| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
1. Precomprimarea cu armaturi preintinse
Precomprimarea betonului prin preintinderea armaturii se face in urmatoarele etape (fig.1):
intinderea armaturii intre doua puncte fixe (culeele standului de precomprimare sau peretii tiparelor rigide), urmata de blocarea acesteia,
turnarea betonului in tipare, in contact direct cu armatura,
suprimarea legaturii armaturii cu punctele fixe, dupa ce betonul atinge rezistenta necesara transmiterii efortului din armatura in beton. Se transfera, astfel, eforturile de la punctele fixe la elementul de beton pe cele doua portiuni de la capatul acestuia pe o lungime de transmitere lt.
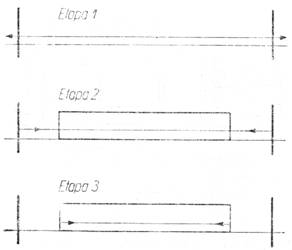
prin preintinderea armaturii
Transferul se poate efectua lent, cu ajutorul preselor hidraulice, sau brusc, prin taierea armaturilor. Se recomanda realizarea unui transfer lent al eforturilor de la armatura la beton, ori de cate ori procedeul de pretensionare ofera aceasta posibilitate. Daca transferul se realizeaza brusc, prin taierea sarmelor sub efort, lungimea de transmitere se sporeste cu 25%, pe lungimea 0.25∙lt de la capatul armaturii, efortul unitar din armatura considerandu-se egal cu zero (fig.2).

Dupa modul de realizare a operatiei de preintindere a armaturii se deosebesc urmatoarele procedee:
precomprimarea pe standuri lungi,
precomprimarea in tipare metalice autoportante,
precomprimarea prin deflectarea armaturii,
precomprimarea prin intreruperea aderentei armaturilor,
precomprimarea cu armatura preintinsa continua,
precomprimarea prin procedeul electrotermic,
precomprimarea cu bare prismatice de beton armat cu sarme preintinse.
1.1. Precomprimarea pe standuri lungi
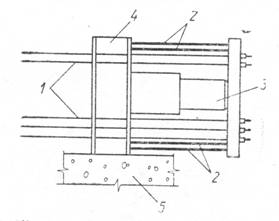
Acest procedeu se utilizeaza la productia de serie a elementelor in fabrici sau ateliere de prefabricate. Dispunerea culeelor pe stand se face la distante convenabile, astfel incat mai multe elemente asemenea sa poata fi turnate de-a lungul aceluiasi grup de armaturi pretensionate (fig.3).

1-stand, 2-culee, 3-blocaje, 4-placa de blocare, 5-distantieri, 6-capat de tragere
Se urmeaza, de regula, urmatoarele etape:
intinderea armaturii de otel intre placile de blocare situate la cele doua extremitati ale standului de precomprimare,
introducerea, temporara, a unor distantieri intre placa metalica si culeea metalica,
intinderea individuala a firelor cu ajutorul unei prese cu gol central si blocarea la capete,
inlocuirea distantierilor, dupa ce betonul s-a intarit suficient, cu cricuri (prese hidraulice) care permit un transfer lent al eforturilor la beton (fig.4)
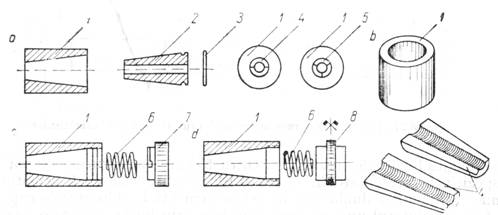
Blocajele utilizate functioneaza pe principiul impanarii, in sistemul inel-con metalic. Pana tronconica este alcatuita din doua sau trei bucati, avand un guler si un colier de sarma (fig.5) pentru ca pana sa fie concentric fixata in inel.
1. Precomprimarea in tipare metalice autoportante
Acesta tehnologie poate deveni economica atunci cand numarul de elemente identice ce urmeaza sa fie executate este foarte mare, astfel incat sa se poata amortiza costul relativ ridicat al tiparelor. Tensionarea armaturilor se face fir cu fir, cu ajutorul unei prese cu gol central, iar blocarea armaturilor se face pe capetele tiparului, urmand ca forta de precomprimare sa fie preluata de elementele longitudinale ale tiparului. Pentru blocarea armaturilor se pot utiliza dispozitivele prezentate in figura 5.
1.3. Precomprimarea prin deflectarea armaturii
Atunci cand urmeaza a fi realizate elemente prefabricate cu inaltime mare, la care greutatea proprie este importanta, se utilizeaza tehnologia de deflectare a armaturii (fig.6). Acest procedeu consta in dispunerea armaturii dupa un traseu cu excentricitate maxima in zona centrala a elementului pentru obtinerea unei eficacitati mari a precomprimarii la valori relativ reduse ale fortei de precomprimare. In plus, ridicarea armaturii la capetele elementului conduce la centrarea fortei de precomprimare si la diminuarea eforturilor unitare principale de intindere.

Practic, exista doua posibilitati de realizare:
prin fixarea armaturii in punctele de deflectare inainte de tensionarea ei, cu ajutorul unor dispozitive ca cel din figura 7, caz in care trebuie luate in considerare pierderile de tensiune ce se produc prin frecare,
prin tensionarea armaturii dupa un traseu rectiliniu la un efort mai mic decat cel prescris, urmand ca prin deflectarea armaturii efortul din armatura sa fie sporit la valoarea din proiect.
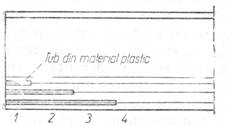
1.4. Precomprimarea prin intreruperea aderentei armaturilor
Acest procedeu este o varianta a precomprimarii prin deflectare, si consta in intreruperea aderentei armaturilor preintinse pe zonele de capat ale elementelor pentru obtinerea unei precomprimari cu efect variabil. O parte din armaturi se introduc pe o anumita lungime in tuburi din material plastic (fig.8), astfel incat lungimea de transmitere incepe numai la sfarsitul tuburilor, iar forta de precomprimare este redusa in mod convenabil inspre capetele elementului, realizandu-se concomitent si o centrare a ei.
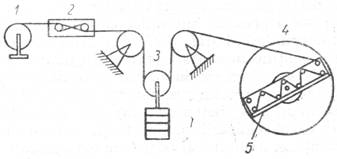
1.5. Precomprimarea cu armatura preintinsa continua
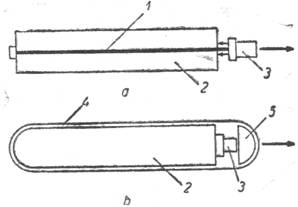
Sistemul cu armatura preintinsa continua este folosit la realizarea placilor, grinzilor cu zabrele si a panourilor de cale ferata, si consta in (fig.9):
derularea sarmei de pe un tambur (1) printr-un dispozitiv de franare (2),
mentinerea unei tensiuni corecte in sarma prin intermediul greutatilor (3),
montarea capului de intindere (5) si a tiparului pe o masa rotativa (4),
realizarea retelei de armatura pretensionata,
blocarea armaturii si schimbarea directiei acesteia cu ajutorul unor dornuri metalice fixate pe tipar si al unor cupoane de teava care imbraca dornurile,
turnarea betonului,
ridicare tiparului dupa intarirea corespunzatoare a betonului
1.6. Precomprimarea prin procedeul electrotermic
Acest procedeu consta in:
incalzirea armaturii libere, sub forma de bare groase, pe cale electrica
blocarea ei la capete dupa realizarea alungirii preconizate,
racirea barelor, datorata intreruperii curentului electric,
tendinta de revenire la lungimea initiala,
aparitia eforturilor de intindere, care pot fi riguros controlate.
Dispozitivele de blocare utilizate sunt alcatuite in sistemul de filet si piulita.
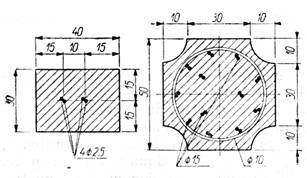
1.7. Precomprimarea cu bare prismatice de beton armate cu sarme preintinse
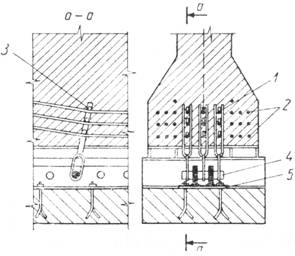
Acest sistem utilizeaza bare prismatice de beton armate cu sarme preintinse, asezate in zona intinsa a elementului (fig.10). Conlucrarea barelor cu restul elementului de beton se asigura prin aderenta. Procedeul se preteaza si la realizarea elementelor din beton precomprimat armate cu fibre de sticla.
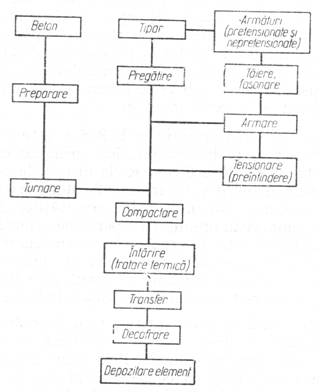
Succesiunea operatiilor tehnologice de realizare a unui element din beton prefabricat cu armatura preintinsa, dupa oricare din procedeele prezentate anterior, este ilustrata in figura 11.
Precomprimarea cu armaturi postintinse
In aceasta tehnologie de precomprimare operatia de intindere a armaturii se realizeaza dupa intarirea betonului. Pentru a fi asigurata deformarea independenta a celor doua materiale care alcatuiesc elementul (alungirea armaturii si scurtarea betonului) este necesar sa se evite aderarea betonului la armatura, motiv pentru care ea se introduce in canale speciale executate in elementul de constructie, cu ajutorul tecilor. Procedeul consta in parcurgerea urmatoarelor etape:
intinderea armaturii cu ajutorul preselor hidraulice care reazema direct pe elementul de beton, precomprimandu-l (fig.12),
atingerea efortului necesar in armatura si mentinerea in aceasta stare prin fixarea la capete cu ajutorul ancorajelor,
injectarea de lapte de ciment sau mortar de ciment pentru a proteja armatura impotriva coroziunii si pentru a realiza aderenta ei cu betonul,
betonarea capetelor elementului pentru protejarea ancorajelor.
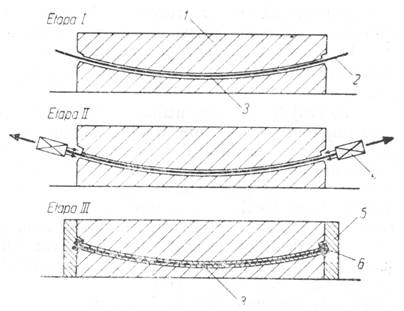
Fig.1
Schema de precomprimare a unui element de beton prin postintinderea
armaturii : 1-beton, 2-fascicul, 3-canal, 4-presa, 5-protectie,
6-ancoraj
Tehnologia de executie a elementelor cu armatura postintinsa este caracterizata de urmatoarele aspecte:
difera de cea a elementelor cu armatura preintinsa prin aceea ca tensionarea armaturii are loc concomitent cu transferul (fig.13),
nu necesita investitii pentru realizarea unor standuri sau a unor tipare speciale,
sunt suficiente instalatii mobile de tensionare,
se poate realiza in conditii bune si pe santiere,
elimina inconvenientele de limitare a dimensiunilor si a greutatii elementelor prefabricate pe considerente de gabarit la transport sau de capacitate a utilajelor de ridicare,
se poate realiza din tronsoane (boltari) care se ansambleaza pe santier.

In general, procedeele de precomprimare a betonului prin postintinderea armaturii se bazeaza pe tensionarea directa a unei armaturi longitudinale de la unul sau ambele capete sau dintr-o pozitie intermediara (fig.14).
Cele mai reprezentative procedee de precomprimare prin postintindere utilizate in prezent sunt:
procedeul INCERC, conceput si realizat in tara noastra, care utilizeaza armaturi sub forma de fascicule cu sectiunea circulara, avand sarmele dispuse dupa unul sau doua randuri si ancoraje metalice de tip inel-con functionand prin impanare dupa principiul ancorajului imaginat de Freyssinet,
procedeul Freyssinet (Franta) - consta in utilizarea de fascicule din sarme cu ancoraje de tip inel-con din beton armat,
procedeul BBRV (Elvetia) - ancorarea fascicolului se efectueaza cu pene metalice plate, din doua segmente, introduse intre capul ancorajului si placa de repartitie,
procedeul CONA-Multi - reprezinta o dezvoltare a procedeului BBRV la care fixarea individuala a toroanelor in capul de ancorare se face nu prin presare, ci prin impanare, ca in sistemul Freyssinet,
procedeul Stronghold - utilizat in Anglia, are o larga aplicabilitate la realizarea grinzilor casetate de poduri,
procedeul CCL - este foarte util pentru realizarea grinzilor casetate cu pereti subtiri,
procedeul Losinger,
procedeul SCD (Stressed Concrete Design Limited),
procedeul Macalloy,
procedeul LH,
procedeul Dividag (Germania),
procedeul CCS Monostrand,
procedeul de postcomprimare cu autoancorare,
procedeul de precomprimare prin infasurarea armaturii pe betonul intarit in elementele de forma circulara.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5799
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved