| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Fenomene dinamice la aschiere.
Procesul de prelucrare prin aschiere este un proces complex de deformare plastica si forfecare a unui strat de material de catre scula aschietoare. Procesul este insotit de fenomene de frecare, fenomene termice si chimice si fenomene de uzare, care se interconditioneaza reciproc (figura 1).
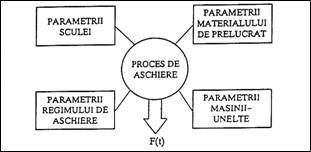
Figura 1 Fenomene ce insotesc procesul de aschiere
Caracterul dinamic al aschierii rezulta din cauza variatiei in timp, atat a fenomenelor caracteristice, cat si a parametrilor procesului de aschiere. Procesul de formare a aschiei, deformatiile plastice ale materialului de aschiat, fortele de aschiere, temperatura la aschiere, uzura sculei aschietoare, prin natura lor, sunt fenomene dinamice.
2. Surse de vibratii in procesul de aschiere.
Vibratiile la aschiere se manifesta prin microdeplasari ale diverselor elemente din structura sistemului tehnologic MUSDP, importanta deosebita prezinta vibratiile la nivelul sculei si piesei.
Vibratiile limiteaza capacitatea de aschiere a masinilor-unelte producand urmatoarele efecte nedorite:
- oboseala si uzura diverselor elemente ale sistemului MUSDP;
- abateri ale formei, dimensiunilor si pozitiei relative a suprafetei;
- inrautatirea rugozitatii suprafetei prelucrate;
- marirea vitezei de uzare a sculei aschietoare;
- zgomot peste nivelele admise.
Principalele cauze ale aparitiei vibratiilor in sistemul tehnologic sunt:
- neomogenitati in structura materialului de prelucrat;
- asimetria semifabricatului ce executa miscarea de rotatie;
- neuniformitatea adaosului de prelucrare;
- variatii ale miscarilor necesare generarii suprafetei;
- contact intermitent al sculei cu piesa (aschiere discontinua);
- vibratii de la surse exterioare transmise prin fundatie;
- vibratii generate de procesul de aschiere.
In functie de natura cauzelor care le produc, in cadrul sistemelor tehnologice in exploatare se manifesta diverse tipuri de vibratii.
Vibratii proprii (libere), produse in perioadele tranzitorii ale aschierii, cum este oprirea/pornirea masinii-unelte sau a diverselor subansamble, contactul initial scula-piesa. Fortele perturbatoare caracteristice acestor fenomene tranzitorii inceteaza imediat dupa declansarea aschierii. Aceste vibratii sunt in general relativ repede amortizate de catre sistemul tehnologic MUSDP. Ecuatia unei vibratii libere cu nu singur grad de libertate este de forma:
![]() (1)
(1)
Vibratii fortate (intretinute), produse de o forta perturbatoare interioara sau exterioara, care se mentine in timpul aschierii. Aceste vibratii sunt cauzate de vibratii transmise prin sol (de la surse externe), dezechilibre ale organelor de masini in miscare de rotatie, erori de executie si montaj (bataie radiala, bataie frontala), etc. Ecuatia unei vibratii fortate cu nu singur grad de libertate este de forma:
![]() (2)
(2)
Vibratiile fortate sunt periculoase cand frecventa lor este apropiata de frecventa proprie a sistemului tehnologic. Aceste vibratii pot fi prevenite (diminuate) in etapele de proiectare, realizare si montare a sistemelor tehnologice.
Vibratii cu caracteristici variabile, produse de o cauza exterioara sau interioara care actioneaza asupra unui parametru al sistemului ce devine variabil in timp. Aceste vibratii pot fi prevenite in etapa de incercare a sistemului tehnologic.
Vibratii autointretinute (autovibratii) sunt determinate de o cauza din interiorul sistemului, cum ar fi forta de aschiere si de frecare. Aceste vibratii limiteaza capacitatea de aschiere a sistemului tehnologic si se manifesta sub urmatoarele forme:
- vibratii fortate pe directia miscarii de aschiere ce produc modificari periodice ale fortei de aschiere, datorita dependentei neliniare a fortei de aschiere cu viteza de aschiere;
- vibratii fortate pe intreg spectrul de frecventa, ce se manifesta pe directia normala pe planul de lucru, ce duc la variatia pozitiei relative scula-piesa, la variatia grosimii aschiei si deci a fortei de aschiere.
Daca se face referire la procesul de formare a aschiei sursele de producere a vibratiilor sunt prezentate in figura 2.

Functie de legea de variatie a amplitudinii si frecventei se deosebesc urmatoarele tipuri de vibratii:
- vibratii armonice, ![]()
- vibratii nearmonice modulata in amplitudine, ![]()
- vibratii nearmonice modulata in frecventa, ![]()
- vibratii nearmonice oarecare, ![]()
Caracteristic pentru ele este faptul ca in cazul depasirii unei anumite valori pentru un parametru al regimului de aschiere, de obicei latimea sau adancimea de aschiere (ap = b x sinc), amplitudinea creste brusc iar masina-unealta va vibra cu o anumita frecventa. Aceste vibratii crescute se numesc trepidatii constituind o stare de instabilitate dinamica a procesului de aschiere si al masinii.
3. Modalitati de diminuare si eliminare a vibratiilor
In cazul in care in sistemul tehnologic se constata un nivel ridicat al vibratiilor, pentru depistarea cauzelor se pot utiliza urmatoarele metode:
- intreruperea procesului de aschiere prin decuplarea motoarelor de actionare si masurarea vibratiilor sistemului MUSDP. Daca se manifesta vibratii, cauza acestora este exterioara si se trece la urmatoarea etapa;
- executarea unei treceri de aschiere fara contact scula-piesa. Daca se manifesta vibratii cauza acestora este de natura organologica, iar daca nu, cauza este insusi procesul de aschiere.
Vibratiile fortate pot fi diminuate si eliminate prin diverse solutii ce pot fi deduse si aplicate ca rezultat a unor studii teoretice si a cercetarilor experimentale.
In etapa de proiectare constructiva a sistemului tehnologic se are in vedere ca motoarele de actionare sa fie echilibrate, plasate in partea inferioara a structurii elastice si paralel cu planul de aschiere, iar structura sistemului tehnologic sa fie rigida.
Amplasarea si fixarea corecta pe fundatie a sistemului tehnologic (masina-unealta), utilizarea izolatorilor de vibratii, indepartarea surselor de vibratii exterioare, sunt masuri obligatorii pentru a diminua si elimina influenta vibratiilor provocate de forte perturbatoare exterioare. Vibratiile fortate cauzate de mase neechilibrate se pot diminua prin echilibrarea dinamica a pieselor in miscare de rotatie, eliminarea jocurilor, a batailor radiale si frontale.
Vibratiile autointretinute (autovibratiile) sunt cauzate in principal de variatia fortelor de aschiere si pot fi extrem de daunatoare asupra durabilitatii sculei si calitatii suprafetei prelucrate.
Diminuarea sau chiar eliminarea autovibratiilor se poate realiza fie prin actiunea asupra parametrilor procesului de aschiere, fie asupra rigiditatii sistemului tehnologic.
Diminuarea vibratiilor radiale, actionand asupra parametrilor procesului de aschiere, se poate realiza prin aplicarea urmatoarelor masuri:
utilizarea de avansuri medii si mari, duce la cresterea grosimii aschiei, avand ca efect diminuarea amplitudinii vibratiilor si restrangerea domeniului de valori ale vitezei de aschiere in care apar vibratii;
- cresterea unghiului de degajare g diminueaza amplitudinea vibratiilor si restrange domeniului de valori ale vitezei de aschiere in care apar vibratii;
realizarea de fatete pe fata de degajare (cand se aschiaza cu unghiuri de degajare negative);
- micsorarea unghiului de asezare;
cresterea uzurii pe fata de asezare (VB) diminueaza intensitatea vibratiilor deoarece se micsoreaza unghiul real de asezare;
marirea unghiului de atac principal cr duce la cresterea grosimii aschiei, la diminuarea valorii componentei Fp (Fy) a fortei de aschiere si deci la diminuarea vibratiilor;
- micsorarea razei la varf re duce la scaderea componentei Fp (Fy) a fortei de aschiere si deci la diminuarea vibratiilor.
Aceste constatari sunt in general valabile si pentru vibratii tangentiale cu precizarea ca la cresterea unghiului de asezare aceste vibratii scad, iar prezenta uzurii pe fata de asezare (VB) mareste intensitatea acestora.
Cateva solutii de diminuare a vibratiilor prin imbunatatirea rigiditatii sistemului tehnologic sunt:
- eliminarea jocurilor prea mari;
- marirea rigiditatii pieselor si/sau sculelor prin utilizarea de reazeme suplimentare;
- asezarea pieselor si/sau sculelor cat mai aproape de zona de rigiditate maxima a sistemului MUSDP;
utilizarea de scule si dispozitive cu rigiditati sporite;
- eliminarea jocurilor dintre sanii si ghidaje pe directiile de manifestare a vibratiilor;
- utilizarea de amortizoare de vibratii.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2253
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved