| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Tehnologia moderna de fabricatie a piesei ETRIER , material ALUMINIU, seria de fabricatie 10 bucati si tehnoliga folosita TURNARE CU MODELE USOR FUZIBILE.
Se vor avea in vedere urmatoarele metode de fabricatie :
a) tehnologii de fabricare rapida a prototipurilor ;
b) tehnologii de rapid-toolin (turnare sub vid in matrite de silicon, injectie in matrite fabricate prin metal spraying, turnare in modele usor fuzibile) ;
c) tehnologii neconeventionale de prelucrare prin eroziune electrica, prelucrare cu laser, cu jet de apa etc ;
2. Prezentati succint tehnologia de fabricare a piesei (si a matritei respective) utilizand tehnologiile clasice utilizate in prezent in Romania. Itinerar tehnologic de fabricatie a matritei respective.
3. Estimati avantajele si dezavantajele tehnologiei neconventionale proiectate, comparativ cu tehnologia clasica utilizata in prezent in Romania. Folositi pentru comparatie urmatoarele criterii : timpul de fabricatie, costuri, calitate (precizie dimensionala si de forma, rugozitate).
1. TEHNOLOGIA NECONVENTIONALA
1.1 Itinerar tehnologic al tehnologiilor neconventionale
1.2FABRICAREA MODELULUI MASTER PRIN DEPUNERE DE MATERIAL (FDM)
Acest procedeu de fabricare rapida a prototipurilor (FRP) se bazeaza pe incalzirea materialului depus pana in aproprierea punctului sau de topire si apoi depunerea acestui material topit acolo unde este nevoie pentru construirea modelului dorit .
Cheia procedeului consta in controlul riguros al temperaturii la care este incalzit si mentinut materialul in timpul depunerii .Materialul utilizaqt poate fi un fir de ceara speciala ,nylon , poliamida sau plasticABS. Incalzirea firulkui ABS se realizeaza la o temperature de 270o C ,la care materialul se gaseste intro stare semilichida ,el putand fi in continuare extrudat ,printr-o duza de diametru foarte mic (0,254mm sau 0,127 mmm).
Duza prin care este extrudat materialul plastic aflat in stare semilichida poate fi deplasata impreuna cu capul de incalzit pe care este fixata. Aceasta deplasare se face in planul XY ,miscarea fiind controlata numeric de catre echipamentul de comanda al masinii.
Piesa in constructie se afla fixate pe o ploatforma ce ce deplaseaza pe verticala ,de-alungul axei Z ,miscare de asemenea controlata numeric ,de catre echipamentul de comanda al masinii.
In acest fel se poate fabrica o piesa prin depunere de material acolo unde configuratia piesei respective o cere . Important este ca timpul de materializare a uniu model virtual ,construit pe calcul;ator ,intr-unul fizic ce poate fi folosit mai departe in pregatirea fabricatiei sau direct ca piesa functionala ,este foaret scurt ,in comparative cu procedeele clasice de fabricatie .
1.2.1PROCEDEUL DE FABRICATIE PRIN FDM
Echipamentul necesar
Pentru materializarea procedeului FDM sunt necesaere o masina FDM (de exemplu , masina FDM 1650)si o statie grafica sau un calculator Pentium cu o configuratie performanta ,tehnica de calcul necesara preluariiunui fisier .STL ,sectionarii acestuia in straturi successive ,procesarii informatiilor geometrice necesare si transmiterii comenzilor la masina.
Gabaritul maxim al pieselor ce se pot fabrica utilizand masina FDM 1650 este un cub cu latura de 250 mm .
Conectarea masinii FDM 1650 la calculator sau la statia grafica ,eset realizata printr-o interfata seriala de tipul RS-232 .

Masina FDM1650 din cadrul universitatii tehnice Cluj -Napoca
Fig 1.1
1.2.2Procesul FDM
Ca si celelalte tehnologii de FRP , datele de ointrarea privind modelul 3D virtual construit pe calculator ,sunt preluate dintr-un fisier de format special de tip .STL.
Sistemul stratasys include sui un pachet CAD /CAM specializat (QUICK SLICE) .care va icarca fisierul STL,dupa care eurmeaza etapele de pregatire si trransmitere a datelor catre masina .
Firul de plastic ,care se desfasoara de pe o rola ,intra in capul de incalzit unde incalzirea are loc pana in aproprierea punctului de topire (cu circa 1o C sub punctul de topire ).
Atunci materialul thermoplastic aflat in stare lichida este extrudat si depus in straturi subtiri .Fabricarea piesei se face in straturi si prin acest procedeu .Aceasta inseamna ca doar l aterminarea copmpleta a unui strat se trece la stratul urmator . depunerea incepand cu stratul de baza al piesei .
Materialul topit pentru depunere este prcis lamninat la iesirea din duza si este depuis imediat acolo unde configuratia piesei din stratul respecticv o cere miscarea duzei in planul XY fiind controlata numeric
Dupa depunere ,plasticul lichidd se solidifica foarte rapid ,fiecare strat aderand perfect la cel depus anterior . masina are si un al treilea fir utilizat ca material de suporturi dar care nu face parte din piesa insa sunt necesare pentru sustinerea materialului piesei in timpul fabricatiei,acolo unde piesa are o configuratie mai complexa care prezinta goluri interioare.Acxeste suporturi sunt generat in mod automat de catre soft fiind depuse la randul lor strat cu strat la fel ca materialul piesei. Dupa depunerea materialului piesei din stratul current inainte de trecera la depunerea stratului urmator se dep[une stratul pentru suporturi din stratul current pentru sustinerea (acolo unde este cazul)a stratului urmator .
Pentru cresterea productivitatii fabricatiei suporturile sunt facute (se construiesc) dintro structura lamelara.
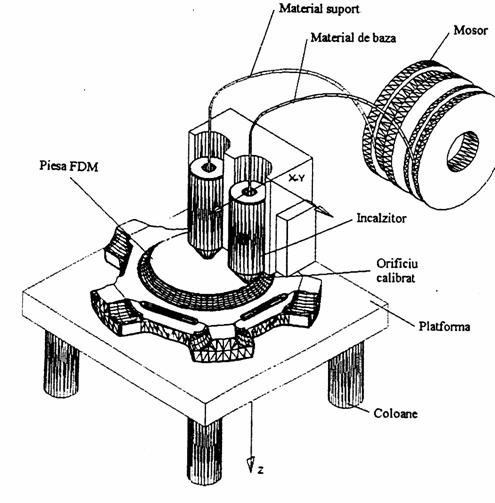
Fig 1.2
1.2.3 Caracteristicile tehnologice ale procesului FDM
viteza mare de lucru
conditii d eperfecta securitate a muncii
Masina Stratasys FDM 1650 se preteaza foarte bine pentru a fi amplasata si in atelierele d eproiectare ,nu doar in sectiile de productie sau atelierele de prototipuri.
1.3 MATERIALE UTILIZATE IN CADRUL PROCESULUI FDM
Se pot fabrica piese piese prin depunere de material topit ,utilizand urmatoarele materiale :
ceara pentru modele usor fuzibile :
plastic P301
plasticABSP400
Fiecare diuntre aceste materiale se livreaza sub forma de fir (de circa 1,3 mm diametru )infasurat pe mosor .Este importanta pastrarea acestor materiale in locuri cu umiditate scazuta .
Panoul de control al masinii FDm 1650 afiseaza atat valorile effective ale temperaturiilor de lucru cat sip e cele programate ale:
materialului piesei
,aterialul;ui pt suporturi
Incintei de lucru
Temperaturile recomandate de lucru depind de tipul materialului folosit.
1.4 POSTPROCESAREA MODELELOR FDM
Dupa fabricare pe masina FDM 1650 prin depunere de material topit ,piesa este lipita de suportuile care au avut doar rol tehnologic de sustinere a piesei care acum se inlatura manual. Cu ajutorul unui cutit se desprinde intai baza piesei de pe fundatia din burette ,apoi se inlatura suportii care au susutinut piesa.
Pentru imbunatatitrea calitatii suprafetelor se pot utilize si procedee mecanice de finisare .uneori pentu oa opferii o mai buna rugozitate a suprafetlor aceste sunt acoperite cu un strat subtire de vopsea .
Precizia dimensional a pieselor fabricate prin procedeul FDM este de circa 0,125 mm pe axele XYZ in cadrul unui volum de lucru de dimensiunea unui cub cu latura de 250 mm
1.5 POSIBILITATI TEHNOLOGICE DE UTILIZARE A MODELELOR FDM
Exista posibilitatea ca modelel FDM sa fie utilizate direct ca piese functionale nemetalice ,in productia de prototipuri ,unicate sau serie mica .
Aplicabilitatea lor cea mai larga este insa posibilitatea de a fi utilizate cu success in tehnologia de fabricare a sculelor si matritelor ,mai ales pentru productia de serie mica si mijlocie.
1.5.1Turnarea cu modele usor fuzibile
Primele masini STRATASYS fabricau doar piese din ceara ,care se utilizeaza ca modele pentru turnarea cu modele usor fuzibile .
Singura problema care aparea la turnarea pieselor complexe o constituie distorsiunile spatiale rezultate datorita contractiei la racirea piesei metalice .
Modelel FDM fabricate din alte materiale decat cerara(plastic P301 sau ABS )sunt mult mai greu de utilizat la turnarea cu materiale usor fuzibile deoarece ,dupa formarea crustei ,topirea modelului initial se realizeaza mai greu ,piesa trebuind a fi incalzita in cuptor (la circa 280 oC) .Cu toate acestea plasticul are o fluiditate destul de buna in urma curgerii ramanand o cavitate destul de curat in care se poate turna metal .Avantajul modelelor din ceara este acela ca pentru topirea si evacuarea modelului din cavitate este suficienta scufundarea crustei in apa fierbinte.
Modelele FDM sunt ideale pentru fabricarea formelor si matritelor de turnare .De exemplu cei care utilizeaza forme din cauciuc siliconic sau din rasini epoxidice pot folosii modelul FDM ca model master acesta servind ca o modalitate rapida si u soara de crearea prototipului .
Prototipul poate servi ca model pentru multe metode de turnare inclusiv turnarea in forme din cauciuc siliconic turnarea in nisip sau turnarea in matrite.
Folosirea modelelor RP la fabricarea matritelor de turnare castiga teren deoarece reduce drastic timpul si costurile pentru prelucrarea unui prototip din aluminiu sau zinc.
1.6. Prezentare a Cauciucului Siliconic
Elastomerii siliconici sunt folositi inca de la inceputul anilor '70 in industria medicala, aerospatiala, electronica, auto, in constructii, aplicatii industriale etc. Acesti elestomeri se bucura astazi de un real succes datorita caracteristicilor unice ce-i reprezinta: rezistenta sporita la compresiune, flexibilitate intr-o plaja mare de temperaturi, o gama variata de duritati (5-80 Shore A).
1.6.1. Structura chimica
Cauciucul siliconic este un polimer sintetic cu o structura moleculara constand intr-un lant urias format alternativ din atomi de siliciu si oxigen.
1.6.2. Proprietati
Legatura puternica siliciu-oxigen a elastomerilor siliconici dau acestora performantele si caracteristicile proprii constand in rezistenta sporita la diversi agenti chimici si variatii de temperatura, excelente proprietati mecanice si dielectrice, biocompatibilitate, transparenta si claritate naturala.
Proprietati mecanice. Elastomerii siliconici prezinta rezistenta sporita la tractiune, flexibilitate, elongatii de pana la 1300%, avand o gama de duritati cuprinsa intre 5 si 80 Shore A.
Proprieatti electrice. Elastomerii siliconici depasesc toate celelalte materiale in privinta proprietatilor izolatoare specifice lor. Ei sunt nonconductivi si isi pot mentine proprietatile dielectrice atat in cazul temperaturilor extrem de ridicate cat si in cazul temperaturilor extrem de scazute, spre deosebire de celelalte materiale conventionale folosite in aplicatii similare.
Rezistenta chimica. Elastomerii siliconici rezista la atacul diferitelor substante chimice, inclusiv al catorva acizi, substante chimice oxidante, precum si a alcoolului izopropilic. Este recomandat ca elastomerii siliconici sa nu fie folositi in combinatie cu acizi concentrati. Anumite tipuri de elastomeri siliconici au o rezistenta destul de scazuta la atacul hidrocarburilor.
Rezistenta termica. Elastomerii siliconici pot rezista unor variatii de temperatura mult mai mari decat toti ceilalti elastomeri, pastrandu-sai calitatile si in cazul variatiilor de temperatura extreme: de la -50 la 250C. Prin urmare, pot fi sterilizati prin autoclavizare, cu radiatii gamma sau prin alte metode.
Permeabilitatea. Elastomerii siliconici au o permeabilitate ridicata, putand fi folositi in cazul aplicatiilor medicale ce necesita obtinerea unor membrane permeabile pentru anumite gaze (ex: oxigen).
Biocompatibilitatea. In urma testaailor intensive s-a dovedit faptul ca elastomerii siliconici prezinta o compatibilitate ridicata cu tesuturile umane si cu fluidele corporale, generand o reactie minimala din partea organismului in cazul implanturilor, in comparatie cu alti elastomeri. Inodori si fara gust, elastomerii siliconici nu corodeaza alte materiale si nu favorizeaza dezvoltarea bacteriana.
1.6.3. Procesarea
In mod uzual, elastomerii siliconici sunt procesati prin trei metode: injectia lichida (LIM - Liquid Injection Moulding), transfer si compresie. Proiectantii de matrite destiante procesarii elastomerilor siliconici trebuie sa ia in calcul coeficientul de contractie al materialului, care este de 2% pana la 4%, in functie de tipul de material folosit. In timpul procesarii, presiunea de injectie, temperatura de vulcanizare si timpul de vulcanizare sunt variabilele ce trebuiesc riguros controlate pentru a obtine produse finite de calitate.
Temperatura de vulcanizare trebuie sa fie suficient de mare pentru a se obtine timpi de vulcanizare mici, dar trebuie atent urmarita pentru a se preveni arderea materialului.
Presiunea de injectie trebuie stabilita in asa fel incat sa permita materialului sa umple in mod egal toata matrita, dar in acelasi timp sa permita aerisirea matritei si trebuie optimizata pentu a preveni golurile de aer (presiune de injectie prea mica) in produsul finit dar si scurgerile de material (presiune de injectie prea mare).
1.6.4. Cauciucul Siliconic Lichid
In zilele noastre, Cauciucul Siliconic Lichid - Liquid Silicone Rubber (LSR) este folosit pe scara larga ca o alternativa la elastomerii siliconici solizi, datorita avantajelor tehnologice si calitatilor exceptionale caracteristice lor, asa cum reiese din lista de mai jos.
Cauciucul Siliconic Lichid este folosit in principal in procesul de injectie si extrudere a diferitelor produse finite. In functie de tipul de material folosit, procesul de vulcanizare are loc in cateva secunde la temperaturi ale matritei de 140-230C. Timpii mici de vulcanizare precum si dematritarea usoara a produselor permite un grad ridicat de automatizare si obttnerea unui numar mare de produse finite pe unitatea de timp.
Avantajele tehnologice ale Cauciucului Siliconic Lichid sunt urmatoarele:
mixare si procesare usoare ;
timpi de procesare foarte mici, depinzand de geometria piesei si de grosimea peretilor piesei ;
dematriare usoara ;
injectie fara pierderi ;
in general nu necesita post tratare ;
adera foarte bine la anumite materiale ;
claritate superioara ;
inodor si neutru ca gust ;
utilizabil in plaja de temperaturi -60C +180C ;
proprietati elastice excelente ;
rezistenta foarte buna la atacul ultravioletelor si a ozonului ;
rezistenta sporita la imbatranire;
respinge natural apa si rezista la atacul diferitilor solventi ;
proprietati dielectrice excelente intr-o plaja variata de temperaturi ;
cauciucul siliconic nu este combustibil, nu se topeste si nu curge, toxicitatea noxelor degajate fiind foarte scazuta.
Aplicatiile cauciucului siliconic lichid includ produse pentru urmatoarele domenii:
Auto : O-ringuri, fise pentru bujii, diverse membrane, garnituri, etc.
Electronica : elemente terminale, conectori, membrane pentru butoane, tastaturi pentru calculatoare si telefoane, diafragme, garnituri, etc.
Electrocasnice si accesorii : mici izolatii, membrane, O-ringuri, difusere pentru dusuri, diferite componente pentru cafetiere, forme pentru prajituri, etc.
Medical : plunjere pentru seringi, catetere, tetine si biberoane, etc.
Altele : ochelari pentu inot, masti pentru scufundari, etc.
1.6.5. Procesarea Cauciucului Siliconic Lichid
Intre LSR (Cauciuc Siliconic Lichid) si HCR (Cauciuc Siliconic Solid) diferentele in ceea ce priveste proprietatile produselor finite sunt minime. Totusi, in prezent, tot mai multi procesatori de cauciucuri siliconice prefera folosirea LSR-ului, datorita avantajelor pe care acesta le prezinta din punct de vedere tehnologic, asa cum am prezentat intr-o sectiune anterioara.
LSR-ul este folosit in principal in cadrul procesului de injectie lichida, obtinandu-se repere finite de o inalta calitate pentru industriile auto, electronica si medicala. In cele ce urmeaza aceasta prezentare va fi structurata avand la baza parametrii cheie ai procesarii LSR: mixarea, injectia si proiectarea matritei.
Principalul avantaj al sistemelor de injectie a LSR-ului este faptul ca ele sunt proiectate pentru utilizarea in medii inchise, complet automatizate, cu interventie minima din partea factorului uman. Datorita acestui aspect, intregul ciclu de productie trebuie sa fie atent stabilit, avandu-se in vedere obtinerea unor timpi de productie cat mai mici si o calitate ridicata a produselor finite.
1.6.6. Mixarea LSR-ului
Obiectivul procesului de mixare este acela de a introduce cantitati egale si omogen amestecate din cele 2 componente LSR in snecul masinii de injectie. Echipamentul asociat acestui proces, desi de cele mai multe ori este independent de masina de injectie, joaca un rol deosebit in procesabilitatea LSR-ului si implicit in calitatea produselor finite.
Cele 2 componente LSR sunt trimise, din containerele de 20 sau de 200 de litri, intr-un raport de 1:1 prin intermediul unor pompe actionate pneumatic sau hidraulic in mixerul static si apoi in snecul masinii de injectie.
O atentie deosebita trebuie acordata valvei unisens, care previne variatiile volumului dozat, cauzat de eventualele scurgeri de material si care poate influenta calitatea produsului finit: cu un volum prea mare de material in cavitatea matritei, piesa tinde sa se contracte mai mult decat in conditii normale.
Daca nu se reuseste alimentarea in cavitatea matritei a celor 2 componente LSR intr-un raport de 1:1, in cele mai multe cazuri, materialul aflat in afara raportului de dozare, se va vulcaniza, dar piesele vor tinde sa adere la peretii matritei, facand astfel dematritarea greoaie, in detrimentul timpului pe ciclu. De asemenea aceste piese prezinta proprietati fizice in afara spectrului acceptabil.
Tot in cadrul procesului de mixare a LSR-ului se poate adauga si o componenta de culoare, prin intermediul unei pompe atasate mixerului static.
1.6.7. Injectia LSR-ului
Masina de injectie este echipamentul prin intermediul caruia LSR-ul este injectat cu presiuni foarte mari in cavitatile matritei. Si procesul de injectie joaca un rol deosebit de important in procesul de obtinere a unor repere de calitate. In timpul acestui proces trei factori trebuie riguros controlati :
presiunea de injectie ;
timpul de vulcanizare ;
temperatura de vulcanizare.
De obicei contractiile ce apar in produsul final se datoreaza presiunii de injectie folosite. In general folosirea unei presiuni de injectie cat mai mari duce la obtinerea unor piese cu contractii mai mici.
Timpul de vulcanizare este timpul in care LSR-ul se vulcanizeaza in cavitatile matritei suficient de mult pentru a fi indepartat fara ca piesa finala sa fie deformata. In general, timpul mediu de vulcanizare in cazul LSR-ului este de aproximativ 3-6 s/mm grosime de perete.
Pentru a se facilita dematritarea fara dificultati in cadrul proceselor automatizate de productie este de dorit ca piesele finite sa ramana lipite de o anumita parte a matritei, prin asigurarea unei diferente de temperatura de aproximativ 3-5C intre cele doua parti .
1.6.8. Proiectarea matritei
Chiar daca in toate cavitatile matritei ajunge material, adesea acestea nu sunt umplute suficient, datorita aerului prezent in cavitate, fiind necesare mici ajustari in urma testelor de injectie.
Mentinerea unei temperaturi uniforme pe toata suprafata matritei este un alt factor important de care trebuie sa se tina cont, distributia defectuoasa a temperaturii putand afecta proprietatile fizice ale piesei finale.
Amplasarea portii de alimentare si designul sistemului de alimentare este un alt factor cheie. Este de dorit ca toate cavitatile matritei sa fie umplute in mod egal, pentru a se preveni eventualele scurgeri de material sau aparitia golurilor in anumite piese. Daca matrita este executata corect, piesele obtinute nu vor mai avea nevoie de prelucrari ulterioare, lucru ce duce la cresterea productivitatii.
1.6.9. Produse din LSR
Cateva produse din Cauciuc Siliconic Lichid pentru industriile auto, medicala si electrica.
Produsele destinate industriei medicale trebuie executate in spatii curate, cu ajutorul unei masini de injectie specializate, cu un inalt grad de automatizare, asigurandu-se interventia minimala a factorului uman.

Fig. 1.3 :
Cateter LSR - aplicatie in industria medicala
Se pot produce, de asemenea
'O'-ringuri, membrane si diverse alte produse din Cauciuc
Siliconic Lichid pentru industriile auto si electronica, produse ce
necesita o calitate superioara a prelucrarii si o rezistenta sporita
la variatiile de temperatura

Fig. 1.4 :
Buton LSR - aplicatie in industria electrica
Fig.1.5 Matrita cauciuc siliconic stop auto


Fig .1.6 Alte aplicatii ale cauciucului siliconic
1.7. Fabricarea matritelor din cauciuc siliconic
Pentru fabricarea matritelor din cauciuc siliconic necesare, se parcurg urmatoarele etape de lucru :
verificarea modelului master, care se fabrica rapid, folosind metoda FDM ;
curatirea modelului master si aplicarea unor substante chimice care sa previna lipirea siliconului de suprafata modelului ;
stabilirea planului de speratie a viitoarelor matrite din cauciuc siliconic si materializarea acestuia prin lipirea unor benzi adezive la nivelul acestui plan ;
colorarea conturului planului de separatie, pentru a fi vizibil prin cauciucul siliconic semi-transparent, dupa turnarea acestuia in jurul piesei ;
fabricarea unei cutii din lemn sau plastic, care sa incadreze modelul RP si in care sa se poata turna cauciucul siliconic in stare lichida ;
suspendarea modelului in cutia de formare si asezarea unor sarme orizontale de sustinere si a unor sarme verticale care vor crea canalele de aerisire necesare pentru evacuarea aerului din cavitatea dintre viitoarele semi-matrite ;
turnarea CS in cutia de formare. Anterior turnarii, CS este introdus intr-o incinta vidata pentru degazeififcare ;
dupa turnarea in cuita de formare, CS este introdus din nou in incinta vidata, pentru eliminarea bulelor de aer acumulate la turnarea acestuia in jurul modelului master RP. In continuare, cutia continand CS turnat, este introdusa in cuptorul de polimerizare, unde are loc solidificarea blocului de CS ;
dupa polimerizarea totala, blocul de CS este scos din cutia de formare. Printr-o operatie manuala se taie cu bisturiul planul de speratie dintre cele doua semi-matrite. Pentru aceasta, se urmareste cu atentie traseul marcat in etapa 4, pe marginea benzii adezive aplicate pe ,odelul master RP, la nivelul planului de separatie ;
deschizand cele doua semi-matrite din CS, se inlatura modelul master utilizat. Astfel, rezulta cele doua semi-matrite, care aacum sunt pregatite pentru turnarea sub vid a pieselor dorite ;


Figura 1.7. Aplicatii ale cs in industrie
(garnituri de etansare, izolatori electrici)
1.7.1. Turarea sub vid in matrite din CS
Dupa fromarea matritelor din CS, urmeaza turnarea sub vid a pieselor care vor fi copii fidele ale modelului master utilizat. In functie de complexitatea si de finetea detaliilor, durabilitatea matritelor din CS variaza intre 30 si 60 de bucati.
Turnarea sub vid in aceste matrite se desfasoara parcurgand urmatoarele etape :
legarea celor doua semi-matrite cu banda adeziva si montarea palniei de turnare ;
masurarea precisa a cantitatilor necesare ale celor doi componenti A si B, din care se compune rasina care se utilizeaza la turnarea pieselor ;
amplasarea corespunzatoare a celor doua cani A si B care se introduc in camera de vid a masinii ;
odata programat, ciclul se desfasoara automat. Are loc amestecarea celor doi componenti si apoi turnarea automata ;
prin palnia flexibila, amestecul format se toarna in matritele din CS, pana cand se observa ca rasina iese prin toate canalele de aerisire. Urmeaza introducerea pachetului de matrite in cuptorul de polimerizare, unde are loc solidificarea piesei turnate, prin polimerizare termala ;
dupa scoaterea din cuptor, se deface banda care leaga cele doua semi-matrite si se extrage piesa turnata. Apoi, semi-matritele din CS se leaga din nou cu banda si se pregatesc pentru turnarea urmatoarei piese ;
se taie tijele ramase datorita gaurilor de aerisire si palnieie de turnare ;
se verifica precizia piesei obtinute prin turnare sub vid ;
1.8. Amestecuri pe baza de cauciuc siliconic
1.8.1. Caracteristici
Se caracterizeaza prin scara larga de temperaturi de utilizabilitate pentru produsele finite, datorata legaturilor Si-O din lanturile macromoleculare (rezistenta mare la temperatura a lantului polisiloxanic). Pe de alta parte legaturile Si-O sunt mai lungi decat legaturile C-O si datorita acestei cauze lanturile macromoleculare sunt mai mobile. Cu aceasta se explica buna rezistenta la temperaturi joase si ca variatia caracteristicilor fizico-mecanice in functie de temperatura este foarte mica.
1.8.2. Aplicatii
Avand in vedere pretul ridicat al polimerilor si al materialelor auxiliare, in special agenti de vulcanizare si stabilizatori de temperatura, pretul amestecurilor este mare. De aceea aplicabilitatea acestora se limiteaza la cazuri de utilizare speciala, cum ar fi industria de cabluri si izolatori electrici, aparatura ce lucreaza la temperaturi extreme, tehnica militara, aeronautica, industria electronica, industria alimentara si articole medicale
1.8.3.Prelucrare
Se recomanda ca inainte de prelucrare amestecul sa fie calandrat,extrudat sau
ebosat pentru dimensiuni apropiate produselor finite.Functie de tipul de
vulcanizare dorit se realizeaza amestecuri cu vulcanizare in
presa(transfer,injectie)sau vulcanizare autoclava sau tunel de vulcanizare
continua.Vulcanizarea se realizeaza in doua faze,de exemplu la presare se face
o vulcanizare la 165 grade C timp de cca 15 minute (timp dictat de dimensiunile
produsului si a matritei de vulcanizat),urmata de o postvulcanizare la 200
grade ,in etuva ventilata ,timp de 4 ore.In cursul postvulcanizarii peroxizii
in exces sau produsele lor de descompunere costand in gaze cu miros neplacut
sunt indepartate.Sunt disponibile si sortimente la care postvulcanizare se
poate elimina.
1.8.4. Depozitare
Amestecul se depoziteaza in spatii ferite de lumina directa a soarelui, acoperite eventual cu placi ce impiedica expunerea directa la soare.Fiind amestecuri relativ lente nu se cere in mod expres depozitarea in spatii reci. Temperatura de depozitare nu va depasi 25 grade C. In aceste conditii timpul de pastrare nu va depasi 3 luni de la data fabricatiei. In cazul pastrarii pe perioade mai lungi se impune depozitarea in spatii reci si recalandrarea inainte de utilizare in vederea inglobarii in amestec a eventualelor componente exudate in timpul depozitarii.
1.8.5. Indicatori fizico-mecanici
|
Cod amestec |
401 alimentar |
501Electroizolant |
701 Rezistent la produse petroliere |
805 Rezistent la produse petroliere recomandat simeringuri |
|
Greutate specifica,g/cmc | ||||
|
Rezistenta la rupere, | ||||
|
Alungirea la rupere, | ||||
|
Duritatea,Grade Sh A,+/- 5 | ||||
|
Rezistenta la compresiune 25%,22h,175 grade C,max | ||||
|
Rezistenta dielectrica,kV/mm |
1.8.6. Imbatranire in ulei ASTM nr.1,70 ore la 150 grade C
|
Variatia rezist la rupere, | ||
|
Variatia alungirii la rupere,%,max | ||
|
Variatia duritatii, | ||
|
Variatia de volum% |
1.8.7. Imbatranire in ulei IRM 903,70 ore la 150 grade
|
Variatia rezist la rupere, | ||
|
Variatia alungirii la rupere, | ||
|
Variatia duritatii, | ||
|
Variatia de volum,% |
1.8.8. Polimeri siliconici
Polimerii siliconici (siliconi, polisiloxani) sunt polimeri cu caracter organic-anorganic denumiti, in general, polimeri elementorganici. Se caracterizeaza prin catene in care exista o alternanta intre atomii de Siliciu Si atomii de Oxigen, legati prin valente simple celelalte doua valente ale Siliciului fiind satisfacute cu radicali organici. Au o importanta deosebita, atat in cuprinzatorul domeniu al cercetarii lor stiintifice, cat si in vastele lor aplicatii biomedicale.

1.8.9. Structura si sinteza
unde R, R' sunt grupe alchil sau aril.
Poliorganosiloxanii se obtin pe calea hidrolizei clorsilanilor, alcoxisilanilor, acetoxisilanilor sau a silazanilor, urmata de condensarea silanolilor rezultati.
1.8.10. Proprietati
S-a aratat ca natura substituentilor influenteaza proprietatile polisiloxanilor. Astfel, variind natura grupelor R si R', siliconii obtinuti pot avea temperaturi de vitrifiere cuprinse intre 28oC si 400oC. Masa moleculara si structura lantului polisiloxanilor influenteaza, de asemenea, proprietatile. Astfel, poli(dimetil-siloxanul) (R, R'= CH3) cu structura liniara si M 1.200.000 este inalt-elastic, in timp ce acelasi polimer, cu M sub 100.000, este un lichid viscos. Vascozitatea siliconilor creste rapid si constituie un inconvenient in utilizarea clinica. Acest inconvenient se poate preintampina, diminuand cantitatea de accelerator.
Modulul de elasticitate al polisiloxanilor variaza foarte putin cu temperatura, spre deosebire de cel al cauciucului natural. In plus, elasticitatea polisiloxanilor este mentinuta si la temperaturi joase, cristalizarea avand loc sub -60oC.
Stabilitatea polisiloxanilor la degradari termo-oxidative este mult mai mare decat a polimerilor carbocatenari. Siliconii sunt insolubili in apa si solventi clasici. In afara de inertie chimica, polisiloxanii manifesta o deosebita inertie fiziologica, ceea ce conduce la utilizarea acestor polimeri in medicina si cosmetica. De asemenea, siliconii sunt caracterizati de o tensiune superficiala mica si de o capacitate mare de umectare a substantelor. O alta calitate este rezistenta la ozon si atacul prin iradiere UV.
1.8.11. Aplicatii ca biomateriale
Datorita proprietatilor fizice, chimice si mecanice superioare altor polimeri, siliconii sunt utilizati cu succes in numeroase aplicatii din cadrul domeniului medical.
Astfel, polimerii siliconici se utilizeaza in calitate de:
substante auxiliare pentru preparate dermatologice ;
substante de acoperire pentru capsule gelatinoase ;
tablete si drajeuri, ;
agenti antispumanti ;
vehicule pentru preparate injectabile ;
agenti de conditionare a substantelor de contrast pentru rntgenoscopie ;
medicamente in unele forme de gastrita si ulcer ;
agenti de sterilizare a instrumentelor si aparatelor medicale ;
agenti de hidrofobizare a ambalajelor din sticla pentru medicamente.
Se pot obtine emulsii apoase ale uleiurilor siliconice, in special in cazul uleiurilor cu viscozitate mare. Astfel de emulsii pot servi drept excipienti pentru creme. S-a stabilit ca uleiurile siliconice patrund usor prin piele, nu rancezesc, nu au actiune toxica si deshidratanta asupra pielii. Aceste proprietati fac ca siliconii sa fie deosebit de interesanti pentru folosirea in dermatologie. Nu s-au inregistrat efecte toxice sau iritante in testele de toxicitate orala si suportabilitate a pielii, efectuate pe animale de experienta. Nu s-au semnalat fenomene de hemoliza, alergie sau formare de tesuturi de granulatie. Studiile efectuate la actiunea protectoare a cremelor care contin siliconi asociati cu diferite substante, impotriva alcaliilor, acizilor si solventilor organici, au aratat ca cremele de tipul apa/ulei, ce contin 50% ulei siliconic, protejeaza pielea mai bine decat crema care contine un amestec de lanolina si ulei de parafina.
Rasinile siliconice sunt indicate pentru acoperirea capsulelor gelatinoase, a drajeurilor si tabletelor, in scopul feririi de actiunea mucezelii si oxidarii.
In general, siliconii sunt substante neutre din punct de vedere fiziologic. Injectarea lor intramusculara si subcutanata nu provoaca senzatii de arsura sau durere la locul de injectare, iar cea intravenoasa nu conduce la efecte toxice desi, din cauza vascozitatii mari a lichidului, exista pericol de embolie.
Elastomerii siliconici sunt indicati pentru implanturi de lunga durata, datorita inertiei si stabilitatii fizice, in contact cu fluide si tesuturi biologice si se utilizeaza in medicina la confectionarea protezelor pentru operatii plastice (oftalmologie, terapia arsurilor), cat si pentru inlocuirea unor parti distruse din organe vitale (cel mai cunoscut element este valva artificiala pentru inima). De asemenea, portiuni importante de artere pot fi inlocuite cu tuburi din cauciuc siliconic. Stimulatorii cardiaci incapsulati intr-o pelicula de elastomer siliconic permit implantarea facila in cavitatea toracica.
Ca polimeri folositi in oftalmologie, siliconii (sub forma de ulei sau elastomeri) au aplicatii in chirurgia desprinderii de retina precum si in domeniul implantului corneal.
Astfel, folosirea cauciucului siliconic ca material de fixare in desprinderea de retina, permite modificarea dimensiunilor implantului, in timpul interventiei chirurgicale sau dupa aceasta, prin injectare de lichid.
Siliconii mai sunt utilizati pentru confectionarea unor dispozitive medicale, dintre care baloanele Ruben folosite pentru respiratia artificiala, in cazuri de urgenta. Masca pentru fata si pungile de aer sunt confectionate din Silopren LSR care este un material siliconic transparent si flexibil.
O alta utilizare a cauciucurilor siliconice este in domeniul stomatologic, ca materiale de amprentare. Astfel, siliconii sunt indicati:
in toate tipurile de amprentari ale campurilor protetice pentru protezari fixe ;
in amprentarea finala a campurilor protetice edentate partial sau total ;
pentru obtinerea modelelor deosebit de precise (inlay, punti adezive etc.).
Tehnologii de prelucrare: extrudere, calandrare.
Mai multe informatii despre Cauciucul Siliconic, tehnologiile de prelucare ale acestuia precum si produse obtinute din CS spot fi gasite pe site-ul Companiei Silliconrubber UK : https://www.siliconrubber.co.uk/index.html sau https://www.MCP-group.com
1.9.Realizarea modelelor usor fuzibile din ceara
Matrita folosita pentru confectionarea modelelor trebuie executata din materiale rezistente la uzura. Cele mai bune matrite se executa din otel.
Dupa curatarea matritei pe suprafata acesteia se aplica o solutie de detensionare care sa impiedice aderenta cerii pe suprafetele active ale acesteia. Se utilizeaza ulei siliconic cu temperatura ridicata de topire ce nu interactioneaza cu ceara topita si favorizeaza procesul de demulare
Cu ajutorul unei pensule se aplica un strat subtire de ulei siliconic pe suprafetele active ale matritei pentru detensionarea suprafetelor matritelor.
In cazul operelor de arta de mici dimensiuni primele modele fuzibile s-au confectionat din ceara de albine, dar ceara fiind un material scump, s-a inlocuit cu un amestec compus din 50% stearina si 50% parafina. Materialul fuzibil se introduce in matrita in stare pastoasa, nu in stare lichida, deoarece in stare pastoasa are contractia liniara mai mica si cedeaza mai putina caldura matritei.
Dupa turnare in matrita si solidificare, pentru a se putea extrage modelele fuzibile din ceara sau amestec de stearina si parafina din matrita, se indeparteaza excesul de material ce ar putea conduce la aparitia tensiunilor mecanice mari in modelul din ceara care datorita caracteristicilor materialului s-ar putea deteriora.
|
|
|
|
Topirea cerii. |
Indepartarea excesului de ceara. |
Fig .1.8.
Dupa turnare in matrita si solidificare, modelele fuzibile din ceara sau amestec de stearina si parafina se scot din matrita si de introduc intr-un bazin cu apa rece pentru a se intari si a asigura rezistenta mecanica necesara.
|
|
|
|
Extragerea modelului din ceara din matrita. |
|
Fig .1.9
Se indeparteaza excesul de material.
Defectele mai mici de pe suprafata modelului cum ar fi goluri provocate de umplerea incompleta se repara cu ceara de aceeasi compozitie in acest scop se folosesc ciocane de lipit electrice.
Seria de fabricatie fiind de 10 bucati se vor face 10 modele din ceara .
Pentru fabricarea modelelor de ceara vom utiliza masina VC 3000 D de la firma INDUTHERM cu urmatoarele caracteristici tehnice:



Fig 1.10
1.10.Procesele tehnologic de obtinere a matritelor din cauciuc siliconic a modelelor din ceara, a arborelui din ceara ,a formei ceramice si a piesei.
Pregatirea compozitiei pentru matrita din cauciuc siliconic

Fig 1.11.
Scoaterea aerului din silicon lichid (degazeificarea )
Fig 1.12.
Turnarea siliconului lichid peste modelul master obtinut prin procesul FDM

Fig .1.13
Degazeificarea siliconului lichid turnat peste matrita

Fig.1.14
Taierea matritei din cauciuc siliconic
Fig.1.15
Turnarea cerii lichide in matrita din cauciuc siliconic

Fig.1.16
Modelul de ceara si realizarea arborelui de ceara


Fig . 1.17
Pregatirea cutiei de turnare si asezarea acesteia in camera de turnare pentru turnarea ipsosului peste modelele din ceara.


Fig.1.18
Pregatirea si turnarea sub vid a ipsosului peste modelele din ceara:


Fig. 1.19
Dupa turnarea ipsosului peste modele din ceara acel calup de ipsos este scos si uscat cu ajutorul unui ventilator apoi este introdus intr-o camera de ,,coacere" ,pentru topirea cerei (parafinare) si obtinerea modelelor ceramice.



Fig .1.20
Etapa urmatoare o reprezinta turnarea metalului in formele ceramice utilizand tehnologia neconventionala turnare sub vid .
Etapele pregatirii instalatieiVD 3000D pentru turnarea metalului in forme.
-introducerea creuzetului in camera de topire izolata termic ;
-introducerea materialului ce va fi topit (in cazul nostrum aluminiu )in creuzet si acoperirea acestuia ;
- programarea (setarea tuturor parametrilor : timp, temperatura etc. )si pornirea instalatiei;
Metalul este topit si amestecat pentru o mai buna omogenizare a acestuia .


Fig .1.21
Urmatoarea etapa este turnarea metalului in formele ceramice pt obtinerea formelor metalice utilizand tehnologia turnare sub vid .

Fig .1.22
Dupa turnarea metalului in forme acesta este scos si raci imersat intr-o cada cu apa pt racirea ,apoi este scos si introdus in instalatia de spalare a ipsosului cu apa sub presiune pentru curatarea modelelor metalice rezultand arboreal metalic .




Fig .1.23
Ultimele etape de elaborare a pieselor metalice sunt :
-taierea pieselor de pe ,,arbore"
-sablarea pieselor ;


Fig .1.24
Piesa de la modelul master la produsul finit:

Fig .1.25
1.11. Turnarea in forme vidate
Turnarea in forme vidate este o tehnologie moderna prin care se realizeaza economii substantiale de energie si de materiale auxiliare si o calitate superioara a pieselor obtinute.
Tehnologia este specifica unei linii de formare-turnare si se foloseste pentru turnarea de piese din otel specifice constructiei de material rulant si la turnarea lingotierelor din fonta in care se toarna otelul lingou din care se produc roti monobloc si osii.
1.11.1. Tehnologia de lucru
Lingotiera din fonta prezentata in Figura 5 clasic se obtine prin turnarea in forme temporare din amestec, procedeu care prezinta urmatoarele dezavantaje:
consumuri mari de nisip special de turnatorie ;
consum de lianti si de materiale auxiliare pentru dezbatere ;
manopera mare la dezbatere si la curatare ;
consum suplimentar de energie ;
rebut considerabil datorat suflurilor ;
consum suplimentar datorita inclinatiilor de demulare.
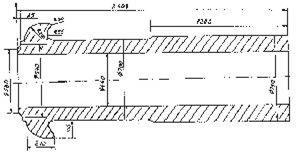
Figura 5.16: Lingotiera din fonta
Turnarea in vid elimina total sau partial aceste deficiente prin solutiile adoptate, si anume reducerea :
consumului de nisip cuartos cu 60% ;
consumului de lianti si de materiale auxiliare cu peste 60% ;
manoperei de curatare si dezbatere cu circa 30% ;
consumului de metal cu 6% ;
consumului de energie cu 35% prin renuntarea la folosirea unor utilaje din statiile de preparat amestec si eliminarea rebutului datorat suflurilor.
In Figura 5.17 sunt ilustrate comparativ tehnologiile de turnare, de unde rezulta noile solutii adoptate:
micsorarea adaosurilor de prelucrare ;
combinarea planurilor de separatie orizontale, in vechea varianta, cu un plan de separatie vertical prin axa urechilor de manevra, care permite obtinerea urechilor fara miezuri laterale;
centrarea perfecta a miezului central M1 prin imperecherea cu M3 in interiorul formei vidate ;
micsorarea avansurilor de prelucrare in partea superioara la turnarea in vid s-a realizat prin masuri tehnologice, respectiv reducerea procentuala a S+P si cresterea procentuala a C+Si.
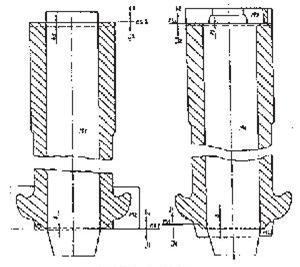
Figura 5.17 : Tehnologia de turnare
Succesiunea fazelor de formare in forma vidata este aratata in Figura 7 - a, b, c, d, e, f, g.
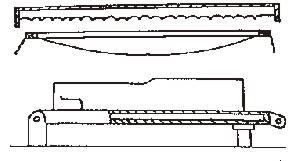
Figura 5.18. a) : Aducerea modelului cu placa portmodel in pozitie orizontala si a platformei radiante cu folia pentru mulare deasupra acestora.
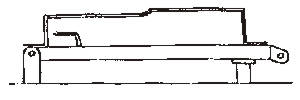
Figura 5.18.b) : Incalzirea si mularea foliei peste model si placa prin crearea in incinta placii si a modelului a unei depresiuni la nivelul 0,3-0,4 bari.
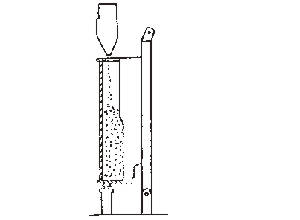
Figura .c) : Bascularea in plan vertical a ansamblului placa-rama si alimentarea cu nisip uscat.
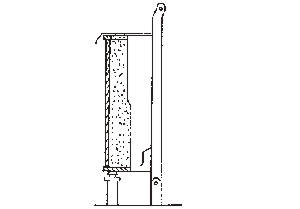
Figura 5.18.d): Etansarea la partea superioara a ramei cu folie si consolidarea semiformei prin cuplare la vid 0,3-0,4 bari
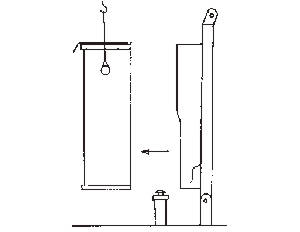
Figura 5.18.e) : Demularea primei semiforme de pe placa prin intreruperea vidului si cuplarea aerului sub presiune in incinta placii portmodel-model.
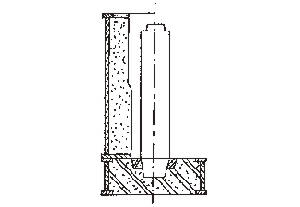
Figura5.18.f) : Montarea primei semiforme vidate peste forma inferioara din amestec clasic pregatita in prealabil (forma inferioara este impachetata cu miezurile M1 si M2).
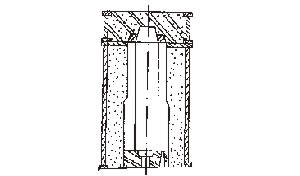
Figura 5.18.g) : Montarea celei de a doua se miforme vidate concomitent cu miezul M3 si asigurarea pentru turnare a formei.
Forma asamblata in final si pregatita pentru a fi turnata are in componenta ei si o palnie de turnare metalica de tipul celor prin care se toarna lingourile pentru roti si osii inzidita cu caramizi fasonate adecvate. Se prezinta ca in Figura 8.
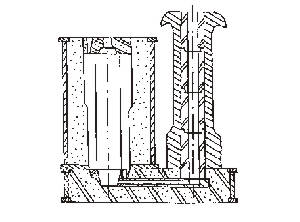
Figura 5.19 : Forma asamblata
Din momentul consolidarii semiformelor, acestea raman in contact cu statia de vidare prin reteaua de distributie pana la turnare si circa 25-30 de minute dupa terminarea turnarii.
Dupa racirea in forma, care dureaza circa 16 ore, demularea formei vidate se rezuma la deschiderea ansamblului si nisipul uscat curge in benele cu sertar.
Detasarea retelei de turnare se face odata cu dislocarea de pe forma inferioara a piesei turnate. Resturile de retea si rasuflatorile se detaseaza la curatare.
Dezbaterea miezului interior este usurata de
- golul realizat prin
arderea funiei cu care este infasurata armatura metalica ;
- materialele auxiliare (magnezita si deporom) introduse in retea de
miez.
Efortul de curatare este diminuat datorita faptului ca la exterior practic nu se mai intervine, iar la interior calitatea suprafetei este influentata de retea, de amestecul miezului si de vopseaua refractara folosita.
Piesa bruta turnata este reprezentata in Figura 9.
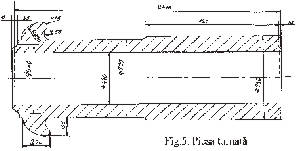
Figura 5.20 : Piesa bruta turnata
Data fiind eliminarea deficientelor enuntate la punctul 1, procedeul a fost omologat, in prezent realizandu-se pe aceasta dezvoltare circa 20 de bucati de lingotiere pe luna, ceea ce acopera necesarul uzinei de lingotiere, in acest caz renuntandu-se la colaborarea cu furnizorii de utilaj de turnare din tara.
2.Tehnologii conventionale de fabricare a etrierului auto.
2..1. Consideratii generale
Cavitatea formei, in care se toarna metalul sau aliajul topit pentru obtinerea piesei turnate,se realizeaza prin intermediul garniturii de model.
Deoarece proiectarea corecta a garniturii de model conditioneaza calitatea pieselor turnate se va tine cont de urmatoarele criterii generale:
-determinarea corecta a suprafetei de separatie si de sectionare a modelului si a cutiei de miez;
-alegerea justa a inclinatiilor suprafetelor si a racordarilor constructive;
-aplicarea rationala a adaosurilor de prelucrare si tehnologice;
-dimensionarea corecta a marcilor;
-alegerea tipului de retea de turnare adecvat, in functie de tipul de metal sau aliaj turnat.
Stabilirea procedeului tehnologic prin care se va turna piesa, se face in functie de
urmatoarele: realizarea unei solidificari dirijate a piesei; eliminarea sectiunilor de
2.2Turnarea Turnarea sub presiune
Calitatea pieselor turnate sub presiune este superioara celor turnate in forme temporare sau in forme metalice prin turnare libera (gravitational). Formele folosite la turnarea sub presiune sunt metalice si ca atare asigura o mare viteza de racire deci se obtin piese cu structura fina si proprietati mecanice superioare; in plus presiunea ridicata din timpul turnarii asigura o mai mare compactare a aliajului si reduce posibilitatea de aparitie a suflurilor in piesele turnate.
In cazul turnarii la presiune atmosferica, se formeaza un numar mic de germeni de cristalizare, in schimb viteza liniara de crestere a acestor germeni este mare, ceea ce evident duce la obtinerea unor cristale mari. Marirea presiunii la turnare, peste cea atmosferica, determina marirea numarului de germeni de cristalizare si micsoreaza viteza liniara de crestere a acestora ceea ce duce la obtinerea unei structuri granulare fine.
2.2.1. Turnarea la presiuni inalte
Caracteristic pentru acest procedeu este viteza mare de curgere a aliajului lichid, sub
actiunea unei suprapresiuni realizate pneumatic sau mecanic, intr-o forma metalica denumita
matrita.Investitiile initiale sunt mari, ceea ce a limitat extinderea procedeului; se toarna frecvent piese din zinc si aluminiu, cele din magneziu si cupru impunand conditii speciale de elaborare si mai ales de turnare.Piesele turnate au mase mijlocii si mici (max. 150 kg), grosimi de pereti posibile foarte mici (sub 1 mm) si suprafete mari a peretilor. Schema de principiu a unei instalatii de turnare la presiuni inalte este prezentata in figura 9.25.
Fig.2.1. Blocurile functionale principale ale unei instalatii
de turnat sub presiune:
1-forma de turnare;
2-camera de compresie;
3-dispozitivul care realizeaza forta de presare;
4-cuptor si sistem de alimentare;
5-pompa;
6-rezervor cu lichid de lucru;
7-acumulator de presiune;
8-sistem de inchidere a semiformelor
;9-acumulator de Vid
;10-sistem de extragere a piesei turnate din matrita.
Instalatiile de turnare sub presiune se pot clasifica dupa criteriul constructiv astfel:
1.cu camera de compresie calda (pentru aliaje usor fuzibile):
-cu piston- pentru aliaje de staniu, plumb,zinc, (20-70 daN/cm 2 );
-pneumatice- pentru aliaje pe baza de aluminiu,(10-100 daN/cm 2 );
2.cu camera de compresie rece, pentru aliaje cu temperatura de circa 950 C;
-cu camera orizontala - 1000-1200 daN/cm 2
-cu camera verticala - 900-2000 daN/cm 2 .
La instalatiile de turnare cu camera de compresie calda, cuptorul de incalzire se construieste impreuna cu sistemul de injectare. Consumul de energie este mare deoarece se incalzeste o cantitate mare de aliaj, de asemenea apar pierderi mari prin oxidari si arderi
La instalatiile cu baie inchisa, oxidarile sunt eliminate dar presiunile de injectare sunt mici iar capacitatea creuzetului de asemenea mica.
Datorita contactului prelungit dintre baia topita si camera de compresie, care micsoreaza durabilitatea acesteia, masinile cu camera de compresie calda se utilizeaza la turnarea aliajelor cutemperatura de turnare sub 450 C.
Aliajele de aluminiu se toarna cu precadere in utilaje actionate cu aer comprimat, dar productivitatea este scazuta si consumul de aer comprimat sau gaz inert este mare.
Prin acest procedeu se toarna piese de dimensiuni precise, cu un inalt grad de netezime a suprafetelor, facand posibila utilizarea piesei direct la montaj, fara prelucrari mecanice ulterioare turnarii.
In figura 9.26 este reprezentata schema umplerii matritei cu aliaj lichid la turnarea sub presiune. De aici se deduce ca umplerea matritei cu aliaj lichid are loc (datorita vitezei mari a jetului) de la partea opusa alimentarii spre orificiul de alimentare. Acest lucru este deosebit de important la alegerea locului de amplasare a canalelor de ventilare a formei.
Fig.2.2. Curgerea aliajului lichid sub actiunea presiunii de injectare
Pentru evitarea pierderilor de temperatura, deci de fluiditate, timpul de contact intre aliajul care curge si peretii formei metalice trebuie sa fie foarte scurt, aliajul lichid trebuie sa patrunda in cavitatea formei cu viteza foarte mare. De exemplu, la turnarea sub presiune a aliajelor de magneziu, durata de umplere t, se poate calcula cu relatia: ia: t = 0,003 3 , unde este grosimea peretilor piesei, in mm.
Durate atat de scurte de umplere se pot obtine numai daca aliajul este injectat cu viteza mare in cavitatea formei, adica numai sub presiune.
La turnarea in forme temporare, unde viteza aliajului in alimentator este de 1-2 m/s, presiunea la intrarea in alimentator este data de inaltimea aliajului in palnia de turnare.
La turnarea sub presiune, vitezele necesare sunt mult mai mari, 10-50 m/s.
La turnarea sub presiune, prin umplerea rapida a formei se asigura, pe langa o scadere neinsemnata a temperaturii aliajului, un curent uniform de aliaj, fara turbulente. In acest fel se evita incluziunile de aer si gaze iar aerul din cavitatea formei se deplaseaza uniform spre si prin rasuflatori. Aerul inclus in metal la curgerea turbulenta, duce inevitabil la aparitia suflurilor, eliminarea acestora fiind imposibila din cauza duratei scurte a solidificarii.
2.2.2. Prezentarea principalelor prelucrari prin aschiere
In constructia de masini, aparate electrice si echipamente electrice intra piese, organe de masini, construite din materiale metalice care necesita o prelucrare precisa implicand procedee tehnologice diverse. Prelucrarile prin aschiere cuprind strunjirea, gaurirea, filetarea, rabotarea, mortezarea, brosarea, rectificarea.
Prelucrarea prin aschiere presupune indepartarea de pe suprafata semifabricatului a adaosului de material sub forma de aschii. Desprinderea aschiei de pe semifabricat presupune o miscare relativa intre sculs si piesa. Miscarea necesara detasarii aschiilor se numeste miscarea principala iar miscarea care asigura eliberarea de aschii se numeste miscare de avans.
Cei mai importanti parametrii care caracterizeaza o prelucrare prin aschiere sunt: adancimea de aschiere, avansul, viteza de aschiere, turatia.
Strunjirea este operatia de prelucrare prin aschiere a suprafetei exterioare sau interioare, a pieselor ce reprezinta corpuri de rotatie, cu ajutorul cutitelor pe masini-unelte din grupa strungurilor.
Piesa de prelucrat executa o miscare de rotatie, iar scula executa miscarea de avans. Strunjirea se poate realiza in una sau mai multe treceri, in decursul carora se realizeaza degrosarea, semifinisarea, finisarea.
Formele cutitelor de strung corespund operatiei pe care trebuie sa o realizeze, fixarea cutitelor se realizeaza cu ajutorul unor suporturi. Pentru prelucrare, piesa se prinde in diferite dispozitive: universal cu trei bacuri, varfuri, inima de antrenare.
Strungurile utilizate pot fi de diverse tipuri, pornind de la strungul normal pana la strunguri cu comanda cu program ( strunguri carusel, strunguri revolver, strungul frontal, strunguri de copiat, strunguri automate si semiautomate). Caracteristicile principale care definesc marimea strungului si posibiltatile de utilizare ale acestuia sunt:
diametrul maxim de strunjire deasupra patului ;
distanta maxima intre varfuri ;
diametrul maxim de strunjire deasupra caruciorului.
Frezarea este procedeul de prelucrare prin aschiere, a suprafetelor plane, cilindrice sau profilate cu ajutorul unor scule cu mai multe taisuri numite freze, pe masini de frezat.
Miscarea principala este realizata de scula, iar miscarea de avans este executata de piesa. Frezele se clasifica in
freze cu coada
freze cu alezaj (STAS577/1-78)
Acestea la randul lor pot fi freze
cilindro-frontale ;
unghiulare ;
cilindrice ;
conice ;
pentru filetat.
De asemenea frezele pot fi clasificate dupa natura dintilor (elicoidala, in zig-zag) dupa forma dintilor (triunghiular, rotund, trapezoidal), pasul danturii ( egal, inegal).
Gaurirea este operatia tehnologica de prelucrare prin aschiere si desemneaza toate metodele folosite pentru executarea de gauri cilindrice cu scule (burghie , cutite de strung etc.)
Filetarea este operatia tehnologica de executare a unui filet cu ajutorul unei scule de filetat filiera sau tarod .
Rectificarea este operatia tehnologioca de indepartare a aschiilor cu ajutorul unor graunti cu muchii neregulate dar ascutite care se deplaseaza pe suprafata de prelucrat cu viteza mare(10100)m/s
Prin rectificare se obtin precizii dimensionale ridicate (IT5IT7)si rugozitati Ra=(0,4-6,3)μm.
Polizarea este operatia tehnologica de prelucrare prin aschiere a pieselor metalice cu ajutorul unor pietre de polizor. Pietrele de polizor sunt corpuri abrazive rigide, fixate pe masini numite polizoare, care le imprima o miscare de rotatie.
Polizarea se aplica diferitelor piese si consta in curatirea de bavuri si impuritati a suprafetelor si muchiilor semifabricatelor, prelucrari de degrosare si ajustare a pieselor sudate, ascutirea pieselor taietoare.
3. Compararea tehnologiei clasice si tehnologiei neconventionale utilizate din anumite puncte de vedere (timp de fabricatie, economicitate si aplicabilitate). Avantaje si dezavantaje.
Se constata ca faptul ca tehnologiile de RP au avut si au o dezvoltare exponentiala datorita reducerii timpilor si costurilor de fabricatie a unui prototip si domeniilor in care aceste prototipuri isi gasesc aplicabilitatea. Modelele realizare prin aceste tehnologii pot fi utilizate in orice domeniu : de la aplicatiile industriale si arhitectura pana la chirugia plastica si repararatorie.
Cerintele industirale actuale impun uneori folosire unor materiale speciale sau metale dure, a caror prelucarare este dificila utilizand metodele clasice de prelucrare prin aschiere.
Desi initial tehnologiile neconventionale au fost concepute si experimentate pentru a rezolva probleme deosebite si uneori singulare din diferite sectoare economice, in prezent marea lor majoritate se utilizeaza cu succes in aproape toate ramurile industriale.
3.1. Timpul de fabricatie
Timpul de fabricatie este, poate, cel mai important criteriu dupa care am putea face departajarea acestor doua tehnologii. Daca este sa privim itinerariile tehnolgice ale acestor doua tehnologii vom putea oberva cu usurinta faptul ca TC are un itinerar mult mai complex si format din numerosi pasi care asigura obtinera in final a matritei pentru turnarea produsului.
TN in schimb are mai putini pasi care conduc la obtinerea matritei pentru turnarea (6) pieselor alti pasi pasi ca re duc in final la obtinerea produsului finit in numar de 33.
In cazul TC timpul de fabricatie a matritei este foarte indelungat necesitand prelucrarea pe mai multe masini si deci transferul semifabricatului prin mai multe ateliere. Timpul necesar pentru obtinerea unei matrite prin TC este situat undeva intre 12 -24 de ore . De asemenea in cazul TC este necesar un control metrologic riguros dupa fiecare faza a procesului pentru a vedea daca s-au respectata intocmai tolerantele prescrise de producator.
In cazul TN matrita se fabrica in aproximativ 3 ore necesitand un minim de efort si nefiind necesar un control metrologic, deoarece matrita este copia fidela a modelului "parinte".
Daca ar fi sa judecam timpul de fabricatie al celor 80 de piese ale seriei am putea spune ca aici cele doua tehnologii prevad un timp de fabricatie aproximativ egal, cu putin dezavantaj pentru TC deoarece va necesita un timp mai lung de racire decat in cazult TN.
3.2. Costuri
Din punctul de vedere al costurilor celor doua tehnologii, am putea spune ca TN are marele dezavantaj al costului ridicat, datorat materialelor necesare care se gasesc destul de greu pe piata, al faptului ca masinile speciale necesare proceslor de FDM si turnare sub vid sunt foarte rare si au cost ridicat de achizitionare. Ar mai trebui mentionat ca manipularea acestor masini si insusirea tehnologiilor de fabricatie necesita o instruire speciala pentru personalul de productie.
TC in schimb presupune costuri in momentul realizarii matritei, fiind necesare o serie de masini si scule aschietoare pentru materilaizarea ei. Si aici am putea invoca necesitatea unei instruiri pentru turnarea produsului.Controlul metrologic riguros este un alt factor care duce la cresterea costurilor TC.
Observam ca desi TN este poate mai scumpa decat TC, faptul ca are un timp scurt de fabricatie si nu implica atat de mult personal de productie o avantajeaza pe aceasta.
3.3 Calitate (precizie dimensionala si de forma, rugozitate)
Calitatea reprezinta, in
actualul context, criteriul primordial in fabricatia oricarui produs. TN
ofera proprietati calitative mult mai bune decat TC. Precizia geometrica a
pieselor fabricate cu ajutorul TN este influentata de marimea media a
granulelor pulberii metalice, de aproximativ 35-40![]() . Grosimea unui strat depus pe platforma de lucru este de
aproximativ 50
. Grosimea unui strat depus pe platforma de lucru este de
aproximativ 50![]() . Rugozitatea unei piese este de aproximativ 3-5
. Rugozitatea unei piese este de aproximativ 3-5![]() . Printr-o finisare manuala obisnuita rugozitatea poate
fi adusa la o valoare de aproximativ 1
. Printr-o finisare manuala obisnuita rugozitatea poate
fi adusa la o valoare de aproximativ 1![]() . De asemanea faptul ca se toarna in modele care reproduc
exact forma modelului "parinte" duce la obtinerea unei precizii extrem de
ridicate si a unei forme geometrice corespunzatoare.
. De asemanea faptul ca se toarna in modele care reproduc
exact forma modelului "parinte" duce la obtinerea unei precizii extrem de
ridicate si a unei forme geometrice corespunzatoare.
TC nu ofera precizii dimensionale la fel de bune ca si TN, in majoritatea cazurilor fiind neceesare prelucrari ulterioare de finisare si rectificare. De asemenea folosirea unor compusi necorespunzatori duce la obtinerea unor suprafete de o calitate extrem de scazuta.
Costul si aprovizonarea cu materiale, masini si tehnologie fac ca TN sa nu fie folosite la o scara atat de larga si fac ca aceste tehnologii sa nu fie rantabile decat in cazul productiei de serie mare pe o scara destul de larga.
BIBLIOGRAFIE
Balc, Nicolae - Tehnologii neconventionale, Editura Dacia, Cluj-Napoca, 2001.
Berce, Petru, s.a. - Fabricarea rapida a prototipurilor, Editura Tehnica, Bucuresti, 2000.
Mihaila, Ioan - Tehnologii neconventionale, Editura Tehnica, Bucuresti, 1995.
Gyenge,Cs. , Fratila D - Ingineria fabricatiei, Editura Dacia ,Cluj -Napoca ,2004.
https://www.siliconrubber.co.uk/index.html
https://www.mdi-fdm.com/what_is_fdm.htmlm/html/sls.html
https://www.cs.cmu.edu/~rapidproto/manufacturing/molds/silicone.html
https://www.trinompp.ro/siliconic-romana.html
https://www.rehau.ro/industrie/elastomere/cauciuc.siliconic/cauciuc.siliconic.shtml
https://www.didactic.ro/files/13/procedee_de_prelucrare.pps
https://www.mcp-group.com/
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7167
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved



