| CATEGORII DOCUMENTE |
| Animale | Arta cultura | Divertisment | Film | Jurnalism | Muzica |
| Pescuit | Pictura | Versuri |
Mori pentru macinarea deseurilor din mase plastice
Dezvoltarea continua a productiei si consumului de materiale plastice a determinat o crestere considerabila a cantitatilor de materiale secundare de acest tip. Acestea din urma se caracterizeaza printr-un continut energetic ridicat si capacitate mare de poluare a mediului ambiant, factori care justifica preocuparile intense pentru valorificare lor.
Pentru a se ajunge la o evaluare corecta a posibilitatilor practice si economice de valorificare a materialelor plastice, este necesar sa se ia in consideratie sursele acestora, natura chimica a polimerilor ce stau la baza lor, deosebirile dintre diferitele tipuri de produse din material plastic, toti acesti factori contribuind la alegerea procedeelor de valorificare si domeniilor de utilizare a produselor care incorporeaza materialelor plastice secundare sau sunt fabricate exclusiv din acestea.
Atunci cand se iau in discutie caile de valorificare a materialelor plastic secundare, trebuie avut in vedere atat cele rezultate in instalatiile de sinteza a polimerilor destinati prelucrarii de material plastice si cele rezultate in instalatiile de prelucrare-formare material plastice, cat si pe cele sub forma de produse uzate din material plastic.
Pentru a putea fi reintroduse in circuitul de productie material plastic secundare trebuie,in marea majoritate a cazurilor, supuse unor operatii de pregatire care au ca scop aducerea acestora la forma si dimensiunile materialului nou ( granule sau pulbere ) cu care, de obicei, se amesteca.

Unitate de
prelucrare debavurare Control C.T.C.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() produse
produse
finite
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Material nou
Material nou
Fluxul operatiilor de pregatire a materialelor plastice scundare

In domeniul procesarii si
reciclarii maselor plastice, morile ocupa un loc foarte important, fiind
destinate maruntirii materialelor plastice, respectiv obtinerii de macinatura
care poate fi reintrodusa in procesul de fabricatie.
Aglomeratorul este un echipament pentru plastifierea si reciclarea deseurilor
de folie termoplastica
Unitatea se compune dintr-un cilindru in interiorul caruia se invarte cu
turatie mare un rotor echipat cu lame.Folia se introduce in cilindru unde
lamele taie, amesteca si plastifiaza produsul.Introducerea unei anumite
cantitati de apa provoaca o racire si o solidificare partiala a produsului,
care este taiat de lame in granule de forme neregulate.Granulele astfel
obtinute pot fi usor transportate, stocare si alimentate la extruder.
MORI SERIA G - Morile serie grea, sunt mori de mari dimensiuni pentru macinarea
si reciclarea diferitelor obiecte de mari dimensiuni: paleti, bidoane, folie,
vase, lazi, bobine, cauciuc, etc.
Caracteristici principale: robustete, productivitate mare, usor de curatat si
intretinut, schimbare sita prin sistem cu cilindru pneumatic, inchidere si
deschidere cuva prin sistem hidraulic motorizat.
MORI SERIA D - Mori pentru uz general de inalta productivitate, cu eficienta
ridicata, pentru utilizari multiple: obiecte voluminoase cum ar fi carcase de
televizoare, folie, sticle, lazi, bidoane, tevi din PVC rigid si HDPE cu
diametrul pana la 400 mm, etc.
Caracteristici principale: dimensiuni mici, usor de alimentat, simplu si usor
de curatat si intretinut, deschiderea sitei si a cuvei cu servo motoare.
MORI SERIA A SI DMG - Mori de capacitate medie si mica pentru utilizari
multiple, compacte, silentioase, robuste, usor de curatat si intretinut. Ideale
pentru reciclarea deseurilor de injectie, profilelor extrudate, conductelor,
sticlelor si corpurilor cave, filmului si foliilor.
MORI PENTRU APLICATII SPECIALE MODELE A 300 SI A 600 - Mori pentru macinare la
cald direct sub capul extruderului.
MORI MODELE A2/S-A4/S-A6/S-A9/S-A12/S-A15 /S
Mori pentru reciclare in linie a deseurilor de extrudare, debavurare, folii si
coli termoformate.
AGLOMERATOARE MODEL CONDOR - Aglomeratoarele din seria CONDOR sunt
destinate reciclarii deseurilor de folie foarte usoare si voluminoase
in granule grele si compacte pentru a fi folosite la extrudare.

Echipamentul
de macinat masa plastica este destinat granularii deseurilor din materiale
termoplaste: polietilena de joasa si inalta presiune, PVC, ABS, poliamida, etc
, in vederea introducerii lor in circuitul productiv.
Granularea cu turatie redusa permite recuperarea
integrala a materialului macinat!
Produsul se executa in trei variante, cu puteri de 4.5, 9
si 18.5 KW, putand fi insotit de un transportor pentru alimentare, dimensionat
conform necesitatilor clientilor, si de un ciclon pentru evacuarea si
depozitarea macinaturii.
SMP1, asa cum rezullta ele in urma separarii de produsul fabricat sau sunt colectate la utilajele de prelucrare, nu pot fi reintroduse in circuitul de productie deoarece se prezinta sub forme si dimensiuni care nu sunt acceptate de catre masinile de formare ( masini de injectie, extrudere etc.). Prima operatie din fluxul de pregatire la care sunt supuse aceste materiale este cea de maruntire. In acest scop pot fi folosite diferite tipuri de agregate, dar cel mai adesea se recurge la morile cu cutite .
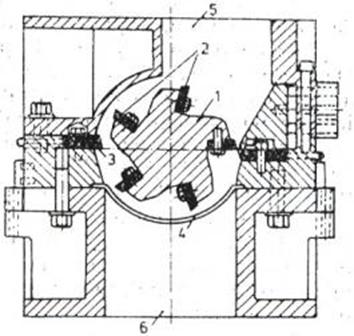
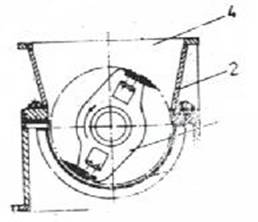
In principiu, aceste mori au la baza un rotor cu cutite care, impreuna cu carcasa (pe care sunt montate de asemenea cutite ) si sita de sortare alcatuiesc camera de maruntire. (fig.1.7 ).
Materialul ce urmeaza a fi supus prelucrarii este introdus in camera de maruntire, folosind in acest scop deschiderea de alimentare. Aici el este prins intre cutitele fixe de pe carcasa si cele mobile de pe rotor avand loc astfel o prima taiere a materialului. Bucatile rezultate, se aseaza dezordonat, in camera de maruntire, fapt ce face a urmatoarele operatii de taiere, sa determine reducerea considerabila a dimensiunilor particulelor, pana ce acestea ajung la marimi comparabile cu cele ale ochiurilor sitei de sortare si pot sa treaca pprin aceasta. Marimea ochiurilor sitei determina dimensiunea maxima a particulelor rezultate la maruntire.
|
|
|
Fig.1.7. Sectiunea transversala prin camera de maruntire a unei mori cu cutite: 1 - rotor; 2 - cutitele rotorului; 3 - cutitele de pe carcasa; 4 - sita de sortare; 5 - alimentare; 6 - evacuare. |
Pentru maruntirea SMP1 se pot folosi mori cu cutite simple sau duble, drepte (cu muchiile paralele) in unghi simplu, sau in unghi dublu. Montarea in pozitie inclinata a cutitelor de pe rotor asigura o taiere prin forfecare, mai convenabila, fapt ce permite reducerea considerabila a zgomotului si a consumului de energie. Deoarece inclinarea intr-o singura directie a cutitelor de pe rotor determina transportul unilateral in directie axiala a materialului din camera de maruntire, acestea se fixeaza oblic, alternativ (in unghi dublu).
Cutitele de pe carcasa se monteaza in pozitia cea mai favorabila de intrare a materialului care urmeaza a fi maruntit. Modul de fixare a acestor cutite este determinat de tipul si dimensiunile SMP1 pentru care s-a proiectat moara.
Numarul cutitelor de pe rotor si carcasa (Zr, Zc ), lungimea cutitelor (l) si viteza de rotatie a rotorului (n) determina capacitatea de taiere a morilor (S) de acest tip:
S = f(Zr, Zc, l, n)
ls = Zr Zc l n
in care: ls este lungimea de taiere in unitatea de timp.
Lungimea de taiere poate servi la aprecierea capacitatii de maruntire a unei mori cu cutite numai in mod conditionat, deoarece nu da nici o indicatie in legatura cu masura in care aceasta lungime este efectiv utilizata.
Avand in vedere relatia liniara dintre capacitatea de maruntire (exprimata prin ls) si principalele marimi constructive ale morilor cu cutite, se considera ca acestea pot fi variate in limite largi, in functie de necestitati. Exceptie face viteza de rotatie a rotorului care nu poate fi aleasa oricum, deoarece viteze periferice mari ale acestuia pot determina incalzirea rapida a materialului supus maruntirii si, prin aceasta, blocarea morii.
S-a stabilit ca o viteza periferica a cutitelor de 10 - 15 m s-1 constituie o limita ce, in cazul morilor fara posibilitati de racire nu trebuie depasita.
In cazul SMP1 casante, viteze mari ale cutitelor determina cresterea fractiunii constituite din particule de dimensiuni mici, fapt ce reprezinta o dificultate la utilizarea in continuare a materialului maruntit.
Pentru a realiza o maruntire buna, in special in cazul SMP1 sub forma de folie sau fibre, cutitele trebuie sa fie bine ascutite, iar distanta dintre cutitele de pe rotor si cele de pe carcasa sa nu depaseasca 0.1 - 0.2 mm. Deoarece tocirea cutitelor impune ascutirea lor periodica, sistemul de prindere a acestora trebuie sa fie astfel ales, incat sa permita scoaterea si reglarea lor din pozitii nepericuloase pentru operator.
Forma si marimea rotorului si a cutitelor, numarul cutitelor, viteza rotorului si distanta dintre cutite se aleg in functie de tipul si forma de prezentare a SMP1 care urmeazaa fi supus maruntirii.
Morile cu cutite pot avea rotorul cu ax vertical sau orizontal (fig. 1.8. si fig. 1.9.). morile avand rotorul cu ax vertical se caracterizeaza printr-o echilibrare mai buna, solicitare mai mica la incovoiere a rotorului si gabarit mai mic in plan orizontal, motiv pentru care acestea sunt de preferat ori de cate ori este posibil.
|
|
|
Fig. 1.8. Moara cu rotor cu ax vertical: 1 - dispozitiv de maruntire preliminara; 2 - cutitele de pe rotor; 3 - cutitele de pe carcasa; 4 - sita |
In cazul morilor avand rotor cu ax orizontal, proiectate pentru maruntirea SMP1 cu pereti grosi sau a bucatilor masive de material, sita de sortare se monteaza deasupra rotorului, in timp ce la agregatele destinate maruntirii SMP1 sub forma de folie sau fibre, acestea se monteaza sub rotor (fig. 1.9.).
|
|
|
Fig. 1.9. Moara cu cutite avand sita montata in diferite pozitii: 1 - rotor; 2 - carcasa; 3 - sita montata deasupra rotorului; 4 - sita montata sub rotor; 5 - palnie de alimentare; 6 - clapeta. |
Deoarece s-a constatat ca materialul maruntit strabate sita de sortare in prima zona a acesteia, dispunerea corecta ar fi o alternanta de cutite pe carcasa si site. O asemenea dispunere este greu de realizat si dificil de exploatat, deoarece blocarea sitei impune ca, in vederea desfundarii si curatirii acesteia, sa se scoata sita din sortare.
Deschiderea de alimentare a morilor cu cutite se realizeaza sub forma de palnie (fig. 1.9.). Forma, marimea si dispunerea palniei de alimentare sunt de o deosebita importanta in procesul de exploatare a morilor cu cutite.
Forma palniei trebuie aleasa astfel incat alimenterea morii, care cel mai adesea se face manual, sa nu permita aruncarea in afara, datorita fortei centrifuge a materialului maruntit. De aceea, palniile de alimentare sunt concepute sub forma cotita si sunt prevazute cu clapete de inchidere (fig. 1.9.).
La dimensionarea palniilor de alimentare trebuie sa se aiba in vedere ca SMP1 ce urmeaza a fi maruntite sa treaca usor prin sectiunea transversala cea mai ingusta, fara pericol de intepenire si blocare in aceasta zona. Deoarece infundarea palniilor de alimentare se poate produce si din alte cauze decat cele legate de dimensiunile SMP1, este necesar ca acestea sa fie prevazute cu dispozitive speciale de deblocare, evitandu-se in acest mod metoda manuala, periculoasa, de desfundare. In acest scop, se poate folosi fie un heblu actionat manual, fie un dispozzitiv special format dinttr-un cilindru pneumatic cu piston si un carlig, prin a carui miscare verticala se realizeaza afanaea materialului, fapt ce favorizeaza desfundarea palniei de alimentare.
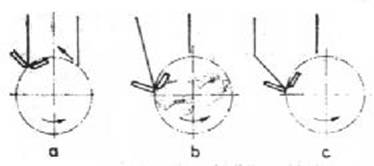
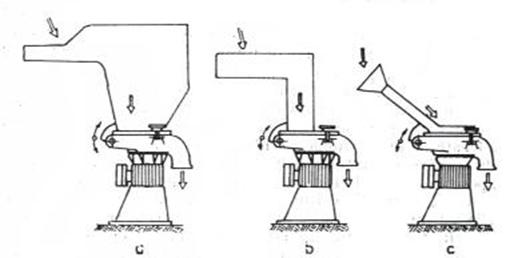
Nici dispunerea palniei nu poate fi facuta la intamplare, asa cum rezulta din fig. 1.10. In primul caz (fig. 1.10. a) materialului este aruncat de catre rotor aproximativ dupa directia sagetii, fapt ce face dificila patrunderea acestuia in camera de maruntire. Dispunerea palniei de alimentare conform pozitiei indicate in fig. 1.10.b asigura o buna intrare a SMP1, in schimb bucatile de dimensiuni mari nu pot ajunge in fata cutitului fix, ceea ce face imposibila maruntirea lor.
In plus, in spatiul format intre rotor si peretele palniei se produce o frecare puternica a materialului si drept urmare o incalzire excesiva a acestuia. Pentru a evita aruncarea materialului supus maruntirii cat si incalzirea acestuia, este obligatoriu ca palnia de alimentare sa fie dispusa in pozitia indicata in fig. 1.10.c.
|
|
|
Fig. 1.10. Posibilitati de dispunere a palniei de alimentare la morile cu cutite avand rotorul cu axul orizontal: a, b - gresit; c - corect. |
Exista si cazuri in care, datorita marimii exagerate a bucatilor de SMP1, palnia de alimentare are dimensiunile cele mai mari cu putinta, adica egale cu diametrul partii cilindrice a morii (fig. 1.11).
|
|
|
Fig. 1.11. Moara cu cutite cu deschidere larga a palniei de alimentare: 1 - rotor cu cutite; 2 - carcasa; 3 - sita; 4 - palnie de alimentare. |
Probleme asemanatoare apar si in cazul morilor cu cutite avand rotorul cu ax vertical, a caror palnie de alimentare poate fi montata la una din pozitiile indicate in fig. 1.12.
|
|
|
Fig. 1.12. Posibilitati de dispunere a palniei de alimentare, la morile cu cutite avand rotorul cu axul vertical: a - alimentare normala cu camera de volum mare; b - alimentare normala; c - alimentare tangentiala. |
Palniile de alimentare prezentate se utilizeaza intotdeauna atunci cand SMP1 au forme neregulate. Pentru maruntirea SMP1 sub forma de placi folie sau benzi, morile sunt echipate cu cilindrii de tragere (fig. 1.13.), cu ajutorul carora materialul este alimentat continuu in camera de taiere. In vederea asigurarii unei alimentari cat mai uniforme, se reccomanda ca ambii cilindri sa fie antrenati.
Probleme deosebite apar la maruntirea SMP1 sub forma de teava in special a celor pe baza de PVC. Din cauza evolutiei neregulate a rupturilor la astfel de produse, ghidejele de sustinere trebuie sa fie lungi si foarte bine etansate. In afara de acestea, pentru fiecare diametru de teava este necesar un ghidaj cu dimensiuni corespunzatoare, iar daca teava nu este inchisa, materialul maruntit poate fi aruncat in afara prin interiorul acesteia.
|
|
|
Fig. 1.13. Sistem de alimentare cu cilindri de tragere: 1 - rotor cu cutite; 2 - cilindri de tragere. |
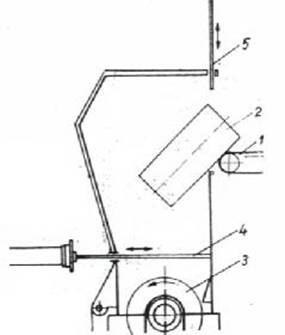
Desi in cazul tevilor de diametre mici construirea unor palnii de alimentare lungi, orientate vertical, ofera o solutie, numai in putine cazuri se gasesc spatii corespunzatoare pentru montarea unor asemenea mori. Pentru tevi cu dimensiuni mari, pana la 1000 mm diametru, aceasta solutie nu este practicabila si drept urmare s-au cautat solutii adecvate de alimentare. O asemenea solutie este prezentata in fig. 1.14.
|
|
|
Fig. 1.14. Sistem de alimentare a SMP1 sub forma de teava cu diametrul mare. |
In acest caz, SMP1 sub forma de teava sunt taiate la dimensiuni care pot fi transportate manual, iar bucatile obtinute sunt alimentate cu ajutorul unei benzi transportoare intr-o camera de asteptare care se gaseste deasupra camerei de maruntire. Aceasta camera este prevazuta cu doua clapete (4 si 5) care functioneaza alternativ si asigura atat evitarea aruncarii materialului in afara cat, si protectia rotorului impotriva eventualelor socuri produse de teava in cadere (clapeta 4).
Pentru alimentarea morii se procedeaza dupa cum urmeaza: se deschide clapeta 5 cu ajutorul benzii transportoare 1, capatul de teava 2 este aruncat in camera de asteptare. Forta de lovire este preluata de clapeta 4 care in acest caz, este inchisa. Dupa aruncarea in interior a tevii, clapeta 5 se inchide si apoi se deschide clapeta 4. drept urmare, capatul inferior al tevii cade pe rotorul 3 si incepe maruntirea. In momentul in care capatul superior al tevii ajunge sub nivelul clapetei 4, aceasta se inchide si ciclul de alimentare este reluat. Actionarea clapetelor se face pneumatic, fapt ce permite o functionare complet automata a instalatiei.
In scopul asigurarii unei game cat mai largi de utilizare, s-au construit si mori cu cutite, cu doua palnii de alimentare, una pentru SMP1 de dimensiuni mici, iar cealalta pentru tevi (fig.1.15.). Jgheabul de alimentare pentru tevi este actionat hidraulic avand posibilitatea sa-si modifice unghiul de inclinare.
Reducerea zgomotului produs la maruntirea SMP1 dure poate fi asigurata prin folosirea unor palnii de alimentare tip inchizator de aer, palnii cu pereti dubli sau izolate fonic.
Pentru maruntirea SMP1 sub forma de folie sau fibre, precum si a celor care au la baza polimeri sensibili la actiunea caldurii, morile cu cutite pot fi prevazute cu sisteme de racire cu apa (atat pentru rotor cat si pentru carcasa), sau sunt prevazute cu un sistem de evacuare fortata a materialului maruntit. In acest ultim caz, sub sita de sortare se gaseste un recipient de captare, in forma de palnie, prin care trece continuu un curent de aer care antreneaza materialul maruntit. Absorbtia cu ajutorul aerului a matreialului colectat in recipient asigura transportul acestuia, racirea lui, precum si marirea capacitatii de maruntire a morii.
|
|
|
Fig. 1.15. Moara cu cutite cu doua palnii de alimentare: 1 - jgheab pentru SMP1 sub forma de teava; 2 - palnie de alimentare pentru SMP1 de dimensiuni mici; 3 - rotor cu cutite. |
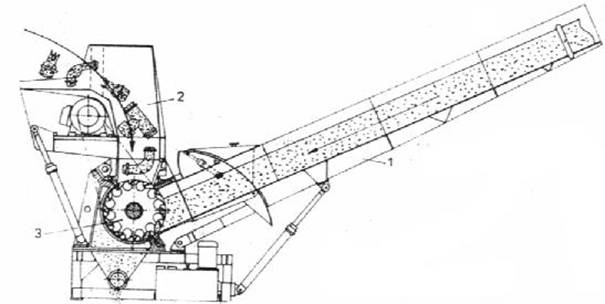
Acelasi rezultat se obtine si prin amplasarea sub sita de sortare a unui ventilator de constructie speciala (fig. 1.16). Separarea materialului maruntit de curentul de aer se face cu ajutorul unui ciclon; aerul, dupa purificare printr-un filtru cu saci, este refulat in atmosfera, iar materialul granular este colectat intr-un buncar de depozitare sau in saci.
|
|
|
Fig. 1.16. Moara cu cutite si racire cu aer a materialului maruntit: 1 - palnie de alimentare; 2 - motor electric pentru antrenarea rotorului cu cutite; 3 - suport metalic; 4 - ventilator; 5 - conducta de evacuare; 6 - ciclon. |
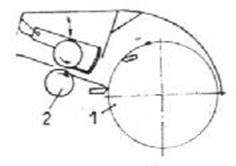
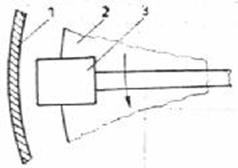
In cazul in care SMP1 ce urmeaza a fi recirculate se prezinta sub forma unor produse (placi, profile cu sectiune rotunda, patrata, ovala etc.), pentru maruntirea lor se pot folosi agregate de constructie speciala de tipul celor din fig. 1.17.
|
|
|
Fig. 1.17. Schema de principiu a agregatului de maruntirea SMP1 continuu: 1 - rotor; 2 - cutite; 3 - contracutit; 4 - gura de evacuare; 5 - capac rabatabil; 6 - material supus maruntirii. |
Alimentarea agregatului cu SMP1 se face sub un unghi de 45 fata de axa rotorului, folosind in acest scop doi cilindrii antrenati, dintre care cel superior este mobil, putand fi ridicat si coborat in functie de grosimea materialului supus maruntirii. La astfel de agregate, cutitele de pe rotor sunt fixe, iar cel de pe carcasa (contracutitul) este regrabil. Diversele tipuri de cutite care pot fi montate la acest agregat ofera posibilitatea obtinerii unor granule de forma cubica de 1.5 - 6 mm pe latura.
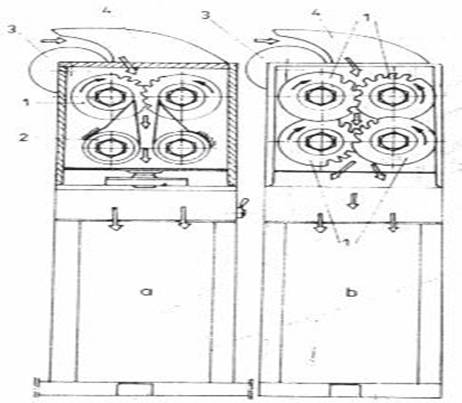
Pentru maruntirea SMP1 sub forma de folie (rezultate la termoformare, margini neparalele de la extrudare, calandrare etc.) se pot utiliza masini de tipul celor din fig. 1.18. Acestea lucreaza dupa principiul morilor de taiat folie, executand taierea atat in directie longitudinala cat si transversala. Se livreaza in doua variante constructive:
cu doi arbori mobili (2 axe);
cu patru arbori mobili (4 axe).
Fiecare arbore mobil, atat la tipul de doua axe (fig. 1.18a) cat si cel cu patru axe (fig. 1.18b), are montate o serie de cutite tip roata (in forma unor freze de disc). Cutitele se monteaza in linie si se separa intre ele prin distantiere. Varfurile cutitelor se suprapun pe o lungime de 14 mm, iar distanta dintre doua cutite opuse este de 0.1 mm. Muchiile taietoare ale cutitelor sunt astfel orientate, ca folia in timpul taierii sa fie trasa intre cutite; mai intai varful cutitului patrunde in material iar apoi acesta este tras in paralel, cu muchia cutitului, care executa taierea in lungime. Bucatile de SMP1 obtinute nu depasesc 2.57 mm si au forma regulata.
|
|
|
Fig. 1.18. Schema de principiu a agregatelor de maruntire a foliilor continue: 1 - arbori mobili cu cutite; 2 - axe fixe cu raclete pentru curatirea cutitelor; 3- tambur de ghidare; 4 - carcasa superioara. |
Plecand de la principiile descrise s-au construit numeroase tipuri de mori cu cutite care se diferentiaza prin:
conceptie, robustete, pozitia axului rotorului;
marimea si locul de fixare a sitei de sortare;
numarul de cutite de pe rotor si carcasa;
viteza rotorului;
marimea si dispunerea palniei de alimentare;
modul de montare si reglare a cutitelor etc.
Multe dintre ele sunt proiectate pentru un anume tip de SMP1 dar, exista si mori cu cutite cu destinatie universala (profile de diferite tipuri, corpuri, cave voluminoase, folii etc.). Acestea din urma au o geometrie speciala a rotorului si sunt dotate cu mai multe seturi de cutite. Acestea se monteaza de obicei in unghi, pentru a asigura o linie de taiere controlata care sa nu produca socuri.
Capacitatea de maruntire a morilor cu cutite este determinata de puterea motorului de antrenare (fig.1.19), ele alegandu-se in functie de tipul SMP1 pentru care urmeaza a fi folosite si de caracteristicile lor constructive.
|
Puterea de antrenare, kw |
Capacitate de maruntire, kg h-1 |
|
6 |
|
Principalele conditii impuse morilor cu cutite se refera la realizarea unui material granular cu muchiile taiate drept, fara praf sau aschii, functionarea fara zgomot si in deplina siguranta privind normele de protectia muncii.
Faptul ca functionarea continua si in siguranta a morilor cu cutite implica echiparea acestora cu motoare puternice, de multe ori supradimensionate, a facut ca operatiile de maruntire a SMP1 in astfel de utilaje sa fie mari consumatoare de energie. Drept urmare, s-a trecut, acolo unde a fost posibil, la inlocuirea morilor cu cutite cu alte tipuri de agregate destinate aceluias scop. Dintre aceste agregate de inlocuire le mentionam in primul rand pe cele de tip Zerglomat.
|
|
|
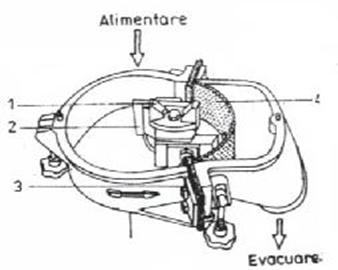
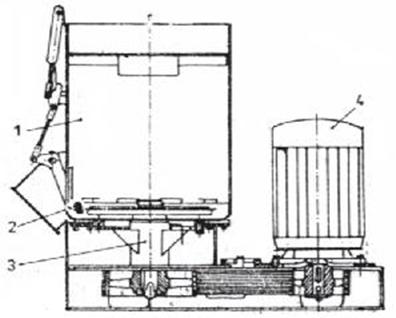
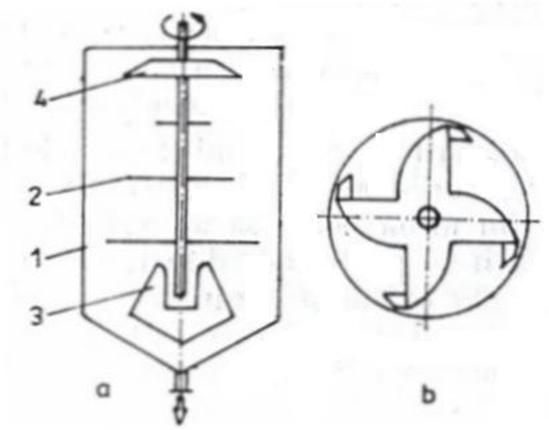
Fig. 1.20. Agregat Zerglomat pentru maruntirea SMP1 sub forma de folie: 1 - cuva cilindrica; 2 - cutite fixe; 3 - axul cu cutite mobile; 4 - motor pentru antrenarea axului cu cutite |
Acestea au la baza o cuva cilindrica verticala deschisa la partea superioara si inchisa la cea inferioara. Prin capacul inferior al cuvei patrunde un ax care se fixeaza o traversa, iar pe aceasta doua cutite ce pot fi antrenate in miscare de rotatie. Deasupra traversei mobile sunt fixate, in peretele cuvei, cutite dispuse radial (fig.1.20).
Maruntirea SMP sub forma de folie are loc prin sfasiere, ca urmare a prinderii acestora intre cutitele fixe si cele mobile. Viteza periferica a acestora din urma poate sa ajunga pana la 70 ms-1. Evacuarea materialului maruntit se poate face direct, printr-un stut de evacuare amplasat la baza cuvei, dar exista si cazuri in care se recurge mai intai la spalarea SMP1 si apoi evacuarea lor. Inrtr-o serie de instalatii, cuvele de tip Zerglomat asigura si aglomerarea SMP1 maruntite.
|
|
|
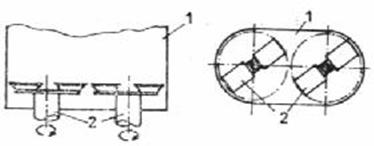
Fig. 1.21. Cuva Zerglomat cu doi arbori mobili: 1 - cuva agregatului; 2 - arbori cu traverse portcutit. |
Tot in scopul maruntirii SMP1 sub forma de folie pot fi folosite si cuve Zerglomat ovale (fig. 1.21). Spre deosebire de cele de mai sus, care au un singur ax cu cutite, acestea sunt prevazute cu doi arbori pe care se monteaza traverse portcutit. Cei doi arbori se rotesc in acelasi sens.
Deoarece montarea cutitelor mobile pe traversa diagonala favorizeaza formarea unor pachete de marerial intre acesta si fundul cuvei, s-a trecut la fixarea lor pe un disc (fig. 1.22).
|
|
|
Fig. 1.22. detaliu la o cuva Zerglomat cu cutite mobile montate pe disc: 1 - peretele cuvei; 2 - disc; 3 - cutit. |
Transportul si distributia materalului in zona de taiere a acestor cuve poate fi imbunatatit prin montarea pe disc a unor nervuri.
Cuvele de tip Zerglomat pot fi folosite si pentru maruntirea buteliilor cu pereti subtiri.
Maruntirea SMP1 sub forma de folii sau de butelii in cuve Zerglomat este avantajoasa din punct de vedere economic numai pentru capacitati mari de productie, ceea ce inseamna agregate de volum mare, costisitoare si greu de exploatat.
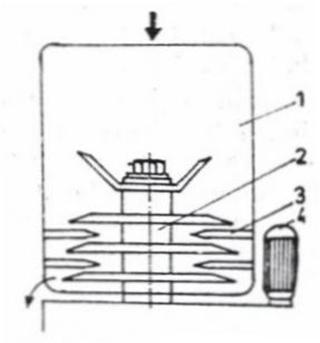
Un principiu de lucru intrucatva asemanator cu al cuvelor Zerglomat are si agregatul de maruntire prezentat schematic in fig. 1.23. Deosebirea consta in aceea ca pe axul care patrunde prin capacul inferior al cuvei se dispun cateva cutite sub forma de disc, care se intercaleaza cu mai multe cutite fixe montate in peretii cuvei. Cutitele sub forma de disc se prelungesc pana in apropierea peretelui interior al cuvei, iar sub ele se monteaza narvuri care inlatura depunerile de folie in zona centrala a agregatului.
|
|
|
Fig. 1.23. Agregat cu cutite disc pentru maruntirea SMP1 sub forma de folie: 1 - cuva agregatului; 2 - ax cu cutite disc; 3 - cutite fixe; 4 - motor de antrenare. |
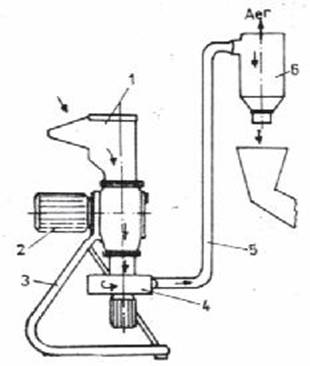
Tot pentru maruntirea SMP1 sub forma de folie, pot fi folosite si agregatele cu cutite de taiere sub forma de elice (fig. 1.24). Acestea au la baza o cuva cilindrica verticala cu partea inferioara conica, in centrul caruia se gaseste un ax pe care sunt montate mai multe cutite tip elice. Prin antrenarea in miscare de rotatie a axului central, cutitele de pe acesta determina maruntirea foliei introduse in cuva. Circulatia materialului in zona activa si spre gura de evacuare este controlata de doua elemente de dirijare (superior si inferior).
|
|
|
Fig. 1.24. Agregat cu cutite tip elice pentru maruntirea SMP1 sub forma de folie: a - schema de principiu; b - cutit tip elice; 1 - cuva agregatului; 2 - cutit elice; 3 - element de dirijare inferior; 4 - element de dirijare superior. |
In ultimii ani, pentru maruntirea SMP1 sub forma de folie se utilizeaza din ce in ce mai mult utilaje de tipul celor folosite pentru destramarea materialelor secundare textile. Capacitatea de maruntire a acestor utilaje este cu mult mai mare decat a agregatelor discutate, iar consumul specific de energie este de aproape de 10 ori mai mic. Dimensiunile particulelor obtinute dupa maruntirea foliilor in astfel de agregate este de 100 - 300 mm.
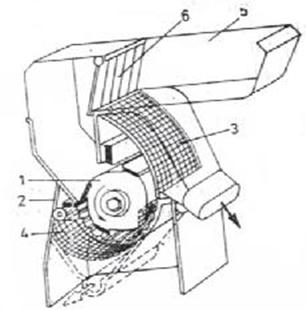
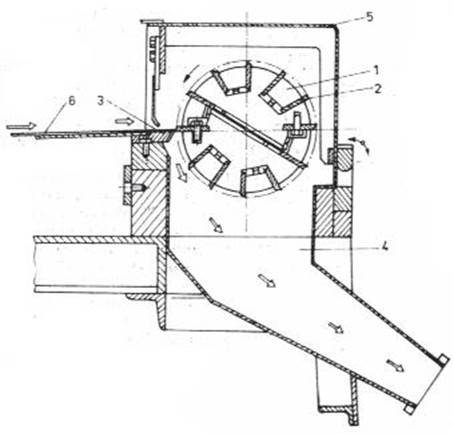
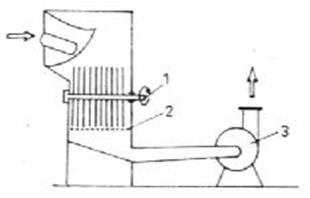
Pentru maruntirea SMP1 cu structura celulara si in special a celor din PS expandat se folosesc agregate tip "rozator". Partea activa a acestor agregate este formata dintr-un rotor orizontal pe care sunt montate mai multe cutite in forma de stea cu patru brate prevazute cu gheare separate (fig. 1.25). In urma interactiunii dintre bratele mobile antrenate in miscarea de rotatie si SMP1 cu structura celulara, acestea din urma se transforma in bucati mici (in cazul PS expandat in perle) care strabat sita de la partea inferioara a cuvei agregatului. Deoarece particulele rezultate in urma maruntirii SMP1 cu structura celulara sunt usoare si trec greu prin sita, agregatul este prevazut cu un sistem de aspiratie a materialului maruntit.
|
|
|
Fig. 1.25. Schema de principiu a unui agregat de maruntire de tip "rozator": 1 - ax cu brate in forma de stea; 2 - sita; 3 - exhaustor. |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7044
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved