| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
ELECTROTEHNOLOGII BAZATE PE APLICATII ALE FASCICULULUI DE ELECTRONI (FE)
Probleme generale
Fasciculul de electroni in aplicatii tehnologice industriale are la baza descoperirea emisiei electronice si realizarea de catre Lee de Forest a triodei; posibilitatea de concentrare a fasciculului si de deplasare a sa intr-un sistem de coordonate alese anticipa largile utilizari ale procedeului in zilele noastre.
Ideea folosirii fasciculului de electroni in aplicatii termice isi are inceputurile in anii de dupa 1900 prin lucrarile lui Pirani si se bazeaza pe fenomenul cunoscut ca electronii emisi de un filament incandescent aflat intr-o incinta vidata pot fi accelerati de o tensiune pozitiva, acumuland in acest fel o energie cinetica ce depinde de masa electronului m si de patratul vitezei acestuia v, conform relatiei:
![]() (1)
(1)
Aceasta energie este cedata in cea mai mare parte sub forma de caldura, atunci cand electronii lovesc suprafata piesei. Fenomen nedorit in cazul tuburilor electronice, el este utilizat cu succes in toate aplicatiile viitoare ale procedeului, prin temperaturile ridicate pe care le poate asigura la impactul electronilor cu metalul.
Daca, la nivelul anilor 1938-1939, existau inceputuri timide in Germania, prin lucrarile lui Steigerwald, aplicatii industriale bine puse la punct nu vom intalni decat incepand cu deceniul 6, cand sfera utilizarilor cunoaste o larga diversificare: gauriri, sudari, taieri, tratamente termice etc.
A fost nevoie de acest rastimp pentru ca tehnica vidului si respectiv optica electronica sa faca progresele necesare care sa permita realizarea unor constructii sigure (obtinerea unui vid inaintat de ordinul a 10-4 - 10-5 torr, componente electronice specializate, materiale speciale pentru electrozi, elemente de automatizare complexe).
Dezvoltarea electrotehnologiilor bazate pe aplicatii ale fasciculului de electroni este strans legata deci de tehnicile care concura la realizarea lor si anume: tehnica vidului si a tensiunilor inalte, optoelectronica, comanda numerica, mecanica fina.
Avantajele utilizarii fasciculului de electroni ca unealta de lucru sunt determinate in principal de urmatorii factori: energia puternic concentrata a fasciculului, focalizarea si rezolutia sa inalta, posibilitatea de reglare si reproducere cu mare precizie a parametrilor sai, pozitionarea si miscarea fina fara efecte inertiale, utilizarea cu randament inalt a energiei aplicate, rapiditatea cu care se desfasoara operatiile.
Principalele electrotehnologii bazate pe efectul termic al fasciculului de electroni la impactul cu materialul bombardat sunt:
sudura de materiale metalice;
topirea;
perforarea;
tratamentele termice si termochimice superficiale;
gaurirea;
gravarea adanca sau superficiala prin evaporarea de straturi metalice;
sublimarea;
polimerizarea.
Sunt puse la punct si electrotehnologii bazate pe alte efecte ale fasciculului de electroni asupra materialelor, spre exemplu, impresionarea unei pelicule de rezist, iradierea unor materiale etc.
Efectele termice ale fasciculului de electroni, remarcate de multa vreme ca una din dificultatile greu de rezolvat la realizarea surselor de radiatii X, au devenit in cazul electrotehnologiilor enuntate chiar elementul de baza cu care se intervine asupra materialelor de prelucrat.
Posibilitatile de focalizare si manevrabilitate, ca de altfel, puterea de patrundere a unui fascicul de electroni de densitate energetica mare in materialele cele mai dure au permis nu numai dezvoltarea microscopiei electronice, ci si a unor tehnici complexe de sudura, taiere si gaurire, realizari de masti pentru circuite electronice etc., greu de realizat prin alte tehnici.
Se vor prezenta elementele esentiale legate de producerea fasciculului de electroni, descrierea principalelor electrotehnologii bazate pe aplicatii ale sale, cu referire la utilaje specifice, specialistii putand gasi elementele necesare pentru promovarea acestor tehnologii caracterizate nu numai prin largi posibilitati tehnice de realizare a unor operatiuni, ci si prin efectele pe care le genereaza: calitate, productivitate, consumuri energetice mai reduse in comparatie cu tehnologiile conventionale.
Schema de principiu a unei
instalatii
cu fascicul de electroni (FE).
Tunul de electroni
Elementul activ al oricarui utilaj tehnologic cu fascicul de electroni il constituie 'sursa de electroni' sau 'tunul de electroni'. Emisia, orientarea, accelerarea, focalizarea si dirijarea fasciculului au loc in vid si, in functie de procedeul tehnologic la care se aplica, se deosebesc doua tehnici, - respectiv constructii:
piesa bombardata in vederea prelucrarii joaca chiar rol de anod, fiind supusa tensiunii de accelerare fara dirijarea fasciculului spre zone bine determinate ale acesteia;
anodul constituie reper distinct al sursei de electroni cu rol de accelerare si orientare a electronilor, piesa fiind supusa unui bombardament dirijat si cu localizare controlata.
Principial, tunul de electroni evoluat, corespunzator celei de a doua generatii de echipamente, este format dintr-un catod care emite electroni liberi, un electrod de accelerare (anod) conectat la o diferenta de potential mare fata de catod, un electrod de polarizare (electrod Wehnelt) care asigura formarea fasciculului, lentila (bobina) electro-magnetica de focalizare si un sistem de bobine de deflexie, Fig. 1
Anodul tunului este gaurit pentru a permite trecerea fasciculului de electroni.
Fig. 1. Schema de principiu a tunului de electroni si a surselor
de energie electrica necesare.
Generarea electronilor liberi se poate face:
prin emisie termoelectronica (folosita la majoritatea aplicatiilor cu caracter tehnologic);
prin emisie printr-o descarcare luminescenta (plasma).
Catozii termoemisivi pot fi:
cu incalzire directa la temperatura de emisie (poseda inertie termica redusa si se utilizeaza pentru curenti de emisie relativ scazuti, pana la 100mA);
cu incalzire indirecta prin radiatie sau bombardament electronic de la un catod primar cu incalzire directa (catozii de acest tip sunt masivi si se utilizeaza pentru curenti de emisie peste 100mA).
Materialele folosite la constructia catozilor trebuie sa imbine o serie de calitati si anume:
capacitate inalta de emisie electronica;
stabilitate chimica la contactul cu gazele sau vaporii de material degajati in timpul procesului tehnologic;
durata de viata ridicata;
usurinta de prelucrare.
La presiunile scazute cu care se opereaza in tunul de electroni (cca. 10-5torr), pentru a nu avea loc franarea si dispersia electronilor, catozii se realizeaza, practic, numai din materiale refractare (tantal, wolfram, molibden). Pentru sisteme care nu folosesc tunul la presiuni mai mari de 10-5torr si nu expun catodul cald la actiunea unor gaze active, se utilizeaza si catozi acoperiti cu substante secundare cu proprietati emisive, de exemplu bariu.
Durata de viata a unui catod este determinata de reducerea admisibila, prin evaporare, a sectiunii sale (circa 10%).
Electronii emisi de catod sunt accelerati spre anod datorita diferentei de potential dintre catod si anod. Electronii eliberati de catod produc in fata acestuia o sarcina spatiala negativa, ceea ce determina perturbarea repartitiei potentialului electric intre catod si anod, respectiv aparitia unei zone de potential minim in fata catodului. Ca urmare, nu toti electronii emisi de catod ajung la anod si, respectiv, curentul anodic este mai mic decat curentul de emisie. Regimul de functionare se numeste emisie de sarcina spatiala, densitatea curentului de emisie I fiind data de relatia (legea Child Langmuir):
unde:
![]() - constanta dielectrica a vidului,
- constanta dielectrica a vidului,
e si m - sarcina, respectiv masa electronului,
v - potentialul de accelerare,
d - distanta dintre catod si anod,
P - o marime caracteristica tunului, dependenta de geometria acestuia, denumita perveanta.
Daca se mareste tensiunea de accelerare, curentul anodic creste pana cand toti electronii emisi de catod sunt accelerati spre anod, respectiv, pana cand este egal cu curentul anodic prescris. Regimul de functionare se numeste de saturatie termica, iar densitatea curentului de emisie este data in acest caz, de relatia:
![]() (3)
(3)
unde: A - constanta
T - temperatura absoluta a catodului
W - echivalentul termic al lucrului mecanic de extractie a electronilor.
Majoritatea tunurilor de electroni functioneaza in regim de sarcina spatiala, curentul fasciculului fiind independent de caracteristicile emisive ale catodului (la emisia prin saturatie termica, curentul depinde de temperatura catodului, parametru greu de stapanit).
La aplicarea tensiunii de accelerare dintre catod si anod, electronii pot fi adusi la o viteza dorita fata si de tensiunea de polarizare (comanda) a electrodului Wehnelt care ca si grila la o trioda 'controleaza' fasciculul ca intensitate, ca declansare sau blocare. Tensiuni negative aplicate pe grila pot fi folosite pentru pornirea sau blocarea emisiei de electroni.
Electronii accelerati spre anod sunt focalizati intr-un fascicul (datorita
configuratiei sistemului catod-electrod de polarizare-anod)
care are diametrul minim intr-un punct situat in dreptul orificiului anodului
0. Dupa trecerea prin acest punct, fasciculul de electroni devine puternic
divergent, astfel incat pentru obtinerea unei puteri specifice ridicate este
necesara focalizarea sa, lucru pe care-l face lentila electromagnetica,
comandata de blocul 'curent lentila'.
Pentru baleierea fasciculului de electroni FE pe piesa de prelucrat, se actioneaza asupra sistemului de deflexie (bobine de deflexie) prin blocul 'curent deflexie'. Caruciorul pe care este dispusa piesa are posibilitatea de a se deplasa in planul X-Y.
Comanda echipamentului poate fi facuta atat manual, cat si automat cu ajutorul unui calculator electronic care actioneaza simultan asupra fasciculului de electroni si a deplasarii piesei. Calculatorul conectat la echipament printr-o interfata este prevazut cu sisteme de programare si cu o memorie externa, asigurand comanda 'on-line' a instalatiei de deplasare a piesei, a deflexiei fasciculului si focalizarii. Prin aceasta combinatie de comenzi, pot fi realizate practic deplasari pe 3 dimensiuni ale punctului de lucru (la o viteza corelata cu viteza de deplasare a piesei, comanda curentului fasciculului fata de loc si de timp, inclusiv declansarea prin impuls).
Avantajul acestei comenzi il constituie comparatia permanenta a valorii prescrise cu valoarea reala dedusa din parametrii de prelucrare. Aceasta are deosebita importanta la uzinarea unor piese grele in care situatie, masa de lucru nu este in stare sa urmareasca exact traiectoria dorita in timp si spatiu.
Prin comparatia valorii reale a pozitiei mesei cu valoarea prescrisa de calculator, rezulta o abatere care este corelata prin deflectia fasciculului de electroni, - care lucreaza aproape fara inertie -, pana la deplasarea piesei.
Dupa tipul de incalzire a catodului si dupa modul de alimentare al electrodului de polarizare, se disting doua tipuri constructive de tunuri de electroni, prezentate in Fig. 2.
Tunul
dioda sau tip 'Pierce' - Fig. 2a, la care electrodul de polarizare -
1 este legat la potentialul catodului - 2, iar catodul este cu incalzire
indirecta. Este utilizabil pentru puteri in fascicul in gama
1-30kW, cu o tensiune maxima de accelerare de 60kV, prezinta avantaje in ceea ce priveste protectia biologica datorita emisiei
reduse de radiatii X.
Fig. 2. Tipuri constructive de tunuri electronice: 1)
electrod de polarizare (Wehnelt);
2) catod; 3) anod; 4) bobina de focalizare; 5) piesa de sudat; 6) diafragma,
7) fascicul de electroni.
Incalzirea indirecta asigura reproductibilitatea parametrilor si o durata de viata relativ mare. Prezinta insa dezavantajul ca nu se poate asigura o reglare a curentului fasciculului de electroni independenta de tensiunea de accelerare.
Tunul 'Pierce trioda' - Fig. 2b - are electrodul de polarizare 1 polarizat negativ fata de catodul 2 . Curentul fasciculului de electroni se poate regla independent de tensiunea de accelerare prin modificarea potentialului de polarizare a acestui electrod.
In afara constructiilor mentionate, exista si o alta varianta de tun trioda specializat, tun cu focalizare la distanta, la care 'se proiecteaza', pe piesa de prelucrat, imaginea electronica a unui catod punctiform, spre exemplu din varful unui filament indoit sub forma de V cu incalzire directa. Prin forma campului electric, traiectoriile electrozilor diverg in zona catodului pentru ca apoi sa se focalizeze la o distanta relativ mare de anod. Se obtine un fascicul de electroni foarte fin, cu un unghi de apertura mic. Acest tip de tun se foloseste, in general, la tensiuni de accelerare ridicate (pana la 150kV).
Focalizarea fasciculului de electroni la toate cele trei tipuri de tunuri electronice se face cu ajutorul campului magnetic dat de o bobina (lentila electromagnetica) Fig. 3.
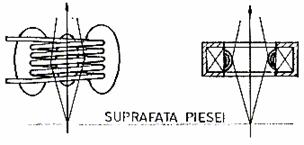
Fig. 3. Principiul focalizarii cu bobina.
Fasciculul de electroni, dupa ce a depasit cu viteza mare anodul (viteza de ordinul a doua treimi din viteza luminii), intra in domeniul de influenta al acestei lentile electromagnetice, Fig. 4, ajungand sa bombardeze piesa de prelucrat pe o suprafata (pata) foarte mica, respectiv cu un efect energetic maxim.
Prin reglarea curentului in lentila electromagnetica de focalizare se poate deplasa punctul de focalizare in directie axiala, determinand o variatie a densitatii energetice in pata focala, Fig.
In vederea deflexiei fasciculului dupa orice directie, atat static, cat si dinamic (pendulari rectilinii dupa diferite directii, pendulari circulare sau dupa alte functii), tunul de electroni este prevazut cu un sistem de patru bobine cu axele in unghi drept.
Fig. 4. Prezentarea schematica a emisiei si focalizarii electronilor.
Fig. Principiul de deflexie a fasciculului de electroni.
Prin alimentarea corespunzator corelata si controlata a acestor bobine, de la un generator de functii se pot obtine toate facilitatile de deplasare a fasciculului, Fig.
Pornind de la faptul ca nu toate procesele tehnologice necesita in zona de impact a fasciculului cu piesa de prelucrat (deci dupa focalizare), acelasi nivel pretentios al vidului ca in tunul electronic si ca este foarte avantajos, din punct de vedere al productivitatii, ca atunci cand se opereaza la piesa de prelucrat sa nu se deterioreze vidul in tunul electronic (deci sa se pastreze si incalzirea filamentului), constructorii de utilaje cu fascicul de electroni au introdus asa numitul 'ventil' de fascicul care separa camera de lucru propriu-zisa de tun si care se inchide la intreruperea fasciculului si deschiderea camerei de lucru.
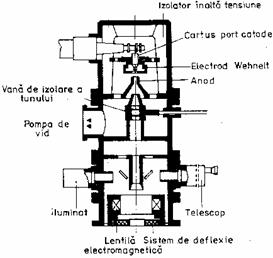
Fig. 6. Tun electronic cu focalizare la distanta (Steigerwald).
In Fig. 6, se prezinta desenul de principiu al unui tun electronic in varianta Steigerwald, cu focalizare la distanta si dispunand de toate elementele constructive enuntate mai sus, inclusiv de un sistem optic de vizare directa a piesei de prelucrat si a petei focale pentru pozitionare corecta, iar in Fig. 7 schema de principiu a unui utilaj de prelucrare cu fascicul de electroni tip Steigerwald care cuprinde: tunul de electroni, camera de lucru, sistemele de realizare a vidului, alimentarea electrica de forta si de comanda.
Comportarea specifica a fasciculului de electroni cu flux de particule incarcate, de masa foarte mica, dar cu viteza foarte mare se preteaza foarte bine pentru aplicarea comenzii numerice. Procedeele tehnologice bazate pe acest principiu de lucru necesita comanda simultana atat a fasciculului, cat si a piesei de prelucrat, astfel incat comanda directa a calculatorului se aplica atat miscarii piesei de lucru, cat si deviatiei fasciculului si focalizarii acestuia. Aceasta combinatie permite miscarea tridimensionala a punctului focal in corelare cu viteza de prelucrare la nivelul piesei. In acelasi timp, calculatorul comanda valoarea curentului de fascicul in functie de pozitia piesei si, dupa caz, declansarea fasciculului in impulsuri. Pozitiile reale si parametrii efectivi ai piesei si fasciculului se inregistreaza continuu la nivelul calculatorului si se compara cu marimile impuse prin programul memorat, iar semnalul de eroare serveste la corectarea continua a deviatiilor.
Fig. 7. Schema generala a unei instalatii cu fascicul de electroni, tip Steigerwald.
Electrotehnologii bazate pe aplicatii ale fasciculului de electroni
Majoritatea electrotehnologiilor, avand la baza fasciculul de electroni, utilizeaza efectul termic produs la suprafata si in masa materialului bombardat cu electroni; exista si aplicatii bazate pe alte efecte ale fasciculului de electroni asupra materialelor, cea mai spectaculoasa ca rezultate fiind impresionarea peliculei de rezist, cu aplicatii deosebite in microelectronica.
In ce priveste caracteristicile energetice ale fasciculului de electroni, in Fig. 8 se face o trecere in revista a diferitelor procedee tehnologice:
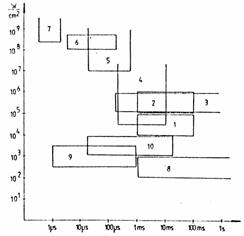
Fig. 8. Domenii de aplicatie ale fasciculului de
electroni. Densitatea de putere
in functie de durata bombardarii.
Pentru metale: Pentru materiale plastice:
1. calire superficiala; 8. polimerizare;
2. tratament prin fuziune; 9. electrorezist;
3. sudura; 10. perforare.
4. perforare;
gaurire/frezare;
6. gravare;
7. sublimare.
Se observa ca, pentru o aceeasi durata a 'bombardarii' materia-lului, densitatea de putere este diferita atat in functie de material, cat si de procedeul tehnologic aplicat.
In continuare, sunt prezentate principalele electrotehnologii cu fascicul de electroni cunoscute la aceasta data.
3.1. Electrotehnologii bazate pe efectul termic al fasciculului de electroni asupra materialului bombardat
Bombardamentul cu electroni al suprafetei unui material este insotit de transformarea energiei cinetice a acestora in energie termica. In continuare, evolutia fenomenelor este dependenta de parametrii fasciculului de electroni si de proprietatile termice ale tintei, care, local, poate fi incalzita, topita sau vaporizata.
La impactul cu suprafata solida a materialului, electronii patrund pana la o adancime R, data de relatia:
![]() (4)
(4)
unde:
U - tensiunea de accelerare a electronilor;
![]() - masa specifica a
materialului.
- masa specifica a
materialului.
Spre exemplu, la o tensiune de accelerare de 100kV, electronii realizand o viteza de peste 100km/s, patrund in fier pana la o adancime de 0,025mm. Rezulta deci ca adancimea mare la prelucrarea cu fascicul de electroni depinde doar de tensiunea aplicata U si de masa specifica a materialului.
Cedand pana la nivelul adancimii R energia cinetica, daca puterea specifica a fasciculului este scazuta, are loc o incalzire a materialului prin conductie (Fig. 9a), iar cu cresterea puterii specifice a fasciculului profilul zonei incalzite se modifica (Fig. 9b si c) prin vaporizarea materialului si eliminarea vaporilor din craterul produs datorita incalzirii puternice. Astfel, fasciculul poate cumulativ influenta si zone mai adanci.
Fig. 9. Mecanismul incalzirii si formarii tubului
capilar la impactul
fasciculului de electroni cu material bombardat.
Pentru metale, la puteri specifice de ordinul a 106W/cm2, sub presiunea vaporilor produsi, se formeaza un tub capilar cu vapori avand o adancime mare (Fig. 9.d), care este inconjurat cu un invelis subtire de material topit.
In cazul sudarii metalelor cu fascicul de electroni, se utilizeaza puteri specifice de ordinul a 105 - 107W/cm2.
La puteri specifice de ordinul a 108W/cm2, se produc o eliminare exploziva a invelisului topit si o strapungere a materialului pe intreaga grosime a sa.
Puteri specifice mai mari se folosesc pentru operatii de perforare.
Fasciculul de electroni interactioneaza atat cu invelisul topit, cat si cu tubul capilar cu vapori, cedandu-se energia; procesul este influentat de:
reflexia electronilor pe suprafata invelisului topit;
focalizarea electronilor sub actiunea ionilor pozitivi produsi prin ciocnirile particulelor la nivelul vaporilor in tubul capilar;
reflexia electronilor la baza tubului capilar;
absorbtia electronilor de catre stropii de metal topit;
transmiterea de caldura din tubul capilar prin radiatie si prin condensarea vaporilor.
Grosimea invelisului topit este determinata de echilibrul dintre puterea preluata de acesta si puterea transmisa prin conductie. Cu cat densitatea de putere este mai ridicata, cu atat adancimea tubului capilar va fi mai mare, iar grosimea invelisului topit mai mica. Practic, diametrul tubului capilar este egal cu diametrul fasciculului de electroni.
In cazul in care fasciculul de electroni nu se deplaseaza fata de piesa, ca urmare a simetriei sale de rotatie, tubul capilar si invelisul topit au, de asemenea, simetrie de rotatie (Fig. 10 a). Daca fasciculul de electroni se deplaseaza fata de piesa, geometria tubului capilar si cea a invelisului topit se vor abate de la simetria de rotatie cu atat mai mult cu cat viteza de deplasare relativa este mai mare, Fig. 10 b.
a) b)
Fig. 10. Geometria tubului capilar pentru piese fixe si mobile.
Prin miscarea relativa fata de piesa, fasciculul de electroni intalneste materialul rece, solid, pe care il topeste (aplicatie la sudura cu fascicul de electroni). In conditii de echilibru, o cantitate egala de material se solidifica in urma fasciculului de electroni. In felul acesta, se creeaza un front de topire si un front de solidificare, despartite de fasciculul de electroni, intre care se produce un transport de material (de la cel de topire spre cel de solidificare atat pe directie orizontala, cat si verticala).
Cu toata eficienta procedeului, energia fasciculului
de electroni nu este folosita integral pentru incalzirea materialului
bombardat. In
Fig. 11, sunt prezentate schematic pierderile de energie care apar si care se
datoreaza in special electronilor retrodifuzati si vaporizarii materialului.
Aceste pierderi depind de natura materialului si de parametrii fasciculului,
materialul de baza putand prelua pana la 95% din energia totala a fasciculului.
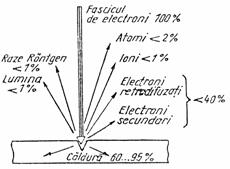
Fig. 11. Pierderile de energie la bombardarea cu fascicul de electroni.
De retinut ca energia preluata de
material nu este folosita integral pentru incalzirea acestuia in zona de
impact, o parte disipandu-se prin conductie termica in material. Astfel, pentru
sudura, randamentul termic are valori intre 15 si 60%. Se evidentiaza, de
asemenea, o viteza de sudare critica in functie de material, de la valoarea
careia in sus pierderile prin conductie devin independente de parametrii de
sudare; spre exemplu, pentru otel-carbon, viteza de sudare critica este de
cca 0,6m/min.
a. Sudura cu fascicul de electroni
Concentrarea puternica a energiei, specifica electrotehnologiilor bazate pe aplicatii ale fasciculului de electroni, determina, in cazul procedeului de sudura, un transfer de energie de la sursa termica la piesa, pe intreaga grosime a sudurii si, ca urmare, introducerea unei cantitati de caldura semnificativ mai reduse decat la procedeele conventionale de sudare prin topire. Volumul redus al baii de sudura, timpul scurt de mentinere a fazei lichide si posibilitatea de control exact al fasciculului de electroni fac ca efectele metalurgice negative sa fie mai putin importante decat la sudarea conventionala. Modificarile metalurgice sunt limitate la o zona de dimensiuni reduse, cu o latime de circa 1-2 ori latimea sudurii, latimea acestei zone depinzand de natura materialului de baza. Ca urmare a gradientilor de temperatura ridicati, viteza de racire a sudurii este foarte mare (pana la 10.000oC/s).
Din punct de vedere al comportarii materialelor, sudarea cu fascicul de electroni are o mare universalitate; practic toate materialele care se sudeaza printr-un procedeu de sudare prin topire pot fi sudate in conditii superioare cu fascicul de electroni.
In plus, operarea in vid asigura posibilitatea sudarii in bune conditii a materialelor refractare (titan, wolfram, tantal, cupru, zirconiu, niobiu), motiv pentru care a capatat largi aplicatii in industria aerospatiala, nucleara.
Ca la toate procedeele de sudare prin topire, exista totusi probleme legate de compatibilitatea metalurgica, respectiv termica, cand se sudeaza piese din materiale diferite. Combinatiile de materiale cu solubilitate reciproca in stare solida sunt de dorit, in timp ce combinatiile care conduc la formarea unor compusi intermetalici sunt de evitat, datorita proprietatilor mecanice nesatisfacatoare ale sudurilor. Cu toate acestea, chiar si in cazul formarii combinatiilor intermetalice, sudarea cu fascicul de electroni ofera o solutie mai buna decat prin procedee conventionale. In anumite cazuri, formarea combinatiilor intermetalice se evita prin plasarea, sub forma de folie, intre cele doua materiale de baza a unui material de adaos ales in mod corespunzator.
In ce priveste compatibilitatea termica, in cazul procedeelor conventionale de sudare prin topire, la care incalzirea materialului se face prin conductie, este imposibil de topit simultan doua materiale care au temperaturi de topire si conductibilitati termice mult diferite. In cazul sudarii cu fascicul de electroni, aceasta problema nu apare prin faptul ca incalzirea materialului nu se face prin conductie, ci prin actiunea directa a fasciculului de electroni pe intreaga sectiune a sudurii. In acelasi timp, exista posibilitatea egalizarii efectelor termice in cele doua materiale prin deplasarea punctului de impact al fasciculului de pe linia de imbinare spre materialul cu conductibilitate termica mai ridicata.
Parametrii care intervin la sudarea cu fascicul de electroni sunt urmatorii:
tensiunea de accelerare U,
curentul fasciculului de electroni I,
distanta focala df,
diametrul fasciculului de electroni d,
distanta de tir dt, de la suprafata inferioara a tunului electronic la suprafata piesei de sudat,
viteza
de sudare ![]()
presiunea in camera tunului pt,
presiunea la locul sudarii ps,
directia si unghiul de deflexie ale fasciculului de electroni fata de axa electronooptica a tunului,
forma si durata impulsurilor la sudarea in regim de impulsuri,
modul de variatie a curentului fasciculului la inceputul si sfarsitul sudurii,
natura, dimensiunile si viteza de introducere a materialului de adaos in sudura, in cazul sudarii cu material de adaos,
tratamentul termic inainte sau dupa sudare.
Acesti parametri sunt dependenti de natura materialelor ce se sudeaza si de geometria imbinarii sudate. Natura materialului se ia in considerare prin: compozitia chimica, modul de elaborare, constantele de material (temperatura de topire Qt, temperatura de vaporizare Qv, caldura specifica c, caldura latenta de topire si de vaporizare H, conductibilitatea termica l, difuzibilitatea a, presiunea de vapori, densitatea r
Elementul geometric principal al unei suduri cu fascicul de electroni este patrunderea sudurii, p. In anumite ipoteze simplificatoare cu aplicabilitate la sudarea unor componente cu grosimi pana la 40mm si tensiuni de accelerare pana la 150kV, se recomanda urmatoarea relatie de calcul:
P ~ U1,5 . I ~ P . U0,5 (4)
Tinand seama ca diametrul fasciculului de electroni depinde de tensiunea de accelerare (d ~ U0,5), rezulta ca patrunderea sudurii creste mai mult decat proportional cu tensiunea de accelerare.
Latimea sudurii b este influentata in masura redusa de tensiunea de accelerare si creste cu marirea curentului fasciculului, iar la suprafata piesei este dependenta de diametrul fasciculului in focar, prin relatia aproximativa:
![]() (5)
(5)
Patrunderea este influentata si de distanta de tir in corelatie cu presiunea la locul sudarii, in sensul ca, cu cat distanta de tir este mai mare, cu atat dispersia fasciculului de electroni este mai pronuntata.
Marimea presiunii in camera de lucru afecteaza geometria sudurii prin reducerea coeficientului de suplete al acestuia, Fig. 12. Efectul cresterii presiunii la locul sudarii este asemanator cu efectul unei defocalizari sau al maririi distantei de tir.
Pozitia focarului fasciculului de electroni fata de suprafata piesei afecteaza atat forma sudarii, cat si calitatea ei.
In Fig. 13, se prezinta informativ, pentru diferite materiale, puterea specifica necesara (puterea raportata la patrunderea sudurii) in functie de viteza de sudare.
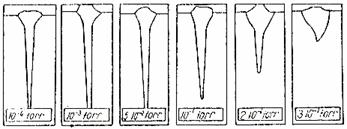
Fig. 12. Influenta presiunii asupra geometriei sudurii.
La sudura cu fascicul de electroni, rosturile dintre cele doua piese nu se prelucreaza la o forma speciala. Dat fiind insa diametrul redus al fasciculului de electroni (0,05 - 0,5mm) si faptul ca de regula nu se utilizeaza material de adaos, este necesara o pregatire mai pretentioasa a suprafetei pieselor in zona de sudat. Pentru realizarea unor suduri de calitate, se admit rosturi cu deschideri sub 0,1mm pe intreaga lungime a sudurii (la piese cu grosimi peste 30mm se ajunge pana la 0,2mm). In cazul unor rosturi cu deschideri mai mari decat valorile admisibile, se pot realiza suduri corespunzatoare doar prin utilizarea unor materiale de adaos sub forma de sarma introdusa continuu in zona topita.
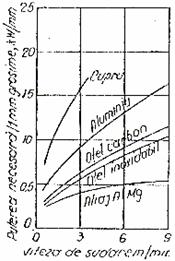
Fig. 13. Variatia puterii specifice in functie de viteza de sudare.
In vederea sudarii, piesele trebuie curatate mecanic pentru a indrepta urmele de oxizi, ulei; de obicei, se spala cu un solvent organic.
O particularitate intervine la sudarea materialelor magnetice, fasciculul de electroni putand fi deflectat de pe linia imbinarii de campul magnetic propriu al materialului. Pentru evitarea acestui fenomen, se recomanda o demagnetizare a materialului inainte de introducerea in camera de sudare.
b. Echipamente de sudura cu fascicul de electroni
Caracteristicile principale care definesc echipamentele de sudura cu fascicul de electroni sunt: tensiunea de accelerare, puterea tunului electronic, presiunea in camera de sudare, forma si dimensiunile camerei de lucru, precum si modul de fixare si de deplasare a piesei, determinate de regimul de lucru.
In functie de tensiunea de accelerare cu care opereaza, echipamentele de sudare se clasifica in doua grupe :
echipamente de sudura cu tensiune joasa, 30-60kV;
echipamente de sudura cu tensiune inalta, pana la 150-175kV.
Intre cele doua grupe, nu exista diferente deosebite sub aspectul performantelor de sudare. Ambele pot rezolva aceleasi categorii de lucrari, cu observatia ca cele de tensiune inalta opereaza cu un fascicul de electroni de diametru mai mic, mai usor de comandat, iar cele de tensiune joasa sunt mai simple si, implicit, mai putin costisitoare.
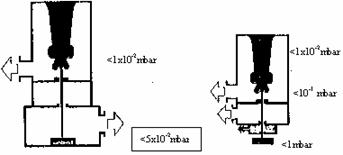
In functie de presiunea la locul sudurii, s-au dezvoltat trei tipuri de echipamente de sudura, Fig. 13:
echipamente de sudura in vid inaintat (10-4torr);
echipamente de sudura in vid partial (10-2torr);
echipamente de sudura in atmosfera.
Echipamentele de sudura in vid inaintat asigura un fascicul de electroni fara dispersie si se utilizeaza atunci cand sunt necesare cordoane de sudura cu o deosebita suplete, precum si atunci cand se impun suduri pretentioase, nepoluate de atmosfera. La aceste echipamente timpul de pompare pentru obtinerea vidului inaintat (desigur, functie de volumul camerei de lucru), este relativ mare, iar sistemul de vidare al camerei de lucru necesita prezenta pompei de difuzie pe langa cele mecanice.
In Fig. 14, sunt prezentate echipamente de sudura in fascicul de electroni in vid partial (a) si atmosfera libera (b).
Fig. 14. Echipamente de sudura cu fascicul de electroni in vid partial (a) si atmosfera libera (b): a. 1) tun de electroni; 2)- incinta superioara; 3) vana de izolare; 4) incinta inferioara; 5) piesa; b. 1) idem; 2) idem; 3) sas; 4) piesa de prelucrat; 5) protectia gazoasa (gaz inert).
Echipamentele de sudura in vid partial, Fig. 14.a, care se utilizeaza, practic, in majoritatea aplicatiilor, au aparut ca urmare a constatarii ca un vid de ordinul a 10-2torr nu determina o dispersie suparatoare a fasciculului de electroni. Ca o consecinta, apar posibilitatea eliminarii pompei de difuzie la camera de lucru si micsorarea timpului de vidare a acesteia, cu influenta directa asupra productivitatii. Desigur ca, in tun, generarea fasciculului de electroni se face in continuare in vid inaintat, utilizandu-se ventilul de raza, aflat intre incinta tunului si camera de lucru.
La echipamentele de sudura cu FE in atmosfera libera, tunul de electroni 1 plasat intr-o incinta vidata 2, trimite fasciculul de electroni prin sasul 3, asupra piesei de prelucrat 4, dispusa in atmosfera normala. Un sistem de protectie gazoasa (un gaz inert), protejeaza locul prelu-crarii contra oxidarilor ce pot aparea in timpul procesului (Fig. 14.b).
Echipamentele de sudura in atmosfera, Fig. 14.b, s-au dezvoltat, cu toate dezavantajele legate de dispersia fasciculului si reducerea supletei cordonului de sudura, datorita avantajului major al simplificarii echipamentului si implicit, al maririi productivitatii. Uneori, necesita interpunerea unei incinte de trecere (sau mai multe) de dimensiuni reduse, cu vid partial, ca tampon intre vidul inaintat din tun si presiunea atmosferica. De regula, zona de sudura se protejeaza cu gaz inert, argon sau heliu, la presiunea atmosferica. Este de mentionat ca aceste echipamente, datorita lipsei peretilor metalici ai camerei de lucru, necesita masuri speciale de protectie a operatorilor fata de radiatia X, inerenta bombardamentului electronic.
a) b)
Fig. 1 Echipamente de sudura in FE, in vid partial si in atmosfera.
In Fig. 15, sunt prezentate doua constructii de genul celor prezentate in Fig. 14, realizate de firma Leybold - Haereus, prima cu vid partial, cea de a doua cu sistem de sudura in atmosfera.
Pentru reducerea dispersiei fasciculului, se opereaza cu distante de tir scazute (10-15mm).
In ce priveste regimul de lucru, se cunosc, in principal urmatoarele tipuri de echipamente, Fig. 16:
echipamentele cu camera si post fix;
echipamentele cu masa, avand un regim ciclic;
echipamentele de sudura cu regim continuu.
Echipamentul cu camera, Fig. 16.a, constituie echipamentul standard de sudura cu fascicul de electroni, cu un pronuntat caracter de universalitate in ceea ce priveste utilizarile.
Este apt pentru lucrari de cercetare, pentru sudura de
unicate si de serie mica. Se realizeaza si in variante pentru piese de
dimensiuni relativ mari, camera de lucru avand un volum de la 1m3
pana la 100m3.
Este prevazuta cu mecanisme de deplasare liniara si de rotire controlata a
pieselor. Timpul de vidare al camerei de lucru este relativ mare,
2 - 20 minute.
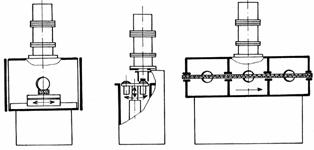
a) b) c)
Fig. 16. Tipuri de echipamente de sudura in functie de regimul de lucru; a) fix cu camera; b) regim ciclic; c) continuu.
Echipamentul cu masa avand un regim ciclic, Fig. 16.b,
este specializat, camera de lucru are dimensiuni relativ reduse, fiind adaptata
ca forma si mecanisme de deplasarea pieselor care se sudeaza. Pentru piese
relativ mici, se pot obtine productii pana la 2.000 de bucati
in 8 ore.
Echipamentul de sudura cu regim continuu, Fig. 16.c, este destinat lucrarilor de sudura continua pe piese de lungime indefinita, spre exemplu benzi sau bare. Camera de lucru este plasata intre camerele de previdare, respectiv de trecere la presiunea atmosferica. Procesul de sudare decurge continuu, piesele trecand prin camerele cu diferite trepte de vidare, cu viteza relativ ridicata (pana la 20m/min.).
Desigur ca aceste clasificari nu epuizeaza diversitatea echipamentelor de sudura cu fascicul de electroni dezvoltate in prezent pe plan mondial si izvorate din patrunderea acestei electrotehnologii in cele mai diferite aplicatii. Un exemplu relativ recent il constituie echipamentele de sudura cu vid local si vid mobil, Fig. 17, destinate sudarii pieselor cu dimensiuni mari si constructii complicate, la care se creeaza vidul doar in vecinatatea zonei de sudare. O varianta a acestor constructii este utilizata in spatiul cosmic.
Fig. 17. Echipamente de sudura cu vid local.
Prima varianta, echipamentul cu vid local, Fig. 17.a, este prevazut cu camera de vidare de forma paralelipipedica, care se asaza peste piesele care se sudeaza. Un sistem de vidare distinct asigura vidarea de pe partea opusa a acestora. Tunul de electroni culiseaza in lungul camerei, executand cordonul de sudura pe o anumita portiune, dupa care camera de vidare se ridica si se deplaseaza intr-o pozitie urmatoare in lungul liniei de imbinare.
Echipamentul cu vid mobil, Fig. 17.b, se deplaseaza continuu in lungul traiectoriei de sudare, camera de vidare fiind aplicata peste piesele de sudat si etansata fata de acestea printr-un sistem mobil cu mai multe ecluze de vidare. Sistemul poate fi adaptat pentru piese cu geometrii diferite, spre exemplu cilindrice, Fig. 17.c (sunt posibile doua pozitii).
c. Tipuri de imbinari sudate. Exemple
Fata de procedeele conventionale de sudare, la sudura cu fascicul de electroni este posibila o diversitate mare de tipuri de imbinari. Aceasta deriva din precizia ridicata de comanda a fasciculului (ca pozitie, miscare, energie), din distantele de tir relativ mari si din deosebita concentrare a energiei.
In continuare se prezinta principalele posibilitati tehnologice in ce priveste tipurile de imbinari.
Sudura cap la cap
Varianta din Fig. 18.a este cea mai simpla din punct de vedere tehnologic. Este insa pretentioasa in ce priveste pozitionarea fasciculului si reglarea parametrilor energetici. Nu se recomanda la piese solicitate dinamic.
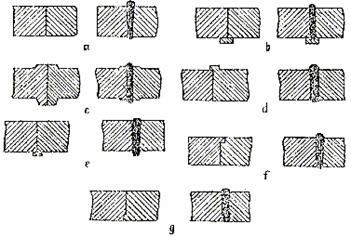
Fig. 18. Tipuri de imbinari sudate.
Solutiile cu suport la radacina, Fig. 18.b, si cu guler,
Fig. 18.c-e, sunt mai bune sub acest aspect, asigurand si material de rezerva
pentru patrunderea depasita a sudurii. Cele din Fig. 18.d-g, ofera si avantaje
in ce priveste pozitionarea relativa a celor doua piese.
Un exemplu de sudura cap la cap care ilustreaza posibilitatile neconventionale ale procedeului il constituie realizarea panzelor de ferastrau ca lame bimetalice sudate, Fig. 19, folosind o instalatie de tip cu regim continuu.
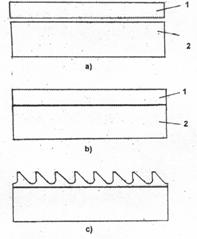
Fig. 19. Panze de ferastrau bimetalice sudate cu fascicul de electroni.
Sudura in L
Ca si in cazul sudurilor cap la cap, se prefera solutii, (Fig. 20), care ofera posibilitati avantajoase de pozitionare si suport la radacina.

Fig. 20. Tipuri de sudura in L.
Tehnologia asigura un consum redus de otel special, necesar numai in zona danturii.
Suduri in T
In general, se remarca prin simplitate. Varianta din Fig. 21.a. prezinta, datorita imposibilitatii de a observa zona radacinii, pericolul unei patrunderi incomplete, cu repercursiuni asupra rezistentei mecanice. Cand accesul in aceste zone este asigurat, se prefera solutiile din Fig. 21.b-e. Variantele din Fig. 21.c si e au avantajul reducerii la procedura de sudare cap la cap.

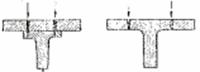
a) b) c) d) e)
Fig. 21. Tipuri de sudura in T.
Sudura prin suprapunere
Se utilizeaza in general la piese cu solicitare mecanica relativ redusa. O suprafata activa mai mare a sudurii (deci o rezistenta superioara) este asigurata de variantele din Fig. 22.b si c.
Fig. 22. Tipuri de sudura prin suprapunere.
Un exemplu aparte de sudura prin suprapunere, utilizat in tara, la Institutul de Cercetare Stiintifica si Inginerie Tehnologica pentru Industria Electrotehnica din Bucuresti (ICPE), il constituie conectarea prin sudura a extremitatilor conductoarelor la colectoarele motoarelor de curent continuu (Fig. 23).
Fig. 23. Conexiunile sudate ale extremitatilor conductoarelor la colector.
Suduri circulare
Acest tip de imbinare prezinta ponderea cea mai mare a aplicatiilor. Se disting doua variante, date in Fig. 24. Sudura poate determina producerea unor tensiuni termice progresive in timpul operatiei, cu pericolul aparitiei fisurilor in zona terminala.
Fig. 24. Tipuri de suduri circulare.
Sudura b comporta acelasi diametru al pieselor in zona de imbinare si, ca urmare, tensiunile termice sunt reduse, fiind eliminata posibilitatea de deformare.
Ca exemple de suduri in varianta a, se pot mentiona coroanele danturate realizate din otel special sudate pe circumferinta (Fig. 25), precum si rotile dintate cu consum redus de otel special, numai la nivelul danturii, Fig. 26.
Fig. 2 Coroane danturate sudate circular.
In varianta b, exemple interesante sunt oferite de realizarea rotoarelor de turbina, Fig. 27, cu consum de otel special numai in zona paletelor, a fuzetelor in industria auto sau a unor piese cu geometrie cilindrica, Fig. 28.
|
Fig. 26. Roata dintata cu coroana exterioara sudata. |
Fig. 27. Rotor cu turbina. |

Fig. 28. Piese utilizate in industria automobilului, cu suduri circulare.
Suduri de piese cu grosimi diferite
Fig. 29. Tipuri de suduri de piese cu grosimi diferite.
Realizarea acestor tipuri de suduri constituie unul din avantajele nete ale procedeului cu fascicul de electroni asupra celor conventionale si deriva din mecanismul incalzirii si topirii pieselor, Fig. 29. Solutiile adoptate sunt diferite, in functie de geometria ansamblului si destinatie. Varianta din Fig. 29.a poate conduce la porozitate la radacina, preferandu-se solutia din Fig. 29.b. Solutia din Fig. 29.c poate prezenta tensiuni termice si fisuri in partea superioara, mai avantajoasa fiind solutia din Fig. 29.d. In cazul pieselor cu grosimi mult diferite, se practica degajari de compensare a fluxului termic, Fig. 29.e sau piese intermediare prinse definitiv in asamblare, Fig. 29.f.
d. Particularitati ale sudurii in fascicul de electroni
Sub influenta fasciculului de electroni, se realizeaza o topire locala a materialului in timp de 10-100ms, la diametre ale fasciculului variind de la zecimi de milimetri pana la cativa milimetri. Cantitatea de caldura transmisa de fascicul se localizeaza pe o portiune restransa a piesei de prelucrat, fara a provoca o incalzire generala a sa, ceea ce are o mare importanta in pastrarea structurii materialului.
La sudura in profunzime, un rol deosebit il joaca formarea unui capilar cu vapori. Fasciculul de electroni produce o plasma a carei presiune de vapori mentine acest tub in lungul caruia fasciculul cedeaza energia sa piesei, inaintarea fiind comparabila cu a unei sarme calde ce trece printr-un bloc de ceara.
Materialul topit se strange in jurul tubului capilar si se solidifica in cusatura de sudura foarte subtire si fara adaosuri de materiale la capat. Grosimile limita la care se poate practica sudura sunt de ordinul a 150-200mm grosime, la viteza de 20m/min.
Fata de metodele clasice de sudura, sudura cu fascicul de electroni ofera profunzimi mai mari de lucru, consum mai mic de energie, finete, deformare redusa a pieselor, neincarcarea pieselor. Bilantul energetic la diversele surse de sudura, materializat prin cantitatea specifica de caldura introdusa in piese, raportata la 1mm grosime a tablei, rezulta din Fig. 30. Cantitatea redusa de caldura pusa in joc la sudura cu fascicul de electroni (d, e, f), in comparatie cu sudura cu gaz (a), arc (b) si CO2 (c) este mult redusa.
Fig. 30. Bilantul energetic ce se stabileste in
diversele procedee de sudura;
a) sudura cu gaz; b) sudura cu arc; c, sudura in CO2; d) sudura cu
fascicul
de electroni la 30kV; e) idem la 150kV.
Aproape toate metalele si aliajele lor pot fi sudate prin fascicul de electroni. Metale si aliaje considerate nesudabile, otelurile inalt aliate cu crom, aliajele de nichel rezistente la temperaturi inalte, aliaje Cu-Al ce pot fi calite, placi de titan si zirconiu se pot suda prin aceasta tehnica.
Lipsa materialelor de adaos pentru sudura, viteza mare de lucru, energia redusa pusa in joc extind acest procedeu in tot mai variate domenii de activitate.
Daca ar fi sa luam doar domeniul aeronautic, sudura in fascicul de electroni a permis sa se gaseasca solutii de utilizare a titanului si, o data cu aceasta, posibilitatea de reducere a greutatii aeronavelor. Date din literatura arata ca, pentru un Boeing 727, se utilizeaza cca 295kg. titan repartizat in 2.800 locuri diferite, care, in alte situatii, ar fi determinat prin tehnologiile uzuale sa creasca greutatea aeronavei cu 15-20 tone, iar pentru supersonicele americane aflate in constructie (SST) se prevede structura continua din titan sudata cu echipamente in fascicul de electroni, pentru care, utilizand o tehnologie conventionala, ar fi fost nevoie de circa 64 tone metal.
e. Electrotehnologia de prelucrare (gaurire) cu fascicul de electroni
Prezentarea procedeului
Perforarea cu fascicul de electroni este un procedeu de gaurire a materialelor, avand la baza fenomenele de topire si de vaporizare, cu desfasurarea extrem de rapida. Procedeul este aplicabil practic independent de duritatea materialului de prelucrat. Productivitatea de realizare a orificiilor (in unitatea de timp) este impresionanta.
Pentru a indeparta materialul cu ajutorul fasciculului de electroni, se poate proceda, fie la evaporarea acestuia, fie numai la topire, partea lichida indepartandu-se cu ajutorul unor forte exterioare, spre exemplu centrifuge. De regula, insa, se foloseste o combinatie de fenomene (topire si evaporare), presiunea vaporilor reprezentand chiar forta de ejectie a materialului lichid. Asa cum s-a mai aratat, bombardamentul electronic creeaza orificiul capilar si zona de topire cilindrica. La o putere specifica mare a fasciculului, presiunea vaporilor in capilar atinge astfel de valori incat determina expulzarea exploziva a materialului topit. In vederea optimizarii procesului si a unui regim energetic economic, se utilizeaza viteze mari de evaporare prin bombardament in impulsuri. In mare, topirea volumului de material care trebuie indepartat necesita 75% din energia de impuls, iar evaporarea a circa 5% din volum necesita restul de 25%. Durata impulsului, respectiv a timpului de impact al fasciculului cu piesa variaza intre 10sec si 10sec. Pentru ca materialul lichid sa fie ejectat in intregime si rapid, rezultand orificii cu dimensiuni si forma controlata, este necesara corelarea proprietatilor fizice (temperatura de vaporizare, difuziunea termica, tensiunea superficiala) si a dimensiunilor materialului de prelucrat cu parametrii fasciculului de electroni (durata impulsului, curentul de fascicul, distributia energiei in cadrul fasciculului si pozitia sa fata de piesa).
Daca forma si dimensiunile dorite ale orificiului nu pot fi realizate dintr-un singur impuls, se aplica o tehnica de gaurire cu mai multe impulsuri. Se procedeaza la devierea fasciculului si la variatia distantei focale utilizand frecvente intre 50 si 1000 cicluri pe secunda. Pentru a obtine formele dorite ale orificiului, sunt necesare sute pana la mii de impulsuri.
O varianta a procedeului se bazeaza pe fenomenul de sublimare. Prin cresterea puterii specifice a fasciculului de electroni, se realizeaza transformarea directa de la solid la faza gazoasa. Pentru a evita formarea de lichid topit datorita conductivitatii termice a materialului, se folosesc durate de impuls extrem de mici, obtinute prin pulsarea cu frecventa mare a fasciculului si prin miscarea rapida a piesei fata de acesta.
Puterea specifica a fasciculului de electroni in pata focala utilizata la tehnologia de perforare este de ordinul a 106 - 108W/cm2.
Deosebit de impresionant este numarul mare de orificii in unitatea de timp, care se poate obtine prin acest procedeu. Astfel, Fig. 31 se refera la relatia intre viteza de perforare (numarul de gauri/sec.) si grosimea materialului, pentru diferite valori ale diametrului orificiilor.
Fig. 31. Viteza de perforare cu fascicul de electroni
in functie de grosimea
materialului si diametrul orificiilor.
Se observa ca, pentru o grosime a materialului de 0,5mm, frecventa de gaurire este de 110 gauri/sec., ajungand la 1000 gauri/sec. pentru diametre de 0,1mm.
Pentru a realiza aceste viteze mari de perforare este
necesar ca piesa sa fie suficient de mica. Operatia propriu-zisa de perforare
fiind foarte rapida, nu este necesar ca miscarea piesei sa fie oprita in timpul
aplicarii impulsului. In ce priveste precizia dimensionala a orificiilor
realizate prin perforare cu fascicul de electroni, in general, abaterile fata
de diametrul nominal, pentru materiale omogene, nu depasesc ![]() 5%. Rugozitatile realizate sunt de ordinul a 5m.
5%. Rugozitatile realizate sunt de ordinul a 5m.
f. Echipamente de perforare cu fascicul de electroni
Principial, nu exista deosebiri esentiale intre echipamentele cu fascicul de electroni pentru perforare si fata de cele pentru sudare. Se iau masuri constructive, pe de o parte la nivelul tunului de electroni pentru asigurarea posibilitatii de comanda in impulsuri a fasciculului (curentului de fascicul), iar pe de alta parte la nivelul camerei de lucru, pentru ca sistemul de vidare sa fie capabil sa elimine vaporii de material care se degaja in timpul procesului.
Fasciculul de electroni este, in cazul gauririi, o scula, dar o scula care nu se uzeaza, forma orificiilor fiind identica in timp.
Caracteristic pentru procedeu este faptul ca singurul sistem adecvat pentru a tine sub control procesul de perforare, la nivelele de productivitate prezentate anterior, este comanda numerica. Ea ofera si flexibilitatea necesara cu privire la modificarea cu usurinta a parametrilor fasciculului si ai deplasarii mecanice a piesei, care sunt controlati impreuna, inclusiv compensarea automata a deviatiilor posibile de natura mecanica prin reglarea fasciculului.
Deplasarea piesei de prelucrat se realizeaza prin unul din urmatoarele sisteme (intalnite si la sudura cu fascicul de electroni):
deplasarea in coordonate x - y,
deplasarea circulara sau pe elice in sistem tambur rotitor,
deplasarea cu manipulator special cu axa multipla.
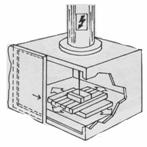
Pentru exemplificare, in Fig. 32, este prezentat schematic un echipament de perforare cu tambur rotitor.
In majoritatea cazurilor, piesele care se perforeaza sunt in miscare de rotatie continua in timpul procesului. Pentru a preintampina pericolul unor forme eliptice ale orificiilor datorita deplasarii piesei fata de fasciculul de electroni, acesta se deviaza simultan, corelat cu viteza de rotatie la suprafata piesei pe durata impulsului, iar pentru perforarea orificiului urmator se readuce in pozitia initiala.
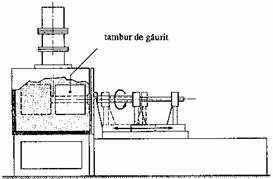
Fig. 32. Echipament de perforare cu fascicul de electroni cu tambur rotitor.
Tipuri de orificii perforate. Exemple
Tipurile caracteristice de orificii perforate in materiale metalice cu fascicul de electroni cu un singur impuls sunt date in Fig. 33.
Fig. 33. Forme caracteristice de orificii perforate cu
fascicul de electroni; a) conice;
b) cilindrice; c) cilindrice adanci; d) in forma de clopot.
Orificiile cilindrice se caracterizeaza la partea de intrare in material printr-o rotunjire a muchiei in forma de palnie. In Fig. 34 este prezentat ca exemplu diametrul unui inel perforat al unei camere de combustie dintr-un aliaj CrNi.
Fig. 34. Orificii cilindrice cu intrare in forma de palnie in aliaj Nimonik 90 cu grosime 0,8mm obtinute prin tehnica fasciculului de electroni; 48 gauri/sec.
Forma tipica a orificiilor in sectiune transversala poate fi circulara sau eliptica, asa cum este prezentat in Fig. 3
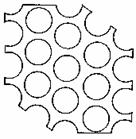
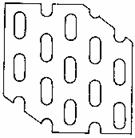
Fig. 3 Orificii circulare perforate in folie de otel V2A, grosime 0,1mm, diametru orificii 0,2mm, viteza de operare 3.000 perforatii/secunda.
In Fig. 36, se prezinta o tabla din OL V2A, in care se practica perforatii.
Fig. 36.
La perforari in materiale de grosime relativ mica sunt posibile si sectiuni transversale eliptice, Fig. 37 (perforare longitudinala), cum este cazul intalnit la o serie de camere de combustie asa cum sunt prezentate in Fig. 37.
Fig. 37. Orificii eliptice, grosime material 0,5mm,
axa mare a orificiilor 0,6mm,
la o camera de combustie.
Procedeul de perforare cu fascicul de electroni permite si realizarea de orificii inclinate fata de suprafata piesei, (Fig. 38), unghiurile de gaurire putand avea valori - de regula - de pana la 60o in raport cu coarda.
Pentru situatii speciale, exista posibilitatea ca unghiul sub care fasciculul loveste tinta sa fie variat intre 20o si 90o fata de suprafata.
In sfarsit, trebuie amintita posibilitatea de realizare prin perforare cu fascicul de electroni a unor orificii cu sectiune transversala diferita de cea circulara.

Fig. 38. Gauri practicate intr-o piesa metalica, cu un unghi de perforare 45o.
Pentru realizarea formei dorite, se utilizeaza procedeul cu mai multe impulsuri, la care, prin comanda numerica, se schimba directia fasciculului in lungul conturului prescris, cu impulsuri de frecventa mare. Se pot prelucra numai pereti verticali.
Dintre cele mai importante aplicatii ale perforarii cu fascicul de electroni, sunt de mentionat:
realizarea perforatiilor pentru site si filtre ca in Fig. 37, fiind singurul procedeu care asigura o transparenta corespunzatoare la grosimi relativ mari (in legatura directa cu durata de viata);
realizarea orificiilor cu unghiul variabil in piesele active ale turbinelor cu gaz, pentru racire, injectie si pentru absorbtie de zgomot (exemplu Fig. 38);
realizarea prin perforare a duzelor;
realizarea de orificii in materiale superrezistente la temperatura, de inalta rezistenta mecanica si refractare, spre exemplu, capetele de filiere pentru fibrele de sticla, Fig. 39).
O aplicatie de perforare cu fascicul de electroni, diferita de cele prezentate mai sus, o constituie realizarea porozitatii la pielea artificiala pentru a o face permeabila la umezeala si aer). Se realizeaza printr-o perforare fina a suprafetei de plastic, Fig. 40.

Fig. 39. Cap de filiera pentru fibre de sticla,
diametrul 200mm, grosime 3mm,
6000 orificii de 0,8mm, viteza de perforare 20 orificii pe secunda.
Fig. 40. Perforatii in piele artificiala. Diametrul
capilarelor de 120t m.
Frecventa 5000 orificii/sec.
Tratata astfel, pielea artificiala poate fi folosita pentru confectionare imbracaminte, incaltaminte (Fig. 41) si tapiserie.
Fig. 41. Fata de pantof substrat textil cu acoperire
PVC avand
practicate perforatii similar cu pielea naturala.
g. Electrotehnologia de gravare cu fascicul de electroni
Tehnica de gravare cu fascicul de electroni este inrudita indeaproape, - de fapt derivata ca utilaje si procedeu de lucru -, cu tehnica de perforare.
Se pot evidentia urmatoarele variante de gravare:
Gravarea in metal
Se refera la o aplicatie din tipografie si anume la metoda tiparului adanc, unde, pana nu demult, se utilizau numai procedee chimice si mecanice de gravare. Inalta precizie si viteza cu care se poate comanda fasciculul de electroni au deschis noi perspective in acest domeniu. Crestaturile, adanciturile mici (Fig. 42), care se practica pe suprafata cilindrului de tiparire si care se umplu cu cerneala, variaza in diametru si adancime, in functie de cat de deschisa sau inchisa este culoarea in zona respectiva.
Fig. 42. Tipar adanc. Suprafata cilindrului de cupru
este gravata
cu adancituri de 70-120m diametru si 5-30m adancime.
Procedeul se preteaza la comanda de la distanta prin instructiuni specifice codificate numeric, deschizand noi perspective in ce priveste reproducerea rapida a imaginilor.
Gravarea materialelor ceramice
Procedeul se aplica in industria electronica, in special la calculatoare, pentru realizarea de straturi de circuite cat mai fine si mai compacte, cu inalta productivitate.
Placile subtiri gravate sunt puse impreuna, canalele fine sunt umplute cu pasta metalica, iar modulul este ars, rezultand un sistem tridimensional de conductoare.
Gravarea straturilor depuse prin vaporizare
Se refera la folosirea tehnicii gravarii cu fascicul de electroni pentru descrierea circuitelor electronice hibride, Fig. 43.
Fig.
43. Circuit hibrid gravat cu
latimea trasarii 40 m,
viteza de lucru mai mare de 5m/secunda.
Prin gravare se indeparteaza, dupa un traseu comandat, materialul rezistiv - spre exemplu tantal -, depus pe un strat de sticla.
h. Tratarea termica superficiala a metalelor cu fascicul de electroni
Tratarea termica superficiala este o tehnologie de importanta deosebita in tehnica, pentru imbunatatirea proprietatilor de suprafata ale unor piese metalice supuse unor conditii de exploatare specifice.
Utilizarea fasciculului de electroni in acest domeniu aduce, fata de procedeele devenite conventionale, noutati si avantaje nete in ce priveste eficienta, calitatea si productivitatea.
In principal, se deosebesc doua tipuri de procedee de tratare termica superficiala a pieselor metalice cu fascicul de electroni:
transformarea structurii superficiale in stare solida, aplicabila la materiale feroase calibile;
tratamentele superficiale cu topire, respectiv cu succesiunea de stari solid-lichid-solid, urmarind o structura cu proprietati imbunatatite sau chiar cu compozitie modificata prin materiale de adaos.
Aceste doua procedee sunt posibile datorita efectelor termice, prezentate anterior, ale bombardamentului electronic asupra suprafetei materialelor metalice, care determina, in functie de energia utilizata, fie numai o incalzire locala, fie un proces de topire, cu influente pe o anumita adancime, Fig. 44.
Fig. 44. Tratament de topire superficiala cu fascicul de electroni.
Folosind utilaje cu fascicul de electroni de tipul celor prezentate la tehnologiile de sudura si perforare, prin corelarea miscarii piesei de tratat in camera de lucru cu sistemele de baleiaj si de reglare a puterii fasciculului de electroni, se pot influenta termic portiuni bine precizate ale suprafetei piesei. Mai mult, este posibila alternarea partilor tratate si netratate, spre exemplu in spirala la piese cilindrice, in randuri sau careuri la piese plane), ceea ce permite o imbinare a noilor proprietati necesare suprafetei cu proprietatile normale ale materialului de baza (spre exemplu suprafata cu portiuni durificate rezistente la uzura, alternate cu portiuni caracterizate de elasticitatea materialului de baza).
La calirea superficiala cu fascicul de electroni, suprafata piesei este adusa pentru scurt timp la temperatura de calire, cu o patrundere bine determinata in materialul de baza neincalzit. Sunt caracteristice desfasurarea rapida a proceselor, cantitatea redusa de energie si delimitarea exacta a zonei tratate. Un avantaj deosebit consta in faptul ca pot fi calite superficial si portiuni practic inaccesibile pentru alte procedee (de exemplu fundul alezajelor).
Tratamentele superficiale cu topire se utilizeaza pentru piese din aliaje la care formarea structurii este puternic influentata de viteza de solidificare. In cele mai multe cazuri, se urmareste cresterea rezistentei superficiale la uzura. O varianta importanta a procedeului este trata-mentul de topire superficiala, la care se introduc elemente suplimentare de aliere, realizand structuri de solutie solida sau legaturi intermetalice (de exemplu cu introducere de aluminiu, titan, nichel). In acest scop, materialul de baza se acopera superficial cu materialul de adaos, fie sub forma de folie, fie prin depunere galvanica sau prin pulverizare, dupa care, prin bombardament electronic, se topeste ansamblul pana la o adancime determinata, urmata de o solidificare rapida.
i. Topirea cu fascicul de electroni a materialelor metalice
La aceasta electrotehnologie, energia termica rezultata din bombardamentul metalului de topit cu fasciculul de electroni este utilizata pentru topirea masei de metal, in vederea obtinerii de lingouri sau semifabricate. Faptul ca se poate realiza o mare densitate de putere si ca reglajul tunurilor de electroni poate fi facut cu mare precizie motiveaza spectrul larg de aplicatii ale cuptoarelor de acest gen, numai firma Haereus avand (pana la nivelul anului 1995) peste 2500 utilaje montate. Utilajele folosite sunt cunoscute sub denumirea de cuptoare cu fascicul de electroni si difera constructiv de cele prezentate in capitolele anterioare.
Aceste cuptoare de puteri de 30-1200kW, echipate cu tunuri de electroni de puteri unitare de 50-600kW, permit obtinerea metalelor greu fuzibile si active din punct de vedere chimic (zirconiu, molibden, wolfram, tantal, niobiu s.a.) la un grad mai ridicat de puritate decat cel asigurat cu alte procedee (cuptoare electrice cu arc in vid). Incalzirea cu fascicul de electroni se utilizeaza atat pentru topire, cat si pentru incalzirea in volum a masei de metal. Pot fi dezvoltate in egala masura utilizand acelasi procedeu: topiri zonare, turnari de precizie, prelucrari de blocuri de Nb, Ta, solidificari controlate, 'distilari' si purificari, tratamente speciale.
Comparativ cu alte tehnologii conventionale, topirea metalului cu fascicul de electroni creeaza mari avantaje, dupa cum urmeaza: costurile de investitii, desi ridicate, sunt acceptabile pentru procese continui si de mare capacitate; in cele mai multe cazuri consumurile energetice pentru aceeasi greutate de lingou sunt mai mici decat cele asigurate prin tehnologiile clasice; calitatea este in toate cazurile, net superioara.
Dintre cele mai reprezentative performante ale ultimilor ani, se pot mentiona lingouri de titan sau oteluri speciale, in greutate de zeci pana la sute de kg si lungimi pana la 1200mm.
In Fig. 45, este prezentata schematic incinta de topire si tragere lingou utilizand unul sau doua tunuri de electroni. In orice caz, trebuie precizat ca imaginea unui cuptor de acest tip difera de aceea a echipamentelor conventionale, avand in general forma unor creuzete de forma specifica procedeului.

Fig. 4
In Fig. 46, este prezentat acelasi procedeu de tragere a lingouri-lor, de data aceasta pornind de la pelete, topite si trase apoi in lingou.
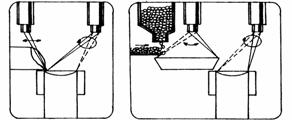
Fig. 46. Tragerea unor lingouri de otel special pornind de la pelete.
Pentru ca difuzia si nivelul energetic sa fie in limitele necesare procedeului, vidul in interiorul instalatiei este de 10-3-10-4torr. Solidifi-carea metalului are loc la contactul cu creuzetul de cupru racit cu apa. In functie de necesitati, pentru puteri specifice mari (10-4-10-5W/cm2), se pot utiliza mai multe surse de electroni pentru acelasi cuptor.
j. Electrotehnologii bazate pe alte efecte decat cele termice ale fasciculului de electroni asupra materialului bombardat
Electrotehnologiile cu fascicul de electroni, care au in vedere alte fenomene decat cele ale transformarii energiei cinetice a electronilor in energie termica, se bazeaza in principal pe modificari de natura chimica la nivelul zonei de impact cu materialul bombardat.
Un capitol special vizand procesele de interactie a electronilor cu materia (procese de reticulare, polimerizari, sterilizare, de uscare a lacurilor) este tratat separat, dat fiind complexitatea si specificitatea fenomenelor (Cap. 11 - vol. II).
In cele ce urmeaza vor fi prezentate doar cateva procedee cu un caracter mai particular ca destinatie, dar deosebit de importante pentru microelectronica.
Impresionarea straturilor sensibilizate (rezist electronic)
Aplicatie principala si spectaculoasa totodata, ea deriva din necesitatile acute ale tehnicilor contemporane pentru un nivel tot mai ridicat al miniaturizarii componentelor caracteristice microelectronicii si microacusticii, respectiv al integrarii in dimensiuni minime a unor circuite electronice de mare complexitate (ceea ce le asigura viteza de raspuns maxima la o putere absorbita minima).
Tehnica, devenita clasica, de realizare a circuitelor prin impresionarea prin metode optice a stratului fotosensibilizat ce se aplica pe suprafata siliciului, se loveste la acest nivel al miniaturizarii de limitele posibile ale definirii precise. Trasarea circuitului integrat pe o suprafata de mari dimensiuni si reducerea la dimensiunile miniaturizate prin procedee fotografice sufera de o anumita neclaritate a marginilor traseelor. Neclaritatea se agraveaza la impresionarea stratului fotosensibil datorita efectelor de difractie.
Solutia este oferita de tehnica fasciculului de electroni, care prin rezolutia ridicata si posibilitatile de focalizare si baleiere precise -de ordinul micronului- permite descrierea traseelor predeterminate pe o suprafata sensibilizata, cunoscuta sub denumirea de rezist electronic.
Procedeul asigura urmatoarele:
puterea de rezolutie ridicata,
comoditatea operatiilor de reglare, ceea ce asigura posibilitatea de automatizare, fara dificultati deosebite,
posibilitatea de a declansa anumite reactii chimice la nivelul substratului, ceea ce nu era posibil la utilizarea fasciculului de lumina.
Se remarca capabilitatea tehnologica, deja prezentata, prin care cu fasciculul de electroni se inscriu direct traseele circuitului integrat pe placute de siliciu sensibilizat, urmand operatiile de decapare, dopare, izolarea oxidului, interconectarile etc. Dezavantajul consta in aceea ca, pentru a parcurge fiecare cip cu fascicul de electroni de mare finete (determinata de inalta precizie), este necesara inca o durata de timp relativ mare.
Pornind de la aceasta, s-a dezvoltat si procedeul de a descrie cu fasciculul de electroni o masca sensibilizata, care, dupa prelucrare, sa fie utilizata la imprimarea pe mai multe placute de siliciu printr-un bombardament global electronic sau chiar cu fasciculul de ioni (alesi corespunzator pentru doparea siliciului).
Pe de alta parte, pentru marirea productivitatii variantei de trasare directa s-au dezvoltat echipamente cu mai multe fascicule de electroni care functioneaza simultan.
Pentru a elimina dezavantajul intalnit la trasarea directa, de deteriorare a structurii cristaline a siliciului in urma bombardamentului electronic, se utilizeaza variante cu masti inscrise cu fascicul de electroni si cu impresionare globala a stratului sensibilizat de pe placutele de siliciu, prin iradiere cu radiatii X.
Pentru impresionarea straturilor sensibilizate cu fascicul de electroni, se utilizeaza de preferinta un spot de forma rectangulara:
confera avantaje in ce priveste nivelul de diferentiere al muchiilor - cu marimea laturii reglabila intre 0,1 si 10m. Astfel, procedeul permite descrierea (trasarea) unor structuri ale circuitelor la nivel submicrometric.
Utilajele cu fascicul de electroni folosite in acest domeniu prezinta, fata de cele de la aplicatiile prezentate in subcapitolul 3.1, nivel mult mai pretentios in ce priveste rezolutia si precizia de deplasare ale fasciculului. Sunt complet automatizate, iar comanda este asigurata prin calculator. In Fig. 47 este prezentata aceasta proprietate a FE prin care, avand o masa redusa, el poate fi baleiat, descriind spre ex. pe suprafata unei plachete de siliciu circuitul programat de calculatorul echipamentului, FE fiind o unealta exacta, sigura, rapida.
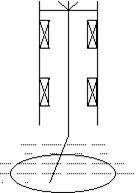
Fig. 47. Desenarea unui circuit pe o placheta de siliciu cu ajutorul F.E.
La nivelele de miniaturizare si precizie mentionate, deflexia si focalizarea fasciculului de electroni intampina dificultati, manifestate prin aberatii ale spotului, respectiv latime variabila a acestuia in functie de unghiul de deflexie. Din acest motiv se procedeaza in anumite cazuri la mentinerea fasciculului, pe cat posibil nemiscat, si la deplasarea suportului piesei bombardate. Sistemul comporta, insa, un nivel ridicat de complexitate al partii mecanice.
Pentru pozitionarea precisa a fasciculului de electroni in raport cu obiectul, se folosesc repere speciale care furnizeaza semnale de electroni retrodifuzati sau daca reperele nu sunt admise pe obiect, se foloseste sistemul interferometric cu laser.
Procese de dopare
In domeniul semiconductoarelor, doparea poate fi corect si economic realizata cu ajutorul fasciculului de electroni, nemaifiind necesare o serie de operatii de uscare si fara o incalzire a substratului.
In Fig. 48 este prezentat un procedeu de implantare de ioni, utilizand ca sursa de energie un fascicul de electroni, iar materialul de dopare este sub forma de folie metalica. Folia 1 este presata in imediata apropiere a cristalului 2; fasciculul de electroni 3 este focalizat pe folia de dopare formand prin topire o plasma 4 in punctul de impact.
Aceasta plasma de dopare introduce ioni dopati in craterul 5, realizand zone diferite. Fasciculul de electroni poate fi modulat in functie de dimensiunile dorite pentru zona de dopare si de tipul materialului de dopare. Se pot realiza si implantari simultane pe ambele parti ale unui substrat, actionand in mod perfect axial si programat doua fascicule de electroni.
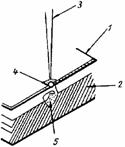
Fig. 48. Implantare de ioni, utilizand F.E.
Realizarea de pelicule pe suporti
Se mentioneaza in literatura de specialitate posibilitatea obtinerii unor pelicule dielectrice pe baza depunerii si evaporarii unor oxizi refractari din metale rare cu ajutorul unui fascicul de electroni. Oxizii utilizati sunt La2O3, Nd2O3, Y2O3, iar peliculele realizate prezinta proprietati dielectrice bune, ceea ce a permis chiar executarea unor condensatoare a caror capacitate a fost de 0,1F/cm2.
Avantaje pe care le prezinta utilizarea fasciculului de electroni in operatii industriale. Perspective
se realizeaza suduri de mare rezistenta si precizie;
nu este nevoie de material de umplutura;
sudura este fina, nu apar umflaturi la capete, nu este necesara o prelucrare ulterioara;
energiile de prelucrare sunt mai mici decat la alte sisteme clasice;
datorita faptului ca transferul de energie se face local si nu in toata masa metalului, nu se produc deformari;
procedeele de sudura si prelucrare sunt utilizabile pentru orice metal, oricat de dur ar fi acesta;
permite realizarea unor innobilari de metale, caliri superficiale, ale caror aplicatii cresc;
sunt de mentionat unele prelucrari la care metodele clasice nu conduc la rezultate (oteluri superioare, tevile foarte subtiri utilizate in tehnica spatiala si a mecanicii fine);
se preteaza - indiferent de aplicatie - la o automatizare a procesului de fabricatie cu implicatii majore asupra calitatii si eficientei economice.;
desi valoarea investitiei este importanta, faptul ca nu necesita scule si pregatiri de fabricatie complicate, rapiditatea procesu-lui fac sa existe deja domenii largi in care procedeul este economic, justificat si de cresterea numarului de echipamente, functionand pe baza aplicatiilor fasciculului de electroni;
largi aplicatii in ultima perioada pentru realizarea unor masti de circuite electronice, corectarea lor, implantarea de ioni, depuneri de straturi subtiri;
asigura o serie de tratamente de mare finete pentru metale sau aliaje la care tehnicile conventionale nu permiteau acest lucru;
asigura realizarea unor filtre cu numar de gauri ridicat si de mici diametre, necesare pentru industria alimentara si industria hartiei, nerealizabile economic prin alte procedee clasice;
pentru o serie de piese uzinate prin acest procedeu, rezulta importante efecte economice ce vor fi prezentate in cele ce urmeaza. Cum multe din ele intra in componenta unor produ-se de mare serie (industria automobilului, constructia de ma-sini si electrotehnica), rezulta efecte economice semnificative:
came pentru pompe de injectie - economii de otel rapid si timp de sudura. Pe ansamblu, o reducere a pretului cu 60%;
roti planetare: reducere a costurilor materiilor prime si timpului de uzinare cu 30-40%;
rotoare de turbocompresoare: sudura prin fascicul de electroni permite economia de inconel.
Reducerea pretului de cost cu 20-30%:
piese pentru camere de combustie: costul final, cu 10-50% mai redus decat cel obtinut prin electroeroziune, cunoscut prin productivitatea sa;
pistoane auto: tratamentul termic aplicat permite reducerea nichelului cu 10% si cresterea calitatii.
x
x x
In ultimii ani, tehnologiile bazate pe aplicatii ale fasciculului de electroni au intrat masiv si in domeniul industriei nucleare si al magistralelor de transport a gazelor naturale la care s-au impus suduri si prelucrari de mare precizie, depasind cadrul relativ mai ingust acela al industriei automobilului si al mecanicii fine unde au aparut initial.
Marea elasticitate a acestei
tehnologii si sfera larga a operatiilor, faptul ca raspunde unor importante
probleme ale lumii contemporane: calitate, economii de materiale si energie,
timpi scurti de uzinare, pledeaza pentru promovarea pe scara larga a acestei
tehnologii. In
Fig. 49, sunt prezentate o alta serie de aplicatii care, cu siguranta, vor
conduce la generalizarea aplicatiilor ce deriva din utilizarea acestei
tehnologii.
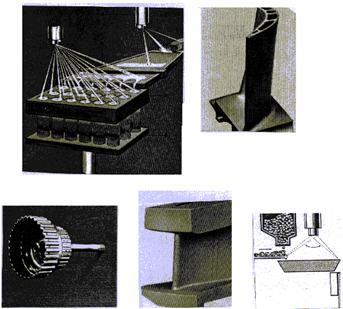
Fig. 49. Alte aplicatii ale tehnologiilor ce deriva din utilizarea fasciculului de electroni: a) aliaje speciale obtinute prin topire cu fascicul de electroni; b) sudura si gauriri le o paleta de turbina; c) angrenaje sudate circular; d) gaurire multipla; e) topire palete.
Bibliografie
Boarna, C., Dehelean, D., Arjoca, I., Procedee neconventionale de sudare. Editura Facla, 1980.
Comsa, D., Utilizari ale energiei electrice. Editura Didactica si Pedagogica, 1973.
Steigerwald, K.H., Stadiul actual al tehnologiei fasciculului de electroni pentru procedee cu prevalare de material la metale de sudare si tratament termic. Seminarul tehnic 'Tehnica fasciculului de electroni' si demonstratii practice ICPE, Bucuresti, 1979.
Tanasescu Fl., Slaiher, S., Mihaiescu, M., Conectarea prin sudura a conductoarelor rotoarelor disc utilizand tehnica fasciculului de electroni. Seminarul tehnic 'Tehnica fasciculului de electroni' si demonstratii practice, ICPE, Bucuresti, 1979.
HILLER, W., Prelucrarea metalelor cu ajutorul fasciculului de electroni in constructia de masini, indeosebi in mecanica fina. Seminarul tehnic 'Tehnica fasciculului de electroni' si demonstratii practice, ICPE, Bucuresti, 1979.
xxx Steigerwald Strahltechnik, Colectia ICPE - LMES
Steigerwald, K., H., Electron Beam Machining, The Process and its aplications, Steigerwald Strahltechnik Colectia ICPE - LMES.
Tanasescu, Fl., Electrotehnologii - note de curs, Fasciculul de electroni. Bucuresti, 198
Hiller, W., EB Welding-Possibilities and limits of application Elmatik GmbH, Colectia ICPE - LMES.
xxx Schweissen. Neue Techniken Setzen sich durch, Elektroanzaiger 34. Jg, 1981, nr.7.
Brilland, M., De Bony, Y., Le soudage par faisceaux d'electrons des alliages d'aluminium. Materiaux et techniques - Aout - Septembre, 1980.
Bakish, R., Der stand des Elektronenstrahlsweissens in den USA., Grosse Schweisstechnische Tagung. Essen, 1969.
Hiller, W., Die Aufschmelzbehandlung metallischer Wekstoffe mit dem Elektronensthal-Grundlagen und Anwendungstechnik. Sonderdruck aus Metalloberflaeche', 29 Jahrgang, 197
Kewney, G. Electron beams for making microcircuits. New Scientist 22 June, 1978.
Poschel, C., Jablonski, J. Erzengung von Mikrostrukturen durch Elektronenbestrahlung. Helf 5, 1981.
Dobeneck, D., Drilling with electron beams, Ingenieur Digest, 1977 (16), Febr., pp.17-21.
xxx Electron Beam Technology in Vacuum Metallurgy., Leybold-Heraeus 61.100.02, 1986.
xxx .Electron Beam Welding, Wentgate, Anglia, 199
xxx Electronenstrahl Hochleistungstechnologie, Prospect Leybold-Haereus, Germania, 1994.
xxx Electron Beam Welding, Prospect Leybold Haereus, Germania, 1996.
Tehnologii bazate pe aplicatii ale fasciculului de electroni, in imagini si date semnificative
Principalele electrotehnologii bazate pe efectul termic al fasciculului de electroni, la impactul cu materia
Sudura de materiale metalice
Topirea
Perforarea
Tratamentele termice si termochimice superficiale
Gaurirea
Gaurirea adanca
Sublimarea
Polimerizarea
Gravarea prin evaporare de straturi metalice superficiale
Microelectronica pentru impulsionarea unor pelicule de fotorezist.
Tipuri constructive de tunuri electrice
a. Tun dioda sau tip "Pierce"; b. Tun "Pierce", trioda:
1) electrod de polarizare (Wehnelt); 2) catod; 3) anod; 4) bobina de
focalizare;
5) piesa de sudat; 6) diafragma; 7) fascicul de electroni.
La aplicarea tensiunii, catodul (2) emite un fascicul de electroni (7), accelerat de anodul (3). Un electrod de polarizare, in functie de tensiunea sa de polarizare, actioneaza ca o "grila" la un tub electronic, lasand sa treaca sau sa blocheze fasciculul. Fasciculul de electroni trece prin diafragma 6 si are tendinta sa devina divergent. Pentru a focaliza fasciculul, se dispun una sau mai multe bobine de focalizare (4). Pentru devierea fasciculului dupa anumite traiectorii, se dispun si bobine de deflectie (similar cu 4), care asigura deplasarea fasciculului de electroni.
Principiul de functionare a unui tun de electroni
Tipuri constructive de tunuri electronice: 1) electrod
de polarizare (Wehnelt);
2) catod; 3) anod; 4) bobina de focalizare; 5) piesa de sudat; 6) diafragma;
7) fascicul de electroni.
Tipuri de echipamente cu fascicul de electroni
Cu camera si post fix
Echipament standard
Cu camera si post fix
Suduri de unicate si serie mica
Camerele de lucru pot crea volume mari (1-100 m3)
Dispun de mecanisme de deplasare lineara si rotire controlata a pieselor
Timpul de vidare al camerei este mare, 2-20 minute.
Cu masa si regim ciclic
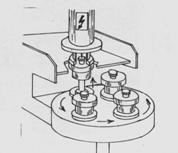
Este un echipament specializat
Camera de lucru are dimensiuni reduse
Camera este adaptata ca forma si mecanisme de deplasare a pieselor ce se sudeaza
Este destinat pentru productii de piese mici, pana la 2000 buc/8 ore.
Cu regim continuu
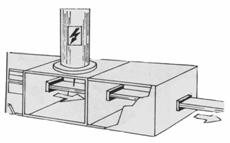
Conceptia lor este specifica pentru uzinarea cu tratamentul continuu al materialelor sub forma de placi sau blocuri
In amonte si aval de camera de lucru sunt dispuse camere preliminare (de previdare si de trecere la presiunea atmosferica)
Vitezele de lucru, pana la 20m/minut.

Inel cu segmente p 70mm, realizat prin sudura cu FE

Roata dintata, f 448mm, OL cu crom, sudura automata

Tub Bourdon, grosime 0,1mm, f 30mm, OL cu Cr, Ni.

Gauri cu unghiul variabil intr-o piesa a unei turbine cu gaz. Aliaj de titan; diametrul gaurii f 0,3mm

Table cu gauri. Viteza deosebita de perforare
(mii de gauri/minut)

Pala unei turbine cu perforari de suprafata.
Unghiul de perforare 30-60o; aliaj pe baza de Ni.
Arbore de transmisie din otel cementat f 45mm. Rationalizarea fabricatiei.
Pinioane. Economie de metal mobil.
Sudura in fascicul de electroni.

Rezervor de combustibil a unei rachete,
deci aliaj de Titan f 1720mm.

Paleta de turbine cu
perforatii de racire aliaj
pe baza de Nichel. Productivitate ridicata.

Inel perforat al unei camere de combustie;
f gaura 0,8mm aliaj
Cr-Ni, 48 gauri/sec.

Catod Wolfram sudat prin Fascicul de electroni.
Sudura de Wolfram pe Molibden; f 15mm.
Implantare de ioni prin fascicul de electroni; 1)
folie; 2) cristal;
3) fascicul de electroni; 4) plasma de dopare; 5) crater dopat.
Folia 1 este plasata in imediata apropiere a cristalului 2; fasciculul de electroni 3, este focalizat pe folia de dopare, formand prin topire o plasma in punctul de impact. Aceasta plasma de dopare introduce ioni de un anumit tip in craterul 5, realizand zone diferite.
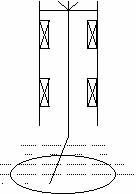
Tehnica gravarii cu fascicul de electroni permite realizarea unor circuite electronice hibride.
Prin gravare se indeparteaza dupa un traseu comandat, materialul rezistiv, spre ex. tantal depus pe un strat de sticla.
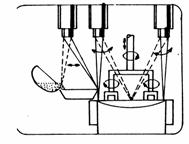
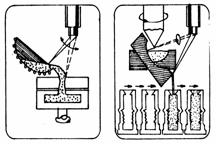
Datorita energiei mari pe care fasciculul de electroni o concentreaza asupra unei anumite zone, apare posibilitatea dezvoltarii unor tehnologii de topire a metalului.
In cele doua figuri (a,b) se observa 3 posibilitati de topire a metalului, in conditiile unor compozitii special controlate, in conditii de mare puritate si productivitate.
Adancimea sudurii intr-un otel este in functie de puterea tunului de electroni. Se remarca vitezele mari obtinute in cazul unor grosimi mici, adancimea sudurii depinzand de puterea tunului de electroni.
Spre exemplificare, pentru o viteza de 4mm/s, pot fi obtinute in functie de variatia de putere data, adancimi de ordinul a 10-100t mm. Pentru cazuri speciale se pot obtine si adancimi mai mari.
Se remarca numarul ridicat de gauri ce se pot obtine utilizand fasciculul de electroni.
Pentru o aceeasi adancime de 0,5mm, numarul de gauri ce se pot realiza este cu atat mai ridicat cu cat diametrul gaurilor este mai mic.
Liniile pline reprezinta realizari industriale, in timp ce cele cu linie punctata reprezinta realizari experimentale, in curs de a deveni aplicatii industriale.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3416
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved