| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
M.U. se defineste ca fiind o masina de lucru avand ca scop formarea pieselor, pe procese bazate pe indepartarea adaosului de prelucrare sub forma de aschii sau particule in anumite conditii economice, precizie dimensionala si de forma si calitate a suprafetei.
Masina - in sensul larg al cuvantului, este constructia care transforma forma energiei din mecanica in alta forma sau, in sens invers, din alta forma in energie mecanica.
Masinile se clasifica in : - masini de forta (energetice)
- masini de lucru
Masina de forta furnizeaza energie sub diferite forme, inclusiv mecanica.
Masina de lucru primeste energie sub diferite forme, o transforma si executa anumite obiecte sau produse.
Grupurile de masini se numesc agregate.
Masina de lucru este constructia ce efectueaza lucrari de executie partiala sau produse, prin miscari cu diferiti parametri si transformari de energie.
Domeniul masinilor de lucru: industria: extractiva, metalurgica, chimica, prelucratoare, usoara, alimentara, etc.
Masina unealta este o masina de lucru avand rolul de a modifica forma si dimensiunile unor corpuri, in general metalice, prin procesul de aschiere, cu o anumita capacitate de productie, precizie dimensionala si calitatea suprafetei. Masinile unelte se pot utiliza independent sau in grupuri de masini-unelte cu functionare corelata succesiv prin o parte a procesului de productie rezultand liniile tehnologice.
Enumerarea tuturor genurilor si tipurilor de M.U. este dificila datorita numarului mare ale acestora cat si creari de genuri si tipuri noi, in concordanta cu evolutia continua a stiintei si tehnicii.
In vederea usurarii studierii si analizei constructiei functionale a M.U. se utilizeaza urmatoarele criterii de clasificare :
dupa procesul de prelucrare
dupa gradul de specializare
dupa precizie
dupa marime
dupa greutate
Clasificarea dupa procedeul de prelucrare se apreciaza ca fiind cea mai completa deoarece se bazeaza dupa criteriul tehnologic.
Dupa aceste criterii este facuta clasificarea M.U. in tarile industriale Germania, Rusia, Franta Anglia.
Dupa procedeul de prelucrare M.U. se impart in mai multe grupe denumirea grupei provenind in majoritatea cazurilor din denumirea procedeului. Fiecare grupa contine la randul sau mai multe subgrupe, in plus unt prezentate si codul numeric.
|
Nr. Crt |
Grupa |
Subgrupa |
COD |
|
1. STRUNJIRE |
Strunguri |
Normale Frontale Carusel Automate Specializate | |
|
2. Gaurire Alezare |
Masini de gaurit Masini de alezat Masini orizontale de alezat si frezat |
Verticale si universale Masini de gaurit radiale Masini de gaurit in coordonate Alte masini de gaurit Masini de alezat Masini de alezat si frezat | |
|
3. Frezar e |
Masini de frezat Masini de debitat Masini de retezat |
Masina de frezat universala si orizontala Masini de frezat verticale Masini de frezat longitudinale Masini de frezat specializate Masini de debitat Masini de retezat | |
|
4. Rectificare |
Masini de rectificat Masini de ascutit Masini de suprafinisare Polizoare |
Masini de rectificat rotund Masini de rectificat plan Masini de rectificat specializate Masini de ascutit Masini de suprafinisat Masini de suprafinisat specializate Polizoare | |
|
5. Danturare filetare |
Masini de danturat Masini de filetat |
Masini de frezat danturi Masini de mortezat, rabotat si brosat danturi Masini de rectificat si superfinisat danturi Alte masini de prelucrat danturi Masini de filetat externe Masini de filetat universale Alte masini de filetat Masini de rectificat filete |
|
|
6. Rabotare Mortezare Brosare |
Masini de rabota Masini de mortezat Masini de brosat Masini specializate Masini de echilibrat |
Masini de rabotat Masini de rabotat si frezat Masini de mortezat Masini de brosat Masini specializate Masini de echilibrat | |
|
Masini de prelucrat metale prin alte procedee de desprindere a metalului | |||
|
Masini unelte agregate Linii de transfer C.P. Sisteme de masini |
Agregate (directii de prelucrare) Agregate (elemente de indexare) Agregate (numar de pozitionari) Linii de transfer C.P. Sisteme de masini |
Clasificarea de mai sus poate fi completata pentru fiecare masina prin precizarea unor caracteristici importante ca si natura miscarilor existate nr de sanii si directiile lor de deplasare nr de carucioare si modul lor de antrenare, dimensiunile externe ale pieselor ce pot fi executate pe masina, domenii de reglare a vitezelor miscarilor etc.
Dupa gradul de specializare :
- M.U. universale
M.U. specializate
M.U. speciale
M.U. universale : se caracterizeaza prin posibilitatile tehnologice largi, putand asigura prelucrarea pieselor cu o mare cu o mare varietate de tipodimensiuni si din materiale diferite. Acest lucru impune la M.U. a unor domenii largi de reglare a turatiilor si a avansurilor. Aici se incadreaza strungurile normale, M.F. universale, Masini de alezat si frezat, Masini de rectificat universale.
M.U. specializate : prelucreazaa piese de aceeasi tip dar dimensiuni diferite, de exemplu M. frezat arbori cotiti, M. rectificat arbori cotiti.
M.U. speciale : executa o anumita operatie pentru o anumita piesa sau pentru o gama extrem de redusa de dimensiuni.
Exemplu :
Dupa precizie : - M.U. de precizie normala
- M.U. de precizie ridicata
- M.U. foarte precise
Dupa marimea M.U. : - foarte mari
- mari
- mijlocii
- mici
- foarte mici
Simbolizarea Masinilor Unelte.
- se face plecand de la clasificarea facuta dupa primul criteriu cu un grup de cifre sau un grup de litere si cifre din care rezulta denumirea masinii si caracteristica tehnica cea mai importanta a acesteia. La noi in tara se utilizeaza urmatoarele grupuri de litere:
SN - strung normal
NC - strung carusel
G - masina de gaurit
AF - masina de alezat si frezat
S - seping
FD - masina de frezat danturi
RE - masina de rectificat rotund exterior
RI - masina de rectificat rotund interior
RP - masina de rectificat plan
FU - masina de frezat universala
FU - masina de frezat de scularie
FC - ferastrau circular
FA - ferastrau alternativ
Exemple de simbolizare:
SN 400 - S.N. cu diametru maxim de prelucrat de 400 de mm
S 425 - seping cu cursa maxima de 425 mm
SC 2500 - strung carusel cu diametru platou de 2500 mm
FU 350 - masina universala de frezat cu latimea mesei de 350 mm
Miscarile Masinilor Unelte.
Prelucrarea completa a unei piese pe MU impune realizarea unui numar minim de miscari, ce se succed intr-o anumita ordine si care se repeta ciclic la prelucrarea oricarei alte piese de acelasi tip.
Miscarile necesare sunt: - miscari de generare
- miscari auxiliare
Miscarile de generare sunt executate de MU si se executa in timpul procesului de prelucrare.
Miscarile auxiliare sunt executate in afara procesului de prelucra si sunt executate la MU neautomate de catre operatorul uman. Ele se mai numesc si miscari ajutatoare, sau in gol. Ele sunt: alimentate cu piese, alimentarea cu scule, transportul semifabricatelor, reglarea lanturilor cinematice, pozitionarea reciproca piesa-scula, comutari (comenzi) si protectia MU si a operatorului uman. Ele se pot repeta o singura data in ciclu sau de mai multe ori.
Miscarile de generare sau de executare dupa rolul lor in diferitele faze ale ciclului de lucru se denumesc astfel:
pentru formarea suprafetelor
de patrundere
de divizare sau periodice
ajutatoare
si sunt realizate de catre scule, piese sau ambele.
Miscarea executanta poate fi:
libera sau independenta - cand viteza sa este dictata de parametrii tehnologici sau de functionare. Poate fi liniara (L) sau rotativa (R). Ex: miscarea L la brosare.
elementara sau componenta , cand valorile vitezei sale sunt corelate cu vitezele altei miscari, dependenta dictata de conditiile tehnologice sau de functionare. Ex: MP+MAv la gaurire.
compusa - cand rezulta din compunerea a doua, trei sau patru miscari elementare. Traiectoriile relative ale miscarii compuse sunt curbe complexe in spatiu.
Miscarile executate sunt efectuate de catre anumite subansamble sau subsisteme denumite generic verigi executante. (port cutite, arbori principali, mese, sanii, suporti).
Ciclul de lucru reprezinta totalitatea miscarilor de generare necesare prelucrarii unei piese pe MU sau un sistem de MU.
Ciclul de functionare reprezinta ansamblul miscarilor de generare si miscarilor auxiliare necesare pentru prelucrarea unei piese pe o MU.
Scula aschietoare
cu un dinte (cutit)
Fγ
Fα
cu mai multi dinti (freze)
A = corpul cutitului - fatete, muchii care alcatuiesc geometria cutitului
B = coada cutitului - partea de prindere in port scula
Fγ = fata degajare (aschii)
Fα = fata de asezare - principala (Fα) - fata care atinge prima materialul
- secundara (Fα')
Fγ∩ Fα = Tp - tais principal
Fγ ∩Fα' = Ts - tais secundar
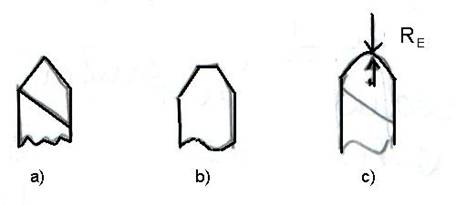
Tp∩Ts = Vc - varf cutit - ascutit a)
- tesit b)
- rotunjit c)
Unghiurile cutitului
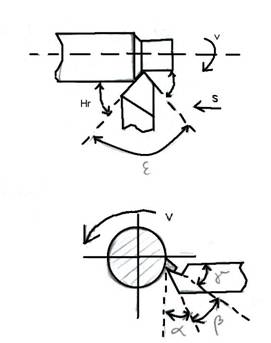
Alcatuiesc geometria cutitului.
- unghi de atac principal
- unghi de atac secundar
- unghiul la varful cutitului
γ - unghiul de degajare
α - unghiul de asezare
β - unghiul de ascutire a sculei aschietoare
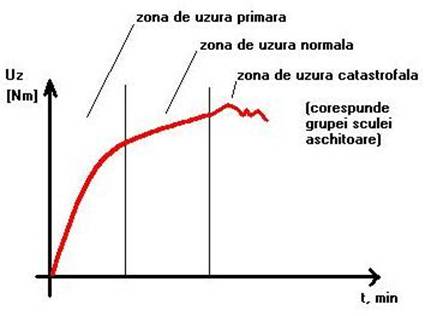
Uzura
Uzura este fenomenul de deteriorare a taisului sculei aschietoare in timpul procesului de prelucrare, deteriorarea care conduce la caderea preciziei de prelucrare si respectiv a calitatii suprafetei..
Uzura : - pe fata de aschiere - a
pe fata de degajare - b
pe ambele - c
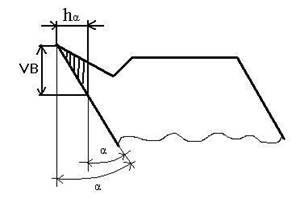
- vazuta pe fata de asezare (a)
Aparitia uzurii determina modificarea unghiiului alfa (α):
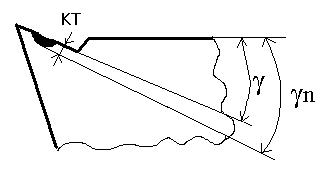
- vazuta pe fata de degajare (b)
Aparitia unor cratere care modifica valoarea unghiului de degajare γ masurand-ul:
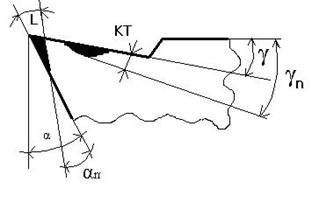
- (c)
Conduc la modificarea geometriei unghiului alfa si beta. Uzura in general este influentata de urmatorii factori :
de materialul de prelucrare
de materialul sculei aschietoare
de parametri reg. de aschiere
de fortele de aschiere
de geometrica sculei aschietoare
de conditiile in care se efectuiaza prelucrarea
Durabilitatea
Durabilitatea sculelor aschietoare T, reprezinta intervalul de timp in minute intre doua reascutiri succesive ale sculei.
De regula durabilitatea este in stransa legatura cu viteza sculei aschietoare.
Durabilitatea s.a. se determina cu formula lui Taylor :
C
T = ---------
Vn
c - ct. care depinde de cele doua materiale aflate in contact
v - viteza cu care se executa prelucrarea
Durabilitatea este influentata de o serie de factori:
De obicei se ia in considerare durabilitatea economica.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5669
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved