| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
ASAMBLARI PRIN STRANGERE PROPRIE
1. Definire, caracterizare, clasificare, domenii de folosire
Asamblarile prin strangere proprie sunt asamblari de tip arbore - butuc, care se realizeaza prin strangerea reciproca a pieselor asamblate in urma deformatiilor elastice ale acestora. Fortele care se opun desfacerii asamblarii sunt forte de frecare, care iau nastere pe suprafetele de contact ale pieselor asamblate.
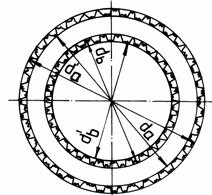
 Ajustajul
cu strangere proprie (fig. 1) este format dintr-o piesa cuprinsa
(arborele) si o piesa cuprinzatoare (butucul), executate dupa tolerante
prevazute in standarde. Realizarea strangerii apare in urma procesului tehnologic de
montare a mansonului cilindric (butuc), avand diametrul interior
initial db, pe
bucsa cilindrica (arbore), cu diametrul exterior initial da > db. Diametrul alezajului
butucului se mareste cu cantitatea Db iar diametrul arborelui se micsoreaza cu Da. Dupa
montare se ajunge la diametrul final comun d,
db < d < da. Strangerea rezultanta este
Ajustajul
cu strangere proprie (fig. 1) este format dintr-o piesa cuprinsa
(arborele) si o piesa cuprinzatoare (butucul), executate dupa tolerante
prevazute in standarde. Realizarea strangerii apare in urma procesului tehnologic de
montare a mansonului cilindric (butuc), avand diametrul interior
initial db, pe
bucsa cilindrica (arbore), cu diametrul exterior initial da > db. Diametrul alezajului
butucului se mareste cu cantitatea Db iar diametrul arborelui se micsoreaza cu Da. Dupa
montare se ajunge la diametrul final comun d,
db < d < da. Strangerea rezultanta este
S = da - db = Da Db
Avantajele asamblarilor prin strangere proprie sunt:
capacitate de a transmite sarcini mari;
comportare buna la sarcini dinamice;
centrare buna;
executie simpla.
Dintre dezavantajele acestor asamblari se pot enumera:
imposibilitatea utilizarii la montari si demontari repetate, datorita deteriorarii suprafetelor functionale;
necesitatea sortarii pieselor astfel incat sa se obtina strangeri cat mai apropiate.
Asamblarile prin strangere proprie se clasifica dupa o serie de criterii, prezentate in continuare.
Dupa tehnologia de executie se deosebesc asamblari presate (realizate prin introducerea axiala fortata a unei piese in alta) si asamblari fretate (montate fara a necesita forte axiale), realizate prin incalzirea piesei cuprinzatoare si/sau racirea (cu aer lichid sau bioxid de carbon solid) piesei cuprinse.
Marimea strangerii (dependenta si de tehnologia folosita) determina caracterul demontabil sau nedemontabil al asamblarii prin strangere proprie.
2. Asamblari presate
 In general,
asamblarile presate se obtin fara o incalzire
prealabila a piesei cuprinzatoare si/sau racire a piesei
impuse. Presarea se executa cu ajutorul unor prese hidraulice,
pentru piese mari sau cu prese manuale, in cazul unor
piese mici. Pentru micsorarea fortei axiale necesare presarii se
pot unge suprafetele de contact sau se poate aplica o usoara
incalzire a peisei cuprinzatoare si/sau o racire a piesei
cuprinse. Piesele care urmeaza a fi asamblate sunt prevazute cu
rotunjiri, tesituri sau portiuni cilindrice, care formeaza ajustaje
libere, necesare centrarii sau ghidarii acestora in timpul
presarii (fig. 2).
In general,
asamblarile presate se obtin fara o incalzire
prealabila a piesei cuprinzatoare si/sau racire a piesei
impuse. Presarea se executa cu ajutorul unor prese hidraulice,
pentru piese mari sau cu prese manuale, in cazul unor
piese mici. Pentru micsorarea fortei axiale necesare presarii se
pot unge suprafetele de contact sau se poate aplica o usoara
incalzire a peisei cuprinzatoare si/sau o racire a piesei
cuprinse. Piesele care urmeaza a fi asamblate sunt prevazute cu
rotunjiri, tesituri sau portiuni cilindrice, care formeaza ajustaje
libere, necesare centrarii sau ghidarii acestora in timpul
presarii (fig. 2).
Asambarile presate transmit sarcina exterioara (moment de torsiune sau forta axiala) prin frecarea dintre piesa cuprinzatoare (butuc) si piesa cuprinsa (arbore).
Schemele de calcul ale asamblarilor presate sunt prezentate in fig. 3, pentru diverse incarcari: a - forta axiala, b - moment de torsiune, c - forta axiala si moment de torsiune.
Calculul se desfasoara in scopurile asigurarii transmiterii sarcinii prin frecare si mentinerii materialului pieselor asamblarii in domeniul elastic, intr-o serie de etape
1. Calculul presiunii necesare
Presiunea necesara p, care ia nastere in urma deformatiilor elastice ale pieselor la montaj, se determina din conditia ca sarcina exterioara sa se transmita integral prin frecare, rezultand astfel urmatoarele relatii, pentru schemele de calcul prezentate in fig. 3:
 pentru asamblare solicitata de
o forta axiala Fa
(v. fig. 3,a)
pentru asamblare solicitata de
o forta axiala Fa
(v. fig. 3,a)
![]() si deci
si deci ![]()
pentru asamblarea solicitata de un moment de torsiune Mt (v. fig. 3,b)
![]() si deci
si deci ![]()
pentru asamblarea solicitata de o forta axiala Fa si de un moment de torsiune Mt (v. fig. 3,c)
 si deci
si deci 
Notatiile folosite sunt: d - diametrul nominal al ajustajului, l - lungimea de contact dintre piese; m - coeficientul de frecare de alunecare dintre piese. Coeficientii de frecare sunt dependenti de materialele cuplului de piese ale asamblarii si de starea de ungere a suprafetelor (cu ungere la montare sau fara ungere la montare).
2. Calculul strangerii teoretice necesare
Strangerea teoretica necesara se calculeaza cu relatia lui Lam, stabilita pentru suprafete cilindrice netede,
Coeficientii adimensionali Ka si Kb se determina cu relatiile
 si
si 
Notatiile folosite sunt (v. fig. 2.59): d - diametrul nominal al ajustajului, d1 - diametrul gaurii din piesa cuprinsa; d2 - diametrul exterior al piesei cuprinzatoare; na,b - coeficienul de contractie transversala al materialului arborelui, respectiv butucului; Ea,b - modulul de elasticitate longitudinala al materialului arborelui, respectiv butucului
3. Calculul strangerii corectate necesare
Corectarea strangerii teoretice se efectueaza pentru a tine seama de conditiile reale de executie, montaj si de exploatare. Strangerea corectata necesara se determina cu relatia
Sc = S + Sn + St + Sd,
in care:
Sn - tine seama de faptul ca neregularitatile suprafetelor pieselor asamblate se distrug in timpul presarii.
|
Fig. 4 Corectia neregularitatilor suprafetelor |
Astfel, diametrele da si db, obtinute prin deformarea neregularitatilor, sunt diferite de diametrele d'a si d'b ale arborelui si, respectiv, butucului - masurate inainte de montare, peste varfurile neregularitatilor (fig. 4).
Corectia Sn se determina cu relatia
Sn 1,2 (Ra max + Rb max) [mm] ,
in care Ra max si Rb max reprezinta inaltimile maxime ale neregularitatilor suprafetelor arborelui, respectiv butucului, dependente de felul prelucrarii suprafetei (Rmax = 6Ra, unde Ra este rugozitatea suprafetei).
St - tine seama de efectul dilatatiilor termice diferite ale pieselor asamblate, in timpul functionarii, daca temperatura de functionare este diferita de temperatura mediului ambiant, la care s-a facut masurarea diametrelor determinandu-se cu relatia
![]()
in care: aa,b sunt coeficientii de dilatare termica ai materialului arborelui, respectiv butucului, ta,b - temperatura de functionare a arborelui, respectiv butucului, t0 - temperatura la care s-a facut masurarea diametrelor da si db. Daca temperatura in timpul functionarii asamblarii este aceeasi sau apropiata cu temperatura la care s-a facut masurarea, St nu intra in calcul.
Sd - tine seama de deformatiile elastice ale pieselor, sub actiunea sarcinilor exterioare din timpul functionarii si este egala cu acestea.
4. Stabilirea ajustajelor, corespunzator strangerii dorite, prin alegerea tolerantelor standardizate la diametrele da si db
Realizarea strangerii dorite Sc se obtine prin alegerea tolerantelor de prelucrare a suprafetelor pe care se realizeaza asamblarea
|
Tabelul 2.1 Ajustaje recomandate pentru asamblarile presate
H6 / t5 H7 / t6 H6 / u5 H7 / u6 H8 / u8 |
8
Pentru asamblari presate sunt recomandate tipurile de ajustaje in sistem alezaj unitar, prezentate in tabelul 1. Sagetile din tabelul 1 indica cresterea strangerii.
Datorita tolerantelor, diametrul arborelui va fi cuprins intre valorile da min si da max, iar diametrul butucului va fi cuprins intre valorile db min si db max (fig. 5).
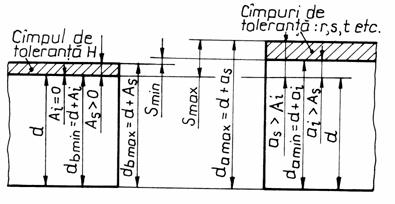
Fig.5. Ajustaje presate in sistem alezaj unitar
Strangerile maxima, minima si medie se determina cu relatiile:
Smax = (da max - db min) 103 [mm]; Smin = (da min - db max) 103 [mm],
![]()
Pentru ca, dintr-un lot de piese (arbori si butuci) executate in campurile de toleranta prescrise, toate ajustajele formate sa aiba strangeri mai mari decat strangerea corectata necesara calculata ar trebui sa se respecte conditia Smin Sc. In realitate, admitand o strangere minima mai mica decat strangerea corectata necesara Smin < Sc (deoarece procentul ajustajelor cu strangere minima este extrem de mic), se impune conditia Smed > Sc (deoarece intre ajustajele formate in cadrul unui lot de piese predomina ajustajele cu strangeri medii). Daca conditia Smed > Sc nu este indeplinita se alege un ajustaj cu strangere mai mare, iar daca Smed >> Sc se alege un alt ajustaj cu strangere mai mica
5. Verificarea asamblarii la deformatii plastice
Impunand strangeri necesare prea mari si alegand ajustaje corespunzatoare, piesele asamblate se pot deforma plastic. Verificarea la deformatii plastice are rolul de a asigura mentinerea deformatiei pieselor asamblate in domeniul elastic si consta in impunerea conditiei ca tensiunile care apar in piesele asamblate sa nu depaseasca tensiunile limita de curgere. Relatiile de verificare se gasesc in literatura de specialitate
6. Verificarea deformatiilor pieselor asamblarii
Deformatiile elastice ale pieselor asamblate - deplasarile la interiorul piesei cuprinse si la exteriorul piesei cuprinzatoare - trebuiesc stabilite deoarece acestea pot duce la modificarea conditiilor de functionare a ansamblului din care face parte asamblarea presata. Pentru exemplificare, presarea inelelor interioare ale rulmentilor pe fusurile arborilor duce la modificarea jocului radial din rulment si in cazuri limita la blocarea rulmentului.
Verificarea deformatiilor pieselor asamblarii consta in calculul acestora la nivelul diametrului exterior al piesei cuprinzatoare si la nivelul diametrului interior al piesei cuprinse, deformatii care trebuie sa fie inferioare jocurilor functionale. Relatiile pentru calculul acestor deformatii se gasesc in literatura de specialitate.
Calculul fortelor axiale, necesare la presare si la depresare
Forta necesara la presare se determina cu relatia
Fp m p l p ,
iar forta necesara la depresare cu relatia
Fd m p l p .
In relatiile de mai sus m si m sunt coeficientii de frecare la presare, respectiv depresare, dependenti de cuplul de materiale al asamblarii si de starea de ungere a suprafetelor.
3. Asamblari fretate
Asamblarile fretate realizeaza strangeri sensibil mai mari decat asamblarile presate. Ajustajul asamblarii fretate se alege din aceleasi considerente si dupa parcurgerea acelorasi etape, ca la asamblari presate.
Un calcul suplimentar este acela de stabilire a temperaturii de incalzire a butucului, respectiv de racire a arborelui, astfel incat la montaj sa existe un joc j intre arbore si butuc.
Daca se considera doar incalzirea butucului, conditia de montaj fara necesitatea unei forte axiale este
Smax + j = ab (t - t0) d 103 ,
temperatura necesara de incalzire a butucului rezultand
![]() .
.
Notatiile utilizate sunt: Smax - strangerea maxima a ajustajului; ab - coeficientul de dilatatie termica a materialului butucului; t0 - temperatura mediului ambiant, la care se masoara dimensiunile ajustajului.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5117
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved