| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
TEHNOLOGIA DE REALIZARE SI ADAPTARE A ECHIPAMENTULUI DE COMPENSARE
Tehnologia de fabricatie a lentilelor
Tehnologia de montaj
Tehnologia de adaptare
Tehnologia de fabricatie a lentilelor
Metode de prelucrare a suprafetelor astigmatice
La obtinerea suprafetelor astigmatice se pot utiliza mai multe metode de lucru: prelucrarea mecanica; presarea sau injectia (masa plastica); modificarea formei suprafetei prin deformare plastica la cald; modificarea formei prin adaos de material depus in vid; prelucrarea cu fascicul de ioni.
Metoda de prelucrare mecanica a suprafetelor astigmatice poate fi:
cu contact punctiform intre scula si piesa;
cu contact liniar intre scula si piesa;
cu contact pe o suprafata intre scula si piesa;
Aceasta metoda este cea mai folosita astazi si presupune o succesiune de operatii cunoscute: strunjire cu varf de diamant; frezare cu discuri diamantate, slefuire, polisare.
Presarea si injectarea sunt procedee care se aplica suprafetelor astigmatice mai putin pretentioase si care pot fi realizate din masa plastica: lentile Fresnel, lentile de ochelari, vizori etc. Pot fi realizate piese cu configuratie complicata greu de obtinut prin prelucrari mecanice. (Cele mai utilizate mase plastice transparente ce se folosesc la aceasta metoda sunt: polistirenul, policarbonatul si polimetacrilatul de metil (plexiglas)).
Metoda deformarii plastice la cald a suprafetei utilizeaza o forma metalica cu profilul dorit al piesei pe una din suprafete. O lentila sferica slefuita si polisata la dimensiuni determinate este asezata deasupra si totul este introdus intr-un cuptor incalzit la 11600-12000C cu mentinerea la temperatura maxima aproximativ 10 minute pentru evitarea aparitiei
fisurilor pe piesa; sub greutatea proprie piesa se deformeaza luand profilul formei.
Aceasta metoda se foloseste la obtinerea condensorilor astigmatici, condensori oglinda, oglinzi sferice si astigmatice.
Modificarea formei prin adaos de material depus in vid se aplica la suprafete cu astigmaticitate mica - cativa micrometri, astfel rezistenta mecanica a stratului de acoperiri scade.
Depunerea se realizeaza instalatii de depunere in vid prin vaporizare termica.
Materialele de depunere sunt antireflex sau reflectante, dupa cum este vorba de lentile sau oglinzi. Se utilizeaza: aluminiu, crom, sulfura de zinc, florura de strontiu, etc.
Metoda a fost utilizata cu succes la obtinerea unei oglinzi parabolice prin depunere in vid.
Metoda prelucrarii cu fascicul de ioni se bazeaza pe principiul corodarii suprafetei de prelucrat, corodare care se datoreaza ionilor ce izbesc suprafata unui solid transferand energie si impuls primelor straturi atomice ale suprafetei.
Operatii de prelucrare aplicata a sticlei optice:
Pentru a ajunge la forma ceruta prin desenul de executie al unei piese se porneste de la un semifabricat caruia i se aplica o succesiune de operatii cu scopul de a indeparta un anumit adaos de prelucrare, bine determinat functie de numarul si felul prelucrarilor ce trebuie sa le suporte viitoarea piesa.
Operatiile sunt:
Debitarea - operatie ce se aplica ori de cate ori semifabricatul piesei nu este presat sau obtinut prin inmuiere. Poate fi debitare din placi sau debitare din blocuri.
Carotarea sau gaurirea cu burghie tubulare - operatie intrebuintata atat pentru prelucrarea gaurilor cu diametrul de (3300)mm, cat si pentru obtinerea semifabricatelor circulare cu diametrul interior al sculei de carotat.
Slefuirea - operatie prin care se imprima pieselor optice forma si precizia dimensionala.
Slefuirea bruta (frezarea) este operatia in urma careia se genereaza forma,geometrica necesara. Se indeparteaza cea mai mare cantitate de material. In principiu se poate realiza cu abrazivi liberi sau cu scule diamantate. In cazul slefuirii brute cu abrazivi liberi schema de principiu este urmatoarea:
Polisarea - operatie prin care se obtine transparenta piesei
In general, o lentila astigmatica are o suprafata sferica si una astigmatica, dar poate avea si ambii dioptrii astigmatici.
Puterea unei lentile astigmatice variaza cu unghiul α al planului meridian considerat (figura 2 ), astfel:
![]()
![]()
![]()
Fig. 2
Mai jos sunt date o serie de dimensiuni pentru lentilele de ochelari astigmatice:
|
Dimensiuni |
f (mm) |
R1 (mm) |
R2 (mm) |
d (mm) |
e la cota nominala (mm) |
Greutate (g) |
|
| ||||||
|
| ||||||
|
| ||||||
|
| ||||||
|
|
|
La fiecare operatie se dau anumite indicatii:
Operatia de blocare suprafata concava
Dispozitivul pe care urmeaza sa se blocheze lentila se aseaza in cosuletele instalatiei de blocare-deblocare si se introduc in instalatia unde se mentin aproximativ 2 minute pentru incalzire.
Se aplica apoi pe suprafata convexa a dispozitivului un strat subtire de mastic pentru blocare NI 1152-68.
Se aseaza deasupra dispozitivului de blocare (incalzit in prealabil dupa care se actioneaza presa, mentinand dispozitivul presat pe lentila aproximativ 5-10 secunde.
Se scot lentilele blocate de pe suportul pentru blocare se verifica daca sunt bine centrate pe dispozitiv, centrandu-le mai bine daca este cazul, dupa care se aseaza dispozitivele cu lentile blocate in cutia de transport.
Operatia de slefuire cu diamant suprafata convexa
Abaterea razei de curbura, masurata ca diferenta intre sageata nominala si efectiva cu inel sfenometric cu m.
Abaterea admisa de forma sferica a suprafetei: max 1 μm.
Defecte (marginale, spoturi, stirbituri etc.). Se admit ciupituri in numar nelimitat, cu adancimea de maxim 1 mm pe tot conturul lentilei sau cu adancimea maxima de pana la 3 mm situate pe conturul corespunzator unui sector de 1500.
Operatia de polisare cu poliuretan suprafata convexa
Abaterea de curbura, masurata ca diferenta intre sageata nominala si sageata efectiva, cu inel sfenometric cu m.
Abaterea admisa de la forma sferica a suprafetei maxime: 2 m.
D. Operatia - verificat 100% acuratetea si prin sondaj 10% raza de curbura la suprafata convexa
Abaterea nominala admisa la raza de curbura masurata cu inel sfenometric 40 mm ca diferenta intre sageata efectiva si sageata nominala max. 5 m.
Lentilele cu abateri mai mari decat cele admise se vor remania pentru indepartarea defectelor.
E. Operatia - spalare ultrasunete
Lentilele se scot din cutia de transport si se aseaza in cosuletele pentru spalare, iar apoi se introduc in instalatia de ultrasunete.
Dupa spalare, lentilele se pun in cutia de transport lentile de ochelari.
Lentilele spalate in instalatie trebuie sa fie nete fara pete astfel ca stergerea manuala suplimentara sa nu fie necesara.
F. Protejarea cu lac a suprafetei convexe
Se foloseste un lac de protectie tip KLEBELACK.
Lentilele se aseaza cu suprafata convexa in sus pe masa din atelier iar lacul de protectie se aplica uniform cu o pensula.
Dupa lacuire lentilele se tin 15 min intr-o etuva la 100 0C, pentru uscarea lacului.
G. Operatia - blocare suprafata convexa
Aceasta operatie este similara cu cea aplicata suprafetelor concave, presiunea de lucru de blocare fiind 1,5.2 at.
Dispozitivul de blocare in urma deblocarii lentilelor se poate folosi imediat la blocarea altor lentile, faca a se mai incalzi in prealabil.
H. Operatia - fatetare a suprafetei concave
Se va executa cu ceasca diamantata NI 1907-76.
I. Operatie - polisarea suprafetei concave
Se poate face cu POLIURETAN timp de executie T = 240s si presiunea de contact P = 1 atm. Daca polisarea se executa cu folie atunci T = 300s, p =0,8 atm.
J. Operatia - control 100% acuratetea, grosimea la centru
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Pozitia sectiunii pricipale ce contine axa cilindrului (sectiunea principala cu cea mai mica valoare algebrica a puterii) se inseamna cu 3 puncte cu diametrul maxim de 1 mm.
Defecte admise de material si de suprafata si abaterile admise la puterea fronatla cu una din sectiunile principale, la puterea cilindrica si marcarea pozitiei sectiunii principale ce contine axa cilindrica se iau din tabele.
In cazul verificarii lentilelor de ochelari metodele de verificare sunt simple, tinand seama de precizia scazuta (precizia de executie este mica in raport de alte lentile cu suprafate torice) a piesei prelucrate.
O verificare simpla se face cu ajutorul unui sablon din otel cu rugozitate care are o suprafata ce reprezinta negativul lentilei obtinute dupa operatia de slefuire. In cazul aparitiei unei fante de lumina intre piesa si sablon, lentila este prelucrata din nou pana la obtinerea formei dorite.
Dupa slefuire, operatia in urma careia forma geometrica a lentilei este definitivata, este operatia de polisare. In urma acestei operatii se face o verificare a grosimii la centru a lentilei, in pozitia sectiunii principale ce contine axa cilindrului, pozitie ce se insemneaza cu trei puncte cu diametrul
maxim de 1 mm. Lentilele se sorteaza dupa grosime in grupe a caror grosime la centru difera cu 0,1 mm.
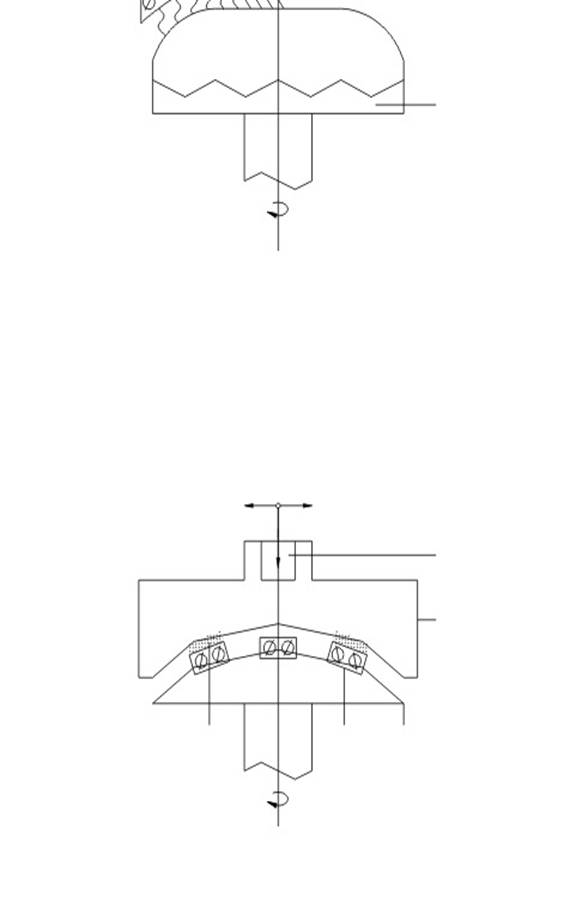
Un dispozitiv relativ simplu, pentru verificarea lentilelor este prezentat in figura :
In desen se observa ca distanta R de la O la O' este de fapt egala cu raza lentilei, intr-un plan. Prin rotirea bratului OO' cu w comparatorul M palpeaza pe o curba sau pe un cerc de raza R. Se poate ca dispozitivul de
prindere D.P. sa poata fi rotit cu lentila 900, modificandu-se in acelasi timp si distanta OO' care va fi egala cu r, razele R si r fiind razele cercurilor ce
descriu suprafata torica a lentilei, raza R descriind un cerc in planul foii, iar raza r descriind intr-un plan perpendicular pe foaie.
Comparatorul M este solodar cu un carucior C ce poate executa doua deplasari rectilinii masurabile s si p si eventual se poate roti in jurul axei A cu w , pe un cerc de raza r.
Prin rotirea cu w a lentilei se deterimna direrenta Rnom - Rreal unde Rnom este raza nominala a lentilei intr-un plan si este gala cu OO', iar Rreal este raza reala a lentilei Rnom - Rreal fiind abaterea D de la raza nominala.
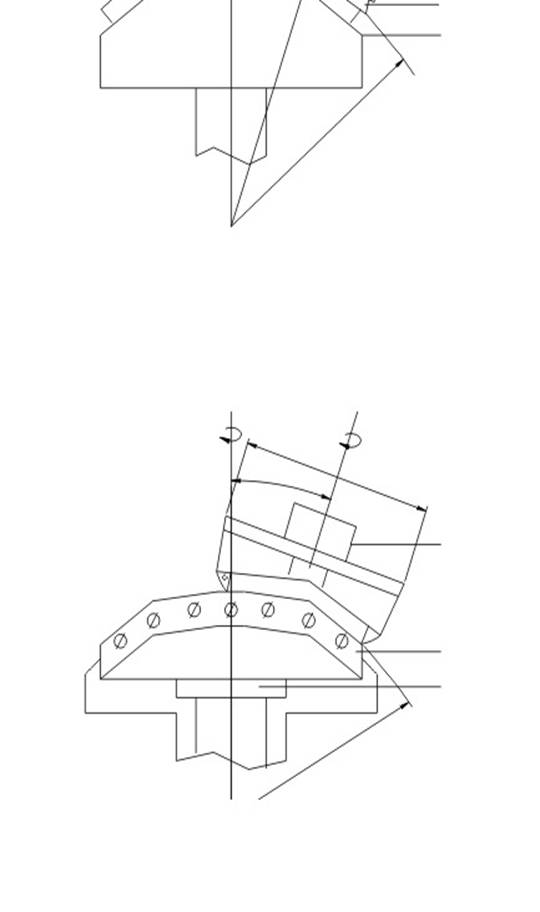
Prin
deplasarea s se masoara diferenta ![]() unde r este
raya ]ntr/un punct I, a a sunt unghiurile pe care le
fac rayele ]n punctele I1, I2 (de exemplu) cu axa lentilei (fig...).
unde r este
raya ]ntr/un punct I, a a sunt unghiurile pe care le
fac rayele ]n punctele I1, I2 (de exemplu) cu axa lentilei (fig...).
Daca ![]()
Deplasarea comparatorului pe directia perpendiculara pe planul foii se face cu m = rsina
Deplasarea p a caruciaorului este necesara pentru aducerea in contact al palpatorului comparatorului cu lentila de verificat.
Eventual, aparatul de masura poate fi rotit cu w , pe un cerc cu raza r, simultan cu rotirea bratului OO' cu w in jurul punctului A, astfel incat are loc o verificare complexa a suprafetei torice.
Daca in dispozitivul de prindere D.P. s-ar prinde o lentila torica prelucrata suficient de bine pentru a fi ales ca piesa de referinta, prin masurari in 20 puncte (de exemplu) ale suprafetei torice, se vor obtine reyultate ce pot fi intr-un tabel de referinta. Masurarile se vor face pentru
valori anumite ale deplasarilor w w , s, p, astfel incat )20 de valori pentru fiecare de exemplu) la verificarea unei lentile diferite decat cea de referinta, masurarile sa se faca in aceleasi puncte ca la lentila de copmaratie. Numarul
punctelor de pe piesa la care se fac determinari depinde de suprafata lentilei si de precizia cu care vrem sa descriem suprafata torica.
Precizia
lentilei masurate poate fi exprimata de exemplu in numarul de punte de palpare
in care abaterea de la valoarea de referinta se inscrie in normele acceptate
sau in numarul relativ de puncte ![]() , unde N'
este
, unde N'
este
numarul total de puncte de palpare iar N reprezinta numarul total de punte in care nu apar abateri.
Totodata precizia lentilei poate fi exprimata nu numai in masurarile pe care le facem intr-un numar de puncte ce acopera aproape in intregime suprafata de studiat, ci si intr-un numar de punte restrans dar alese selectiv, in anumite pozitii de pe suprafasa torica.
Rezultatele verificarii, adica daca lentila este rebut sau nu, depinde de domeniul de utilizare a lentilei, de aparatul optic in care este utilizat.
O alta metoda de verificare a lentilei a lentilelor torice, este introducerea lor intr-un sistem optic corectat cat mai bine de aberatii.
Datorita astigmatismului, se poate observa deformarea imaginii unui reticul de exemplu. Aceasta metoda are dezavantajul folosirii unui sistem optic care trebuie bine corectat, deci este scump si nu ne poate da descrierea geometrica a lentilei.
Tehnologia de montaj
Succesiunea operatiilor de montaj manual este urmatoarea:
- verificarea generala a datelor lentilelor, monturilor;
- ajustarea preliminara a monturii;
- fabricarea calibrului dupa lacasul din dreapta lentilei;
- verificarea calibrului in al doilea lacas;
- trasarea liniei de referinta pe calibru,
- se verifica liniile de referinta in al doilea lacas;
- alegerea sistemului de referinta;
- trecerea centrului calibrului;
- masurarea intervalului monturii;
- calculul descentrarilor si trecerea centrelor de montaj pe calibru;
- verificarea lentilei cu frontifocometru;
- trasarea lentilei dupa contur si taiere cu diamant;
- cretuire;
- polisarea conturului lentilei;
- montarea lentilei in rama;
- verificari mecanice;
curatirea lentilei si verificarea aspectului general de ansamblu.
Verificarea generala a monturii
Cele doua cercuri trebuie inchise in cazul monturilor metalice. Se face verificarea cercurilor si a suruburilor de strangere. Se observa particularitatile monturii. Se demonteaza anexele de infrumusetare daca deranjeaza. Se verifica santurile de montura, simetria fetelor, curbura fetei, curbarea arcurilor.
Curbarea pentru monturi metalice se face cu un cleste special de curbat, avand grija sa nu se striveasca canalele; nu se curbeaza brutal montura intr-un singur punct, ci in mai multe.
Trasarea calibrului
Se foloseste un ac de trasat bine ascutit; se traseaza partea de sus, dinspre nas a calibrului; corpul celui ce traseaza trebuie sa fie paralel cu masa; sub placa de rodoid se aseaza o carpa curata, impaturita in mai multe straturi; se aseaza montura deasupra si se apasa (nu prea tare); varful isi pastreaza inclinarea.
Decuparea
Se face cu foarfeca lasand o portiune pentru pilit; pilirea se face cu o pila semifina plata. Verificarea formei calibrului se verifica conturul calibrului la exterior.
Ajustarea pe montura
Nu se introduce niciodata in calibru mai mare deoarece poate provoca deformarea cercului calibrului sau deteriorarea marginii calibrului.
Exista doua sisteme pentru centrul calibrului: sistemul Datum si sistemul Boxing. Calibrul pentru masina este gaurit pe centrul Boxing. Se aseaza montura ochelarului pe o masa cu un subler paralel pentru trasaj si se traseaza o dreapta paralela cu masa. Se scoate calibrul din montura si se aseaza pe hartie milimetrica.
Trasarea centrelor de montaj corespunzatoare pozitiei pupilelor celor doi ochi
Se verifica pe frontifocometru puterile lentilelor si se marcheaza axa centrelor optice ale lentilelor. Lentilele din sticla se decupeaza cu diamant. Se aseaza calibrul pe fata interna a lentilei astfel incat centrul optic sa coincida cu centrul proiectiilor pupilelor pe calibru. Corpul ce decupeaza este paralel cu masa; bratul care tine diamantul este paralel cu fata mesei; trasarea se face dinspre afara spre corp. Se curata lentila cu alcool. Se aseaza calibrul pe lentila. Daca diamantul taie corect, emite un sunet ascutit iar taietura este fina si stralucitoare. Diamantul se pastreaza in aceeasi pozitie rotindu-se numai lentila.
Cretuirea
Cu clestele de cretuit. Fata concava a lentilei se intoarce inspre operator, degetul mare se tine cat mai aproape de locul unde se face cretuirea, iar aratatorul este pus in contact cu clestele. Nu se foloseste toata lungimea falcii clestelui ci numai colturile. Polisarea conturului lentilei. Se prelucreaza preliminar conturul cu un disc abraziv pentru ebos, lasand un adaos pentru finisare. Se finiseaza conturul pe un disc fin si apoi se executa tesiturile in doua faze: se prelucreaza cu un disc de ebos si apoi se finiseaza.
Unghiul tesiturii este mai mare cand grosimea la margini a lentilei este mare. Pentru lentile divergente, daca lentila este subtire sau groasa bizotul se face paralel cu baza; bizotul se centreaza in partile cele mai subtiri (AB=BC), iar in partile groase vom avea AB < BC. Erori: bizot neparalel cu fata (montaj inestetic) sau prea descentrat spre fata (inestetic).
Aranjarea formei monturii.
La un ochelar bine aranjat cele doua lentile trebuie sa fie in acelasi plan: planul monturii. Aceasta ajustare se realizeaza cu mana actionand la nivelul puntii. Reglajul simetriei monturii. Linia mediana a monturii sa fie
perpendiculara cu liniile mediane pe cele doua cercuri. Se actioneaza asupra puntii si se aduce montura astfel incat liniile de referinta sa fie paralele cu baza. Plachetele trebuie sa fie tangente la cercuri si simetrice; ele trebuie sa fie paralele cu planul cercurilor. Dupa ce s-a reglat simetria si curbura cercurilor se verifica deschiderea bratelor pe un dispozitiv pe care sunt trasate liniile de referinta cu diverse inclinatii. Se verifica daca unghiurile sunt la fel si la aceeasi valoare. Bratele nu trebuie sa fie prea libere pentru ca s-ar putea ca suruburile sa se poata desface singure si in acelasi timp unghiul de inclinare al bratelor sa varieze. Operatiunile de aranjare a monturilor trebuie executate cu grija pentru a nu se deteriora monturile. Convenabila este folosirea unor clesti speciali. Partile din plastic ale monturilor metalice se incalzesc pentru a fi aranjate. Bratele trebuie sa fie rectilinii pana la nivelul urechii apoi usor curbate luand forma canalului auricular.
Tehnologia de adaptare
Alegerea monturii pentru ochelari se face in functie de urmatorii factori.
Compensarea optica
Forma si dimensiunile monturii trebuie sa aiba un centraj vertical si orizontal foarte riguros. Se tine seama de diametru1 calibrului si de diametrul lentilei de ochelari, o montura prea mare ar necesita lentile mari,
deci grele, nerationale. Forma monturii trebuie sa permita o fixare buna a lentilelor.
Morfologia capului
Montura trebuie sa asigure confort si stabilitate. Se acorda atentie formelor pometilor, montura nu trebuie sa se rezeme de pometi.
Se acorda atentie arcadei sprancenelor, partea de sus nu trebuie sa atinga arcada. Se tine seama de lungimea genelor, genele nu trebuie sa ajunga pana la montura. Se tine seama de forma tample1or.
Utilizarea ochelarilor
Monturile copiilor trebuie sa permita cap vizual mare in sus. Forma monturilor pentru copii nu este montura de adult modificata la scara. Copiii au obrajii mai bucalati si pielea sensibila. Montura nu trebuie sa ajunga la pometi. Monturile pentru copii trebuie sa fie usoare cu lentile din plastic. Ele trebuie sa fie bine fixate pe cap. Se recomanda monturi cu brate elastice sau cu flex.
Estetica si moda
Pacientul este un client care nu se dezintereseaza de moda, dar nu admite excentricitati. Se tine seama de forma fetei. Avand fata pentagonala, montura se alege cu contururi marcate, accentuandu-se mai ales partea de sus a monturii. Bratele se prind in partea de sus pana spre mijloc. Montura trebuie aleasa astfel incat sa indulceasca ceea ce este aspru . Din sala de asteptare nu trebuie sa se vada interiorul cabinetului cand usa acestuia este deschisa, ar fi necesar un coridor intre sala de asteptare si cabinet. In cabinet ar putea fi o canapea cu trei locuri pentru insotitorii pacientului examinat sau
chiar pentru pacient intre fazele unei testari complexe. In cabinet trebuie sa existe o chiuveta pentru ca examinatorul sa se poata spala pe maini. In cabinetele in care se fac adaptari de lentile de contact, oglinda serveste ca pacientul sa invete aplicarea lentilelor pe ochi. In acest spatiu trebuie sa fie create conditii pentru inspectarea corneei cu lampa cu fanta dupa ce s-a instalat fluoresceina, in lumina ultravioleta sau violet.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2876
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved