| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
DOCUMENTE SIMILARE |
||||
|
||||
universitatea
din
facultatea de electrotehnica
Electrotehnologii
Deformare MAgnetica
proiect
Introducere in deformare magnetica
Deformarea electromagnetica (Electromagnetic forming, EM forming sau Magneforming) este un proces care utilizeaza forte electromagnetice pentru a modela metalul, fara o unealta care sa intre in contact cu piesa.
Este, de asemenea, un proces ideal de a uni sau asambla mecanic componente metalice deosebite.
Deformarea electromagnetica este un mod de a lucra plastic un metal, numita si metoda de deformare prin viteza mare a energiei.
Exista doua tipuri de deformarea electromagnetica: metoda solenoidala si metoda prin contact direct al electrodului, in care curentul de descarcare trece direct prin piesa.
Deformarea magnetica utilizeaza pulsuri de putere pentru a crea pulsuri puternice de camp magnetic in scopul de a remodela parti metalice.
Principiul metodei consta intr-un puls mare de curent care este trimis prin bobina de lucru prin decarcarea rapida a unui condensator de inalta tensiune.
Acest current, de ordinul zecilor sau sutelor de mii de ampere, creeaza forte magnetice foarte puternice care deformeaza permanent metalul.
Procesul se intampla extrem de repede, de regula zeci de microsecunde.
Acest proces de formare este cel mai des folosit pentru a micsora sau dilata tuburi cilindrice, dar si de a forma placi metalice prin presarea acestora catre o matrita.
Cum procesul se bazeaza pe accelerari si decelerari de mare viteza, masa piesei ocupa un rol important.
Procesul lucreaza optim prin utilizarea conductorilor cu mare conductivitate electrica, cupru si aluminiu, dar poate fi adaptat si pentru otel.
instalaTii de deformare magneticA
Sa se dimensioneze instalatia de deformare magnetica destinata asamblarii componentelor borna si isolator ceramic din constructia sigurantelor fuzibile, avand cunoscute urmatoarele date nominale:
Se vor calcula urmatoarele marimi:
Se va realiza un program automat de calcul folosind Matlab pentru a se obtine:
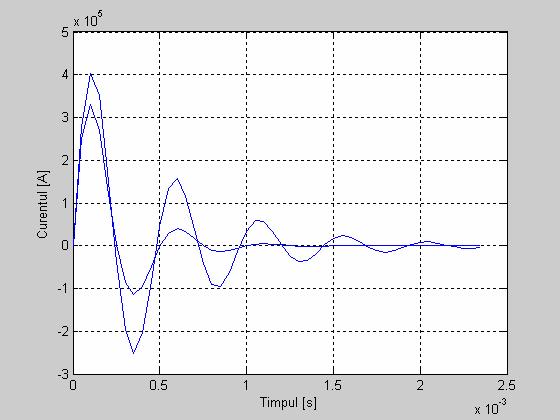
graficul de variatie al curentului prin bobina
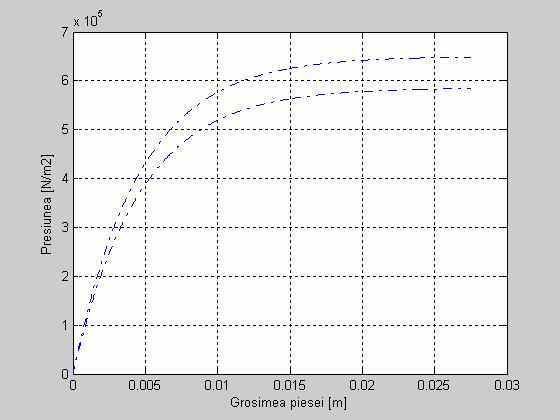
graficul de variatie al presiunii mecanice pe grosimea piesei
influenta parametrilor circuitului asupra valorii maxime a presiunii mecanice
influenta tipului de material asupra parametrilor calculati
grafice comparative
corelarea grosimii piesei cu valoarea frecventei.
Determinarea marimilor uzuale de constructie ale instalatiei de deformare magnetica incepe prin cunoasterea curentului ce strabate aceasta instalatie.
Expresia curentului de descarcare este:
![]()
Derivand expresia in raport cu timpul vom obtine expresia timpului pentru care curentul ia valoarea maxima:
![]()
![]() - pulsatia reala a circuitului
- pulsatia reala a circuitului
![]() -
pulsatia ideala a unui circuit LC
-
pulsatia ideala a unui circuit LC
![]() -
factor de amortizare
-
factor de amortizare
Atunci valoarea maxima a curentului de descarcare va fi:
![]()
Energia inmagazinata in campul electric al condensatorului este:
Cunoscand randamentul instalatie obtinem energia necesara deformarii piesei:
![]()
Rezulta astfel valoarea tensiunii :
![]()
Capacitatea condensatorului se determina cu ajutorul relatiei :
![]()
adancimea de patrundere se determina cu relatia ![]()
unde α - factor de atenuare, f - frecventa, σ si μ - constante de material.
Expresia presiunii mecanice de deformare a piesei cu distanta de la suprafata piesei este:
![]()
Valoare maxima a presiunii ramane constanta indiferent de valoarea frecventei de lucru si anume:
![]()
Pentru determinarea valorii inductiei este necesar a se determina parametrii bobinei, constand in diametrul conductorului si lungimea acesteia.
Vom considera in cele ce urmeaza ca bobina este parcursa de un curent echivalent cu cel real prin bobina.
Expresia din care rezulta valoarea acestui curent este :
unde primul termen reprezinta energia generata de curentul prin bobina, iar cel de-al doilea energia echivalenta. Acestea se determina pentru o perioada suficienta pentru amortizarea curentului prin circuit cu o valoarea de (45)τ (τ - durata de amotizare)
![]()


unde Bt si B0 sunt coeficienti ce depind de temperatura initiala si temperatura finala a conductorului si in a caror expresie intra anumite marimi ce depind de material precum : densitatea ρd, rezistivitatea ρ0, coeficientul de temperatura al rezistivitatii α', coeficientul de temperatura al caldurii specifice β'.
Aria sectiunii conductorului se poate calcula cu relatia urmatoare, rezultand diametrul conductorului :

Lungimea bobinei va fi :
![]()
unde 'pas' reprezinta dimensiunea pasului de bobinaj.
Astfel, valoarea inductiei se va determina utilizand expresia :
![]()
Rezulta valoarea maxima a presiunii mecanice aplicata la suprafata piesei care va avea expresia:
![]()
inductivitatea bobinei de lucru si forta de intindere a spirelor bobinei se determina folosind relatiile:
![]()
![]()
unde R - diametrul piesei; r - raza conductorului.
Introducand datele deja cunoscute ale instalatiei de deformare magnetica se vor determina marimile caracteristice urmatoare :
- factor de amortizare ![]()
- capacitatea condensatorului
![]()
- pulsatia ideala a unui
circuit LC ![]()
- pulsatia reala a circuitului ![]()
timpul pentru care curentul ia valoarea maxima:
![]()
![]()
![]()
- valoarea tensiunii ![]()
- valoarea maxima a curentului de descarcare
![]()
- adancimea de patrundere
![]()
![]()
![]()
- aria sectiunii conductorului

- diametrul conductorului
![]()
- lungimea bobinei
![]()
![]()
- valoarea inductiei
![]()
- valoare maxima a presiunii
![]()
- inductivitatea bobinei de lucru
![]()
- forta de intindere a spirelor bobinei
![]()
unde R =0.12.
![]()
![]()
![]()
Influenta parametrilor circuitului asupra valorii maxime a presiunii mecanice consta in modificarea unuia si mentinerea celorlalti constanti.
Rezistenta critica a circuitului este data de relatia :
![]()
Se va urmari influenta a patru valori ale rezistentei :
|
Rezistenta [Ω] |
Presiunea [N/m2] |
|
0.05 |
|
|
0.10 |
|
|
0.15 |
|
|
0.2 |
|
Se observa ca o data cu cresterea valorii rezistentei creste si valoarea presiunii.
Modificarea inductantei bobinei de lucru va avea efect si asupra capacitatii deoarece aceasta din urma se determina in functie de prima.
|
Inductanta [H] |
Presiunea [N/m2] |
Capacitate [μF] |
|
|
|
63.3 |
|
|
|
25.5 |
|
|
|
12.6 |
|
|
|
8.44 |
|
|
|
6.33 |
|
|
|
0.63 |
Observam ca pentru o inductanta de zece ori mai mare, presiunea scade de acelasi ordin de marime. Acelasi lucru se intampla si in cazul capacitatii condensatorului.
Spre deosebire de cazul rezistentei, o data cu marirea inductantei presiunea mecanica scade.
Parametrii calculati ai instalatiei pot fi influentati si de tipul materialului din care este confectionat conductorul bobinei de lucru.

Se vor considera patru tipuri de material: aluminiu, cupru, otel, wolfram, si se va urmari influenta acestora asupra parametrilor instalatiei.
Se constata urmatoarele:
|
Aluminiu |
Cupru |
Otel |
Wolfram |
|
δ = 1.75 104 τ =5.71 10-5 C =6.33 10-5 F U =1.34 104 V ω0 =1.25 105 rad/s ω1 =1.24 105 rad/s tm =1.15 10-5 s α =1.74 103 z =5.7310-4 m Imax =8.85104 A Iech1 =2.76106 A a =4.4610-4 m2 d =0.0238 m l =0.1044 m Hmax =8.48105 Bmax =1.0663 T Pmax=4.52105 N/m2 R = 0.1438m T = 2.72103 N L =3.1510-7 H |
δ = 1.75 104 τ =5.71 10-5 C =6.33 10-5 F U =1.34 104 V ω0=1.25105 rad/s ω1 =1.24 105 rad/s tm =1.15 10-5 s α = 2.23103 z = 4.4710-4 m Imax = 8.85104 A Iech1 = 2.76106 A a =2.9 10-4 m2 d = 0.0192 m l = 0.0859 m Hmax= 2.06106 Bmax= 2.5898 T Pmax = 2.66 106 N/m2 R = 0.1392 m T= 2.69 103 N L = 2.99 10-7 H |
δ = 1.75 104 τ =5.71 10-5 C =6.33 10-5 F U =1.34 104 V ω0=1.25105 rad/s ω1 =1.24 105 rad/s tm =1.15 10-5 s α = 0.88103 z = 0.0011 m Imax = 8.85104 A Iech1 = 2.76106 A a = 8.3010-4 m2 d = 0.0325 m l = 0.1391 m Hmax = 1.91106 Bmax = 2.4006 T Pmax = 2.29106 N/m2 R = 0.1525 m T = 2.76103 N L = 3.45 10-7 H |
δ = 1.75 104 τ =5.71 10-5 C =6.33 10-5 F U =1.34 104 V ω0=1.25105 rad/s ω1 =1.24 105 rad/s tm =1.15 10-5 s α = 1.24 103 z = 8.03 10-4 m Imax = 8.85104 A Iech1 = 2.76106 A a = 1.96 10-5 m2 d = 0.005 m l = 0.029 m Hmax = 1.22 107 Bmax = 15.355 T Pmax = 9.381107 N/m2 R = 0.125 m T= 2.6 103 N L = 2.51 10-7 H |
Anexe



Explicativ a procesului de deformare magnetica



Tipuri de deformare a tuburilor
Model de utilizare

Aparatura de deformare magnetica

![]() %PROGRAM:
DIMENSIONARE DEFORMARE MAGNETICA
%PROGRAM:
DIMENSIONARE DEFORMARE MAGNETICA
%MATERIAL: Aluminiu
%date material
coam=380;
gamaam=8.5e3;
roam=0.07e-6;
alfapam=0.0015;
lanam=100;
betapam=0.00011;
tetat=200;
tetao=30;
%date initiale
w=45000; %energia
f=2100; %frecventa
per=1/f; %perioada
l=0.89e-6; %inductanta
%r=0.0035
n=8; %spire
sigma=1/(0.07e-6);
miu=1.257e-7;
miu0=1.257e-7;
we=w/0.4; %energie inmagazinata in condensator
c=1/(4*pi^2*f^2*l); %capacitatea
omegao=1/(sqrt(l*c));
u=sqrt((2*we)/c); %tensiunea de alimentare
alfa=sqrt(pi*f*sigma*miu); %factorul de atenuare
betat=(coam*gamaam/roam)*(((alfapam-betapam)/alfapam^2)*log(1+alfapam*tetat)+(betapam/alfapam)*tetat);
betao=(coam*gamaam/roam)*(((alfapam-betapam)/alfapam^2)*log(1+alfapam*tetao)+(betapam/alfapam)*tetao);
z=1/alfa; %adancimea de patrundere
r=[0.0035 0.0075];
t=0:0.00005:5*per;
%date calculate
for i=1:length(r)
for j=1:length(t)
delta(i)=r(i)/(2*l);
tau(i)=1/delta(i); %
omega1(i)=sqrt(omegao^2-delta(i)^2);
tm(i)=(1/omega1(i))*atan(omega1(i)/delta(i)); %timpul pentru care curentul ia val. max.
%curentul echivalent
imax(i)=(u*exp(-delta(i)*tm(i)))/(l*omega1(i)); %curentul maxim prin circ. de
descarcare
syms x;
IN(i)=int((exp(delta(i)*x))^2*(sin(omega1(i)*x)^2));
IND1(i)=int(exp(delta(i)*x)^2*sin(omega1(i)*x)^2,0,5*tau(i));
IND1(i)=double(IND1(i));
tal(i)=5/delta(i);
Iech1(i)=imax(i)*sqrt(double(IND1(i))/tal(i)); %curentul echivalent
id(i,j)=(u.*exp(-delta(i).*t(j)).*sin(omega1(i).*t(j)))./(omega1(i).*l); % expresia curentului
a(i)=Iech1(i)*sqrt((tal(i))/(betat-betao)); % arie sectiune conductor [m^2]
rz(i)=sqrt(a(i)/pi); %raza conductor [m]
d(i)=2*rz(i); %diametru conductor [m]
pas=3e-3;
lg(i)=10*d(i)+9*pas; %lungime bobina
hmax(i)=(n*imax(i))/lg(i); %intensitate c. mag.
bmax(i)=miu0*hmax(i); % inductanta magnetica maxima
pmax(i)=bmax(i)^2/(2*miu0); %presiunea maxima
R=0.1;
ftens(i)=1e-7*imax(i)^2*log(8*R/r(i)-0.75); % forta de intindere
induc(i)=miu0*R*(log(8*R/rz(i))-1.75); % inductanta bobinei de lucru
end
end
%grafice
% variatia curentului prin bobina
plot(t,id,'b');grid;
xlabel('Timpul [s]');
ylabel('Curentul [A]');
figure
%Calculul presiunii
% influenta rezistentei asupra presiunii
x=0:0.00005:3*z;
for j=1:length(r)
for i=1:length(x)
pm(j,i)=pmax(j)*(1-exp(-2*alfa*(x(i))));
end
end
plot(x,pm,'b-.');grid;
xlabel('Grosimea piesei [m]');
ylabel('Presiunea [N/m2]');
figure
% Influenta rezistentei
% rcr=2*sqrt(l/c)
% r1=0:1e-6:rcr;
% for i=1:length(r1)
% pmax1(i)=[miu*n*u*exp(-[r1(i)/(2*l)]/tm)*sin(omega1*tm)]/[lg*omega1*l];
% end
% plot(r1,pmax1,'b');
y=0:0.0005:rz
for j=1:length(r)
for i=1:length(y)
h(j,i)=(n*imax(j)/(12*2*x(i)+11*pas))
end
end
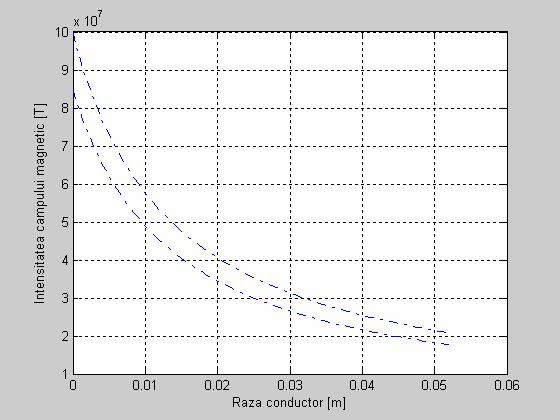
plot(y,h,'b-.');grid;
xlabel('Raza conductor [m]')
ylabel('Intensitatea campului magnetic [T]')
figure
Bibliografie:
Brojboiu Maria, "Electrotehnologii", Ed. Orizonturi Universitare, Timisoara, 2002
Suciu Iacob, "Bazele calcului solicitarilor termice ale aparatelor electrice", Ed. Tehnica, Bucuresti, 1980
https://en.wikipedia.org/wiki/Electromagnetic_forming
https://www.iap.com/metalfor.html
https://www.thefabricator.com/PressTechnology/PressTechnology_Article.cfm?ID=115
https://www.mse.eng.ohio-state.edu/~daehn/metalforminghb/tabofcont/index.html
https://archive.metalformingmagazine.com/1997/01/7mfjan5.htm
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2260
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved