| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Proiectarea elementelor de orientare
Pe suprafete cilindrice interioare se utilizeazǎ ca reazeme simple bolturile cilindrice. Acestea pot fi fixe sau mobile.
Bolturile de dimensiuni mari se mai numesc si dornuri.
In cazul in care diametru boltului <
Suprafata de orientare a bolturilor este prevazutǎ cu o tesire la 30ºpentru a usura introducerea piesei. Aceastǎ suprafatǎ se rectificǎ si trebuie sa fie concentricǎ cu coada boltului.
Degajǎrile au rolul de a permite rectificarea suprafetelor respective.
Varianta optimǎ ,cea care duce la un dispozitiv simplu si usor de deservit este acea formata din:
-dorn cilindric scurt asigurat cu suruburi
-reazem pentru suprafata planǎ
1.1. Proiectarea dornului cilindric
Materialul din care este realizat
dornul este OLC 15 cementat 0,8-
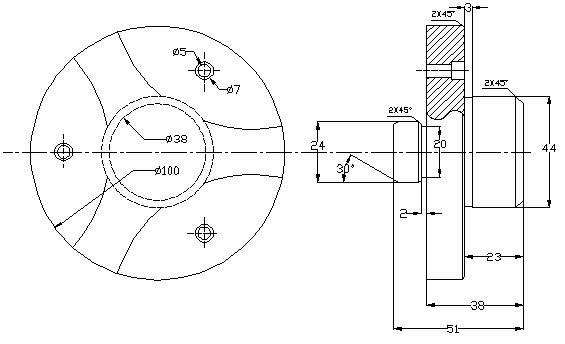
Fig. 1. Dorn cilindric scurt
2. Proiectarea elementelor de ghidare a sculelor
Elementele de ghidare a sculelor sunt utilizate la dispozitivele de gaurit, de alezat cu alezoare sau bare de alezat si, mai rar, la alte tipuri de dispozitive, iar cele de reglare a sculelor se intalnesc cu precadere la dipozitivele de frezat. Ca elemente de ghidare a burghielor, largitoarelor, alezoarelor simple, lamatoarelor se folosesc bucse nerotitoare de diverse forme, iar pentru ghidarea barelor de alezat pot fi utilizate bucse fixe sau rotitoare. Pentru reglajul frezelor se folosesc gabarite si spioni.
Vom alege o bucsa schimbabila si o placa port-bucsa fixa.
2.1 Proiectarea bucsei
Bucsa detasabila pentru dispozitive de gaurit se proiecteaza conform STAS 1228/2-75 . Materialele din care este poate fi realizata bucsa sunt OSC 10 si 18MC10, cu duritate 62-65 HRC dupa tratament termic.
Alegerea surubului de fixare pentru bucse schimbabile se face conform STAS 1228/3-75. Materialul din care este realizat surubul este OLC 45 cu duritate 30-35 HRC dupa tratament termic.
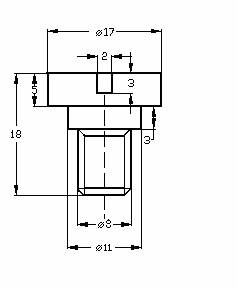
Fig. 2. Surub de fixare a bucsei
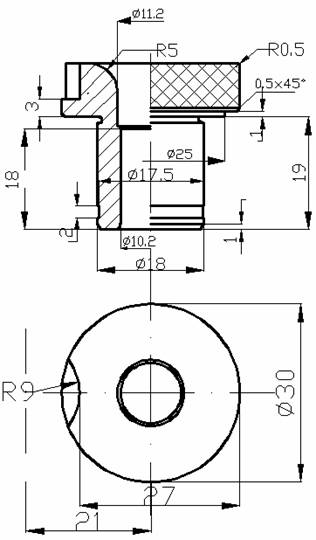
Fig. 3. Bucsa schimbabila
2.2 Proiectarea placii port-bucse
Placa port-bucsa este element caracteristic al dispozitivelor de gaurit in care se introduc bucsele de ghidare. S-a ales un sistem cu placa fixǎ . Aceasta este fixatǎ prin doua stifturi si doua surburi de placa dispozitivului. Distanta de la bucsa pana la suprafata piesei este cel mult de 2 ori marimea alezajului de realizat
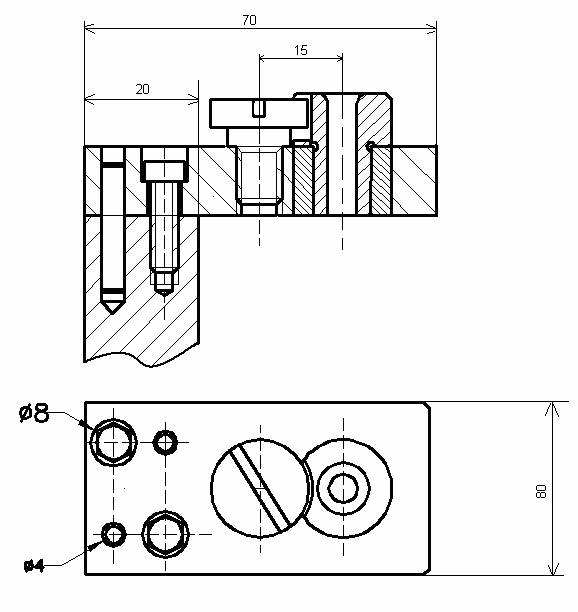
Figura 4. Placa port-bucsa
3. Proiectarea mecanismelor de strangere
Sistemele de fixare trebuie sa realizeze fortele necesare mentinerii in timpul consumat cu introducerea si scoaterea piesei din dispozitiv, cat si complexitatea dispozitivului.
La alegerea subansamblurilor de strangere pentru un caz dat trebuie sa se aiba in vedere caracteristicile functionale ale acestora :
Cursele si fotele pe care le pot realiza ;
Posibilitatea conservarii fortei de strangere ;
Timpul necesar actionarii ;
Complexitatea sistemelor ;
Directia si punctul de aplicare a fortelor de fixare fata de punctul de actionare si de pozitia reazemelor si de tipul acestora.
In cazul de fata vom folosi ca element de strangere, piulita hexagonala cu guler cu contact inelar conform STAS 4412-70. Aceasta este realizata din material OL 50 sau OLC 45 cu duritatea 30-40 HRC.
Saiba aleasa conform STAS 8782-71, va fi una detasabila plata, realizata din material OLC 45 cu duritatea 38-43 HRC dupa tratamentul termic.
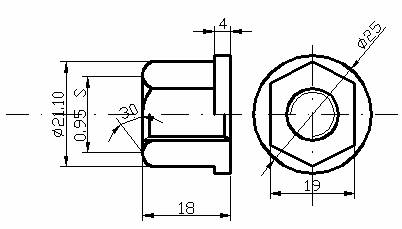
Fig.5. Piulita hexagonala cu guler
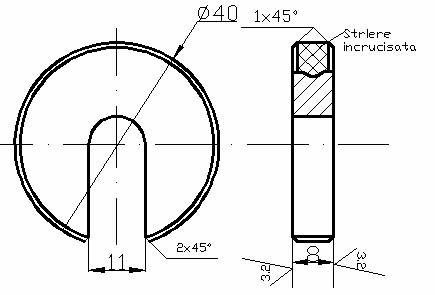
Fig. 6. Saiba detasabila plata
Forta necesara calculata pentru a asigura strangerea este: S=1742.2daN.
Calculul fortei realizata de mecanismul de strangere.
Forta realizata de mecanismul cu piulita sau surub cu contact inelar:
![]()

S=1839.20 > 1742.20 daN
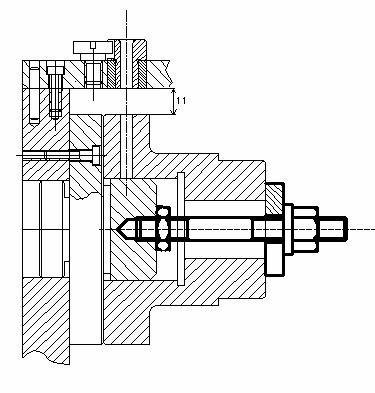
Fig. 7. Mecanismul de strangere
Proiectarea corpului dispozitivului
Pentru a stabili configuratia corpului dispozitivului, a dimensiunilor si formei lui, este necesar a stii care este componenta si modul de asezare a celorlalte elemente, precum si conditiile de rigiditate pe care trebuie el sa le indeplineasca in timpul exploatarii, dar si modul de lucru al dispozitivului si specificul acestuia.
S-a ales un dispozitiv din module asamblate cu suruburi si stifturi; datorita formei simple, acesta se poate realiza din elemente sudate.
Tinandu-se cont de solicitarile la care este supus corpul, se prevad nervuri de rezistenta si cusaturi care sa evite pe cat posibil deformatiile. Deformatiile de incovoiere se evita prin nervuri longitudinale, iar cele de torsiune prin nervuri in diagonala. Printr-o nervurare judicioasa se poate obtine o rigiditate mai mare decit prin alegerea de grosimi mari ale placilor sudate.
Numarul cusaturilor de sudura este bine sa fie cat mai mic. Cusaturile groase au o deformatie mai mare decit cusaturile mici. Piesele care se sudeaza trebuie sa fie astfel proiectate incat sa nu prezinte colturi sau proeminente si sa permita asezarea lor in pozitia dorita. Majoritatea dispozitivelor se fabrica prin combinarea procedeelor de sudare cu asamblari demontabile cu stifturi si suruburi etc. Pentru corpurile sudate se aleg materiale care au o sudabilitate buna si in acelasi timp le asigura o stabilitate dimensionala corespunzatoare. In acest scop se recomanda otelurile OL 37, OL 42, OL 50, OLC 25 si OLC 35.
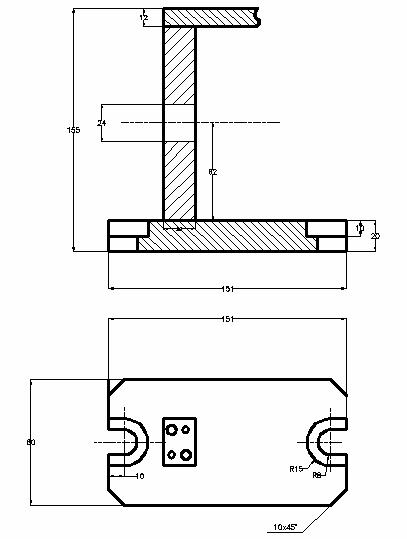
Fig. 8. Corpul dispozitivului
Stabilirea elementelor de asamblare
Elementele de asamblate servesc la pozitionarea si fixarea reciproca a celorlalte elemente ale dispozitivului.
Fixarea pieselor componente este, de asemenea, importanta pentru piesele prin care se inchid fortele care lucreaza asupra dispozitivului.
Pozitionarea pieselor componente ale dispozitivelor se realizeaza prin stifturi cilindrice, bolturi, pene, ghidaje prevazute in piesa etc, iar fixarea acestora se realizeaza prin presare, cu suruburi, cu nituri etc.
Elementele sunt in general standardizate si normalizate, incat proiectantului de dispozitive ii revine sarcina de a alege din norme pe cele care se preteaza mai bine scopului urmarit.Dimensiunile elementelor de asamblare se aleg, in general constructiv, uneori fiind insa necesara o verificare la solicitarile la care sunt supuse. Asamblarea elementelor componente ale dispozitivului pe placa de baza sau intre ele se face cu suruburi de diferite marimi, iar orientarea se realizeaza cu stifturi.
Suruburile ca elemente de asamblare demontabila in constructia dispozitivelor sunt cele executate conform STAS 5144-80 cu cap cilindric inecat si locas hexagonal. Gaurile si locasurile acestor suruburi se dimensioneaza si tolereaza conform STAS 5783-72.
Stifturile cilindrice se folosesc pentru pozitionarea elementelor de dispozitive in planul perpendicular pe axa stifturilor.
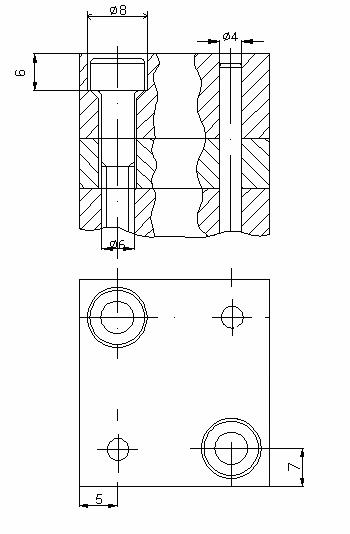
Fig.9. Suruburi cu cap cilindric inecat si locas hexagonal si stifturi
6. Proiectarea elementelor de legatura cu masina unealta si a celorlalte elemente
Instalarea dispozitivului pe masina unealta se va face direct. Dispozitivele de gaurit, in general, trebuie sa aiba o pozitie precisa pe masa masinii, drept urmare placa de baza a fost prevazuta cu praguri in care s-au executat urechi pentru suruburile de strangere.
Dimensiunile elementelor de strangere, centrare si orientare se aleg functie de dimensiunile canalelor T ale mesei masinii, specifice tipului masinii alese pentru prelucrare.
Strangerea dispozitivului pe masa masinii se face cu ajutorul suruburilor pentru canale T , STAS 1386-70 si a piulitelor inalte, STAS 2097-51.
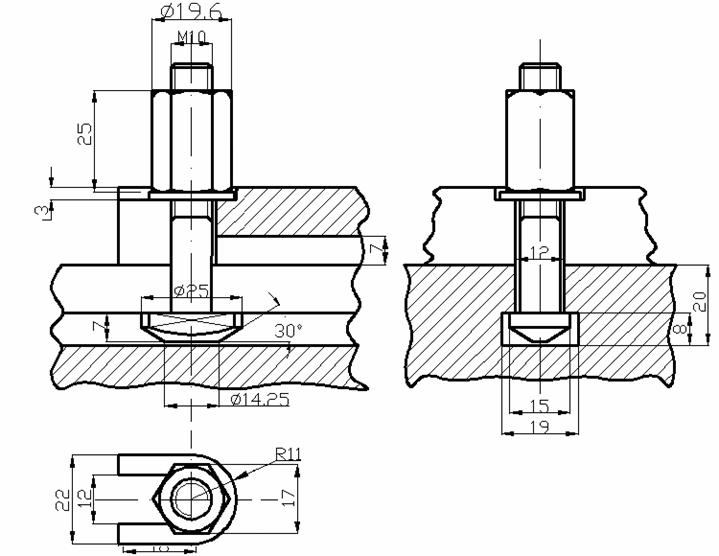
Fig. 9. Urechi de fixare. Piulite inalte pt suruburi de canale T
7. Stabilirea cotelor functionale ale dispozitivului si a abaterilor acestora.
Cotele functionale ale ansamblului unui dispozitiv sunt acele cote care determinǎ precizia necesarǎ a fi obtinutǎ pe piesa de prelucrat in dispozitivul respectiv si cele care asigurǎ functionarea corectǎ a subansamblurilor din care este compus dispozitivul.
Cotele dispozitivului care determinǎ pe cele de realizat pe piesa prelucratǎ sunt cotele de inchidere a unor lanturi de dimensiuni ale ansamblului dispozitivului. Astfel, cota 22 care trebuie realizatǎ pe piesǎ (fig.11)se regǎseste in dispozitiv ca distantǎ dintre axa bucsei de ghidare a burghiului si suprafata de reazem a piesei. De obicei, tolerantele T ale cotelor dispozitivului se iau procentual din tolerantele Tp ale cotelor corespunzǎtoare piesei. Frecvent se acceptǎ valorile : T = (0.5 0.25)Tp, pentru dispozitivele utilizate la prelucrǎrile pe masini-unelte, iar pentru dispozitive de control se poate ajunge la valori de Tp/10.
Astfel, cota de pe piesǎ este 22 0.2, cota dispozitivului va fi : 22.10.05 si cǎ prin uzurǎ se pǎstreazǎ simetria cotei.
In afara cotelor care se regǎsesc si pe piesǎ mai sunt si alte cote ale ansamblului dispozitivului care determinǎ dimensiunile de realizat pe piesǎ :
dimensiunile elementelor de orientare (dorn, ghidaj, bucsǎ), pe care se centreazǎ semifabricatele ;
dimensiunile pieselor care ghideazǎ sculele, cum sunt alezajele bucselor de ghidare ;
cotele de pozitie reciprocǎ ;
distantele dintre bucsele de ghidare a sculelor, etc.
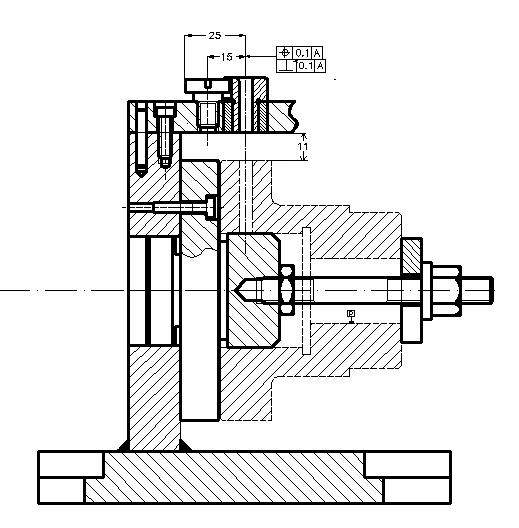
Fig. 11. Cotele functionale ale dispozitivului.
8. Modul de lucru cu dispozitivul.
In vederea realizarii alezajului, piesa se orienteazǎ pe dornul cilindric scurt 1, si este sprijinita pe umǎrul 2. Dornul, este introdus prin presare in corpul dispozitivului si e fixat cu cele 3 surburi (10) dispuse la 120
Ca element de ghidare a burghiului se utilizeaza bucsa rapid schimbabila 3; pentru montarea acesteia in placa port - bucsa se utilizeaza surubul 4.
Placa port bucsǎ 5 este asamblatǎ pe corpul dispozitivului cu ajutorul celor 2 suruburi 11 si a celor 2 stifturi 12
Strangerea piesei se realizeazǎ cu ajutorul mecanismului de strangere. Acesta este actionat manual prin intermediul piulitei 7 care se infileteazǎ pe prezonul 8 care la randul sau e infiletat in dornul 1 . Contactul mecanismului de strangere cu piesa se realizeazǎ prin intermediul saibei de dimensiuni mari 6. Pentru scoaterea usoarǎ a piesei din dispozitiv, saiba este prevǎzutǎ cu un alezaj de dimensiuni mai mari decat al capǎtului hexagonal al piulitei pentru a putea scoate saiba peste piulitǎ .
Placa de baza
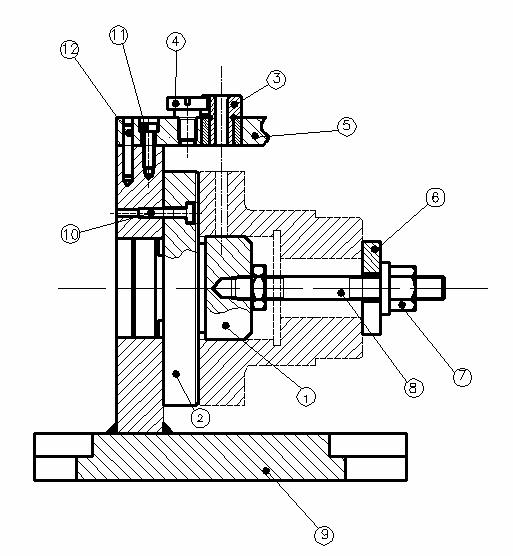
Fig. 12. Elementele dispozitivului. Modul de lucru.
9. Stabilirea materialelor elementelor componente ale dispozitivului
Materialele pentru elementele componente ale dispozitivului se aleg corespunzator solicitarilor la care sunt supuse in functionare si sunt trecute in urmatorul tabel:
|
Nr. Codificare |
Element |
Material |
Tratament |
Grupa de elemente |
|
Dorn cilindric scurt |
OLC 15 |
Cementat0.8-1.2mm Calit la 55- 60 HRC |
Elemente de orientare |
|
|
Umǎrul dornului |
OLC 15 |
Cementat 0.8-1.2mm Calit la 55-60 HRc |
||
|
Bucsa port-sculǎ |
OSC10 |
Duritate 62-65 HRC dupa tratament termic |
Elemente de ghidarea a sculei |
|
|
Surub de fixare |
OLC 45 |
Duritate 30-35 HRC |
||
|
Placa port bucsa |
OLC 45 |
Calire la 35..40HRC |
||
|
Saiba de dimensiuni mari |
OLC 45 |
Calire la 35..40HRC |
Mecanism de strangere |
|
|
Piulita hexagonala cu guler |
OLC 45 | |||
|
Prezon |
OLC 45 |
Calire la 35..40HRC |
||
|
Placa dreptunghiulara |
OL 37 |
Corp dispozitiv |
||
|
Surub cu cap cilindric cu locas hexagonal |
OLC 45 |
cǎlit la 30-40 HRC |
Elemente de asamblare |
|
|
Surub cu cap cilindric cu locas hexagonal |
OLC 45 |
cǎlit la 30-40 HRC |
||
|
Stift Ø4 |
OLC 45 |
Calire la 40-45HRC |
||
|
Bucsa uzura |
OSC 10 |
Duritate 62-65 HRC dupa tratament termic |
Alte elemente |
|
|
Suruburi pentru canale T |
OLC 45 |
cǎlit la 30-40 HRC |
Elemente de legatura cu masina-unealta |
|
|
Piulite inalte pentru suruburi pentru canale T |
OLC 45 |
cǎlit la 30-40 HRC |
PROIECTAREA DISPOZITIVULUI DE GAURIT
Cuprins
Proiectarea elementelor de orientare 1
Proiectarea dornului cilindric
Proiectarea elementelor de reglare a sculei 2
Proiectarea bucsei
Proiectarea plǎcii port-bucse
Proiectarea mecanismului de strangere 5
Proiectarea corpului dispozitivului 7
Stabilirea elementelor de asamblare. 9
Proiectarea elementelor de legǎturǎ a dispozitivului cu masina-unealtǎ 10
Stabilirea cotelor functionale ale dispozitivului si a abaterilor acestora 11
Modul de lucru cu dispozitivul.. 12
Stabilirea materialelor elementelor componente ale dispozitivului. 14
Bibliografie
Universitatea din Pitesti
Facultatea de Mecanica si Tehnologie
Specializarea Inginerie Economica Industriala
PROIECTAREA DISPOZITIVULUI DE GAURIT
Indrumator: Student:
Iordache Monica Ion Elena
411
Bibliografie:
Tache, V.; Ungureanu, I. ; "Elemente de proiectare a dispozitivelor pentru masini-unelte"; Editura Tehnica ; Bucuresti ; 1985;
Iordache, M.; note de curs "Dispozitive tehnologice"
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3884
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved