| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
GENERAREA PRIN FREZARE.
1. Generalitati
Frezarea este un procedeu de prelucrare prin aschiere cu larga utilizare, de productivitate ridicata, utilizat in orice fel de productie (unicat, serie mica, mare sau masa), corespunzator operatiilor de degrosare sau semifinisare. Gama de suprafete prelucrate este extrem de diversa, cuprinzand suprafete plane si profilate, diverse tipuri de canale, danturile rotilor dintate, filete, etc. (figura 1).
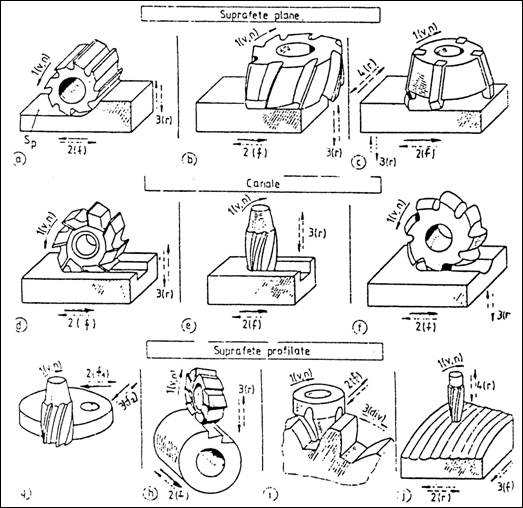
Figura 1 Tipuri de suprafete prelucrate prin frezare si cinematica generarii suprafetelor prin frezare
Sculele aschietoare utilizate, denumite freze, fac parte din categoria sculelor aschietoare prevazute cu z dinti (scule elementare) montati pe un corp de revolutie cilindric sau conic. Masina-unealta denumita de masina de frezat, realizeaza miscari simple (rotatie, translatie) necesare generarii suprafetei. Prin utilizarea de dispozitive speciale (de exemplu capete si mese divizoare), se extinde gama de suprafete realizate prin frezare.
Miscarile necesare generarii suprafetelor (figura 1) sunt:
miscarea de aschiere 1, este o miscare de rotatie, executata de scula, cei z dinti realizand o aschiere discontinua;
miscarea de avans 2, poate fi rectilinie sau circulara, se produce intr-un plan normal pe axa de rotatie a frezei si este executata de scula sau de semifabricat.
2. Generarea teoretica a suprafetelor prin frezare
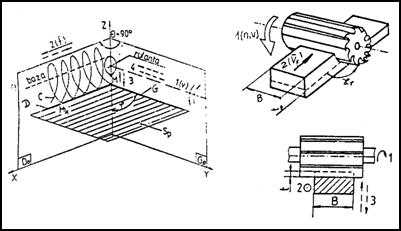
La baza prelucrarii suprafetelor prin frezare stau doua variante de generare prezentate in figura 2 si 3.La prima varianta de generare suprafata Sp (plana sau profilata), se obtine (fig, 2,a) cu:
generatoarea G, de forma unei drepte sau o curba plana, materializata prin muchiile aschietoare ale sculei, cuprinsa in suprafata exterioara a sculei (de forma cilindrica, conica, sferica, etc.), aflata in contact cu planul G0;
 a) b)
a) b)
Figura 2 a) Generarea teoretica a suprafetelor prin frezare cu freza cilindrica,
b) generarea suprafetelor prin frezare cu freza cilindrica
- directoarea D (de forma rectilinie sau curbilinie), se obtine cinematic ca infasuratoare a unei curbe cicloidale C. Traiectoria C este descrisa de un punct M al generatoarei G, ca urmare a miscarii de rotatie f (miscarea de aschiere) in jurul axei sculei si a miscarii de translatie 2 (miscarea de avans), executata de planul generator G0. Pentru reglarea generatoarei G la cota suprafetei Sp este necesara o miscare 3, executata la inceputul fiecarei treceri in scopul patrunderii in adaosul de prelucrare. Aceasta miscare apartine lui G0 sau D0. Pentru a obtine o generatoare teoretica mai mare decat cea materializata de muchia aschietoare, se fac repozitionari ale generatoarei materializate dupa miscarea 4, executata de G0 sau D0. La aschiere iau parte numai taisurile de pe periferia cilindrica a frezei; scula neavand taisuri secundare, fiind denumita freza cilindrica, in figura 2,b se prezinta o aplicatie a acestei variante.
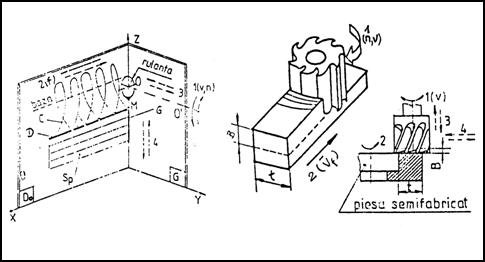
La a doua varianta de generare suprafata Sp , in particular o suprafata plana, aflata in planul director D0 se obtine (figura 3) cu:
generatoarea G, rectilinie, materializata de muchia aschietoare a sculei (in partea frontala) este normala pe axa sculei. Miscarea 1 asigura aducerea de noi muchii aschietoare in contact cu materialul;
directoarea D, o dreapta sau o curba (caz particular un cerc) se obtine ca infasuratoare a unei curbe cicloidale C, cuprinsa in D0, descrisa de un punct M al generatoarei G, solidar legat de o rulanta care se roteste cu miscarea 1 in jurul axei sculei OO' si se deplaseaza pe o baza B, rectilinie sau curbilinie, cu miscarea 2.
a) b)
Figura 3 a) generarea teoretica prin frezare cu freza cilindro-frontala,
b) generarea suprafetei prin frezare cu freza cilindro-frontala
Miscarea 3, executata de planul G0 sau D0 este necesara pentru repozitionarea curbei G in vederea obtinerii dimensiunilor suprafetei Sp. Miscarea 4 este necesara obtinerii generatoarelor mai mari decat cele materializate prin muchia aschietoare a sculei.In acest caz la aschiere participa taisurile de pe periferia cilindrica a frezei si taisurile secundare de pe partea frontala, scula fiind denumita freza cilindro-frontala, in figura 3,a,b se prezinta o aplicatie a acestei variante.Dupa cum se vede, curba generatoare G este materializata si cuprinsa in suprafata initiala a sculei. Pe aceasta suprafata se impun cat mai multe taisuri aschietoare, ceea ce face ca la o rotatie a miscarii 1 si la un avans f pe directia miscarii 2 sa se obtina o cantitate cat mai mare de aschii, respectiv o productivitate cat mai ridicata.
Pornind de la aceste considerente, rezulta ca forma sculei aschietoare este un corp de revolutie pe care sunt aplicati z dinti intre care exista canale pentru aschii, fiecare dinte reprezentand o scula elementara. Datorita miscarii de rotatie a sculei, dintii aschietori intra succesiv in procesul de aschiere desprinzand aschii numai in timpul unei perioade scurte la rotirea frezei. Operatia de frezare este caracterizata de o detasare discontinua de aschii. Prin utilizarea diverselor tipuri de freze si a anumitor combinatii intre diferitele miscari de avans (circulare, rectilinii, etc.) se poate realiza o gama larga de prelucrari prin frezare.
Cateva din suprafetele prelucrate prin frezare, precum si tipurile de freze folosite sunt prezentate in figura 1. Suprafetele plane pot fi prelucrate cu freze cilindrice (figura 1,a), cu freze cilindro-frontale (figura 1,b) si cu freze frontale (figura 1,c). Suprafetele profilate de tip canal se realizeaza cu freze profilate (figura 1,d,e,f). Prelucrarea altor suprafete profilate este prezentata in figura 1,g,h,i,j.
3. Cinematica frezarii si dimensiunile aschiei
Pentru detasarea aschiei, frezei, trebuie sa i se imprime o miscare se rotatie in jurul axei sale (miscarea de aschiere) si o miscare de translatie perpendiculara pe axa (miscarea de avans).
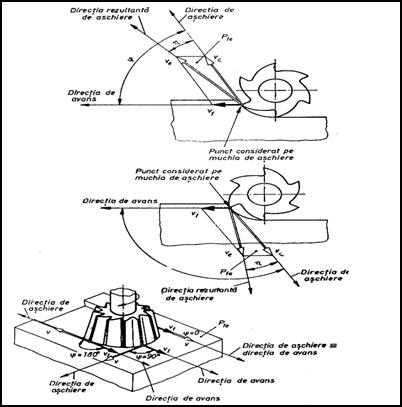
Miscarile, directiile si vitezele (de aschiere, de avans si rezultante) definite prin STAS 6599/3- 89, sunt prezentate in figura 4 astfel:
- frezarea cu freza cilindrica in sens contrar avansului (figura 4,a);
- frezarea cu freza cilindrica in sensul avansului (figura 4,b);
- frezarea cu freza cilindro-frontala conica (figura 4,c).
a)
b)
c)
Figura 4 Cinematica frezarii
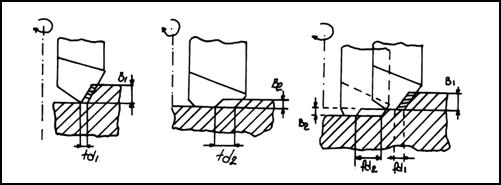
In cazul prelucrarilor prin frezare aschia este caracterizata de urmatorii parametri geometrici si tehnologici: grosimea aschiei a, latimea aschiei b, adancimea de aschiere t(ap), latimea de frezare B, avansul f (avansul pe dinte fz) si unghiul de contact y intre freza si piesa (figura 5).
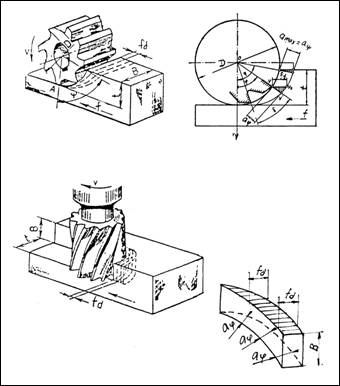
Figura 5 Parametrii geometrici si tehnologici ai aschiei
Unghiul de contact y reprezinta unghiul la centrul frezei sub care se vede suprafata periferica in contact cu adaosul de prelucrare al piesei.
Adancimea de aschiere t [mm] reprezinta dimensiunea (grosimea) stratului de aschiere masurata pe o directie perpendiculara pe axa de rotatie a frezei sau lungimea contactului dintre scula si piesa intru-un plan normal pe axa sculei.
Latimea de frezare B [mm] reprezinta distanta intre suprafata initiala si finala masurata pe o directie paralela cu axa de rotatie sau lungimea contactului dintre scula si piesa pe o directie paralela cu axa sculei.
Grosimea aschiei a [mm] reprezinta distanta dintre doua suprafete de aschiere consecutive masurate pe directie normala. In cazul frezarii directia normala poate fi considerata directia radiala a frezei. La frezare grosimea aschiei este variabila (de valoare aj depinzand de marimea unghiului j
Avansul de aschiere f [mm/rot] se defineste ca marimea cursei de avans in timpul unei rotatii masurata pe directia de avans.
Avansul pe dinte fz [mm/dinte] reprezinta distanta dintre doua suprafete de aschiere consecutive masurata pe directia de avans. Spre deosebire de grosimea aschiei, avansul ramane constant. Avansul de aschiere este dat de relatia:
![]() [mm/rot] (1)
[mm/rot] (1)
in care : z reprezinta numarul de dinti ai frezei.
4. Geometria frezei
O freza este caracterizata de urmatoarele elemente geometrice:D este diametrul exterior, z numarul de dinti ai frezei, d pasul unghiular egal cu 2p/z, w unghiul de inclinare a elicei dintilor dat de tgw pD/zpax, pc pas circular dat de relatia pc = pD/z, - pax pasul axial dat de relatia pax = pc / tgw, pn pasul normal dat de relatia pn = pc cosw
Geometria frezei cilindrice cu dinti inclinati (figura 6). Dintii frezei sunt elicoidali, unghiul de inclinare a elicei pentru diametrul exterior D fiind unghiul de inclinare a taisului l in sectiunea y-y apar cele doua unghiuri de orientare ale fetei de degajare si de asezare, gy respectiv ay iar in sectiunea normala N-N apar unghiurile gN respectiv aN
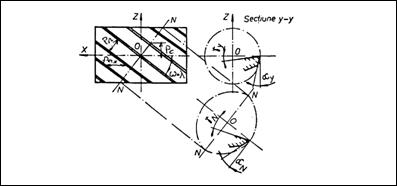
Figura 6 Geometria frezei cilindrice cu dinti inclinati
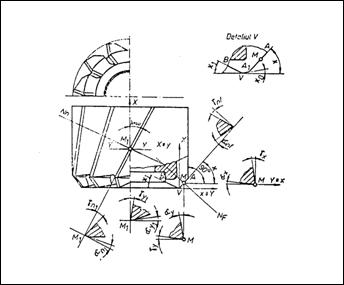
Figura 7 Geometria frezei cilindro-frontale cu dinti inclinati
Unghiul de inclinare a elicei dintilor de pe partea cilindrica a frezei w corespunde unghiului de inclinare a taisului lT
Taisul principal al frezei este corespunzator muchiei VAC si cuprinde o portiune frontala VA de unghi cr si o portiune cilindrica AC de unghi cr Portiunea frontala are forma din 'detaliul V'.
Pentru un punct M de pe taisul frontal VA se masoara unghiurile:
gnf anf, in sectiunea A/F, normala pe muchia VA;
gx gy respectiv ax si ay in sectiunile X-X si Y-Y.
Pentru un punct M1 de pe portiunea cilindrica a taisului principal AC:
gn1 an1, in sectiunea Nn-Nn normala pe muchia AC;
gy1 si ay1, in sectiunea Y-Y (perpendiculara pe axa frezei)
Taisul secundar este constituit din muchia VB, orientata fata de axa Y sub unghiul de atac secundar c'r, a carui marime influenteaza direct rugozitatea suprafetei. Un unghi c'r mic este favorabil din punct de vedere al rugozitatii suprafetei prelucrate Sp, dar este defavorabil din punct de vedere al fortelor de frecare si al amplitudinii autovibratiilor.
5. Frezarea cilindrica
Suprafata Sp este generata de muchiile de pe partea cilindrica a frezei (figura 8).
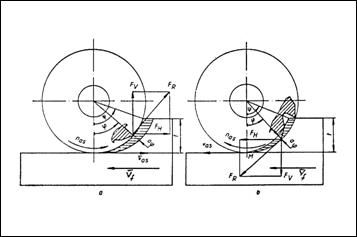
Figura 8 a) frezare cilindrica contra avansului,
b) frezare cilindrica in sensul avansului
Din punct de vedere al sensului celor doua miscari de aschiere, exista doua metode: frezare in sens contrar avansului frezare in sensul avansului.
Frezarea contra avansului este prezentata in figurile 4,a si 8,a. Grosimea aschiei este variabila si are marimea aj pentru unghiul de pozitie j si creste de la amin = 0, la valoarea maxima amax = ay Forta de aschiere pe dinte creste treptat (fara sa apara socuri), dupa care scade brusc la iesirea dintelui din contact cu aschia.
Datorita razei de rotunjire a taisului (rn =0,0150,03 mm), taisul dintelui parcurge un spatiu si incepe sa aschieze cand grosimea aschiei devine comparabila cu raza rn. Din aceasta cauza apare o frecare mare intre dinti si materialul aschiat, respectiv o uzura mare pe fata de asezare si o rugozitate necorespunzatoare a suprafetei prelucrate.
Componenta orizontala FH a fortelor de aschiere se opune miscarii de avans preluand jocurile din mecanismele lantului cinematic de avans, fapt ce duce la diminuarea vibratiilor. Componenta verticala Fv tinde sa scoata piesa din dispozitiv si sa ridice masa masinii de pe ghidajele sale.
In momentul producerii contactului dinte-aschie vitezele vas si vf sunt coliniare si in sensuri opuse iar unghiurile h si j sunt zero ca apoi ambele sa creasca (figura 4,a). Cum unghiul h dintre planele de baza constructiv si efectiv variaza, se va produce o variatie insemnata a unghiurilor de degajare si asezare functionale in raport cu cele constructive, variatii ce trebuie luate in calcul la proiectarea sculei.
Frezarea in sens contrar avansului se recomanda in cazul degrosarii pieselor brute cu crusta dura, turnate sau forjate.
Frezarea in sensul avansului este prezentata in figurile 4, b si 8,b. Contactul dintelui cu aschia se face la grosimea maxima amax = ay
Forta pe dinte, la contactul cu materialul, creste brusc la valoarea maxima si apoi scade treptat pana la valoarea zero in momentul iesirii dintelui din contact cu aschia. Dintii sculei sunt supusi la socuri mecanice si termice mari, uzura fiind pronuntata pe fata de degajare a dintelui.
Componenta orizontala FH a fortelor de aschiere are sensul miscarii de avans, ceea ce impune masuri constructive pentru preluarea jocurilor din mecanismele lantului cinematic de avans. Componenta verticala Fv apasa piesa pe masa masinii.
Frezarea in sensul avansului se utilizeaza in cazul unor latimi mari de aschiere, la prelucrarea pieselor mici si subtiri care au rigiditate limitata, la prelucrarea filetelor si la danturarea cu freze melc. Avand in vedere ca elementele sectiunii aschiei sunt variabile, procesul de frezare capata un pronuntat caracter de neuniformitate.
In scopul uniformizarii procesului de aschiere se impune ca de-a lungul arcului de contact freza-piesa sa se afle cati mai multi dinti in aschiere.
Pentru o freza cilindrica cu dinti drepti, numarul de
dinti aflati simultan in aschiere, zsim , este dat de
relatia: ![]() (2)
(2)
unde: z - este numarul de dinti ai frezei; j unghiul de contact freza piesa; D - diametrul frezei; t - adancimea de aschiere.
Pentru a obtine o aschiere uniforma la frezare trebuie sa
se gaseasca cel putin 2 dinti in aschiere, adica: ![]() (3)
(3)
Pentru frezarea cilindrica se pot folosi si freze cu dinti inclinati (elicoidali) care fac sa creasca zsim (corespunzator cu inclinarea dintilor), ceea ce asigura o dinamica mai buna a procesului de aschiere. inclinarea dintilor cu unghiul lT duce la aparitia unei forte paralela cu axa frezei. De acest lucru trebuie sa se tina seama la montarea frezei in dispozitivul de prindere pe axul principal al masinii-unelte, astfel ca freza sa fie impinsa de aceasta forta spre lagarul principal si nu invers.
6. Frezarea frontala
La frezarea frontala (figura 1,c), latimea de frezare B este mult mai mica decat adancimea de aschiere t, iar suprafata Sp este generata de muchia secundara. Frezele frontale se executa monobloc (de regula din otel rapid) pentru prelucrarea suprafetelor de dimensiuni mici, canale cu sectiune dreptunghiulara. Pentru frezarea suprafetelor plane mari se folosesc capete de frezat cu cutite placate cu carburi metalice.
Geometria dintelui unei freze frontale este prezentata in figura 9.
Elementele sectiunii aschiei (figura 10) au valori conform relatiilor:
![]() [mm] (4)
[mm] (4)
![]() [mm] (5)
[mm] (5)
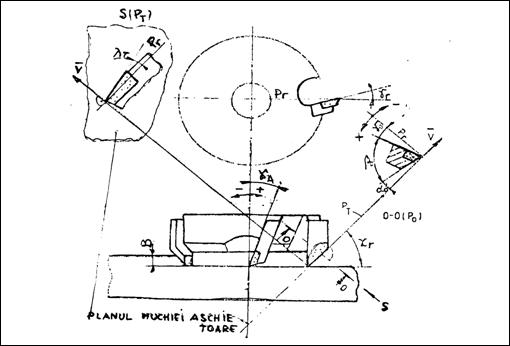
Figura 9 Geometria dintelui unei freze frontale
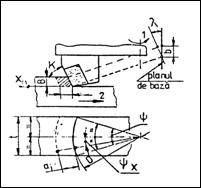
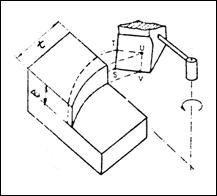
Figura 10
Elementele sectiunii aschiei la frezare Figura 11 Modul
de impact dintre fata de degajare a sculei si piesa
O problema legata de geometria dintelui sculei este aceea a modulul de impact dintre fata de degajare si piesa (figura 11). Cel mai bun impact este in punctul U, realizabil numai cu valori negative pentru unghiurile gn si lT Favorabile sunt contactele in T si V. Contactul in S trebuie evitat pentru a proteja varful sculei. Tipul contactului mai este influentat si de pozitia axei sculei fata de piesa (figur12)
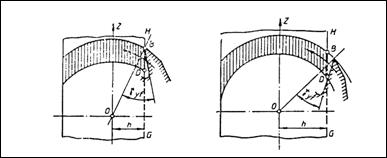
Figura 12 Influenta pozitiei axei sculei fata de tipul contactului
Frezarea frontala de degrosare, datorita folosirii taisurilor din carburi metalice, permite viteze de aschiere mari si tinde sa inlocuiasca frezarea cilindrica.
Pentru finisare se deosebesc trei tipuri de freze frontale (figura 13):
 a) b) c)
a) b) c)
Figura 13 Freze frontale folosite pentru frezarea de finisare
conventionale, cu numar mare de dinti ce lucreaza cu latimi si avansuri de aschiere mici (figura 13,a);
- cu dinti de netezire (in numar de 15) ce au muchie secundara lunga cu c'r = 0 (figura 11,b). Asigura o rugozitate foarte buna a suprafetei dar implica forte axiale mari;
freze rezultate din combinare primelor doua posibilitati. Freza are unul sau doi dinti de netezire, radial retrasi si axial iesiti (figura 11,c).
Cu aceste scule se prelucreaza final suprafete plane mari de tipul ghidaje la masini-unelte, suprafete de legatura intre carcase, suprafete de etansare, etc.
7. Regimul de aschiere la frezare
In 3 au fost definite marimile: adancimea de aschiere t, latimea de frezare B, avansul f (avansul pe dinte fz) si unghiul de contact y, intre freza si piesa. Pentru conditiile concrete de lucru (materialul de aschiat, materialul partii active a sculei, dimensiunile suprafetei de prelucrat, mediul de aschiere, etc.) parametrii regimului de aschiere se stabilesc (determina) in ordinea urmatoare:
- se stabileste marimea adancimii de aschiere t;
- se alege din tabele (prin calcul) avansul pe dinte fd;
- se calculeaza viteza de aschiere si turatia frezei;
- se determina puterea necesara la frezare;
- se verifica posibilitatea utilizarii regimului de aschiere calculat, pe masina de frezat aleasa.
Adancimea de aschiere. La frezare se va urmari ca intregul adaos de prelucrare sa fie indepartat la o singura trecere. Daca adaosurile de prelucrare sunt mari si puterea masinii-unelte este insuficienta sau rigiditatea sistemului tehnologic este scazuta, se pot efectua mai multe treceri de degrosare.
Avansul. La frezarea de degrosare se alege din tabele avansul pe dinte fz [mm/dinte], deoarece acest avans caracterizeaza marimea sarcinii pe un dinte al frezei. La frezarea de finisare se alege, din tabele, avansul pe rotatie al frezei f [mm/rot], in functie de rugozitatea impusa suprafetei Ra, sau se poate calcula avansul pe dinte fz, cu relatia:
![]() [mm/dinte] (6)
[mm/dinte] (6)
Viteza de aschiere se determina cu o relatie de forma:
![]() [m/min]
[m/min]
Coeficientii si exponentii relatiilor (6) si (7) se aleg din tabele. In final se determina turatia sculei (corespunzatoare vitezei calculate) cu relatia:
![]() [rot/min] (8)
[rot/min] (8)
si viteza de avans a mesei masinii de frezat cu relatia:
![]() [rot/min] (9)
[rot/min] (9)
Marimile date de relatiile (8) si (9) se aleg in functe de posibilitatile existente pe masina-unealta pe care se executa prelucrarea.
8. Fortele si momentul de aschiere la frezare
Datorita particularitatilor procesului de frezare, cum sunt: aschierea cu scula cu mai multe taisuri, variatia numarului de dinti ce aschiaza simultan, variatia sectiunii aschiei precum si caracterul intermitent al formarii aschiei, marimea componentelor fortei de aschiere variaza in timpul prelucrarii.
Fortele de aschiere la frezarea cu freza cilindrica. Se vor prezenta pentru cazul general al unei freze cu dinti elicoidali (figura 14). In sistemul de coordonate rotitor legat de scula, pentru un dinte al frezei cilindrice cu dinti elicoidali (figura 14,a), se definesc componente fortei rezultante de aschiere R:
- Ft (Fc), componenta tangentiala;
- Fr(Ff), componenta radiala;
- Fx (Fp), componenta axiala.
Pentru cei zsim dinti ce aschiaza simultan, rezultantele fortelor pe cele trei directii vor fi sumele celor trei forte ce actioneaza simultan. Pentru dintii aflati simultan in aschiere, rezultanta fortelor tangentiale Fti determina momentul de torsiune rezistent care incarca axul principal si lantul cinematic principal al masinii de frezat (figura 14,b). Celelalte componente solicita arborele principal la incovoiere si compresiune precum si masa masinii de frezat.
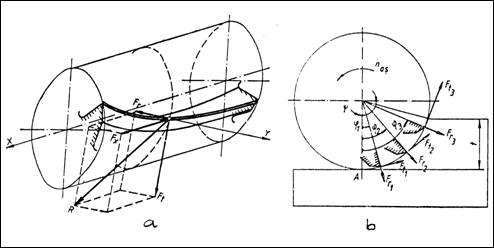
Figura 14 Fortele de aschiere la frezarea cu freza cilindrica
Dintre toate aceste forte cea mai importanta, ca marime si ca actiune este forta tangentiala Ft care reprezinta si forta de aschiere Fc. Pentru un element de tais de latime db, aflat la pozitia unghiulara j (figura 8.5,a) forta tangentiala elementara, pe un dinte, se poate exprima prin:
![]() (10)
(10)
in care: Kc - este forta specifica; aj grosimea aschiei la unghiul j
Tinand seama de relatiile deduse in capitolul 17, aceasta din urma, are valoarea instantanee data de expresia:
![]() (11)
(11)
in care notatiile sunt cele cunoscute, iar Kz1.1 s-a considerat constant (in realitate Kz1.1 = f (aj), adica este variabil).
In cazul in care unghiul de contact y este mai mic decat pasul unghiular d al danturii frezei, evolutia fortei tangentiale va fi cea prezentata in figura 15,a pentru freza cilindrica cu dinti elicoidali si figura 15,b pentru freza cilindrica cu dinti drepti. Se constata ca forta tangentiala de frezare variaza de la zero la Ftmax , variatie defavorabila procesului de aschiere.
Aceasta este un motiv care impune ca la frezare sa se gaseasca cel putin doi dinti simultan in aschiere, adica, y > d in acest caz forta tangentiala de aschiere are o variatie ca in figura 15,c. Si in acest caz forta tangentiala totala variaza in limitele Ftmin si Ftmax, dar limitele de variatie sunt mai mici.
Cu cat numarul de dinti ai frezei este mai mare, deci pasul unghiular este mai mic, se afla mai multi dinti simultan in aschiere si limitele de variatie ale fortei totale se apropie.
Variatia pulsatorie a fortelor de aschiere este cauza vibratiilor fortate ce apar la prelucrarea prin frezare.
Relatiile analitice cu care se determina forta tangentiala de aschiere sunt complicate si greu de utilizat. In practica se foloseste o valoare medie a fortei tangentiale, Ftmed, care se poate scrie simplificat sub forma:
![]() [N] (12)
[N] (12)
Valoarea medie a fortei tangentiale este mai mica cu 1030%, fata de valoarea maxima.Cu forta tangentiala medie se poate calcula momentul de torsiune M si puterea necesara la frezare N
![]() [Nm] ;
[Nm] ;
![]() [kW]
[kW]
Celelalte doua componente ale fortei de frezare Ff si Fp se pot calcula cu relatii asemanatoare cu cele ale fortei tangentiale. Pentru cazurile uzuale au fost stabilite relatii de legatura de forma:
![]() si
si ![]()
coeficientii de influenta fiind stabiliti experimental, a caror valoare variaza in limitele 0,31.
Fortele de aschiere la
frezarea cilindro-frontala. Considerand cazul frezarii frontale complete (y p pentru
un dinte al frezei aflat la unghiul de pozitie j forta
tangentiala unitara va fi (figura 14):  urmand rationamentul
prezentat anterior, forta tangentiala va fi:
urmand rationamentul
prezentat anterior, forta tangentiala va fi:
![]() (13)
(13)
Rezulta ca forta tangentiala este variabila cu unghiul de pozitie. Si in acest caz, forta tangentiala Ft este componenta principala a fortei de aschiere Fc si depinde de natura materialului de prelucrat, latimea de frezare, avansul pe dinte, numarul de dinti ai frezei si de adancimea de aschiere. Pentru calculul componentei Ft se folosesc relatii de forma (12).
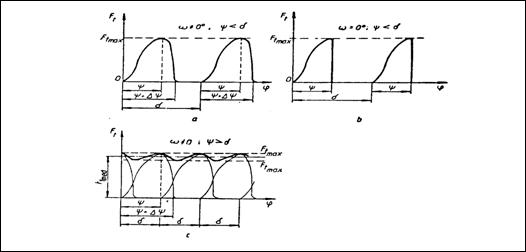
Figura 15 Evolutia fortei tangentiale la frezare
La frezarea cu freza cilindro-frontala numarul de dinti simultan in aschiere este mai mare decat in cazul prelucrarii cu freza cilindrica, pentru acelasi numar de dinti ai sculei. Aceasta inseamna ca fortele de aschiere variaza in limite mai restranse si amplitudinea vibratiilor fortate este mai mica. La frezarea frontala simetrica, in cazul in care zsim este un numar intreg, se poate considera ca forta aschietoare este practic constanta, deoarece intrarea unui dinte in aschiere are loc in acelasi moment si la aceeasi valoare a sectiunii aschiei. Rezulta ca frezarea cilindro-frontala este mai favorabila decat frezarea cilindrica.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6143
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved