| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
PRINCIPIILE CONSERVARII PRIN TRATAMENT TERMIC
Cea mai mare parte a produselor care apartin industriei conservelor sunt ambalate in recipiente ermetic inchise in care s-a realizat anularea activitatii microorganismelor folosind in acest scop tratamentul termic. Intre nivelul de inactivitate al microorganismelor si nivelul de pastrare a proprietatilor naturale specifice alimentelor trebuie sa existe un echilibru care stabileste raportul intre regimul termic aplicat si pastrarea calitatii produsului conservat. Scopul conservarii cu ajutorul caldurii este asigurarea stabilitatii produsului odata cu pastrarea caracteristicilor sale alimentare.
Un produs este considerat steril in momentul in care distrugerea formelor rezistente ale microorganismelor a atins un anumit nivel, produsul nemaiputand suferi degradari datorita activitatii microorganismelor un timp indelungat. Practic, nu se urmareste crearea unui mediu perfect steril (cercetarile au aratat ca din punct de vedere practic aceasta nu se poate realiza), existand un procent mare de recipiente sterilizate care contin o microflora reziduala in stare latenta. De aceea s-a introdus notiunea de conserve sterile industrial, care cuprind conservele ce contin o microflora reziduala care nu se poate dezvolta in mod normal in decursul depozitarii produsului alimentar si care nu prezinta nici un pericol pentru consumator.
In functie de intensitatea tratamentului termic aplicat, se cunosc doua procedee de conservare:
Sterilizarea aplicarea un timp limitat a unor temperaturi mai mari de 100oC cu efecte de distrugere a tuturor formelor vegetative, a multor forme sporulate precum si inactivarea avansata a formelor foarte rezistente in scopul stabilizarii produsului pe termen lung;
Pasteurizarea aplicarea un timp limitat a temperaturilor mai mici de 100oC, cu efecte de distrugere a formelor vegetative si inactivarea unor forme sporulate putin rezistente la caldura.
Pasteurizarea se aplica la conservele cu aciditate ridicata: conserve de fructe, conserve in otet, conserve de tomate.
Factorii care influenteaza rezistenta termica a microorganismelor
a. Temperatura si timpul de sterilizare
Sub actiunea temperaturii, microorganismele sunt distruse intr-un anumit timp, numit timp de distrugere termica.
Curba de distrugere termica, trasata in coordonate semilogaritmice, se reprezinta ca o linie dreapta (fig. 2). Ecuatia acestei drepte este:
![]()
in care:
x diferenta in grade intre o temperatura oarecare, luata ca masura de comparare si o alta
temperatura;
y timpul corespunzator temperaturii respective;
t timpul de distrugere corespunzator temperaturii luate ca masura de comparare;
z marimea ce caracterizeaza inclinarea dreptei pentru o tulpina de microorganism data, exprimat in oC. De exemplu, pentru Clostridium botulinum z
S-a demonstrat ca prin ridicarea temperaturii scade mult timpul de sterilizare. Timpul in care se aplica temperatura in procesul de sterilizare este hotarator. Intre temperatura si timp trebuie sa existe o corelare optima. Mentinerea un timp prea scurt la temperatura de sterilizare conduce la substerilizarea produsului, expunandu-l la alterare; prelungirea timpului poate avea ca rezultat obtinerea unei conserve suprasterilizate, cu proprietati organoleptice degradate.
Conducerea corecta a procesului de sterilizare trebuie sa realizeze echilibrul optim intre timp si temperatura, tinand seama de toti factorii care contribuie la sterilizarea produ-sului: natura materiei prime, reactia mediului, vascozitatea, gradul de infectare etc.
Pentru a intelege notiunea de valoare de sterilizare a fost ales un microorganism de referinta considerat ca foarte rezistent la caldura din gama sporilor patogeni si anume Clostridium botulinum. Distrugerea prin caldura a acestuia implica distrugerea tuturor celorlalte categorii de spori mai putin rezistenti.
Ca urmare, valoarea de sterilizare a unui tratament termic este reprezentata prin gradul de distrugere a sporilor de Clostridium botulinum supusi tratamentului respectiv.
Luand ca referinta temperatura de 121,1oC (distrugerea completa se obtine prin incalzirea timp de 1 minut la 121,1oC sau timp de 10 minute la 111,1oC) se poate spune ca valoarea de sterilizare a tratamentului termic care consta in aplicarea temperaturii de 121,1oC timp de 1 minut este 1; la 111,1oC valoarea de sterilizare va fi de 10 ori mai mica, adica 0,1; la 131,1oC se constata ca o zecime de minut este suficienta, valoarea de sterilizare a tratamentului fiind 10.
Pentru fiecare formula de sterilizare corespunde o valoare de sterilizare minimala, adica o valoare sub care nu se poate cobori fara riscuri. In afara procedeului de sterilizare obisnuit, in prezent se practica pe scara tot mai mare aplicarea unor temperaturi de sterilizare ridicate, in timp foarte scurt, cu obtinerea unor rezultate mai bune in ceea ce priveste atat valoarea de sterilizare care sa asigure produsul, cat si pastrarea in conditii optime a proprietatilor specifice materiei prime si valorii alimentare. Se considera ca temperaturi de circa 125oC aplicate un timp scurt, de 6 - 10 minute, in functie de natura produsului, dau rezultate bune.
Din punct de vedere calitativ, ridicarea temperaturii cu 10oC are ca efect scurtarea timpului de distrugere a bacteriilor la 1/10, respectiv o ridicare a temperaturii cu 30oC reprezinta o scurtare a timpului la 1/1000, realizandu-se o durata de sterilizare foarte redusa. Totusi, ridicarea temperaturii peste 125oC este nerationala, deoarece se observa cresterea cantitatii de proteine neasimilabile. In cazul sterilizarii produsului in vrac, temperatura optima este de 145oC.
b. Natura si numarul microorganismelor - gradul de infectare a materiei prime
Rezistenta microorganismelor la caldura difera dupa specia din care fac parte (drojdiile si mucegaiurile fiind cele mai sensibile), dupa stadiul de dezvoltare (forme vegetative sau forme sporulate, ultimele prezentand rezistenta cea mai mare).
Bacteriile, din punct de vedere a comportarii lor fata de temperatura se impart in doua grupe:
- bacterii termorezistente - in special cele care predomina pe materiile prime cu reactie neutra sau slab alcalina;
- bacterii nerezistente la actiunea caldurii.
Din prima grupa fac parte bacteriile sporulate, ai caror spori se caracterizeaza printr-o mare stabilitate termica (de exemplu, bacteriile care provoaca fermentarea acida a conservelor de mazare pot rezista la 120oC timp de 10 minute).
Bacteriile care au o slaba rezistenta la actiunea caldurii sunt nesporulate, pentru distrugerea lor este suficienta o temperatura de 60 - 70oC.
Mucegaiurile, cu mici exceptii, sunt de asemenea putin rezistente la actiunea temperaturilor ridicate, temperatura de 100oC asigurand distrugerea lor in cateva minute. O deosebita rezistenta prezinta Byssoclamys fulve care poate rezista in compoturile de prune la o incalzire la 100oC timp de 16 minute.
Drojdiile sunt distruse la temperaturi cuprinse intre 60 - 70oC dupa un timp de incalzire de 1 - 2 minute, cele mai rezistente fiind Saccaromyces lactis, Mycoderma lactis si Torula.
In care produsul este foarte infectat, timpul de sterilizare trebuie marit pentru a avea aceeasi eficacitate. Ca urmare, trebuie luate toate masurile ca prin operatiile anterioare sterilizarii, sa se reduca pe cat posibil numarul de microorganisme.
c. Compozitia chimica a produsului
Aciditatea mediului influenteaza in cea mai mare masura sterilizarea produselor. Dupa valoarea pH-ului, conservele se pot grupa in: conserve cu pH scazut (cu reactie acida) pH<4,6; conserve cu pH mediu (slab acid) pH 6,3; conserve cu pH ridicat (aproape neutre) pH>6,3.
Practica sterilizarii produselor alimentare a aratat ca, cu cat pH-ul este mai scazut, cu atat distrugerea microorganismelor are loc intr-un timp mai scurt. Aceasta constatare prezinta importanta practica deoarece conservele cu aciditate ridicata (de caise, prune, visine, struguri, tomate) se pot conserva prin pasteurizare, la temperaturi sub 100oC. La pH 6,0, pentru distrugerea germenilor sunt necesare temperaturi mai mari de 100oC.
Natura produsului influenteaza rezistenta microorganismelor astfel:
- substantele proteice si grasimile maresc rezistenta la caldura a microorganismelor, exercitand un rol protector asupra acestora. De exemplu, Bacillus mesentericus care in apa este distrus la 130oC, la aceeasi temperatura in ulei este mai rezistent; de asemenea, Salmonella sau Bacillus coli rezista in ulei la 100oC timp de 30 minute si sunt distruse in apa la 60 - 65oC in acelasi interval de timp. Actiunea protectoare a uleiului se explica prin faptul ca in jurul celulei microbiene se formeaza un strat dens de molecule hidrofobe de ulei care mareste rezistenta la tratament termic.
- prezenta clorurii de sodiu mareste rezistenta microorganismelor la concentratii slabe de 1 - 2 % dar la concentratia de 8 % incepe sa influenteze favorabil asupra distrugerii microorganismelor.
- zaharul si glucoza favorizeaza rezistenta unor specii de bacterii; de asemenea, drojdiile osmofile prezinta o rezistenta marita in siropuri de zahar cu o concentratie de peste 30 % in timp ce in apa sunt usor distruse pana la 100oC.
- aerul tesuturilor, mentinand un strat izolator in jurul celulelor, exercita asupra microorganismelor un efect favorabil, marindu-le rezistenta la caldura.
- substantele fitoncide continute de unele fructe si legume influenteaza favorabil asupra distrugerii microorganismelor. Cu cat temperatura este mai ridicata, cu atat actiunea fitoncida este mai puternica.
Procesul de termopenetratie
In industria conservelor intereseaza ca temperatura de sterilizare sa se realizeze in masa intregului produs. Un proces de sterilizare trebuie sa fie caracterizat prin indicarea timpului de mentinere a temperaturii dupa ce centrul cutiei a atins temperatura de sterilizare.
Centrul cutiei este considerat in mod obisnuit punctul in care efectul de sterilizare este cel mai slab. Prin termopenetratie se defineste procesul de patrundere a caldurii in interiorul recipientului.
|
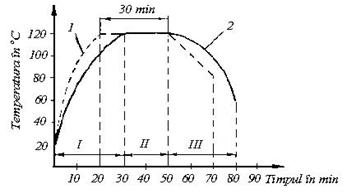
Figura 3 - Curba de termopenetratie: 1 - variatia temperaturii in autoclav; 2 - variatia temperaturii in centrul geometric al recipientului. |
Curba autoclavului cuprinde trei portiuni: - portiunea I de ridicare a temperaturii; - portiunea II de mentinere a temperaturii; - portiunea III de scadere a temperaturii. Se observa ca temperatura in interiorul cutiei creste mult mai greu ca in autoclav, produsul ajungand la temperatura de sterilizare cu o anumita intarziere. Scaderea temperaturii in urma racirii se face insa mult mai greu, temperatura cutiei fiind mai ridicata decat cea a autoclavului. |
Factorii care influenteaza termopenetratia
a. Proprietatile fizico-chimice ale produsului (natura si consistenta produsului)
Produsele care fac obiectul sterilizarii pot fi clasificate dupa diferentierea fazei lichide sau semisolide astfel:
produse cu compozitie omogena, constituite dintr-o faza unica diferentiata prin gradul de vascozitate. Acestea la randul lor pot fi:
- produse cu vascozitate neschimbata in timpul tratamentului termic (ex. piureuri de legume, spanac, bulionuri);
- produse a caror vascozitate variaza in timpul tratamentului termic (ex. produse din carne, la care grasimile se lichefiaza prin caldura).
produse cu compozitie eterogena, la care faza solida, formata din elemente de dimensiuni diferite este inclusa intr-o faza lichida de vascozitate variabila. Raportul dintre cele doua faze determina raportul dintre cele doua moduri de transmitere a caldurii: convectie/ conductie.
Unele produse absorb apa in timpul fierberii la care sunt supuse inaintea sterilizarii (ex. fasolea boabe). Daca aceste produse nu au absorbit in timpul fierberii cantitatea maxima de apa, in timpul sterilizarii ele continua sa absoarba din apa continuta in recipient, care imputinandu-se, modifica raportul dintre partea solida si cea lichida, ingreunand patrunderea caldurii, produsul putand astfel ramane substerilizat.
De asemenea intereseaza evolutia in procesul de sterilizare a fazei lichide din punct de vedere a vascozitatii acesteia. Continutul in amidon influenteaza vascozitatea produsului. Cand continutul de amidon creste peste 6 %, curentii de convectie nu se mai produc iar caldura se transmite numai prin conductie.
b. Modul de asezare a produsului in recipient
Circulatia curentilor de convectie in recipientul supus sterilizarii se face in general pe verticala. Asezarea compacta a produsului impiedica formarea curentilor de convectie si deci ingreuneaza termopenetratia (ex. conservele de fasole verde si sparanghel la care sterilizarea se face in timp scurt).
Cand partea solida se prezinta sub forma de bucati mari, cu spatii intre ele, realizarea curentilor de convectie este usurata; cu cat bucatile partii solide sunt de dimensiuni mai mici, continutul devenind mai compact, cu atat termopenetratia se realizeaza mai greu, marind timpul de sterilizare.
c. Diferenta dintre temperatura mediului de incalzire si temperatura initiala a produsului
Termopenetratia, ca viteza si durata, este determinata de diferenta dintre temperatura mediului de incalzire si temperatura initiala a produsului. Daca temperatura autoclavei creste, viteza de termopenetratie creste, deoarece creste Dt si ca urmare scade durata de timp in care temperatura produsului atinge temperatura de sterilizare in centrul geometric al recipientului.
Daca se ridica temperatura initiala a produsului fara a modifica temperatura autoclavei, se deosebesc doua cazuri:
la produsele care se incalzesc prin convectie, ridicarea temperaturii initiale a produsului influenteaza in mica masura viteza si durata termopenetratiei;
la produsele care se incalzesc prin conductie, desi viteza de termopenetratie scade (deoarece se micsoreaza Dt) totusi intervalul de timp in care temperatura continutului (centrului geometric) atinge temperatura autoclavului este mai mica.
d. Dimensiunile recipientului
Pentru realizarea sterilizarii complete a continutului este necesar ca produsul din centrul geometric al recipientului sa atinga temperatura de sterilizare.
In cazul recipientelor metalice cilindrice se deosebesc doua cazuri:
- cazul recipientelor cu volum constant dar cu dimensiuni diferite; daca H>D, distanta minima de patrundere a caldurii este raza.
Daca D>H sau D H, cea mai mare parte a caldurii se transmite prin capace iar daca D H, factorul hotarator il constituie suprafata totala a cutiei, 2/3 din caldura se transmite prin suprafata laterala si 1/3 prin suprafetele bazelor.
- cazul recipientelor ale caror dimensiuni se modifica odata cu modificarea volumului; marirea volumului cutiei conduce la micsorarea vitezei de termopenetratie deoarece cresterea volumului este mai mare decat cresterea suprafetei exterioare.
e. Materialul din care este confectionat recipientul
Transmiterea caldurii in recipient depinde de conductibilitatea termica a materialului si de grosimea peretilor recipientului. In cazul cutiilor de tabla, dimensiunea mica a grosimii peretilor si conductibilitatea mare pe care o are aceasta nu influenteaza practic viteza de transmitere a caldurii. In cazul borcanelor de sticla care au 2 - 6 mm grosime si o conductivitate redusa, viteza de patrundere a caldurii este diminuata.
f. Gradul de agitare a recipientului
Un regim de sterilizare static va determina o ridicare lenta a temperaturii, astfel ca pentru atingerea temperaturii de regim in centrul recipientului este necesar un timp relativ lung si temperaturi ridicate. In general se folosesc temperaturi de 121 - 122oC. Peste 122oC incep fenomenele de degradare a produsului care, in conditiile sterilizarii statice se manifesta rapid in zonele periferice ale recipientului care vin in contact direct cu temperatura ridicata a autoclavei.
Ridicarea prea lenta a temperaturii in centrul recipientului poate duce la o suprasterilizare la periferia produsului, cu toate defectele de ordin organoleptic cunoscute. Unul din mijloacele de accelerare a termopenetratiei, aplicat astazi pe scara larga, consta in sterilizarea in regim de agitare a recipientelor.
Viteza optima de rotatie determinata este de 25 rot./min. S-a aratat ca se poate obtine o termopenetratie rapida facand cutia sa se roteasca in jurul unui ax perpendicular pe axul propriu situat in exteriorul cutiei.
Circularea apei in autoclava in timpul sterilizarii este un alt mijloc de a reduce durata tratamentului termic prin accelerarea termopenetratiei. Astfel, timpul de sterilizare se poate reduce cu 16 - 22 % fata de durata medie.
g. Temperatura si timpul de sterilizare
La sterilizare, prin masurarea temperaturii la intervale egale de timp si reprezentare grafica, se obtin doua curbe: curba temperaturii din autoclava si curba temperaturii din centrul conservei.
Curba temperaturii din autoclava arata ca procesul de sterilizare se desfasoara in trei faze: ridicarea temperaturii, mentinerea temperaturii si coborarea temperaturii.
Curba temperaturii in centrul conservei arata ca timpul de sterilizare efectiva a conservei se realizeaza in ultima parte a timpului in care se mentine in autoclava temperatura de sterilizare.
Daca se reduce timpul de ridicare a temperaturii in autoclava si se pastreaza aceeasi durata de mentinere a temperaturii autoclavei, atunci durata efectiva de sterilizare a produsului se micsoreaza iar conservarea acestuia nu este asigurata. Rezulta deci ca formula de sterilizare stabilita prin determinari experimentale trebuie riguros respectata, in caz contrar ajungandu-se fie la substerilizare, fie la suprasterilizare.
Presiunea interioara in recipiente
In timpul sterilizarii, in interiorul recipientului se formeaza o presiune interioara ridicata, datorita dilatarii produsului, aerului, gazelor continute de produs si vaporilor saturati, presiune care poate atinge 2 atm. Datorita valorilor ridicate ale presiunii interioare exista pericolul ca ea sa nu fie compensata de presiunea exterioara existenta in autoclav si, ca urmare, sa apara deformatii remanente la faltul cutiei, sub forma unui colt umflat denumit 'cioc', existand pericolul de neetanseitate, iar la borcane sa sara capacul.
Factorii care influenteaza presiunea interioara sunt:
Continutul recipientului - lichidele vor mari mai mult presiunea interioara decat solidele, deoarece coeficientul de dilatare termica este mai mare. Gazele existente in celulele produsului si eliminate la sterilizare exercita o presiune suplimentara, de aceea se recomanda oparirea produsului.
Recipientele - la cutii presiunea interioara este mai redusa decat la borcane, deoarece coeficientul de dilatare termic la tabla este mai mare decat la sticla. De asemenea, influenteaza forma cutiilor si profilul capacelor.
Procedeul de umplere si de inchidere - prin inchiderea cutiilor cu produs la temperatura ridicata se reduce simtitor presiunea interioara, realizandu-se totodata si eliminarea aerului din cutie (exhaustare). Metodele de realizare practica sunt:
- turnarea lichidului de umplere la temperatura ridicata, in jur de 90oC;
- folosirea instalatiilor de preancalzire a cutiilor inainte de inchidere;
- inchiderea recipientelor sub vid (300 - 600 mmHg) care permite sa se elimine 90% din aerul existent.
Procedeul de sterilizare si racire - prin sterilizarea cu contrapresiune, presiunea interioara este echilibrata de presiunea din autoclav.
Gradul de umplere a cutiei
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3116
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved