| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
METODE DE MANAGEMENT AL ACTIVITATII DE MENTENANTA
![]() Obiectivele
capitolului:
Obiectivele
capitolului:
prezentarea metodelor specifice de management al activitatii de mentenanta;
aplicarea acestora, spre exemplificare, in practica managementului men-tenantei;
definirea unor noi concepte de baza ale domeniului;
analiza comparativa a metodelor prezentate.
1. ANALIZA MODULUI DE DEFECTARE, A EFECTULUI Sl CRITICITATII - AMDEC
Metoda AMDEC este considerata ca fiind de baza in managementul mentenantei, de asemenea si in cel al Calitatii Totale. Aparitia acesteia are loc in anii '60, fiind legata de proiectele NASA de asigurare a unei disponibilitati maxime a echipamentelor militare strategice (denumirea initiala a fost Failure Mode and Effect Analysis - FMEA). Cativa ani mai tarziu, metoda incepe sa se aplice si in alte domenii, reprezentativa fiind contributia franceza in aplicarea metodei in industria de automobile (capata denumirea de Analyse des Modes de Dafaillance, de leurs Effets et de leur Criiicita - AMDEC). Ultimele tendinte in evolutia metodei sunt legate de transferul acesteia catre activitatile de mentenanta si de asigurare a calitatii in intreprinderile mici si mijlocii (73, 1996).
1.1. Definitie si notiuni de baza utilizate in AMDEC
AMDEC este o metoda de analiza, care incearca sa puna in comun competentele grupurilor de munca implicate intr-un proces de productie, in vederea elaborarii unui plan de masuri ce au ca scop cresterea nivelului calitativ al produselor, proceselor de munca si a mediilor de productie Ca urmare, AMDEC este orientat catre:
> produs-proiect;
> produs-proces;
> mijloc de munca/utilaj. .
AMDEC produs-proiect permite urmarirea si analiza produselor inca din stadiul de proiectare, incercand sa evidentieze care sunt defectele posibile si implicatiile acestora asupra utilitatii produsului final.
AMDEC produs-proces permite validarea tehnologiilor de realizare a unui produs, astfel incat sa fie asigurata o fabricatie eficienta a acestuia.
AMDEC mijloc de munca/utilaj este focalizat pe analiza mijloacelor de productie, in scopul diminuarii numarului de rebuturi, a ratei de defectare si cresterii fiabilitatii si disponibilitatii.
Tinand cont de considerentele de mai sus, in managementul activitatii de mentenanta se va utiliza cu precadere o metoda AMDEC de tipul mijloc de munca/utilaj, dar si AMDEC - produs isi gaseste utilitatea in elaborarea planurilor de ameliorare a mentenantei.
In momentul aparitiei unui defect, problema principala pe care si-o pune un specialist este urmatoarea: care este cauza aparitiei acestuia ?
Raspunsul nu este usor de dat, din urmatoarele considerente:
> cauza poate fi un element de alta natura decat domeniul de competenta al specialistului;
> poate fi de natura necunoscuta in cazul mentenantei noilor tipuri de utilaje;
> cauza poate fi la randul ei efectul unui alt defect plasat in aval pe lantul tehnologic.
Ca urmare, se poate ajunge intr-un cerc vicios, unde cauzele se succed efectelor si invers. Din acest motiv, consideram necesara clarificarea urmatoarelor notiuni de baza ale metodei AMDEC (73, 1996):
> cauza defectarii = maniera in care apare evenimentul initiator ;
> efectul defectarii = consecintele defectarii asupra utilizatorului;
> modul de defectare = maniera in care apare un defect.
Prin analizele specifice la care se preteaza, metoda va permite rezolvarea concreta a acestei probleme.
Obiectivele AMDEC
Fiind o metoda de analiza critica, AMDEC are obiective extrem de clare, orientate spre (73, 1996):
> determinarea punctelor slabe ale unui sistem tehnic;
> cautarea cauzelor initiatoare ale disfunctionalitatii componentelor;
> analiza consecintelor asupra mediului, sigurantei de functionare, valorii produsului;
> prevederea unor actiuni corective de inlaturare a cauzelor de aparitie a defectelor;
> prevederea unui plan de ameliorare a calitatii produselor si mentenantei;
> determinarea necesitatilor de tehnologizare si modernizare a productiei;
> cresterea nivelului de comunicare intre compartimente de munca, persoane, nivele ierarhice.
Primordiala va fi considerata elaborarea planului de ameliorare a mentenantei ; in fapt, obiectivul va figura si la celelalte metode ce vor fi prezentate in acest capitol.
Etapele metodei AMDEC - utilaj
Intrucat varianta care corespunde cel mai bine obiectivului de ameliorare a mentenantei este AMDEC - utilaj, in cele ce urmeaza se vor face referiri in special la aceasta varianta. Etapele principale ale metodei se considera a fi (39, 1995):
1. Identificarea procesului, produsului sau mediului de studiat
Metoda creste in eficienta in momentul in care se aleg masinile-cheie ale proceselor tehnologice, a caror defectare poate implica pierderi importante de productie.
Constituirea echipei AMDEC
Conform definitiei, AMDEC incerca sa reuneasca competentele grupurilor de munca implicate intr-un proces de productie. Ca urmare, este necesara constituirea unei echipe multi-disciplinare, care sa poata identifica cauzele de fond ale aparitiei defectelor. Din echipa vor face parte, minimal, reprezentanti ai compartimentelor de productie, de asigurare a calitatii si mentenanta. Activitatea grupului va fi condusa de un animator, bun cunoscator al metodei.
Intocmirea dosarului AMDEC
In vederea constituiri documentatiei necesare derularii metodei, este necesar ca un dosar AMDEC sa cuprinda urmatoarele elemente:
> analiza functiilor produsului/procesului de fabricatie;
> mediul (unde este amplasat, realizat, utilizat);
> obiectivele de calitate si de mentenanta;
> istoricul functionarii utilajelor;
> istoricul activitatilor de mentenanta realizate asupra obiectivului de studiat;
> alte informatii care vor fi considerate necesare.
Stabilirea criteriilor de
apreciere a frecventei de aparitie,
a gravitatii si
gradului de detectie a defectelor
Originalitatea metodei AMDEC consta in posibilitatea ierarhizarii defectelor in functie de gravitatea si frecventa de aparitie (73, 1996), precum si de posibilitatea detectarii lor.
Frecventa de aparitie (F) este data de probabilitatea de aparitie a unui defect, data la randul ei de probabilitatea de aparitie a unei cauze. Poate fi apreciata prin media timpului de buna functionare - MTBF. Exemplificarea modului de apreciere a criteriului este prezentata in Tab. 1.
Tabelul 1. Criterii de apreciere a frecventei de aparitie a defectiunii (F)
|
Descrierea criteriului |
Coeficient de (F) |
|
Utilajul se defecteaza o data la mai mult de 3000 h de functionare (MTBF > 3000 h) | |
|
Utilajul se defecteaza o data la 2000-3000 h de functionare (2000h < MTBF < 3000 h) | |
|
Utilajul se defecteaza o data la 1000-2000 h de functionare (lOOOh < MTBF < 2000 h) | |
|
Utilajul se defecteaza o data la 500-1000 h de functionare (500h <MTBF < 1000 h) | |
|
Utilajul se defecteaza o data la mai putin de 500 h de functionare MTBF < 500 h |
Gravitatea (G) reprezinta o evaluare a efectului defectarii, resimtita de utilizatorul produsului/utilajului respectiv. Se poate exprima in functie de media timpului de stationare in reparatii - MTSR.
O modalitate de apreciere a indicelui G este prezentata in Tabelul 2.
Tabelul 2. Criterii de apreciere a gravitatii defectarii (G)
|
Descrierea criteriului |
Coeficient de apreciere (G) |
|
MTSR < lh | |
|
1 h < MTSR < 8 h | |
|
8 h < MTSR < 16 h | |
|
16 h < MTSR < 32 h | |
|
32 h < MTSR < 48 h | |
|
48 h < MTSR < 64 h | |
|
64h < MTSR < 72h | |
|
MTSR >72h |
Detectabilitatea (D) va fi data de probabilitatea ca un defect sa poata fi identificat, atunci cand cauza de aparitie a acestuia exista. Exprimarea lui se va realiza pe baza calculelor probabilistice. O propunere de valori ale detectabilitatii D este prezentata in Tabelul
Tabelul Criterii de apreciere a detectabilitatii (D)
|
Descrierea criteriului |
Coeficient de apreciere (D) |
|
Defectiune de functionare detectata automat | |
|
Defectiune de functionare detectata in urma analizei tricotului pe masina | |
|
Defectiune de functionare detectata in urma analizei tricotului pe rampa de control |
Principala contributie a metodei AMDEC este aceea ca descrie un defect pe baza unui indice de criticitate (C), luand in considerare toate influentele amintite anterior. Ca urmare, criticitatea defectului se va aprecia cu ajutorul relatiei (1):
C = FxGxD(l)
Dificultatea consta in aprecierea corecta a factorilor F, G, D, pentru aceasta trebuind a fi consultat intregul istoric de date al mentenantei. Modalitatea de calcul a criticitatii devine insa relativ simpla, mai ales ca se va recurge la fise tipizate AMDEC.
De remarcat ca, in unele intreprinderi occidentale (ex. Franta, Elvetia, Austria etc.) gravitatea defectului este codificata de catre beneficiarul produsului sau serviciului, furnizorul fiind nevoit sa-si orienteze activitatea spre evitarea unor abateri grave de la normele astfel impuse.
Stabilirea fisei AMDEC
Analiza se va efectua pe un formular-tip al metodei, care va trebui sa cuprinda toate datele necesare identificarii defectului, a cauzelor acestuia precum si a modalitatii de ameliorare a situatiei existente.
Exemple de fise AMDEC utilizate in cadrul cercetarii, intocmite pentru ansamblul utilajului si ace, sunt prezentate in Studiul de caz 1.
Interpretarea fiselor AMDEC
In aceasta etapa, echipa AMDEC analizeaza rezultatele obtinute, in vederea elaborarii ulterioare a unor masuri de ameliorare a situatiei existente (Studiul de caz 1.).
7. Elaborarea planului de ameliorare
Pe baza fiselor AMDEC completate in cadrul studiul, se va concepe un plan de masuri de ameliorare, a situatiei existente. Interesul va fi de a reduce criticitatea defectelor, incercand reducerea, pe cat posibil, a fiecaruia dintre indici. in practica se vor intalni situatii ce pot capata anumite nuante in functie de G, D, F; din acest motiv va fi necesara o evaluare specifica in vederea stabilirii masurilor de ameliorare.
Metoda AMDEC se poate aplica, bineinteles, tuturor tipurilor de utilaje, indiferent de ramura economica. Criteriile pot capata aspecte specifice, fiind de competenta echipei AMDEC sa determine prioritatile studiului, in termeni de frecventa, gravitate si detectabilitate. Rezultatele pot conduce cu succes la formularea prioritatilor in domeniul calitatii si mentenantei si integrarea acestora in planul strategic al firmei.
Pentru exemplificarea modului de lucru, un rezultat al aplicarii acestei metode este prezentat in Studiul de caz 1., realizat pe o masina circulara de tricotat cu diametru mare tip Multisingle (104, 1999c).
2. CONTROLUL STATISTIC AL FUNCTIONARII
UTILAJELOR. GRAFICE DE CONTROL
Asa cum am mentionat in primul capitol, mentenanta preventiva presupune, printre altele, utilizarea de inregistratoare de date, care sa permita urmarirea in timp a principalilor parametri de functionare a utilajelor. in functie de informatiile culese pe o anumita perioada de timp, se pot prevedea actiuni de mentenanta preventiva, iar in cazul in care apar disfunctionalitati, se poate stabili momentul optim de interventie corectiva. Un instrument specific al acestui tip de mentenanta este graficul de control.
2.1. Definitie si obiective
Controlul statistic al functionarii reprezinta o metoda de urmarire dinamica a nivelului parametrilor tehnici de functionare a utilajelor si a calitatii produselor obtinute, bazata pe procedee statistice de esantionaj si analiza mediei si dispersiei de valori
Tinand cont de implicatiile controlului statistic in implementarea si functionarea unui sistem modern de mentenanta la nivel de intreprindere, putem considera ca metoda prezinta urmatoarele obiective (70, 1996):
> determinarea momentului optim de interventie pentru realizarea unui reglaj, pe baza unui grafic de control;
> cunoasterea in orice moment a nivelului principalilor parametri de functionare;
> asigurarea ca acest nivel nu va evolua in sens negativ;
> stimularea ameliorarii continue a calitatii produselor obtinute si a unei bune mentenante a utilajelor si instalatiilor.
Simplificand lucrurile, metoda va permite in orice moment raspunsul
la
urmatoarele intrebari:
> reglez sau nu?
> produc sau nu?
Principalele tipuri de grafice de control al funcfloriarii sunt uluitoarele:
> pe baza de medii;
> pe baza de amplitudini;
> pe baza de ecart.
Pentru a veni in ajutor managerilor, in cele ce urmeaza vom incerca sa sintetizam principalele caracteristici si actiuni specifice metodei, recomandand pentru un studiu de profunzime alte lucrari asupra calcului statistic (70, 1996), (58, 1990), (55, 1989), (82, 1985), (63, 1977).
2.2. Etapele de aplicare a metodei
Fiind o metoda ce implica utilizarea unor cunostinte tehnice si matematice, metoda presupune parcurgerea urmatoarelor etape:
2. Observarea procesului
Etapa are ca scop cunoasterea variabilitatii naturale a procesului, prin realizarea unui grafic de control fara limite de variatie. Pentru a urmari evolutia procesului, se masoara cu regularitate (de ex. la 1/2 ore) un esantion al datelor de functionare. in continuare, se calculeaza media Xm a caracteristicii de urmarit si se reprezinta grafic in raport cu valoarea centrala Valc. Se continua cu calculul amplitudinii esantionului R, adica diferenta dintre valoarea maxima si minima. Se reprezinta grafic si aceasta valoare. Pe masura ce se fac determinari si apar noi puncte in grafic, va rezulta evolutia in timp a fenomenului (Figura 1.).
Calcului valorilor graficului <
Cunoscand variabilitatea procesului, se fixeaza limitele de variatie generate de cauze comune, utilizand mediile amplitudinii sondajelor observate in etapa 1. Pe graficul de control se marcheaza doua linii importante (Figura 1.):
> LsCx,,, - limita superioara de control a valorilor medii;
> Licxm - limita inferioara de control a valorilor medii.
Mai multe referinte in legatura cu aceste calcule se pot regasi cu usurinta in orice lucrare de statistica (recomandam in special 70, 1996).
Realizarea de actiuni preventive
Scopul etapei este de a preveni aparitia defectelor si de a desfasura actiuni specifice de ameliorare a calitatii procesului. Punctul de plecare il va constitui detectia anomaliilor de functionare, pe baza graficelor de variatie intocmite anterior (in subcapitolul 2. se vor indica regulile specifice de reglaj al procesului).
4. Ameliorarea procesului
Procesul poate fi ameliorat imbunatatind valorile limitelor de control. La baza procesului se vor afla problemele evidentiate in etapa 2, de rezolvarea carora va depinde succesul intregii metode.
2. Reguli de verificare a reglajelor
In situatia in care trebuie actionat in sensul reglarii procesului, va fi necesara o confirmare a faptului ca acesta a fost corect efectuat. Principalele situatii ce se pot intalni sunt descrise in Figura 1.:
Figura 1. Reguli de verificare a reglajelor.
Confirmarea reglajului se va face prelevand un nou esantion. Regulile de interpretare sunt descrise in Figura 1. Retinem insa faptul ca un proces se desfasoara corect daca punctele se vor regasi in treimea centrala a graficului de control.
RETEAUA TEHNICA Sl UMANA A MENTENANTEI (RTUM)
Pentru o organizare eficienta a mentenantei este necesara o buna corelare a activitatii tuturor persoanelor si compartimentelor de munca implicate. Un sprijin real in rezolvarea acestei probleme ni-1 ofera analiza "Retelei Tehnice si Umane a Mentenantei (RTUM)', care reprezinta in fapt o metoda a analizei sistemelor informationale existente in cadrul firmelor.
1. Definitie si obiective
Diagrama RTUM este o metoda de management a ansamblului de relatii, activitati, proiecte si informatii specifice unei functii a intreprinderii.
in prezenta cercetare, s-a realizat o aplicare a acestei metode pentru relatiile existente in cadrul serviciului de mentenanta. Contextul in care metoda isi gaseste aplicabilitate este cel al ameliorarii continue a activitatii firmei.
Ca urmare, metoda are ca obiectiv definirea activitatilor functiei de mentenanta, a interactiunilor cu serviciul de productie, precum si stabilirea responsabilitatilor fiecarui actor implicat.
in acest mod, diagrama isi propune sa gaseasca o rezolvare la urmatoarele probleme (84, 1995):
> Care sunt activitatile de mentenanta (definitie si clasificare) ?
> Care sunt actorii (serviciile, compartimentele de munca si persoanele) implicati ?
> Care sunt informatiile cu ajutorul carora functia isi indeplineste misiunea si in ce modalitate se realizeaza circulatia acestora ?
> Cum se poate modifica ansamblul de persoane si informatii pentru o mai buna organizare a functiei ?
> Prin ce mijloace se poate ameliora transferul de informatii ?
> Care este influenta modificarii comportamentului unui actor asupra rezultatelor de ansamblu ale functiei ?
Principiul care sta la baza analizei se poate enunta in modul urmator (84, 1995):
Mentenanta ![]() +
+ ![]() +
+ ![]()
Pentru a descrie in amanunt sistemul de relatii din cadrul functiei de mentenanta, se considera ca relatia ar trebui explicitata in modul urmator (102, 1999a):
![]() = Management + Mentenanta
preventiva + Mentenanta corectiva
= Management + Mentenanta
preventiva + Mentenanta corectiva
![]() = Baza de date a mentenantei + Sistemul informational + Sistemul
= Baza de date a mentenantei + Sistemul informational + Sistemul
de Comunicare intre actori
![]() = E
Proiecte de investitii + E Proiecte de perfectionare continua a
activitatii
= E
Proiecte de investitii + E Proiecte de perfectionare continua a
activitatii
De remarcat ca intre proiectele de imbunatatire continua a activitatii firmei se pot regasi cele de tip T.Q.M., M.P.T., M.B.F., J.I.T., S.M.E.D., KanBan, G.M.A.O. etc.
Diagrama se elaboreaza intr-o maniera interactiva, incercand sa se determine in mod sistematic care sunt implicatiile fiecarui actor in succesul mentenantei. Se vor urmari aspectele legate de fluxul informational, precum si o cronologie a sistemului de relatii.
2. Simbolistica diagramei
Diagrama adopta o simbolistica specifica, prezentata in Tabelul 4. (84,1995): ..
Tabelul 4. Simbolistica diagramei RTUM
|
Simbol |
Semnificatie |
Descrierea semnificatiei | ||||
|
O |
Operatie |
Actiune sau activitate realizata sau nu pe un document, de o persoana/compartiment care receptioneaza sau emite o informatie (de ex.: cere o interventie, completeaza un raport de interventie etc). |
Actiune |
Actiune |
Executie (de catre un mentenor sau o persoana responsabila) a actiunii, definita printr-o informatie primita, realizata fizic sau real pe un echipament sau subansamblu. |
|
|
Control |
Actiune de verificare a unei informatii sau a unei actiuni. |
|||||
|
Stocare, arhivare |
Aranjare si clasificare definitiva a informatiilor in cadrul fiecarui compartiment de munca. |
|||||
|
|
Asteptare |
Asteptare a unei informatii sau a rezultatului unei actiuni. |
||||
|
Decuplare |
Actiune de emitere a unei informatii noi, ca urmare a unei activitati realizate sau a unei informatii primite. |
|||||
Toate aceste elemente vor conduce la o ilustrare facila a sistemului de relatii intre actorii activitatii de mentenanta. in plus, se vor utiliza arcuri uni-sau bi-directionate (->, <-, <->), care vor usura intelegerea sensului de parcurs al informatiilor.
Elaborarea diagramei RTUM
intocmirea diagramei RTUM presupune parcurgerea urmatoarelor etape:
Identificarea procesului de studiat si elaborarea obiectivului
Identificarea actorilor care iau parte la proces
Evidentierea actiunilor specifice
Identificarea sistemului de relatii intre actori
Reprezentarea diagramei RTUM
Analiza sistemului de relatii intre actori
Elaborarea masurilor de ameliorare a mentenantei
In partea de sus a diagramei sunt redate cateva date de identificare a procesului, incluzand actorii care intervin in proces, defalcati pe categorii. De remarcat ca aceasta diagrama se poate elabora in doua situatii, existenta si imbunatatita.
4. ANALIZA CAUZA-EFECT. "5M'
O importanta majora in managementul mentenantei si fiabilitati o prezinta studiul raportului cauza-efect. Metoda specifica acestui tip de analiza se numeste "5M', intregita printr-o abordare pe baza unei diagrame de tip ISHIKAWA.
i,
4.1. Obiectivele metodei "5M' i
Metoda isi propune ca obiectiv sa identifice elementele care concura la buna realizare a activitatii studiate. in acest scop, se recurge la gruparea acestora in 5 categorii:
> Mana de lucru
> Mijloace de munca
> Mediu
> Metode
Precizam faptul ca "5M' este specifica managementului calitatii (68, 1995), (65, 1994), (39, 1995), in studiul de fata noi incercand o adaptare a metodei la domeniul managementului mentenantei.
Metoda prezinta multiple alte variante, dintre care putem aminti:
> 6M:
Materiale
Metode
Masina
Manopera
Mediu
Masurare
(Sub aceasta forma, varianta este utila mai ales in analizele de proces.)
> 7M (metoda utilizata la Harvard Bussines Scholl):
Materiale
Metode
Manopera
Mesaje
Management
Mijloace financiare
(in aceasta structura, metoda se poate aplica cu succes in managementul strategic al firmei.)
> 4M + I (in limba engleza):
Man (om, manopera)
Material (materiale)
Machine (masina)
Method (metoda)
Information (informatie)
(Aceasta abordare nu tine cont de mediu, avand tendinta sa interiorizeze problemele.)
Tinand cont de cele anterior mentionate, pentru managementul mentenantei, cea mai adecvata varianta se dovedeste a fi "5M'.
![]() 4.2.
Aplicarea metodei. Constructia si Asigurarea mentenantei
4.2.
Aplicarea metodei. Constructia si Asigurarea mentenantei
Intrucat intre Managementul Mentenantei si Managementul Calitatii exista o multitudine de concepte, metode si obiective comune, in vederea aplicarii metodei "5M' propunem urmatoarele terminologii (102, 1999a):
> Constructia mentenantei, definita ca fiind un ansamblu de elemente fizice ce concura la atingerea obiectivelor mentenantei (similar constructiei calitatii).
> Asigurarea mentenantei, constituita din totalitatea informatiilor ce aduc garantii de buna realizare a fiecarei exigente cerute de constructia mentenantei (similar asigurarii calitatii).
In cele ce urmeaza, vom incerca sa detaliem fiecare dintre aceste aspecte, pentru a identifica specificul raportului cauza/efect in managementul mentenantei. Problema de fond este de a gestiona o activitate specifica a intreprinderii - mentenanta. La randul ei, acesta poate fi descompusa in subactivitati si cu ajutorul unui chestionar se pot constitui referintele necesare. Dificultatile care pot aparea sunt legate de informatiile necesare, care se regasesc cu greu in documentele intreprinderilor.
In definirea problemei, se pleaca de la baza, urmarind decelarea elementele care conduc la necesitatea unei activitati de mentenanta eficiente. Se va incerca constituirea unei referinte, identificand starea actuala a procesului.
Identificarea se realizeaza cautand raspunsul la urmatoarele intrebari-cheie ale analizei (39, 1995) :
a) "Cine este beneficiarul activitatilor de mentenanta ? '
Raspuns posibil: sectorul de productie
b) Ce asteapta beneficiarii de la serviciul de mentenanta ?
Raspuns posibil:
mentinerea in stare de functionare a parcului de masini
si utilaje, prin asigurarea asistentei tehnice specifice.
In fapt, se vor defini conditiile de calitate ale activitatii de mentenanta, concretizate prin obiective clare si precise (de ex.: 0 pene, 0 defecte, poluare 0). Din punctul de vedere al informarii, distingem :
> informarea prealabila, rezultat al pregatirii activitatii de mentenanta, care va constitui ansamblul de reguli de respectat de catre mentenori. Se concretizeaza intr-un set de masuri de prevedere ale beneficiarului serviciului;
> informare finala, prezentata beneficiarului (cel care asteapta executia serviciului), care ne arata daca mentenanta se desfasoara conform planului sau au avut loc incidente ce afecteaza calitatea prestatiei.
In continuare se trece le identificarea celor "5M' ai mentenantei. Se incepe prin a opera un prim inventar al criteriilor susceptibile de a constitui o referinta in descrierea acestor "5M'. Consideram ca ar putea fi definiti in modul urmator:
> Mi - mana de lucru implicata in activitatea de mentenanta, mentenori si,
eventual, personal direct productiv;
> M2 - mijloace de munca utilizate in activitatea de mentenanta, respectiv
unelte, S.D.V.- uri, mijloace de interventie etc.;
> M3 - materiale si materii prime utilizate in exercitarea activitatilor
specifice de intretinere si reparatii.
> M4 - metode de mentenanta, pe categorii si sisteme;
> M5 - mediul in care se desfasoara activitatea de productie si mentenanta.
La o prima abordare, observam ca elementele care constituie constructia mentenantei sunt legate de Mu M2, M3, iar M4 si M5 concura la asigurarea acesteia.
Constructia mentenantei
Conform definitiei de mai sus, va trebui sa gasim tot ceea ce contribuie la o buna desfasurare a serviciilor catre beneficiarul mentenantei. Este posibil -si de dorit in acelasi timp - sa se stabileasca o diagrama cauza-efect, pentru a decela elementele cu influenta pozitiva si negativa asupra rezultatului (Figura ).
Sa notam ca, tinand cont de natura problemei, ar fi bine sa prevedem in fiecare rubrica de tip "M' o parada posibila a elementelor constituente. Astfel, se justifica luarea in considerare a posibilitatii ca operatorii de productie sa execute sarcini de mentenanta, conditie pentru care ar trebui asigurat un nivel de pregatire si instruire in domeniu (conform principiilor M.P.T.).
Precizam ca acest inventar nu se doreste a fi un model de generare de idei de tip brainstorming, dar el va trebui sa cuprinda totusi elementele esentiale ale fenomenului.
Asigurarea mentenantei
Vom detalia aici informatiile susceptibile de a aduce garantii de buna realizare a fiecarei exigente cerute de constructia mentenantei (Figura ). Un aspect specific pe care va trebui sa-1 detaliem este cel al metodelor de mentenanta utilizate in vederea atingerii obiectivelor propuse.
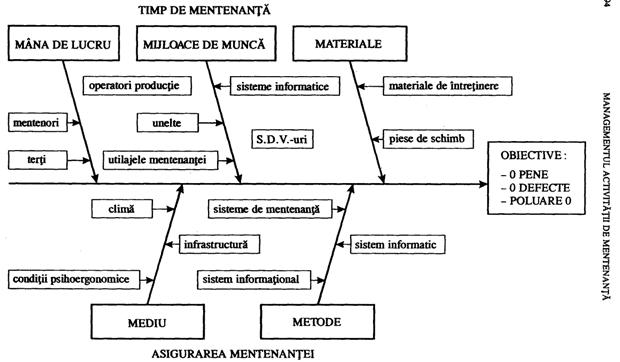
Figura 3 Diagrama ISHIKAWA a mentenantei.
Matricea mentenantei
Elementele prezentate in constructia si asigurarea calitatii si reprezentate in diagrama ISHIKAWA corespunzatoare vor fi integrate in matricea mentenantei. in plus fata de diagrama, aici se realizeaza o apreciere a stadiului de dezvoltare a fiecarei referinte, realizand in acelasi timp si o analiza critica.
Rubricile de la 1 la 3 reprezinta referintele de respectat (a priori):
Rubrica 1. A fost examinata necesitatea de a respecta referinta
> daca nu, se reia metoda (diagrama);
> daca da, se trece la jalonul 2.
Rubrica 2. Au fost create aceste reguli ? Exista ele ? Unde ?
Exista posibilitatea de a creste (reduce) numarul lor ?
Rubrica Sunt ele adaptate, au fost experimentate pentru validare
Rubricile 4 si 5 definesc informatiile de procurat a posteriori (respectarea referintei):
Rubrica 4. Regulile au fost respectate ?
Rubrica 5. Relativ la ce a fost efectiv realiiat', s-au conservat urmele acestei relatii
Intrucat detalierea matricei ar conduce la o extindere apreciabila a subcapitolului, ne vom rezuma la a analiza numai doi dintre cei 5M (Tabelul 5.)
Tabelul 5. Matricea mentenantei
|
ASIGURAREA MENTENANTEI |
|||||||||||
|
REFERINTA |
EXISTENTA |
RESPECTATA |
|||||||||
|
Necesar |
Existent |
Adaptat |
Respectat |
Cu urmari |
|||||||
|
CONSTRUCTIA MENTENANTEI |
Mana de lucru | ||||||||||
|
1.1. Mentenor | |||||||||||
|
> Cunostinte generale | |||||||||||
|
> Pregatire pentru activitate | |||||||||||
|
> Misiune | |||||||||||
|
- cunoasterea metodei de lucru | |||||||||||
|
- cunoasterea mijloacelor utilizate | |||||||||||
|
- disponibilitatea de interveni | |||||||||||
|
1.2. Operator de productie | |||||||||||
|
> conditii in care poate interveni | |||||||||||
|
> alte criterii (ca si la titular) | |||||||||||
|
Mijloace de munca | |||||||||||
|
2.1. Unelte | |||||||||||
|
> Adaptare pentru misiune | |||||||||||
|
> Numar | |||||||||||
|
> Uzura morala | |||||||||||
|
> Uzura fizica | |||||||||||
|
2.2. Utilaje folosite de serviciul de mentenanta | |||||||||||
|
> viteza de lucru | |||||||||||
|
> uzura | |||||||||||
|
> varsta | |||||||||||
|
> posibilitate de depanaj rapid | |||||||||||
|
2. S.D.V.-uri | |||||||||||
|
> conformitate cu misiunea mentenantei | |||||||||||
|
> precizie | |||||||||||
|
> numar | |||||||||||
|
etc. | |||||||||||
5. ARBORESCENTA DEFECTARII
Analiza functionarii utilajelor pe baza unei arborescente poate fi considerata ca o metoda complementara a aplicarii studiului AMDEC, prezentat anterior. Astfel de arborescente sunt uzuale in multe alte domenii ale managementului, de exemplu in luarea deciziilor (arborele de decizie) sau in managementul costurilor (arborescenta costurilor). in continuare vom incerca sa-1 aplicam in analiza functionarii utilajelor.
Definitie si obiective
Arborescenta defectarii este o metoda de cercetare sistematica a cauzelor si combinatiilor de evenimente care afecteaza functionarea unui sistem. Utilizand ca instrument reprezentarea grafica, se scot in evidenta nivelele succesive de evolutie a fiecarui eveniment (defectare, in cazul nostru). Procesul de descompunere in evenimente elementare continua pana in stadiul in care:
> cauzele sunt independente intre ele;
> probabilitatile pot fi estimate suficient de precis;
> nu se poate face o descompunere in evenimente mai simple.
Fiind o metoda de analiza deductiva, bazata pe reprezentari grafice, arborescenta defectarii are ca obiective (73, 1996):
> analiza si sinteza problemelor de functionare ale sistemului;
> recenzarea starilor de disfunctionalitate;
> prevederea cauzelor si combinatiilor de cauze posibile de defectare; reprezentarea logica a acestora.
Intr-un subcapitol anterior am precizat ca este dificil de identificat cauza unui eveniment, intrucat, la randul ei, aceasta poate fi efectul unei alte cauze. Principalul merit al acestei metode consta in faptul ca reuseste sa identifice cauzele initiatoare ale evenimentelor (defectari in cazul nostru).
Descrierea metodei
Metoda are o desfasurare logica, pornind de la general si incercand sa ajunga la particular. in cele ce urmeaza, vom cauta sa tratam problema la modul general, incercand sa evidentiem principalele etape.
Se incepe cu o prima segmentare, care se realizeaza la nivel de functii ale intreprinderii FI, F2 Fi, urmata de identificarea sectiilor/atelierelor componente (1,2 m) (Figura 4.):
Se incepe cu o prima segmentare, care se realizeaza la nivel de functii ale intreprinderii FI, F2 Fi, urmata de identificarea sectiilor/atelierelor componente (1,2 m) (Fig. 4.):
Descompunerea in elemente primare continua, incercand sa evidentiem care sunt principalele echipamente din dotarea sectiilor/atelierelor. La randul lor, acestea indeplinesc o serie de functii, arborescenta rezultata fiind de tipul celei din Figura 5.:
Figura 4. Arborescenta sistemului intreprinderii
Figura 5. Arborescenta liniilor/atelierelor pe echipamente si functii
Se continua studiul, identificand subansamblurile care fac posibila existenta functiilor specifice fiecarui echipament in parte. Analiza ajunge astfel la nivelul in care, pe baza unei "parade' de cauze de defectare, se va incerca identificarea modului in care fiecare subansamblu participa la declansarea defectarilor (Figura 6.):
Figura 6. Arborescenta pe subansamble si cauze de defectare.
De remarcat ca o anumita cauza poate actiona asupra mai multor sisteme, aspect care ar fi fost mai greu (sau mult mai laborios) de semnalat in cazul altor metode de analiza cauza-efect.
Metoda se dovedeste a fi extrem de eficienta in identificarea cauzelor de defectare, problema care se pune fiind cea a limitarii studiului. Este deosebit de utila corelarea cu o analiza de tip AMDEC.
6. METODA PARETO (ABC, 80/20)
Motivul pentru care incercam sa scoatem in
evidenta aceasta metoda nu este
noutatea ei, ci faptul ca in practica mentenantei industriale este,
in mod ne-
justificat, putin aplicata.
Obiectivele metodei
in cele ce urmeaza vom incerca sa aratam care sunt specificitatile metodei in cazul in care o vom aplica mentenantei. Ca urmare, obiectivul metodei va fi de a identifica cauzele principale de aparitie a defectiunilor si de a orienta eficient resursele mentenantei spre inlaturarea acestora. Principiul care sta la baza metodei este ca 80% din defectiunile de functionare ale utilajelor sunt urmare a 20% din cauze. Pentru o buna corelare a eforturilor si obtinerea rapida de rezultate, se va incerca prioritar eliminarea acestora.
Aplicarea metodei |
In practica managementului mentenantei industriale, se intalneste frecvent urmatoarea situatie: in momentul in care apare o defectiune cu repetitivitate redusa si dificil de remediat, rezolvarea acesteia cade in sarcina celor mai buni mentenori, "cheltuind' o multitudine de resurse umane, materiale si timp. in aceasta perioada insa, celelalte activitati curente sunt lasate pe seama persoanelor fara competente deosebite, conducand in timp la pierderi mult mai mari decat cele produse de avaria-cheie descrisa mai sus. Din aceste motive, consideram ca aplicarea metodei se impune cu necesitate, ea putand conduce la decizii strategice de mare importanta pentru firma si activitatea acesteia, cum ar fi, de exemplu, aplicarea unui management contractual al mentenantei (concept regasit in literatura de specialitate sub acronimul M.C.M.).
Etapele de aplicare ale metodei sunt cele clasice, le vom adapta insa specificului mentenantei si le vom enunta cu titlul de exemplu:
1. Identificarea principalelor tipuri de defectiuni
Se va analiza istoricul de functionare al utilajelor, incercand totodata si realizarea unei centralizari a informatiilor sub forma prezentata in Tabelul 6.
Tabelul 6. Centralizator al defectiunilor
|
Tip de defect |
Timp de stationare in reparatii (TSR) |
% din timpul total de indisponibilitate |
|
Defectiune tip a | ||
|
Defectiune tip b | ||
|
Defectiune tip k |
Datele obtinute se vor reprezenta grafic (Figura 7.):
Figura 7. Grafic centralizator al indisponibilitatii, pe tipuri de defectiuni
2. Clasarea tipurilor de defectiuni functie de timpul total de indisponibilitate
Pe baza tabelului centralizator, se vor scoate in evidenta defectiunile cu impact puternic asupra timpului de indisponibilitate, aratand cum 20% din acestea conduc la 80% din rezultatul total.
Datele obtinute se pot reprezenta grafic, ca in figura urmatoare (Figura 8.):
Figura 8. Clasament al tipurilor de defectiuni
Asa cum rezulta din Figura 8, defectiunile de tip "a' si "c' (20% din total) corespund unui procent semnificativ din totalul indisponibilitatii, ca urmare, indepartarea lor va conduce la ameliorarea de fond a activitatii de mentenanta.
in cazul in care am opta spre un clasament al defectiunilor de tip "ABC', grupele de defectiuni vor fi urmatoarele:
A - defectiuni cu caracter repetitiv, cu pondere mare in totalul timpului de
indisponibilitate;
B - defectiuni cu aparitie intamplatoare, cu pondere moderata in influenta
indisponibilitatii;
C - defectiuni cu aparitie intamplatoare, cu influenta mica asupra
rezultatelor.
Conform acestei clasificari, vom obtine reprezentarea grafica din Figura t.9.
Figura 9. Clasament "ABC' al defectiunilor
Interpretarea rezultatelor si masuri de remediere
Din cele descrise mai sus, este clar ca se va urmari prioritar eliminarea cauzelor care conduc la aparitia defectiunilor de tip "a' si "c' si se vor urmari destul de riguros cele de tipul "j', "e', "h'. Celelalte defectiuni, functie de specificul lor, pot constitui obiectul unui contract de mentenanta.
Fiind important un tratament preferential al defectiunilor cu efecte majore asupra indisponibilitatii, consideram ca acestea se vor supune prioritar unei analize de tip AMDEC si unei arborescente de identificare a cauzelor de aparitie, urmand ca actiunile urmatoare ale mentenantei sa urmareasca eliminarea acestora.
7. MATRICEA DE CRITICITATE CALITATE -SECURITATE -
DISPONIBILITATE (CSD)
Una din metodele de analiza cele mai utilizate in identificarea punctelor "nevralgice' ale mentenantei sistemelor tehnice este matricea de criticitate CSD. in literatura de specialitate metoda este denumita in limba engleza QSA (Quality - Security - Availability), iar in limba franceza QSD (Qualite -Securite - Disponibilite). Matricea este considerata ca fiind echivalenta QFG (Calitate - Frecventa - Gravitate) din managementul calitatii.
7.1. Obiectivele metodei
Asa cum am precizat anterior, matricea de criticitate isi propune ca obiectiv general identificarea punctelor critice ale unui sistem tehnic, caracterizate prin valori ale calitatii operatiilor efectuate, ale securitatii functionarii utilajului si disponibilitatii acestuia.
Este de preferat ca metoda sa fie aplicata de o echipa interdisciplinara, formata din reprezentanti ai compartimentelor productie, asigurarea calitatii si mentenanta (similar echipei AMDEC). Ca urmare, legat de productie, calitate si mentenanta se vor urmari (73, 1996):
> pentru criteriul "calitate' :
procentajul de pierderi datorate functionarii necorespunzatoare a utilajului;
influenta functionarii utilajului asupra calitatii finale a produselor.
> pentru criteriul "securitate' :
influenta penelor asupra mediului de munca si persoanelor;
daca regulamentele si normele de protectia muncii sunt corespunzatoare;
preconizari ale viitoarelor situatii exceptionale posibile;
experiente negative.
> pentru criteriul "disponibilitate' :
influenta opririlor asupra rezultatelor firmei;
existenta echipamentelor redundante;
influenta asupra altor echipamente in caz de pana;
frecventa penelor, pe cauze si situatii exceptionale;
timpii de oprire datorati penelor si repunerii in functiune.
Pentru fiecare din aceste criterii se vor acorda coeficienti, conform metodologiei pe care o vom prezenta in continuare.
7.2. Aplicarea metodei. Drumuri critice CSD
Valorile de referinta din matricea de criticate sunt stabilite de echipe de analiza CSD. Pentru C si D vor fi in principiu "1' (inacceptabil), "0' (de controlat) sau "-1' (neglijabil).
Securitatea va avea un statut special: toate echipamentele a caror defectare pune o problema de securitate trebuie sa fie plasate in clasa de criticitate S = 1. in aceste conditii, ar trebui actionat in urmatoarele directii:
> daca D si/sau C - 1, toate eforturile trebuie sa fie facute pentru a evita producerea defectarii acestui echipament;
> daca D si/sau C = 0, aceasta defectiune va fi evitata prin inspectii regulate;
> daca D si/sau C = -l, defectarea acestui echipament are consecinte neglijabile si nu se produce frecvent.
Fiecare echipament este in mod conventional clasificat dupa o notiune de drum functional, care va capata urmatoarele aspecte de criticitate (73, 1996):
> drum critic de securitate (DCS), daca S = 1
> drum critic de productie (DCP), daca D = 1
> drum critic de calitate (DCC), daca C = 1
> drum sub-critic de productie (DSCP), daca D = 0
> drum sub-critic de calitate (DSCC), daca C = 0
> drum de defectare tolerata (DDT), daca C si D = -l
Plasarea acestora in matricea de criticitate se va prezenta ca in Tabelul 7.:
Tabelul 7. Matricea de criticitate CSD
|
Disponibilitate D |
Securitate S = 1 |
Calitate C |
||
|
Inacceptabil |
De controlat |
Neglijabil |
||
|
Inacceptabil |
DCP/C |
DCP |
DCP |
|
|
De controlat |
DCC |
DSCP/C |
DSCP |
|
|
Neglijabil |
DCC |
DSCC |
DDT |
|
Avand toate aceste aspecte clarificate, ramane sa plasam utilajul analizat in una dintre situatiile posibile prezentate. Actiunea nu este simpla, intrucat rezultatul va trebui sa medieze parerile tuturor compartimentelor de munca implicate in stabilirea matricei CSD. Pentru a creste eficienta analizei, utilajele plasate pe drumuri critice inacceptabile vor constitui subiectul unor analize de tip AMDEC.
8. ANALIZA COMPARATIVA A METODELOR
DE MANAGEMENT AL MENTENANTEI
Pe parcursul acestui capitol am incercat sa evidentiem cele mai uzuale metode specifice managementului mentenantei, cu mentiunea ca mai sunt multe altele care pot fi luate in considerare.
O privire de ansamblu asupra metodelor prezentate anterior conduce la urmatoarele remarci:
> obiectivele tuturor metodelor se pot exprima in termeni de performanta a mentenantei, respectiv indici de calitate, securitate sau disponibilitate;
> scopul principal este de a defini cauzele aparitiei disfunctionalitatilor sistemelor tehnice;
> aplicarea metodelor se face in echipe multidisciplinare, care cuprind minimal reprezentanti ai serviciilor de mentenanta, calitate si productie;
> rezultatele obtinute servesc elaborarii planurilor de ameliorare a mentenantei ;
> pentru a nu diversifica excesiv analizele, este necesara limitarea studiului;
> unele dintre obiectivele urmarite in mentenanta sunt comune cu cele considerate in domeniul calitatii.
Referitor la rezultatele scontate, observam ca:
> metodele cele mai complete de analiza sunt AMDEC (ia in considerare frecventa, gravitatea, detectabilitatea) si matricea de criticitate CSD (are in vedere indici de calitate, securitate, disponibilitate);
> desi metoda PARETO are in vedere numai indici legati de frecventa, ea poate interveni, prin limitarea studiului, in desfasurarea oricarei alte metode (este chiar recomandat acest lucru);
> spre deosebire de celelalte metode, graficele de control se preteaza cel mai bine politicilor preventive de mentenanta;
> RTUM poate interveni in organizarea de ansamblu a sistemului informational al mentenantei, contribuind la cresterea eficientei celorlalte metode;
> analizele de tipul cauze-efecte sunt urmarite prioritar in AMDEC, arborescenta defectarii si "5M'.
Consideram ca, pentru a fi cu adevarat eficienti in managementul mentenantei, este necesara optimizarea aplicarii globale a tuturor metodelor prezentate in acest capitol. Prin aceasta afirmatie facem un pas important spre un concept original, Mentenanta Bazata pe Fiabilitatea globala, pe care autorii acestei carti incearca in prezent sa-1 popularizeze pe plan mondial (102, 1999a), (103, 1999b), (104, 1999c).
CONCLUZII
Managementul ne pune la dispozitie o multitudine de metode care au ca obiectiv ameliorarea continua a mentenantei. Cum managementul este si arta, si stiinta in acelasi timp, creativitatea conduce la preluarea de metode din domenii conexe si aplicarea acestora in mentenanta, ba chiar mai mult, extinderea aplicabilitatii unora dintre ele din domeniile de inalta tehnologie catre intreprinderile mici si mijlocii.
Aplicarea unei singure metode de management al mentenantei nu este suficienta. Obtinerea unui rezultat punctual nu poate sa incante decat pe moment un mentenor sau un sef de serviciu. Panoplia de metode descrisa de noi are in vedere orientarea optiunii managerilor spre o abordare strategica a mentenantei si urmarirea obtinerii de rezultate la nivel global.
Consideram ca aplicarea acestor metode trebuie incadrata intr-un proces continuu de ameliorare a mentenantei; este si motivul pentru care s-a incercat descrierea pe etape a tuturor metodelor prezentate. Abordarea se va face intotdeauna multidisciplinar, intarind astfel conlucrarea dintre serviciile intreprinderii.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8785
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved