoliko dražja (potrebujemo izvor električnega toka in jeklenko za plin), vendar se investicija zaradi naštetih prednosti kaj hitro povrne.
Varilni stroji za varjenje po postopku MIG – MAG so narejeni tako da lahko z enim strojem varimo po obeh postopkih. Zamenjamo jeklenko z zaščitnim plinom in je stvar opravljena.
Varjenje, pri katerem nastaja električni oblok, zahteva primerno zaščito varilca. Le-ta je enaka kot pri elektro-obločnem varjenju. Potrebujemo varilno masko s temnim steklom, rokavice in primerno delovno obleko in obutev. Prostor v katerem varimo mora biti dobro zračen zaradi škodljivih plinov med varjenjem, vendar ne sme biti prepiha. Prepih lahko odkloni iztok zaščitnega plina, zaradi tega tudi ta postopek ni primeren za delo na prostem.
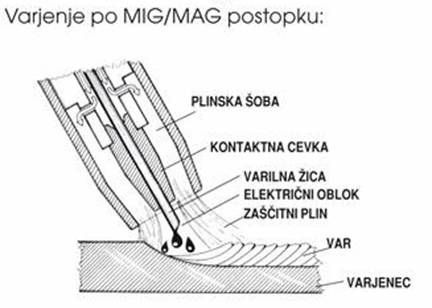
Sl. 1 - Varilna šoba pri MIG/MAG varilni pištoli
3. Pulzna tehnika varjenja pri MAG
Pri MAG varjenju lahko varimo z malo ali celo brez obrizgov tudi na spodnjem nastavitvenem območju. Poleg tega se poviša sigurnost same prevaritve. Sodobni varilni izvori, prilagojeni različnim zaščitnim plinom, ponujajo prednastavljene programe z različnimi kombinacijami varilnih parametrov. Pri varjenju visokolegiranih jekel na splošno priporočamo pulzno varjenje.
4. Oprema za MIG/MAG varjenje
4.1 Vir toka
enosmerni tok, ki ga dobimo iz usmernika ali inverterja
imeti mora vodoravno ali rahlo padajočo statično karakteristiko
Sl. 2 – Vodoravna in padajoča karakteristika
viri toka s padajočo karakteristiko so za varjenje MIG/MAG prepočasni
4.2 Krmilna omarica
za nastavitev varilnih parametrov
4.3 Zaščitni plin
osnovna funkcija je, da ščitijo oblok in talino pred atmosfero
formira oblok in obliko zvara
inertni plin Ar (ne reagira s staljenim materialom)
aktivni plin CO2 ( reagira s staljenim materialom)
jeklenka z Ar ali CO2 in redukcijski ventil
4.3.1 Kemične reakcije v obloku
O2 + 2Fe => 2FeO
O2 + 2Mn => 2MnO
O2 + Si => SiO2 (žlindra)
4.3.2 Kemične reakcije v talini
2FeO + Si => 2Fe + SiO2 (žlindra)
2MnO + Si => 2Mn + SiO2 (žlindra)
4.4 Varilna žica
je gola (nima obloka kot elektroda za ROV)
vsebuje 0.1% C in deluje kot vzmetno jeklo (lažje pomikanje po transportni cevi)
vsebuje tudi 1% Si in 1.5% Mn, da vežeta na O2 in zaščitita oblok in talino pred oksidacijo
4.4.1 Oblika varilne žice
predvsem so okrogle, premer je od
0.6mm do
lahko so tudi ploščate (od
0.5 –
4.4.2 Presek varilne žice
glede na presek so lahko masivne ali strženske
4.4.2.1 Masivna varilna žica
masivna pomeni da je po celem preseku enake sestave
z njimi varimo večinoma visokolegirana jekla
4.4.2.2 Strženska varilna žica
v sredini žice je stržen, ki ima podobno funkcijo kot plašč oplaščene elektrode
stržen je iz mineralnih ali kovinskih elementov
naloga stržena je predvsem da stabilizira gorenje obloka
če ima stržen toliko mineralnih snovi, da se tvori zadosti plina, so to samozaščitne strženske žice in ne rabimo dodatne zunanje zaščite (če teh ni, rabimo dodatni zaščitni plin)
Sl. 3 – Primer strženske žice
Podajalna naprava
potiska elektrodo skozi gibljivo cev
Varilna pištola z držalom
na njej je krmilno stikalo
Gibljive cevi
za zaščitni plin
za elektrodo oz. žico
za vodnike za varilni in krmilni tok
za vodo za hlajenje
5. Varilni parametri
gostota varilnega toka (i) 100 do 200 A/mm2

premer elektrode od 0,6 do 1,6 mm (2,4)
hitrost elektrode 0,8 do 12 m/min
hitrost varjenja 29 do 40 m/h
napetost varjenja od 14 - 36 V
6. Razlika med zvarom CO2 in zvarom Ar
Sl. 4 - Zvar narejen s CO2 je bistveno širši, pri argonu pa ožji in globlji.
Boljše oblike in lastnosti zvara se dosežejo pri uporabi naslednjih plinov:
za Al, Mg in njihove zlitine - čisti Ar
za nerjaveča jekla - Ar + 5 % O2
za navadna jekla – mešanica Ar = 80 %, O2 = 5 %, CO2 = 15 %
7. Značilnosti MIG/MAG
|
MIG postopek |
MAG postopek |
|
Značilnosti |
|
|
zelo dobra zaščita nastane čist in gladek zvar enostavna avtomatizacija primeren za navarjanje večja produktivnost manjša poraba dodajnega materiala enostavnost pri priučitvi |
vse enako kot pri MIG razen: slabše mehanske lastnosti, vključki oksidov pri varjenju lahkih kovin, cenejši od MIG postopka |
|
Uporabnost |
|
|
lahke kovine in njihove zlitine nerjaveča in legirana jekla primeren za navarjanje izrabljenih elementov. |
navadna jekla, manj zahtevni zvari iz lahkih kovin in zlitin ter nizko legiranih jekel. |
|
Negativne značilnosti |
|
|
odnašanje zaščitnega plina pogosti zastoji pri transportu žice majhna izbira dodajnih materialov |
|
8. Viri
www.messer.si (slika 1,3)
www.lindeplin.si
www.sts.si
www.strojnistvo.com
www.gradim.si
Tehnologija varjenja – Inoslav Rak
Krautov strojniški priročnik 2001 – Bojan Kraut
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5563
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved