| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SPRCIALIZAREA : MASTERAT
MICRO SI NANOTEHNOLOGII

Ce este laserul?
Cuvantul LASER provine din limba engleza, el fiind ancronimul pentru 'Light Amplification by Stimulated Emission of Radiation'. Un laser este o sursa de lumina, dar total diferita fata de un bec normal. Primul laser a fost facut de Theodore H Maiman in 1960. El a montat o bucata de rubin tratata special intr-un blit folosit pentru facut fotografii. Cand lampa blit-ului a fost aprinsa, o pulsatie intensa de lumina rosie a iesit de la capatul rubinului. Aceasta pulsatie a fost monocromatica si coerenta. Diferenta dintre lumina emisa de un bec normal si un laser este ca si aceea dintre zgomotul alb si un ton curat.
La inceput, laserul a fost considerat o 'solutie' la multe
'probleme'. 'Problemele' insa nu existau inca. Dar cu
timpul, ele au inceput sa apara, in numar tot mai mare. Nu ne-am putea imagina
lumea de astazi fara lasere: folosite peste tot, de
Ce contine un laser?
Cu toate ca LASER sugereaza faptul ca laserul este un 'amplificator' (dispozitiv pentru marirea puterii unui semnal), majoritatea laserelor sunt de fapt niste oscilatoare (surse de lumina). Cu toate acestea, lasere in adevaratul sens al cuvantului exista. Puterea unui laser poate varia de la mai putin de un mW la milioane de W. De asemenea, el poate lucra in impulsuri sau continuu. Dar toate laserele au cateva lucruri in comun:
1) Un mediu laser. Acesta poate fi solid, lichid, gaz sau un material semiconductor care poate fi excitat la un nivel mai mare de energie. Trebuie sa fie posibila excitarea majoritatii particulelor la un nivel mai ridicat de energie. Aceasta se numeste inversie de populatie. Trebuie ca emisia stimulata sa declanseze o tranzitie pe un nivel inferior de energie.
2) Un mod de a energiza mediul laser. Acesta poate fi optic, chimic, electric. Laserele cu gaz folosesc descarcarile electrice, excitarea RF externa, bombardamentul cu electroni sau o reactie chimica. Dar descarcarea electrica este cea mai des folosita la laserele de putere mica (HeNe). Exista si un laser chimic, numit Mid-Infra Red Advanced Chemical Laser (MIRACL), care foloseste deuteriu si fluorina ca si reactanti. Mai este descris ca si un 'motor de racheta intre oglinzi'. De asemenea, mai exista unul care este inca in stadiul de cercetare, montat pe un Boeing 747 modificat, numit Air Force's Air Borne Laser. Este un Chemical Oxygen Iodine Laser (COIL), care a fost construit pentru doborarea rachetelor de croaziera cu raza medie de actiune, in faza de lansare. Laserele solide folosesc de obicei lampi cu descarcare cu xenon (ca si lampile de blit) pentru amorsare sau o matrice de lasere semiconductoare (diode). Laserele semiconductoare de obicei sunt alimentate cu energie electrica, dar este posibila si cu bombardare cu electroni sau optica. Laserii lichizi sunt de obicei amorsati optic, iar cei cu raze X cu mici dispozitive nucleare. Cu toate ca s-au facut teste (secrete) exista controverse in privinta functionarii lor. Exista si lasere cu electroni liberi (FEL - Free Electron Laser) care sunt alimentate folosind acceleratoare de particule (de sute de milioane de dolari).
3) Un rezonator. De cele mai multe ori acesta este sub forma unei cavitati Fabry-Perot, o pereche de oglinzi, cate una la fiecare capat al laserului. Acestea ajuta fotonii sa treaca de mai multe ori prin mediul rezonator, marind sansele de a lovi si alti electroni. De obicei, una din oglinzi este total reflectorizanta, iar cealalta este partial transparenta pentru a da voie razei laser sa treaca prin ea. Ele sunt ori perfect plane, ori putin concave. Dar sunt posibile si alte configuratii. Unele lasere au oglinda numai la un capat (laserele cu azot) sau nici o oglinda (laserele cu raze X pentru ca este aproape imposibila reflectarea radiatiei la aceasta lungime de unda). De asemenea, este posibila si prezenta altor elemente in rezonator, cum sunt prisme, modulatoare etc.
Cum functioneaza un laser?
Functionarea unui laser este bazata pe inversia de populatie. De obicei, aproape toti atomii, ionii, moleculele al mediului laser sunt in cel mai scazut nivel de energie (Anexa fig. 1).
Pentru a produce emisia stimulata, energia care alimenteaza laserul trebuie sa fie destul de mare pentru a realiza o inversie de populatie. Aceasta inseamna ca majoritatea particulelor din mediul laser trec pe un nivel energetic superior (Anexa fig. 2).
La un moment dat, cateva din particulele excitate (atomi/ioni/molecule) vor trece pe un nivel energetic inferior. In acest proces, fiecare vor emite cate un foton intr-o directie aleatoare. Acest lucru se numeste 'emisie spontana', dar fenomenul ca atare nu este foarte folositor. Este acelasi proces prin care se aprinde o lampa cu neon (Anexa fig. 3).
Cu toate acestea, Einstein a aratat ca daca unul din acesti fotoni se intampla sa se ciocneasca cu o particula excitata, aceasta va trece si ea pe un nivel energetic inferior si va emite un foton cu niste proprietati foarte utile: noul foton va avea exact aceeasi lungime de unda, faza, directie si polarizare. Polarizarea nu este importanta pentru crearea unui laser, dar daca rezonatorul favorizeaza o anumita polarizare (printr-un camp magnetic, printr-o fereastra la unghiul Brewster) atunci si raza laser va fi polarizata. Ne imaginam mediul laser emitand spontan fotoni in toate directiile. Cei mai multi se vor pierde iesind sub diferite unghiuri din rezonator. Cu toate acestea, unii vor avea o traiectorie paralela cu directia rezonatorului. (Anexa fig. 3)
In acest caz vor ajunge pana la oglinzi, de unde vor fi reflectati in rezonator. De-a lungul rezonatorului acestia intalnesc alte particule excitate, pe care le stimuleaza sa cedeze fotoni.(Anexa fig. 4)
In acest mod, ceea ce a fost doar un foton este o 'avalansa' de fotoni. Raza rezultanta este monocroma si coerenta, aproape paralela si poate fi manipulata foarte usor, ceea ce cu lumina normala este imposibil. (Anexa fig. 5)
Daca sursa de energie are destula putere si destule particule sunt aduse pe nivelul superior de energie, actiunea laserului va continua la nesfarsit. Acesta va fi un laser continuu. Daca energizarea nu poate fi mentinuta, rezultatul va fi un laser care lucreaza in impulsuri.
Care sunt caracteristicile laserelor?
1) Laserele semiconductoare. Acestea sunt alimentate de la o sursa de curent continuu de putere mica. De obicei in aceeasi capsula este inclusa si o fotodioda care, prin reactie negativa, este folosita la stabilizarea puterii. Lungimile de unda sunt de la 635nm (rosu catre portocaliu) la 670nm (rosu intens) si ajung chiar in IR (780n, 800nm, 900nm, 1550nm), pana la cativa um. Lasere UV, violet si albastru exista, dar sunt foarte scumpe. Lasere verzi semiconductoare au fost construite in laboratoare dar functioneaza doar la temperaturi atinse cu ajutorul azotului lichid si au durata de viata foarte redusa (~100h). Calitatea razei este buna, depinzand de conceptie. Raza este eliptica si astigmatica, avand nevoie de instrumente optice auxiliare pentru a o focaliza. Puterea de iesire este de la 0.1mW pana la 100W. Puteri mai mari se pot realiza cu o matrice de lasere, iar acestea pot depasi 10.000W. Sunt folosite in CD playere, LaserDisc, MiniDisc, alte sisteme de stocare optica, imprimante cu laser, fax-uri, instrumente de masura, transmisii de date prin fibra optica, scannere de coduri de bare, surse de amorsare pentru alte lasere si in lightshow- uri de putere mica.
Diferite tipuri de lasere semiconductoare
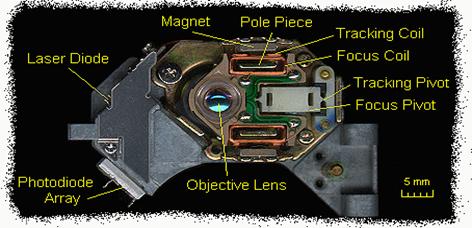
Cap laser de la un CD player SONY
2) Laserele cu Heliu-Neon (He-Ne). Sunt cele mai raspandite lasere cu gaz. Tubul lor este inchis, contin oglinzile interne si sursa de alimentare de putere. Lasere cu oglinzi externe sunt disponibile, dar sunt scumpe. Lungimea de unda este de 632.8nm (portocaliu-rosu). Exista lasere He-Ne si cu alte lungimi de unda, dar acestea nu sunt la fel de eficiente si costa mai mult.
Spectrul heliului si a neonului
Calitatea razei este extrem de buna,
nu necesita instrumente optice exterioare, Puterea ii de la 0.5mW la 200mW.
Exista si lasere He-Ne mai puternice, dar sunt mai scumpe. Sunt folosite, ca si
cele cu semiconductori, la masurari, la tratari de boli, lasershow-uri medii.
Nu mai sunt folosite

Tub laser He-Ne
2) Lasere cu ioni de argon si kripton (Ar/Kr). Acestea difera de cele cu He-Ne prin gaz. De asemenea, pot fi cu oglinzi interioare sau exterioare. Diferenta consta in putere, care este mult mai mare, de la 10mW pana la chiar 100W. Acest tip de laser poate produce atat rosu, verde, albastru, care combinat rezulta culoarea alba. De asemenea, unele modele au lungimea de unda ajustabila. Calitatea razei este foarte buna. Sunt folosite la imprimare de mare performanta, medicina legala, operatii, holografie, lasershow- uri mari, cat si pentru amorsarea altor lasere.

Diferitele raze ale unui laser Ar/Kr Prisma Brewster folosita pentru ajustarea lungimii de unda
3) Lasere cu dioxid de carbon (CO2). Necesita o sursa electrica de alimentare de foarte mare putere. Lungimea de unda este in domeniul IR (10.6um). Calitatea razei este foarte buna, si, datorita puterii de pana la 100kW sau chiar mai mult sunt folosite la taierea, sudarea sau tratarea metalelor, la fabricarea materialelor plastice, taierea lemnului, cat si la operatii medicale.
4) Lasere cu heliu-cadmiu (HeCd). Au tuburile sigilate, cu oglinzi interne. Sunt mai complexe decat alte tipuri de lasere din cauza faptului ca trebuie controlata presiunea si temperatura vaporilor de cadmiu. Descarcarea la aceste tipuri de lasere este la o tensiune cuprinsa intre 1kV - 2kV si la un curent in jur de 100mA. Lungimea de unda a razei se situeaza spre spectrul violet si ultraviolet (442nm sau 325nm). Raza generata de acest tip de laser are o calitate foarte mare, iar puterea este de la cateva zeci pana la cateva sute de mW. Din cauza sistemului de control, aceste lasere nu sunt foarte raspandite. Se folosesc in spectroscopie.
Laser HeCd
5) Lasere cu elemente solide (materiale cristaline sau amorfe, de obicei amorsate cu ajutorul lampilor cu xenon sau a laserelor semiconductoare). Aceste lasere pot lucra in impulsuri sau continuu, depinzand de constructia si scopul lor. Lungimea de unda variaza de la infrarosu (1064nm - Nd tratat) pana in spectrul vizibil (694.1nm rubin). Puterea acestor lasere ajung in domeniul pentawatilor (cele care lucreaza in impulsuri), dar in medie au in jur de 1000W. Sunt folosite la prelucrarea materialelor (gaurit, taiat, sudura, ajustare), studierea fuziunii nucleare, lasershow- uri, armament, spectroscopie si multe altele.
Care sunt cele mai mari si cele mai mici lasere?
Cel mai mare laser este cel construit
Cele mai mari lasere care functioneaza continuu sunt urmatoarele:
- Unul bazat pe CO2
- Inca un laser de tipul CO2
Cele mai mici lasere sunt cele folosite in mod curent in CD playere, in scannere de bare si echipamente de telecomunicatii. Regiunea activa este lunga de o fractiune de milimetru si 1 x 3 micrometrii de lata si inalta. Intreg chip-ul este de marimea unui fir de praf. Chiar si lasere mai mici sunt in productie. In teorie, chiar si un atom poate fi suficient pentru a putea realiza efectul laser.

Masurarea distantelor cu LASERI conventionali
Masurarile de distante cu laser se bazeaza pe una din urmatoarele tehnici: interferometrie, telemetrie cu fascicule modulate, radarul optic.
Toate aceste metode pot fi utilizate si cu lumina provenita de la sursele
conventionale dar cu rezultate incompatibil mai modeste. Deoarece coerenta
temporala este mult mai mare in cazul laserului decat in cazul luminii clasice,
tehnicile interferometrice pot fi utilizate acum pentru distante cu ordine de marime
mai mari. Se pot masura cu precizie interferometrica distante de circa
Intrucat toate aceste metode sunt bazate pe determinarea timpului de propagare a undei electromagnetice pe distanta de masurat, evaluarea distantei geometrice corecte se va face luand in considerare indicele de refractie a mediului in care are loc propagarea (cel mai adesea atmosfera).
Metoda Interferometrica
In tehnicile bazate pe interferometrie distantele de masurat sunt compatibile cu lungimea de unda a luminii emise de sursa de referinta. Aparatul cel mai utilizat este interferometrul Michelson.
Fasciculul luminos de
DF 2pd / l 4p l (L1nr1 - L2nr2)
unde l este lungimea de unda in vid. In cazul cand indicii de refractie a mediilor celor doua brate ale interferometrului sunt egali, nr1 = nr2 = nr ,
DF 4pnr (L1 - L2) / l
Consideram ca initial L1 = L2. O anumita lungime asezata dea lungul unuia dintre bratele interferometrului va fi masurata prin deplasarea corespunzatoare a oglinzii respective. In acest caz, defazajul care apare este o masura directa a raportului dintre lungimile de masurat l = L1 - L2 si lungimea de unda a radiatiei de referinta.
Sistemul de franje de interferenta este observat cu doua fotomultiplicatoare. Se realizeaza situatia in care fiecare dintre fotomultiplicatoare primeste lumina de la zone ale sistemului de franje in care faza difera de p /2. Aceasta diferenta de faza este independenta de valoarea absoluta a lui F. Introducand semnalele de la fotomultiplicatoare pe cele doua axe ale unui osciloscop, spotul acestuia va descrie un cerc intreg atunci cand oglinda mobila se deplaseaza cu l / nr , sensul de parcurgere depinzand de sensul deplasarii. Un circuit logic cuplat cu un numarator electronic reversibil analizeaza semnalele de la fotomultiplicatoare adaugand o unitate pentru o deplasare intr-un sens si scazand una pentru celalalt sens. In acest mod poate fi inregistrata corect deplasarea totala, deoarece micile varietati aleatorii datorate vibratiilor mecanice sau variatiilor de indice de refractie nu-si vor aduce aportul. Precizia de masurare prin aceasta metoda poate fi ridicata pana la o valoare de l / 8. S-a demonstrat ca se pot pune in evidenta deplasari de l / 100 daca se poate obtine un raport semnal / zgomot suficient de bun la detector.
Metoda interferometrica poate fi aplicata numai pentru distante inferioare lungimii de coerenta a radiatiei utilizate. Pentru sursele conventionale aceasta este de ordinul catorva zeci de centimetri in timp ce pentru laseri stabilizati a ajuns la valori de mii de kilometri.
Metoda interferometrica nu se practica pentru distante foarte mari domeniile ei esentiale fiind: metrologia, geodezia si seismologia, precum si la prelucrarile mecanice de inalta precizie.
Sensibilitatea metodei interferometrice poate fi cel putin cu un ordin de marime mai buna decat precizia de stabilitate a frecventei laserului ( 10-10) daca se utilizeaza metoda interpolarii franjelor.
"Radarul" cu LASER (LIDAR)
Metoda se bazeaza pe determinarea exacta a duratei de propagare a unui puls de lumina intre locul de emisie si tinta. A devenit de importanta practica dupa crearea laserilor de mare putere in impuls.
Energia emisa poate fi concentrata intr-un fascicul de deschidere foarte mica (de ordinul 10-4 rad) permitand telemetrarea chiar pe distante astronomice. Datorita frecventei ridicate a undelor electromagnetice din domeniul optic ( 4*1014 Hz) sistemul cu laser va fi caracterizat de o precizie superioara sistemului radar cu unde centimetrice. Utilizarea laserului in dispozitivele de telemetrie permite obtinerea unui raport semnal / zgomot ridicat, datorita benzii spectrale extrem de inguste.
Radarul cu laser este utilizat pentru traiectografia obiectelor mobile indepartate: rachete, sateliti, baloane.
Laserii utilizati sunt cu rubin (l = 694,3 nm) sau cu sticla dopata cu neodim (l = 1060 nm). Sistemul afocal de iesire are rolul de a micsora divergenta fascicolului laser de la valoarea naturala a la o valoare a' legate prin relatia:
G2 = a a S' / S
Unde G este grosismentul sistemului iar S si S' sunt suprafetele fasciculului inainte, respectiv dupa parcurgerea sistemului afocal.
Iluminarea obiectului tinta, aflat la distanta x de sursa, va fi data de
E = 4TP / pa'2x2 = 4TPG2 / pa x2
Unde T este factorul de transmisie al atmosferei pe distanta x iar P este puterea la maxim a pulsului laser. Divergenta fasciculului trebuie sa fie cat mai mica dar in acelasi timp sa aiba o valoare suficienta pentru a tolera erorile inerente de vizare.
Marimea semnalului receptionat si marimea raportului semnal / zgomot depind esential de starea suprafetei tintei. Situatiile posibile se incadreaza intre doua posibilitati extreme: suprafata perfect difuzanta si suprafata acoperita de elemente reflectatoare.
Radiatia reflectata va fi receptionata cu un telescop a carui suprafata utila de intrare trebuie sa fie suficient de mare pentru asigurarea unei sensibilitati ridicate.
Valorile limita ale distantei depind, in principal, de parametrii instalatiei si sunt functii lent variabile de puterea laser emisa.
Transmisia atmosferica joaca un rol important. Ea limiteaza serios raza de actiune, in special in cazul unei traiectorii orizontale cand absorbtia se produce pe toata distanta dintre aparatul de masura si tinta. In cazul cand obiectul vizat se misca in afara atmosferei absorbtia este importanta numai pe distanta de cativa km
In general trebuie sa se tina seama ca proprietatile fascicolului emis sunt variabile de la un puls la altul.
Determinarea cu precizie a distantei cu ajutorul radarului optic cere cunoasterea cat mai buna a indicelui de refractie a mediului de propagare.
Fotodetectorii conventionali si sistemele de masurare a timpului permit obtinerea unei rezolutii de ordinul nanosecundei, ceea ce corespunde unei precizii absolute asupra distantei de ordinul unui metru. Aceasta inseamna o precizie relativa de 10-3 pentru distante de un km.
Imbunatatirea semnalului de ecou cere echiparea suprafetei tintelor cu sisteme reflectatoare constituite din piese de tip colt de cub. Un asemenea reflector se afla in prezent plasat si pe Luna .
Comparatie LIDAR - RADAR
LIDAR- ul foloseste radiatia LASER si un telescop cu scaner la fel cum RADAR- ul foloseste emisiile radio si antenele parabolice.
Norii densi precum si precipitatiile pot atenua razele LASER ale LIDAR- ului.
Pe de alta parte insa, receptia RADAR- ului se poate constitui din elemente de
precipitatie (de exemplu ploaia sau ninsoarea ce au o viteza de cadere, deci de
miscare). Intr-un mediu (atmosfera in general) curat din punct de vedere optic,
perceptiile RADAR- ului pot varia de la insecte si pasari la alte obiecte
reflectatoare radio, precum si variatii de umiditate, temperatura si presiune.
Divergenta razei LASER a LIDAR- ului este de 2-3 ori mai mica decat cea radio,
sa zicem de la un RADAR cu lungime de unda de 5-
Masini de debitat si masini de sudat cu Laser fabricate de
Prima Industrie
Taierea Laser
Taierea laser este astazi una dintre cele mai des intalnite tehnici de prelucrare a materialelor, in special tablele plane(2D), indoite sau ambutisate(3D).
In comparatie cu prelucrarile mecanice (taiere, stantare, frezare, etc), prelucrarea laser are multiple avantaje:
v Flexibilitate maxima a aplicatiei: poate fi prelucrat aproape orice material (orice fel de otel, aluminiu si orice aliaj al sau, titan si alte metale, dar si majoritatea materialelor plastice);
v Nu exista nici o limita a formelor ce se pot obtine: pot fi decupate orice contururi, oricat de complexe si cu colturi oricat de ascutite, avand in vedere ca fascicului laser este punctiform;
v Acuratete superioara si nedeteriorarea termica si mecanica a pieselor prelucrate;
v Lipsa uzurii sculei de taiere.
v In sectorul tridimensional (piese ambutisate, indoite sau preasamblate), taierea laser a deschis noi orizonturi in aplicatii ce erau imposibile inainte:
v Profilele de taiere pot fi schimbate foarte usor;
v Nu sunt necesare dispozitive speciale si scumpe de prindere;
v Pot fi prelucrate materiale foarte dure (oteluri rapide de exemplu) fara uzura sculelor conventionale;
v Pot fi executate contururi si gauri foarte precise (precizie de cateva sutimi de milimetru), pe cele mai variate, complexe si neregulate piese: taierea laser 3D asigura precizia prelucrarii intr-un mod stabil si repetabil.
Pentru a asigura cea mai mare flexibilitate, cele mai inalte performante si standarde de securitate, masinile 3D PRIMA INDUSTRIE utilizeaza lasere CO2, majoritatea produse in regie proprie, si unitati de comanda numerica PRIMA ELECTRONICS. Astfel PRIMA INDUSTRIE garanteaza intregul control asupra tehnologiei si isi asuma intreaga responsabilitate asupra calitatii masinilor.
La inceput, tehnologia laser 3D a fost implementata cu succes in industria de caroserii auto: productia de prototipuri se serii scurte a exploatat imediat programabilitatea, calitatea si repetabilitatea acestei tehnologii. Aceste caracteristici au permis taierii laser sa acapareze sectorul industriei aerospatiale (materiale si aliaje speciale), al prelucrarii aluminiului si otelului inoxidabil (industria alimentara, medicala) si in general industriile orizontale de inalta calitate.
In ultimii 10 ani, dinamica si fiabilitatea masinilor laser 3D a crescut enorm. Astazi sunt folosite tot mai multe masini laser pentru productia de masa (in special produsele din materiale speciale). PRIMA INDUSTRIE este leader- ul necontestat in acest sector: zeci dintre masinile PRIMA INDUSTRIE functioneaza non-stop (pana la 8000 ore pe an) in Europa si in intreaga lume.




Sudura Laser
Sudura laser se bazeaza pe capacitatea fasciculului laser de a concentra energie foarte mare intr-un spatiu punctiform, topind astfel materialul pieselor de sudat si creand o imbinare foarte stabila si rezistenta intre acestea. Energia trimisa spre piese este focalizata exact pe imbinare, astfel incat zona afectata termic si distorsiunile termice sunt minime.
Exista doua tipuri de imbinari sudate: imbinari laterale (muchia uneia dintre piese pe suprafata celeilalte), si imbinari pe muchii (intre muchiile pieselor). In ambele situatii, dar in special pentru imbinarea pe muchii, pozitia suprafetelor de sudat este foarte importanta: acestea trebuie pozitionate foarte precis una fata de cealalta si presate cu menghine. De multe ori acestea trebuie chiar punctate cu sudura. Pozitionarea si dispozitivele de prindere/strangere a pieselor au foarte mare importanta in procesul de sudura, mult mai mare decat la taiere.
In general, sudura laser nu necesita material de adaos. In anumite situatii, din motive metalurgice (unele tipuri de aluminiu), sau in cazul unor suprafete imperfecte care necesita adaos, se poate utiliza si material de adaos. Imbinarile sudate cu laser sunt foarte subtiri si pot fi finisate (curatate/slefuite) mult mai usor decat sudurile obtinute prin alte tehnologii. In consecinta, sudura laser este utilizata in particular la produsele din industria alimentara, medicala, decoratiuni, etc.
Deja a fost prezentata importanta sistemelor de referinta si a celor de prindere a pieselor: cu scule conventionale, monturile de scule si sistemele de prindere ale pieselor pot atinge preturi foarte ridicate. Cu un sistem laser, din contra, este posibil destul de des ca piesa sa poata fi prelucrata dintr-un singur proces. Din moment ce capul de scula se poate deplasa in orice parte a piesei, nu este necesara repozitionarea acesteia. Acest fapt reduce drastic numarul si complexitatea sistemelor de prindere a sculelor si a pieselor. In aplicatiile 3D este foarte des utilizata sudura laterala a pieselor (muchie pe suprafata). Partile componente sunt adesea deformate in prealabil, iar montura de prindere trebuie sa le tina fortat in contact in pozitia de sudura. Sistemul de prindere trebuie sa tina piesele fixate una fata de cealalta pe tot timpul procesului de sudura, in timp ce laser-ul se deplaseaza de-a lungul liniei de sudura.
La sudura in puncte este utilizat de obicei un gaz inert (de obicei azot, heliu sau argon) pentru a evita oxidarea cordonului de sudura. In general acest gaz este adus printr-o duza coaxiala cu fasciculul laser. Cand acest gaz nu este necesar sau poate fi adus prin montura de prindere a pieselor, aceasta duza nu mai este necesara. Aceasta tehnica se numeste HOW ("Hands Off Welding") si este disponibila la masinile laser 3D PRIMA INDUSTRIE. Consta in sudura de la distanta - scula este la distanta fata de piese (150200 mm): nu este necesara aducerea capului de sudare in apropierea pieselor. Montura de prindere devine astfel mult mai simpla iar timpii de productie se reduc simtitor.
In industria auto se utilizeaza in general sudura in puncte (aproximativ
identica cu sudura clasica in puncte): cu orice alta tehnologie, cei mai multi
timpi morti apar pentru deplasarea robotilor de sudura de la un punct la altul.
Cu ajutorul procesului de "sudura la distanta" este posibila tinerea capului
masinii la distanta mare fata de piese (un metru sau chiar mai mult) si
focalizarea fasciculului laser cu ajutorul oglinzilor oscilant. Astfel repozitionarea
de la un punct la altul este aproape instantanee (mai putin de 0,1 secunde in
general), permitand reducerea timpilor de prelucrare. AGILASER de



PRIMA INDUSTRIE ofera urmatoarele tipuri de masini de debitat si sudura 3D
v Rapido ;
v Optimo ;
v Agilaser .
Rapido
 Evolutia in performante, productivitate, eficienta si usurinta
in exploatare in domeniul debitarii si sudurii 3D. Reprezinta evolutia
performantelor, a productivitatii, eficientei si usurintei in exploatare a
masinilor de debitat si sudura 3D. Inca de la introducerea pe piata in 1992,
RAPIDO a stat pe culmea tehnologica a prelucrarii laser 3D.
Evolutia in performante, productivitate, eficienta si usurinta
in exploatare in domeniul debitarii si sudurii 3D. Reprezinta evolutia
performantelor, a productivitatii, eficientei si usurintei in exploatare a
masinilor de debitat si sudura 3D. Inca de la introducerea pe piata in 1992,
RAPIDO a stat pe culmea tehnologica a prelucrarii laser 3D.
Axe liniare mai rapide (acceleratii pana la
Multumita sistemului indelung testat si verificat de schimbare a sculelor, orice aplicatie poate fi executata in cel mai usor si rapid mod posibil. Sistemul de protectie la impact "Safe Impact Protection System" (SIPS), cu detasare completa a capului de taiere in cazul unui impact accidental previne deteriorarea masinii, a piesei si a echipamentelor anexe, si permite repornirea imediata a productiei.
Aplicatii:
De la o unealta bine-cunoscuta pentru productia de prototipuri si serii scurte, RAPIDO a devenit astazi solutia perfecta si pentru productia de masa.
RAPIDO este folosita pentru aplicatii de taiere si sudare in cele mai diverse sectoare industriale (auto, aerospatial, agricol, constructii, electrocasnic, alimentar, corpuri de iluminat), precum si de catre subcontractantii cei mai inalt calificati.








Optimo
Clasa superioara de masini, pentru  debitarea si sudarea pieselor de dimensiuni mari la un
nivel superior de calitate si acuratete. Sutele de masini instalate in intreaga
lume confirma suprematia PRIMA INDUSTRIE in domeniul masinilor mari. OPTIMO,
ceam mai mare masina laser 3D, este utilizata in general in industria de
caroserii auto si cea aerospatiala.
debitarea si sudarea pieselor de dimensiuni mari la un
nivel superior de calitate si acuratete. Sutele de masini instalate in intreaga
lume confirma suprematia PRIMA INDUSTRIE in domeniul masinilor mari. OPTIMO,
ceam mai mare masina laser 3D, este utilizata in general in industria de
caroserii auto si cea aerospatiala.
Utilizata pe larg la producerea prototipurilor, a pieselor de schimb si in
productia de serie mica si medie, cu imbunatatirile modelului OPTIMO 2545,
aceasta unealta extrem de versatila isi gaseste utilitatea in tot mai multe
aplicatii industriale. Volumul mare de lucru (peste
Noul cap de taiere cu motoare liniare, fara angrenaje, asigura o dinamica si precizie foarte inalte. Sistemul rapid de schimbare a sculelor face posibila trecerea foarte rapida de la un produs la altul si marirea gamei de aplicatii posibile. Cu scula potrivita, OPTIMO taie si sudeaza cu cea mai mare precizie o gama larga de materiale si grosimi.
Aplicatii:
OPTIMO, cea mai mare masina 3D, este utilizata in principal in industria de
caroserii auto si cea aerospatiala. Utilizata pe larg in productia de
prototipuri, piese de schimb si volume mici-medii, datorita performantelor imbunatatite
ale modelului OPTIMO 2545, aceasta masina isi dovedeste utilitatea in tot mai
multe aplicatii in alte industrii. Volumul de lucru foarte mare (peste








Datorita sistemului de schimbare rapida a sculei si a gamei largi de generatoare laser disponibile, aceasta masina poate fi utilizata intr-o mare varietate de aplicatii, oferind o inalta precizie si dinamica. Volumul sau de lucru foarte mare, precum si accesibilitatea acestuia, permit prelucrarea pieselor foarte mari fara a fi necesara repozitionarea acestora, sau prelucrarea mai multor piese simultan.
Agilaser
Solutia PRIMA INDUSTRIE pentru sudura de la distanta a
pieselor cu  dimensiuni mari. AGILASER este utilizata in general la
sudarea partilor componente ale caroseriilor auto.
dimensiuni mari. AGILASER este utilizata in general la
sudarea partilor componente ale caroseriilor auto.
Distanta mare intre piese si capul de scula permite minimizarea timpilor de repozitionare, sistemul optic nu necesita reglaje speciale. Acestea impreuna cu inalta fiabilitate fac AGILASER masina ideala pentru productia de serie a pieselor sudate.
Volumul mare de lucru (
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2538
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved