| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
ELEMENTE STRUCTURALE DIN METAL
1. NOTIUNI INTRODUCTIVE
1.1 Caracteristicile elementelor structurale din metal
Otelul ca material de constructie uzual are urmatoarele caracteristici:
- caracteristici referitoare la materialul propriu-zis si anume: omogenitatea, proprietatile mecanice, comportarea în timp, la transport si la prelucrare.
- caracteristici referitoare la executarea constructiei si anume: tehnica de executie, comportarea în exploatare, estetica.
Din aceste motive otelul prezinta urmatoarele avantaje fata de celelalte materiale de constructie: este omogen si are proprietati mecanice superioare fata de alte materiale.
Elementele structurale din metal sunt supuse la solicitari de întindere, compresiune si încovoiere deci rezistentele admisibile sunt dintre cele mai ridicate. De aici rezulta numeroase avantaje ale utilizarii elementelor structurale din metal:
- sunt mai usoare decât betonul, betonul armat, lemnul. Dimensiunile si greutatile pieselor din otel sunt mai mici decât piesele din alte materiale destinate acelorasi solicitari;
- durata de utilizare este foarte mare;
- volumul manoperei de executie si de montaj este redus;
- se monteaza usor si rapid;
- se pot folosi imediat dupa montare deoarece nu mai este necesar timpul de întarire de la constructiile din beton;
- materialul elementelor structurale (constructiile metalice) se pot recupera dupa demolarea acestora;
- executarea elementelor constructiilor metalice prin procedee industriale permit folosirea fortei de munca în tot timpul anului.
Elementele metalice pentru constructii au si dezavantaje si anume:
- otelul este un material relativ scump deci se impune o utilizare rationala;
- constructiile metalice se corodeaza în timp fiind necesare cheltuieli suplimentare de întretinere;
- pentru. executie si pentru montaj sunt necesare utilaje complexe si personal pregatit si specializat;
- se impune respectare întocmai a documentatiei de executie deoarece tolerantele de executie sunt mici.
Datorita acestor avantaje si dezavantaje, domeniile de utilizare ale elementele metalice pentru constructii sunt delimitate decât de factori economici referitori la: costul ridicat al laminatelor din otel, disponibilul de laminate din otel; gradul de dezvoltare tehnologica a unitatilor industriale din domeniu.
Elementele structurale din metal necesita supraveghere permanenta si lucrari periodice de întretinere pe tot timpul exploatarii.
1.2. Clasificarea elementelor structurale din metal
Pentru încadrarea corecta a elementelor structurale din metal în categoria constructiilor metalice se face o clasificare a acestora astfel:
- constructii metalice de tip usor si foarte usor numite si confectii metalice
- constructii metalice propriu-zise
Clasificarea constructiilor metalice se poate face dupa mai multe criterii:
![]()
![]()
- elemente de constructii schelete metalice, ferme, pereti,
civile si industriale plansee, schele, pasarele
![]() -
constructii industriale hale, hangare, remize garaje,
-
constructii industriale hale, hangare, remize garaje,
civile si agricole buncare, estacade
![]()
- poduri - de sosea, de cale ferata
- constructii hidrotehnice - stavilare, ecluze
![]() - dupa
destinatie
- dupa
destinatie
stâlpi, piloni pt. linii electrice
piloni pt. instalatii de radiodifu-
ziune si televiziune, rezervoare,
- constructii speciale castele de apa, funiculare, mate-
rial rulant si rutier, conducte pt.
utilaje tehnologice
![]() poduri rulante, macarale, benzi transportoare
poduri rulante, macarale, benzi transportoare
- instalatii de ridicat transbordoare
si de transportat conveiere
![]()
- constructii navale macarale de bord, punti, corpul
![]() navei
navei
- definitive
- dupa durata constructiei - provizorii
- semidefinitive
![]() -
sudate
-
sudate
- dupa modul de asamblare a - nituite
elementelor componente - asamblate prin însurubare
- mixte
![]()
- stâlpi, piloni
- grinzi
- dupa natura elementului de - arcuri
constructie - cadre
- placi (plane sau curbe)
![]()
- cu inima plina
- dupa modul de alcatuire a - cu zabrele
elementelor de constructie - cheson
Noile metode de calcul au permis realizarea unor forme mai simple ale constructiilor metalice, care sa reziste în cele mai bune conditii la solicitarile reale prin obtinerea unor progrese calitative realizate în productia otelurilor si laminatelor. S-au elaborat oteluri carbon calmate si oteluri sudabile slab aliate (marca 17M 13), dar si materiale pentru sudura de calitate superioara. Astfel se pot realiza constructii metalice cu greutate redusa care rezista la cele mai grele solicitari.
În prezent, elementele principale (stâlpi, piloni, grinzi, ferme) se realizeaza pe scara industriala cu elemente tipizate în unitati industriale specializate, cu utilaje si masini unelte speciale.
Principalele elemente de rezistenta (structurale) ale constructiilor metalice suntstâlpii si grinzile.
1.3. Încarcarile elementelor din metal
Pentru sistematizarea calculelor de rezistenta, a stabilirii coeficientilor de calcul si rezistentelor admisibile, încarcarile care actioneaza asupra structurii de rezistenta a unei constructii, sunt clasificate, evaluate si grupate de standardele si normativele în vigoare, pentru cele mai importante tipuri de constructii (hale industriale, poduri, turle de foraj, constructii hidrotehnice).
Elementele constructiilor, sub actiunea acestor încarcari (sarcini), sunt supuse la diferite solicitari: întindere, compresiune, încovoiere, forfecare sau rasucire.
Clasificarea acestor încarcari se poate face dupa mai multe criterii:
a. dupa durata de încarcare, sunt:
- încarcari (actiuni) permanente care se aplica în mod continuu cu o intensitate practic constanta, în raport cu timpul;
- încarcari (actiuni) temporare, de lunga sau de scurta durata, care variaza sensibil în raport cu timpul sau pot lipsi total în anumite intervale de timp;
- încarcari (actiuni) exceptionale care intervin foarte rar (cutremure, inundatii ) sau niciodata, pe durata de exploatare a constructiei:
b. dupa modul de aplicare, sunt:
- încarcari (actiuni) statice, a caror valoare creste încet de la valoarea zero la valoarea finala, în timpul aplicarii lor;
- încarcari (actiuni) dinamice, când valoarea încarcarii se aplica brusc;
c. dupa suprafata pe care se aplica, sunt:
- încarcari (actiuni) distribuite, care se aplica pe lungimea sau suprafata unui element;
încarcari (actiuni) concentrate (întreaga intensitate a sarcinii se aplica pe o suprafata foarte mica care poate fi considerata un punct).
1.4.. Schemele unei constructii metalice
De regula, încarcarile nu actioneaza în mod separat asupra constructiilor ci în grup în combinatii diferite, în acest caz calculul de rezistenta se face pt. combinatiile cele mai periculoase, corespunzator tipului de constructie în conditiile de lucru, respectiv tipului elementului de rezistenta si rolul în constructie ( stâlp, grinda, contravântuire ).
În general, structura de rezistenta este spatial alcatuita si pt. usurarea calculului se poate descompune în elemente plane ce se pot calcula fiecare separat, dar tinându-se seama de legaturile dintre ele.
Astfel, se stabileste solutia optima urmata de întocmirea schemei constructive care contine elementele metalice ce apartin sistemului ales, cotele caracteristice, dimensiunile de plecare pt. elementele structurii, legaturile între elemente si legaturile între ele si fundatie (fig. 1.).
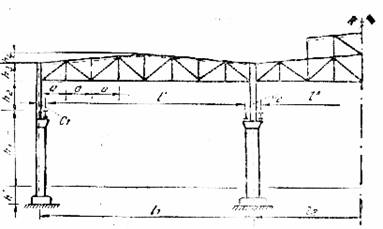
Fig. 1. Exemplu de
schema constructiva: a
pasul montantilor; h1,h2 înaltimi la
stâlpi; h3,h4 înaltimi la ferma; h
adâncimea fundatiei fata de sol; l1
deschiderea între stâlpi; l2 deschiderea pâna la axul
halei; l, l deschideri între sinele de rulare; c, c
- latimea la sinele de rulare
Schemele constructive se întocmesc pt. toate partile principale ale scheletului metalic al constructiei ( structura longitudinala, transversala, contravântuiri etc. )
Fig 2. Exemplu de schema
statica
Tinând seama de
aceste simplificari, proiectantul stabileste schema statica ce reprezinta într-un
sistem static determinat sau nedeterminat, schema constructiva
stabilita (fig. 2.).
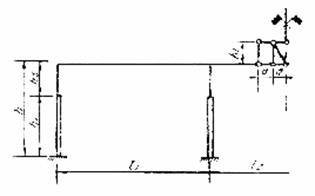
Schema statica va contine barele reprezentate prin axele lor si sistemul de legaturi care asigura stabilitatea si rigiditatea structurii, identic sau aproape identic cu cel din schema constructiva.
Dupa stabilirea schemelor statice se întocmesc schemele de încarcari în care se precizeaza pozitiile, valorile si directia de actionare a lor. Se întocmesc scheme separate pentru fiecare categorie de încarcari (fig. 3.).
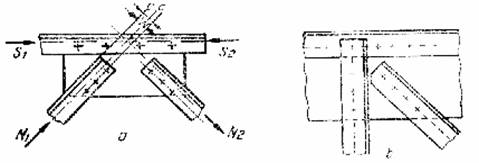
Fig 3. Centrare: a
dupa linia de greutate; b dupa linia niturilor
Stabilite schemele de încarcari, se trece la determinarea eforturilor unitare (tensiunilor sau fortelor interioare) produse de încarcari în fiecare din elementele structurii de rezistenta si se verifica daca acestea sunt în limitele care se pot admite pentru materialele utilizate.
Datorita varietatii sectiunilor elementelor, calculul tine seama de tensiune (efortul unitar), adica efortul interior raportat la aria sectiunii elementului.
1.5. Forma sectiunilor
Forma sectiunilor elementelor structurale din metal (grinzi, stâlpi, bare, etc.) are o importanta foarte mare deoarece solutia aleasa trebuie sa prezinte în acelasi timp :
a). rezistenta maxima posibila pt. încarcarile care solicita elementul considerat, lucru ce se poate realiza prin:
alcatuirea unor sectiuni simetrice fata de planul de actiune a solicitarilor;
alcatuirea unor îmbinari cât mai simple care sa permita trecerea directa a solicitarilor prin îmbinare fara aparitia altor solicitari suplimentare ;
la grinzile cu zabrele, prinderile în noduri sa se faca cât mai simplu si mai robust;
b). - siguranta în exploatare care se poate realiza daca alcatuirea sectiunii respective permite :
verificarea periodica a elementului si în special a îmbinarii;
consolidarea ulterioara în cazul unei mariri a încarcarii sau a deteriorarii constructiei;
protectia elementelor de constructie la temperaturi mari ( 773-873 K ) deoarece capacitatea portanta (de lucru ) a otelului obisnuit scade la zero;
reducerea coroziunii prin alcatuirea unor sectiuni favorabile (cu închidere etansa si cu suprafete laterale usor accesibile pentru întretinere) care sa fie bine protejate prin vopsire.
c). executie cât mai simpla care se obtine prin:
alcatuirea sectiunilor pe cât posibil din elemente laminate standardizate care se fabrica curent;
alcatuirea cât mai simpla a sectiunilor pentru a se usura executia si pentru reducerea timpului de executie;
asamblarea elementelor care participa la realizarea sectiunii prin sudura;
d). economie de metal care se realizeaza prin alegerea corecta a calitatii otelului si prin utilizarea sectiunii celei mai rationale pentru elementul de solicitarea respectiva astfel :
pentru elementele solicitate la întindere, cea mai buna este bara de sectiune circulara ;
pentru elementele solicitate la compresiune excentrica, sectiunea cea mai indicata este sectiunea tubulara;
pentru elementele solicitate la rasucire, tot sectiunea tubulara este cea mai indicata (se realizeaza o rigiditate mai mare);
pentru elementele solicitate la încovoiere, sectiunea cea mai buna este dublu T;
pentru elementele solicitate la compresiune excentrica, se recomanda sectiunea dublu T cu talpi nesimetrice.
2. STÂLPII
2.1. TIPURI DE STÂLPI SI ALCATUIREA LOR
Stâlpii sunt constructii metalice verticale, uneori cu o oarecare înclinare care preiau sarcini grele si le transmit altor parti de constructie si, în general, fundatiilor.
Din categoria stâlpilor ( a barelor comprimate ) fac parte:
stâlpii metalici pentru liniile de transport de energie electrica;
stâlpii halelor de constructie metalica;
stâlpii cailor de rulare;
stâlpii de sustinere pentru platformele metalice si pentru diverse agregate industriale grele (furnale);
turnurile si pilonii pentru antene de radio si de televiziune;
turnurile de extractie pentru ascensoarele de mina;
turlele metalice pentru sondele de petrol si de gaze naturale;
turnurile de montare;
catargele, coloanele, bigile si pontile în constructiile de nave;
catargele macaralelor turn si Derrick.
Stâlpii sunt alcatuiti din bare departate, legate între ele prin zabrele sau benzi, si în unele cazuri din bare simple cu sectiunea plina. La capete, stâlpii sunt prevazuti adeseori cu piese de rezemare ( fig. 4.)
Stâlpii sunt supusi unor solicitari complexe, dintre care cele mai importante sunt axiale alaturi de care mai apar solicitari orizontale, de încovoiere si excentrice. Datorita faptului ca stâlpii sunt considerati ca bare supuse la compresiune, ale caror sectiuni sunt determinate în conditiile de flambaj. Aceste conditii impun ca sectiunile acestor bare sa aiba momente de inertie mari.
Fig. 4. Stâlpi cu piese
de rezemare: a
cu inima plina; b cu zabrele Fig. 5. Stâlpi pentru
sustinerea conductelor
Sectiuni dintr-un singur element, adica dintr-un singur profil laminat, se fac numai pentru eforturi si înaltimi mici (în cazul sustinerii conductelor vezi fig. 5.)
Ca bare de otel se folosesc corniere cu aripi mari si subtiri ( fig.6.a )
Fig. 6 Sectiuni
sudate la stâlpi
În unele cazuri se alcatuiesc sectiuni din profile U sau I, asezate la oarecare distanta si legate între ele prin placute cu zabrelute (fig. 6.b). Adeseori aceste profile se întaresc cu platbande asezate pe talpi. Se utilizeaza însa si sectiuni din doua sau patru corniere sau din doua profile U sudate direct sau prin platbande (fig.6.c.). Pentru stâlpii mai grei se utilizeaza sectiuni din profile I în cruce, precum si sectiuni mai mari alcatuite din platbande sudate în T sau I (fig.6.d,e,f,g )
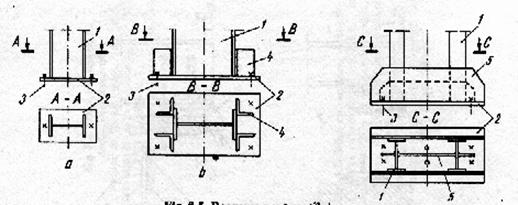
Fig.
7. Stâlpi din metal cu sectiune constanta: a stâlpi cu
inima plina, din profile laminate; b stâlp cu
placute; c stâlp cu zabrele; 1 stâlp; 2 bulon de ancoraj; 3 fundatie; 4 - consola
În fig.7. sunt
prezentate forme tipice de stâlpi metalici având sectiunea constanta.
![]()
![]()
![]() Sectiunea variabila a stâlpilor
se poate realiza continuu sau în trepte ( fig. 8.)
Sectiunea variabila a stâlpilor
se poate realiza continuu sau în trepte ( fig. 8.)
Stâlpii cu sectiune variabila în trepte sunt întâlniti curent în alcatuirea halelor industriale cu poduri rulante grele, deschideri si traveei mari. Pe înaltimea stâlpilor se pot distinge doua tronsoane:
partea superioara, deasupra consolei, care preia solicitari mici si de aceea are o sectiune mai reduse;
partea inferioara, sub grinda de rulare, care preia solicitari mari atât de la acoperis, cât si de la grinda de rulare si are o sectiune mai dezvoltata
Stâlpii cu inima plina sunt întâlniti curent în cazul solicitarilor mari si când momentul încovoietor este important.
Stâlpii cu elemente departate sunt folositi în cazul solicitarilor foarte puternice si când înaltimea lor este mare. Elementele departate sunt formate din profile laminate sau din tabla sudata, legate între ele cu zabrele. Solutia duce la economie de material, dar cu un consum mare de manopera fata de stâlpii cu inima plina.
În alcatuirea stâlpilor intra si reazemele care au rolul de a transmite solicitarile de la stâlp la fundatie si fixarea lor pe aceasta.
Partile inferioare ale stâlpilor au forme si dezvoltari care depind de alcatuirea si marimea acestora,precum si de solicitarile pe care le transmit fundatiilor(fig. 9).
![]() Cea mai simpla amenajare este prinderea
prin sudura la baza stâlpului a unei placi. Daca dezvoltarea
bazei stâlpului este mai mare, placa de baza se întareste cu
placi verticale sau chiar cu profile laminate.
Cea mai simpla amenajare este prinderea
prin sudura la baza stâlpului a unei placi. Daca dezvoltarea
bazei stâlpului este mai mare, placa de baza se întareste cu
placi verticale sau chiar cu profile laminate.
Fig.
9 Reazeme pentru stâlpi; a placa de
rezemare sudata la baza stâlpului; b si c cu baza de
rezemare dezvoltata; 1 stâlp; 2 placa de rezemare sudata
la baza stâlpului; 3 bulon de ancoraj; 4 corniere; 5 placa
verticala
![]()
2.2. ÎMBINAREA STÂLPILOR
Stâlpii în general nu au o sectiune constanta pe toata înaltimea. De aceea executia se face pe tronsoane de sectiuni constante sau apropiate care sunt apoi asamblate fie în atelier, daca înaltimea si sectiunea maxima se încadreaza în lungimea si gabaritul mijlocului de transport pâna la locul de montaj final ,fie pe santierul de montaj.
Stâlpii destinati halelor industriale se executa de obicei în trepte, primul tronson de baza având sectiunea maxima; de asemenea el are si înaltimea cea mai mare.
Stâlpii cu sectiunea mare se întaresc cu diafragme care leaga ramurile verticale ale stâlpului; diafragmele se aseaza la distanta de circa 4 m între ele, pe un tronson de sectiune uniforma prevazându-se cel putin doua diafragme.
La stâlpii cu sectiuni variabile în trepte, la schimbarea de sectiune, proiectantul adopta solutii constructive care sa permita executarea si controlul sudurilor.
Calitatea sudurii depinde în foarte mare masura de calificarea si îndemânarea sudorului.
Pentru cadrele halelor industriale de tip greu, de înaltime mare si pentru care se prevad cai de rulare pentru podurile rulante cu sarcini mari la cârlig, se executa stâlpi cheson, pe fetele laterale practicându-se uneori decupari de usurare. Acesti stâlpi, fata de cei cu zabrele, au avantajul unei mari productivitati la executie, debitarea facându-se pe masini automate cu flacara oxiacetilenica, prelucrarea marginilor pe masini de tesit, iar asamblarea prin cordoane de sudura continua pe masini automate.
Sudurile de adâncime în V, X, K sau în semi-K, în functie de grosimea piesei, se realizeaza în mai multe straturi (fig. 10) Indiferent de numarul de straturi, resudarea radacinii este obligatorie.
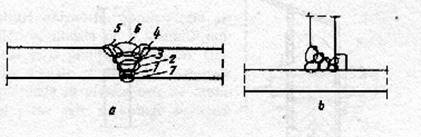
Fig.
10. Realizarea straturilor la sudurile de adâncime: a
sudura în V; b sudura în K
Sudurile în relief se pot executa într-un strat sau în mai multe straturi (treceri), în functie de grosimea pieselor ce se asambleaza si a cordonului de sudura.
Executia alternativa, simetrica, a straturilor care formeaza cordonul de sudura, duce la reducerea deformatiei din contractie a pieselor îmbinate.
La sudura de colt sau în sant (fig.11 ) se acorda o atentie deosebita patrunderii sudurii la radacina. Pozitia cea mai favorabila a pieselor pentru sudarea în sant este cea prezentata în fig. a).
Stâlpii cheson pot fi executati dintr-o bucata, chiar daca au sectiuni diferite (stâlpi în trepte).
Asamblarea stâlpilor, turnurilor, pilonilor se face prin sudura.
În cazuri speciale, când locul de montare nu este alimentat cu energie electrica (pe munti) si când stâlpii sau pilonii nu au putut fi transportati complet asamblati (stâlpii pentru transportul energiei electrice, de înaltime mere si cu sectiune mare la baza), tronsoanele executate se asambleaza definitiv la locul de exploatare prin suruburi sau mai frecvent prin nituire. Acestor tronsoane li se face în atelier o preasamblare de montaj, executându-se gaurile pentru suruburile sau niturile de asamblare. În cazurile în care din cauza transportului pot surveni deformari, gaurile se alezeaza la locul de montaj.
Îmbinarile realizate cu suruburi se pot execute în doua variante:
suruburi obisnuite (grosolane, semiprecise si precise); se întâlnesc cu frecventa mai mare la îmbinarile de montaj (fig.12);
suruburi de înalta rezistenta (pretensionare); se utilizeaza atunci când solicitarile sunt mari si trebuie asigurata si etanseitate (fig.13.)
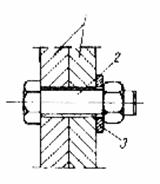
Fig.
12. Surub obisnuit: 1 piese care se îmbina; 2 surub; 3 - rondea Fig
13 Surub de înalta rezistenta: a
piesa care se îmbina; b eclisa; c
surub de înalta rezistenta; d rondea; e -
piulita
Îmbinarile realizate cu nituri. Aceste îmbinari au avut o utilizare foarte larga, aproape exclusiva, la realizarea elementelor si a constructiilor metalice din toate domeniile (structuri de rezistenta pentru constructii industriale, poduri, rezervoare, constructii speciale, etc.). În prezent, ele se folosesc într-o masura foarte restrânsa la constructiile metalice grele, supuse la solicitari variabila sau la actiunile temperaturilor scazute. Chiar si în aceste conditii, niturile au fost într-o mare masura înlocuite cu suruburi.
Confectionarea tronsoanelor în atelier se face pe platouri amenajate cu dispozitive de asamblare si tacheti pentru sustinere. Acestea se realizeaza în pozitie culcata, avându-se grija ca sageata ce s-ar naste datorita greutatii proprii sa fie evitata prin sustinerea în cât mai multe puncte ale stâlpului, în timpul confectionarii lui.
2. 3. MONTAREA STÂLPILOR
Montarea elementelor de constructii metalice cuprinde suma tuturor operatiilor si produselor tehnologice de trasare, manipulare, pozitionare si îmbinare. Succesiunea lor, lor este urmatoarea:
- verificarea executiei fundatiilor (dimensiuni, axialitate, cote);
- trasarea pe fundatii a axelor principale ale constructiei si stabilirea masurilor de corectare a cotelor (înaltimea stratului de adaos sau a betonului ce trebuie îndepartat prin cioplire);
- corectarea cotei fundatiei asezând piesele de adaos sau prin cioplirea acesteia; în cazul cioplirii fundatiei, dupa terminarea operatiei se face o noua trasare a axelor principale;
- verificarea formei si a dimensiunilor stâlpilor (în special lungimea lor)
- trasarea pe fetele stâlpilor a axelor principale;
- prinderea stâlpilor în dispozitivul de ridicare (manipulare)
- ridicarea stâlpului de la sol sau de pe mijlocul de transport si aducerea lui la pozitia verticala;
- manevrarea sagetii macaralei (rotirea) pentru aducerea stâlpului deasupra fundatiei;
- coborârea stâlpului pe fundatie;
- pozitionarea pe fundatie a stâlpului, verificându-se asezarea în axele principale ale constructiei si verticalitatea sa;
- fixarea provizorie (daca este cazul se ancoreaza cu cabluri la sol);
- verificarea finala a corectitudinii montarii;
- fixarea definitiva.
Asezarea bazei stâlpului pe fundatie (fig. 14.)
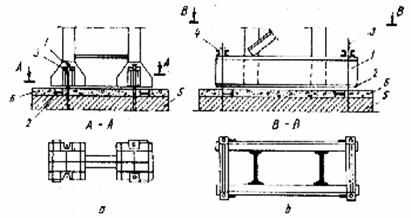
a
stâlp cu inima plina; b stâlp cu zabrele; 1 baza
stâlpului 2 adaosul din tabla de otel; 3 buloane de ancoraj;
4 traversa; 5 fundatie din beton; 6
beton turnat
Fig. 14. Asezarea bazei stâlpului pe fundatie
Trasarea axelor de montaj pe baza stâlpilor (fig. 15)
Fig. 15 Trasarea axelor de montaj pe
baza stâlpilor: 1 semn de trasare pe baza stâlpului;
2 semn de trasare pe fundatie Fig. 16 Prinderea
stâlpului în cârlig: a prinderea de vârf; b - prinderea de
scaunul grinzii de rulare; 1
dispozitiv de prindere; 2 palan cu cârlig; 3 cablu; 4 surub; 5
lemn pentru protejarea piesei ce se ridica si a cablului
Prinderea stâlpului în cârlig (fig. 16)
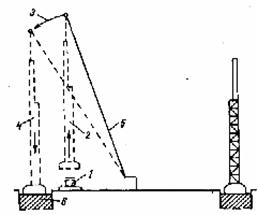
Fig. 17 Schema de montare a unui stâlp: 1 pozitia la sol a stâlpului; 2 - ridicarea la
pozitia verticala; 3 translatia stâlpului (rotirea
sagetii macaralei) pâna deasupra fundatiei; 4
coborârea pe fundatie (în axe), asigurarea cotei si a
verticalitatii; 5 bratul macaralei; 6 - fundatie
Schema de montare a
unui stâlp (fig. 17)
Metodele de montare difera pentru stâlpii cu înaltime mica (sub 10 m), fata de cele care se aplica stâlpilor cu înaltime mare.
MONTAREA STÂLPILOR DE ÎNALTIME MICA
Aceasta se poate realiza prin mai multe metode. Alegerea metodei este legata atât de utilajul de ridicare, de care se dispune pe santier, de marimea stâlpului (greutate, gabarit), cât si de suprafata locului de montaj.
Astfel, tinând seama de cele de mai sus, se alege metoda cea mai potrivita:
- stâlpul complet montat la sol este ridicat prin rotirea în jurul unui ax orizontal, fixat de soclul metalic betonat în fundatie, doua din picioarele stâlpului fiind prevazute cu ochiuri de articulatie; (fig. 18. )
Fig. 18. Fazele montarii unui
stâlp prin rotire; a , b, c, - fazele din timpul montarii
- stâlpul complet montat la sol este ridicat
în picioare si apoi asezat pe fundatie (fig. 19)
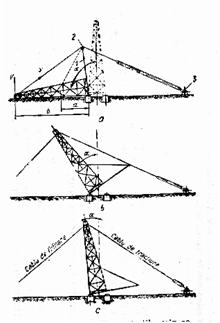
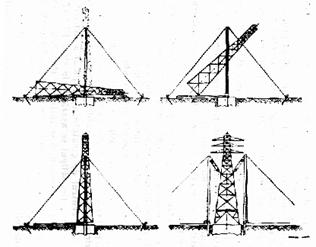
Fig. 19. Fazele
montarii unui stâlp cu unul sau doua catarge.
- stâlpul se monteaza prin ridicarea tronsoanelor si prin îmbinarea lor la înaltime, unul dupa altul;
- stâlpul se monteaza prin ridicarea si asamblarea barelor la înaltime, una câte una.
Unele dintre aceste metode pot fi combinate când conditiile locale nu permit desfasurarea montajului numai dupa o singura metoda.
Pentru simplificarea montajului dupa primele trei metode, este indicat ca stâlpii sa fie livrati în tronsoane complet asamblate în atelier, iar îmbinarile de montare sa se execute prin suruburi.
Aceasta montare se poate realiza prin urmatoarele metode:
- ridicarea si asamblarea barelor la înaltime, una câte una;
- în tronsoane, începându-se cu tronsonul din vârf;
- ridicarea tronsoanelor si îmbinarea lor la înaltime, unul dupa altul.
Prima metoda se aplica stâlpilor foarte înalti, neancorati, care din cauza sarcinii mari la baza nu pot fi livrati si transportati pe tronsoane. De altfel si ridicarea unor tronsoane atât de voluminoase ar fi foarte incomoda.
Barele se ridica cu o macara care se fixeaza pe ultimul tronson montat; macaraua este prevazuta cu un dispozitiv de autoridicare.
Metoda montarii în tronsoane, începâdu-se cu tronsonul de vârf se aplica si în cazul turnurilor neancorate, cu baza larga. Pe masura ce tronsonul superior este montat, partea superioara montata a turnului este ridicata cu un dispozitiv special, atât cât este necesar, pentru a se putea introduce dedesupt tronsonul urmator.
Metoda ridicarii tronsoanelor unul dupa altul, începându-se cu tronsonul de baza, se aplica pilonilor ancorati, care din cauza sectiunii transversale reduse, pot fi livrati la santier în tronsoane asamblate în întregime în atelier. La locul de montaj se executa numai ridicarea si îmbinarea acestor tronsoane. Tronsoanele se ridica cu o macara autoridicatoare care este similara cu cea utilizata la prima metoda.
3. GRINZILE
3.1. TIPURI DE GRINZI SI ALCATUIREA LOR
Prin grinzi se întelege, în mod obisnuit, bare supuse la încovoiere. În ansamblul lor si formele metalice ale acoperisurile halelor industriale lucreaza ca astfel de grinzi supuse la încovoiere. În aceste conditii cele doua talpi paralele sunt solicitate: cea inferioara la întindere, cealalta la compresiune. Pentru a se egaliza aceste eforturi, talpile au aceeasi sectiune, ele fiind distribuite simetric fata de axa neutra. Când totusi ele nu sunt simetrice, trebuie sa se dimensioneze, tinându-se seama în calcul de momentele secundare de încovoiere.
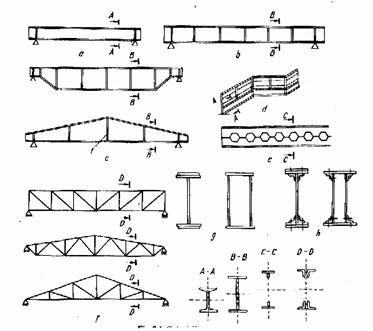
a grinda cu inima
plina de profil I laminat (sectiune constanta); b
grinda cu inima plina cu sectiune constanta,
compusa din table sudate; c grinzi cu inima plina, având
sectiune variabila, compuse din tabla sudate; d
grinda de scara cu podest (grinda frânta sau vang) ; e
grinda cu goluri în inima (expandate); f grinzi cu zabrele;
g sectiuni de grinzi grele din table sudate; h sectiuni de
grinzi grele din profile laminate si table asamblate prin nituire
Grinzile au moduri de alcatuire, forme
si dimensiuni diferite, în functie de deschidere, marimea
încarcarilor, destinatia constructiei etc. (fig. 20)
Fig. 20. Grinzi din metal
![]()
Grinzile cu inima plina solicitate de încarcari reduse cu deschideri relative mici se realizeaza din profile laminate, cu sectiunea în forma de I sau dublu T (fig. 20, a si d). Cele care au încarcari si deschideri mari se alcatuiesc fie din profile laminate si piese din tabla asamblate, fie numai din piese din tabla asamblate (fig. 20, b, c, g si h).Grinzile cu inima plina pot avea sectiunea constanta sau variabila, cu sau fara rigidizari transversale. Cele cu sectiune variabila urmaresc mai bine ca forma si dimensiuni, respectiv diagrama de momente încovoietoare. În consecinta, în cazul grinzilor cu sectiune variabila, se foloseste mai rational metalul, însa realizarea lor necesita un consum mai mare de manopera si de energie.
Grinzile
cu inima plina pot fi realizate dintr-un singur profil laminat sau
din mai multe profile si benzi, solidarizate între ele prin nituri sau
sudura. De obicei, sudura se aplica grinzilor cu inima
plina alcatuite dintr-o singura platbanda (fig.21 a), iar
nituirea grinzilor cu inima plina alcatuite din doua
platbande (fig.22).
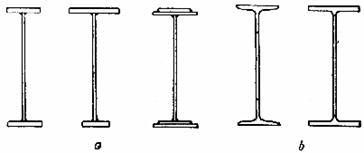
Fig. 22 Grinzi cu
inima plina nituite
Grinzile cu inima plina se mai executa si din profile I, taiate la mijloc în lungul inimii, între cele doua jumatati introducându-se o inima suplimentara; pe aceasta cale se obtine o crestere considerabila a modulului de rezistenta (fig.21 b ). Grinzile dintr-un singur profil laminat se obtin din profil I sau U. Solidarizând intre ele doua profile U sau I, se obtin grinzi duble de forma celor prezentate în (fig.23).
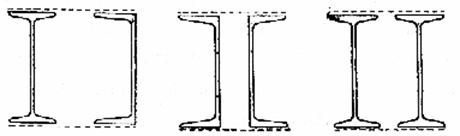
Fig 23 Grinzi din profile laminate
Când solicitarile la încovoiere sunt mari, grinzile din profile laminate, simple sau duble, nu mai sunt eficiente, iar asezarea mai multor profile unul lânga altul nu este economica. În astfel de cazuri, forma obisnuita a grinzilor consta dintr-o sectiune alcatuita din doua talpi legate între ele cu ajutorul a patru corniere, printr-o banda continua numita inima plina. La solicitari foarte puternice, grinzile sunt deschise sau închise la partea inferioara si se construiesc cu doua inimi.
Grinzile cu zabrele sunt elemente care în ansamblul lor lucreaza la încovoiere si forfecare, dar barele componente sunt solicitate la eforturi axiale.
La încarcari si deschideri mai mari, grinzile cu zabrele sunt mai eficiente decât grinzile cu inima plina, dar executia lor duce la un consum mai mate de manopera si energie.
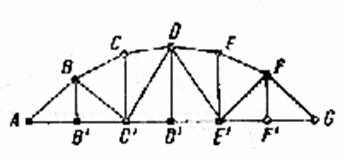
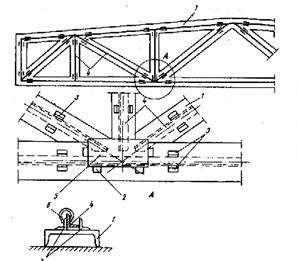
Grinzile cu zabrele se obtin prin înlocuirea inimilor pline ale grinzilor cu un ansamblu de bare dispuse într-un sistem, de obicei triunghiular, care leaga talpile între ele. Aceste grinzi se folosesc pentru deschideri mari, pentru fermele acoperisurilor, la grinzile podurilor de cale ferata, etc., ele fiind sisteme nedeformabile de bare drepte, prinse între ele la capete prin noduri considerate articulate (fig. 24.)
![]()
Conturul ABCDEFG al partii superioare se numeste talpa superioara iar cel al partii inferioare ABCDEFG, talpa inferioara. Barele din interiorul acestui contur când sunt înclinate precum BC, CD, etc. se numesc diagonale, iar când au pozitie verticala se numesc montanti. Punctele A, B, B, C, C .G se muncesc nodurile grinzii cu zabrele. Distanta dintre noduri se numeste câmp sau panou.
Diagonalele si montantii leaga nodurile între ele. Când aceste bare nu se pot prinde singure între ele, prinderea si formarea nodurilor se face prin intermediul unor placi din otel numite gusee.
Luata în ansamblu grinda cu zabrele este supusa unor forte care dau nastere unor momente încovoietoare ce nu se iau în consideratie în calcul. Solicitarile la care sunt supuse barele componente ale grinzilor dau nastere unor forte care actioneaza numai în noduri si supun barele numai la întindere si compresiune.
Pentru aceeasi încarcare totala a grinzii, eforturile în talpi sunt cu atât mai mici cu cât grinda este mai înalta însa în diagonale, eforturile nu se reduc. Marindu-se înaltimea grinzii se poate reduce greutatea talpilor, dar în acelasi timp creste greutatea diagonalelor, fiindca acestea se lungesc în aceeasi proportie. Exista deci o înaltime optima a grinzii pentru care greutatea totala a materialului din grinda este minim si calculul a demonstrat ca aceasta înaltime optima este determinata de conditia ca greutatea talpilor sa fie egala cu greutatea diagonalelor.
Zabrelele care alcatuiesc grinzile trebuie dispuse în sistem triunghiular, dreptunghiular sau mixt, având urmatoarele forme (fig. 25):
Fig. 25 Dispunerea zabrelelor
- zabrele dispuse în V (fig. 25, a) sau în X (fig. 25,b) alcatuite numai din diagonale, formând un sistem simplu cu noduri mai putin numeroase;
- zabrele dispuse în N (fig. 25,c) sau X cu montanti (fig.25,d), formate din diagonale si montanti cu noduri mai dese;
- zabrele dispuse în K (fig.25,e) cu semidiagonale si montanti, utilizabile atunci când panourile fermei sunt mici;
- sistem cu bare suplimentare (fig. 25,f) folosit atunci când trebuie redusa lungimea de flambaj a barelor sau trebuie preluate unele sarcini care actioneaza în între noduri.
În figura 26 sunt reprezentate câteva tipuri de grinzi cu zabrele întâlnite curent în constructiile metalice.
Fig.
26 Tipuri de grinzi cu zabrele
Sectiunile talpilor se compun simetric fata de planul grinzii. Forma cea mai simpla pentru talpa comprimata este din doua corniere cu aripile alaturate, aceste aripi având la noduri guseele de care se prind zabrelele (fig. 27).
Cornierele pot fi cu aripi inegale, aripile mai lungi fiind asezate în planul în care este necesara o rigiditate mai mare a barei. Talpile mai pot avea sectiuni în T, alcatuite din platbande si corniere, din doua profile U puse alaturat sau numai din platbande (acestea necesitând însa multa manopera la asamblare).
Grinzile tip cheson au sectiunea dreptunghiulara, în general constanta pe toata lungimea dar exista si grinzi cu înaltimea variabila a sectiunii dreptunghiulare, constituind grinzi de egala rezistenta. Ele se folosesc la deschideri si la sarcini mari deoarece au greutate mica pe metru liniar pentru momente de inertie mari. Grinzile cheson rezulta din îmbinarea prin sudare a doua profile laminate sau ambutisare (fig. 28, a, b ) sau din platbande (fig 28. c, d)
Acest tip de grinda s-a extins datorita dezvoltarii sudurii electrice si a sudurii automate. Aceste grinzi au avantajul unui cost redus si se realizeaza cu o mare economie de manopera, fiind executate în general din platbande tesite la margini si sudate la masini automate. În acelasi timp, aprovizionarea cu material este simplificata, planificata si ritmica datorita faptului ca în alcatuirea unui mare sortiment de grinzi sa se foloseasca o singura grosime de tabla sau numai câteva dimensiuni de platbande.
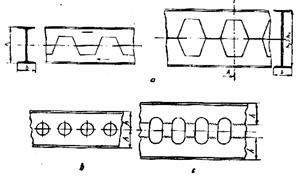
În ultimul timp s-au realizat grinzi expandate. Acestea sunt obtinute din asamblarea prin sudura a doua jumatati de profil I, ce sunt decupate (fig.29. a). Datorita distantei mari a talpilor, aceste grinzi realizeaza un moment mare de inertie la o greutate proprie redusa. De asemenea o grinda de tip usor, cu gauri de usurare practicate în inima grinzii, (fig.29, b), poate fi executata prin introducerea unui adaos pe axul longitudinal al grinzii (fig. 29, c).
Fig.
29. Grinzi expandate
Grinzile au în alcatuirea lor si reazeme ce au rolul de a transmite solicitarile de la un element la altul.
Grinzile se pot rezema direct pe elementele de sustinere, ziduri, stâlpi etc. sau prin intermediul unor piese suplimentare reazeme (fig. 30.)
La grinzile de importanta mai mica cu deschideri si încarcari relativ reduse, este adoptata rezemarea directa ce consta în asezarea grinzii direct pe un strat de mortar de ciment. Daca solicitarile sunt mai mari, suprafata de rezemare a grinzii se mareste cu ajutorul unor placi metalice fixate pe talpa inferioara a grinzii. Rezemarea prin intermediul unor piese se poate realiza în mod diferit, functie de importanta, marimea si încarcarea grinzii, oferind o serie de avantaje fata de rezemarea directa (exemplu: permite miscarea libera a grinzii, ca urmare a alungirilor si scurtarilor acesteia, cauzate de variatiile de temperatura).
3.2. ÎMBINAREA GRINZILOR
Îmbinarea grinzilor cu inima plina din profile laminate sau tabla, sudate se executa dupa tehnologii mai complexe si respectându-se urmatoarele etape:
- trasarea si debitarea tuturor pieselor ce alcatuiesc elementul, la dimensiunile cerute;
- pregatirea pieselor debitate (rectificari, pregatirea marginilor pentru sudare, gaurirea);
- verificarea dimensiunilor pieselor, a pozitiilor gaurilor, a distantelor dintre axa etc.;
- asamblarea prin sudare a pieselor componente ale grinzii.
Piesele componente ale grinzii, în functie de dimensiunile elementului si de dimensiunile materialelor din care se executa, pot fi realizate dintr-o bucata sau din parti înnadite. (fig. 31)
Îmbinarea grinzilor cu zabrele depinde de: alcatuirea sectiunilor barelor, alcatuirea nodurilor, mijloacelor de îmbinare folosite, dotarea tehnica etc. În general, pentru usurarea muncii si marirea productivitatii, se utilizeaza sabloane care contin elementele geometrice principale ale grinzii (fig. 32) si se executa o îmbinare provizorie.
Fig.
32 Sablon pentru asamblarea unei grinzi cu zabrele: 1 structura sablonului; 2
piesa de ghidare din tabla groasa; 3 cupoane din otel
cornier; 4 barele constitutive ale fermalor; 5 guseu; 6 brida.
Piesele componente se aseaza pe sablon la pozitia corespunzatoare din proiect, se verifica pozitionarea lor dupa care se haftuiesc. Se recomanda ca sudarea definitiva a pieselor între ele ( placutele de rigidizare, cornierele de gusee) sa se execute de la mijlocul grinzii, simetric, catre extremitati.
Grinzile cu dimensiuni mari se livreaza în doua sau mai multe tronsoane care se asambleaza pe santier, înainte de montaj. fapt pentru care, eclisele de înnadire se pasuiesc si se dau gaurile de montaj prin toate odata. Pentru a se asigura cuplarea subansamblurilor conform ce cea realizata în atelier, pozitia pieselor de înnadire se marcheaza cu vopsea.â
3.3. MONTAREA GRINZILOR
Dupa montarea stâlpilor se executa si montarea grinzilor, succesiunea operatiilor fiind urmatoarea:
- verificarea dimensiunilor grinzilor de rulare;
- trasarea pe talpa inferioara a grinzii a axei longitudinale si a lungimii de rezemare;
- prinderea la dispozitivul de ridicare (fig. 33.)
Fig. 33 Prinderea în
cârligul macaralei a unei grinzi a cu inima plina; b
chesonata; 1 gheara ci surub; 2 bara pentru
suspendare; 3 cablu; 4 ureche
bulonata
- ridicarea la o cota superioara consolelor stâlpilor si efectuarea unei translatii spre console;
- coborârea grinzii de rulare pe console si pozitionarea corecta (asezarea în axa, verificarea lungimii de rezemare) fig. 34.;
- verificarea cotelor grinzii în dreptul consolelor si corectarea acestora prin introducerea unor placute metalice, la nevoie;
- verificarea paralelismului axelor cailor de rulare;
- montarea grinzilor (fig. 35)
Fig.
35 Schema de montare a unei ferme: 1
pozitia fermei la sol; 2 ridicarea fermei deasupra nivelului
stâlpilor; 3 rotirea si translatarea fermei pâna în axa
transversala a stâlpilor; 4 si 5 coborârea si fixarea pe
stâlpi
3.4. MASURI DE PROTECTIA MUNCII
- Înainte de începerea lucrarilor se verifica starea utilajelor si a dispozitivelor ce urmeaza a se folosi (cabluri, lanturi, frânghii, pârghii);
- Pentru prinderea pieselor se folosesc numai muncitori special instruiti;
- Se interzice circulatia sau lucrul sub macaraua în functiune;
- Operatiile de ridicare se executa numai de o singura persoana;
- Toti muncitorii care lucreaza la înaltime trebuie verificati medical la cel mult trei luni;
- Piesele trebuie sa fie prinse corect în cârligul macaralei si se verifica stabilitatea lor;
- Operatiile de asamblare la pozitie se efectueaza pe platforme sprijinite pe sol sau agatate de constructie;
- Muncitorii trebuie sa aiba echipament adecvat de protectie a muncii( casca, centura de siguranta, îmbracaminte si încaltaminte corespunzatoare).
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 915
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved