| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
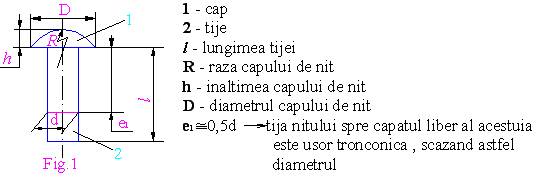
Asamblari (imbinari) prin nituri
- sunt din categoria asamblarilor nedemontabile , iar organul de asamblare poarta denumirea de nit.
Avantaje ale asamblarii prin nituri :
amortizeaza socurile si vibratiile ca urmare a lucrului mecanic de deformatie acumulat de nit pentru formarea celui de-al doilea cap ;
se pot imbina materiale diferite (metalice intre ele,metalice cu nemetalice,nemetalice intre ele ) ;
constructiile metalice nituite se pot trata termic.
Dezavantaje ale asamblarii prin nituri :
sunt cu 30% mai grele decat constructiile (imbinarile) sudate ;
tehnologie mai complicata ;
nu se pot imbina tablele cap la cap.
Dupa forma capului,niturile pot fi :
cu cap semirotund (fig.1) ;
cu cap tronconic semiingropat (fig.2);
cu cap semirotund semiingropat (fig.3);
cu cap tronconic ingropat (fig.4);
cu cap plat (fig.5);
nit orb (fig.6);
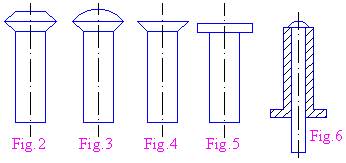
Dupa forma tijei ,niturile pot fi :
cu tija plina fig.1![]() 5);
5);
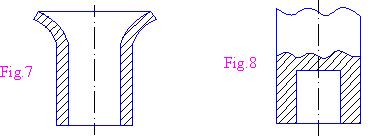
cu tija tubulara ( fig.7);
cu tija partial tubulara ( fig.8
Dupa importanta imbinarii
de rezistenta;
de etansare;
de rezistenta - etansare;
fara importanta.
Dupa modul de dispunere al tablelor (platbandelor), asamblarile prin nituri pot fi:
prin suprapunere cu un singur rand de nituri (fig.9)
prin suprapunere cu doua randuri de nituri (fig.10)
prin suprapunere cu doua randuri de nituri asezate in sah (fig.11)
cap la cap cu o eclisa (fig.12,a)
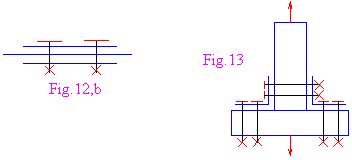
cap la cap cu doua eclise - superioara si inferioara (fig.12,b)
imbinare de colt, cu niturile 1,solicitate la forfecare,si cu niturile 2,solicitate la intindere (fig.13)

Materiale si tehnologie
Niturile sunt din otel si din materiale neferoase ( - cupru,aluminiu si aliajele lor)
![]() Pentru niturile metalice feroase cu diametru
pana la 8 mm ,nituirea se realizeaza
la rece,iar cele cu diametre de la 10 mm
inclusiv,nituirea se realizeaza la cald, incalzindu-se pana la 1000 - 11000
C,si se bat (-dupa scoaterea din cuptor) pana la aproximativ 6000C.
Pentru niturile metalice feroase cu diametru
pana la 8 mm ,nituirea se realizeaza
la rece,iar cele cu diametre de la 10 mm
inclusiv,nituirea se realizeaza la cald, incalzindu-se pana la 1000 - 11000
C,si se bat (-dupa scoaterea din cuptor) pana la aproximativ 6000C.
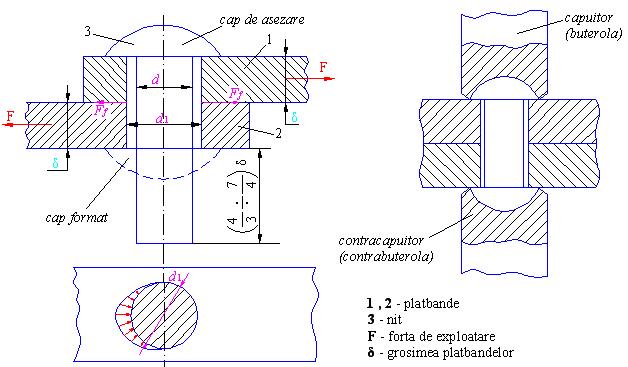
La inceput ,forta de exploatare F este preluata de forta de frecare dintre platbande Ff , nitul fiind solicitat la intindere.Dupa un anumit timp de solicitare,materialul nitului se relaxeaza,se va produce o mica deplasare intre platbande (rezultand portanta constructiei nituite),sarcina de ex - ploatare este preluata de nituri supuse la forfecare,iar cand nitul ajunge in contact cu peretii gaurii acesta va fi supus si la presiune de contact (strivire).
Diametrul d serveste pentru comanda nitului , iar in urma ''baterii'' ,alezajele se umplu si in calcule se va lua diametrul d1.
Ipoteze simplificatoare pt.calculul asamblarii prin nituri
10. Se considera ca forta de
exploatare se repartizeaza uniform pe numar de nituri, respectiv , ![]() - forta pe un nit.
- forta pe un nit.
20. Tensiunile tangentiale la forfecare sunt egale pe sectiunile de forfecare ale nitului.
![]() unde :
unde : ![]() - tensiune tangentiala
admisibila la forfecare
- tensiune tangentiala
admisibila la forfecare
i - pt. mai multe sectiuni de forfecare
Desi in realitate tensiunile
(eforturile) de strivire sunt neuniforme si actioneaza pe jumatate din aria
laterala a nitului,se considera tensiuni uniforme ce actioneaza pe o arie
canventionala (= ![]() ).
).

Tinand cont ca cele doua solicitari actioneaza simultan , egaland relatiile
(1)
= (2) , si ca ![]() ,iar i = 1 , rezulta
,iar i = 1 , rezulta ![]() , unde
, unde ![]() - grosimea platbandei ce rezulta din calculele de rezistenta
efectuate anterior.
- grosimea platbandei ce rezulta din calculele de rezistenta
efectuate anterior.
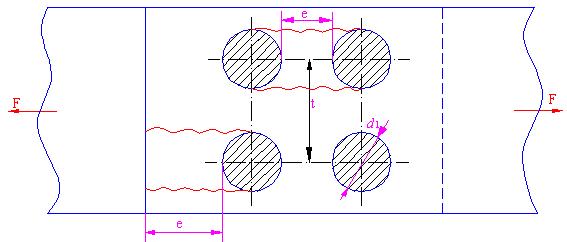
La o asamblare nituita ,pe langa diametrul nitului ,mai trebuiesc determinate urmatoarele :
d1 - diametrul de calcul
t - pasul nituirii
e - distanta de la nit la marginea platbandei
e1 - distanta intre randurile de nituri
![]() ;
; ![]() ;
; ![]() ;
;
Se defineste coeficientul de utilizare ca fiind urmatorul raport :
 , deci
, deci ![]()
![]()
![]() ;
; ![]()
Desi la ultima varianta coeficientul de utilizare este mai mare,exista pericolul de imflare a tablelor intre nituri (fig. de mai jos).
![]()
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3253
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved