| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Tehnologii bazate pe aplicAtii ale electrostaticii
Electrostatica, cunoscuta din cele mai vechi timpuri, ofera in anii nostri numeroase aplicatii tehnologice in domenii deosebit de variate. Separarea suspensiilor poluante in cazul filtrarii electrostatice, acoperirile electrostatice, transferul imaginilor in cazul xerografiei, generarea de descarcari corona utilizate in diverse procedee (tratarea apelor de ex.), micromotoarele functionand pe principii electrostatice, stropirea recoltelor sunt numai cateva din aplicatiile generalizate in ultimii ani.
Prezentul capitol nu va repeta decat succint o serie de tehnologii devenite astazi conventionale (cazul filtrarii electrostatice, al generarii ozonului) si se va concentra pe tehnologiile noi, care incep sa aiba o pondere tot mai mare in aplicatii industriale.
Breviar
a. Definirea regimului electrostatic
Campul electrostatic este stabilit de corpuri imobile, a caror repartitie de sarcina electrica (respectiv stare de polarizare) este invariabila in timp si nu este insotita de transformari de energie. Regimul electrostatic nu se realizeaza efectiv, fiind aproximarea acceptabila a unui regim lent variabil in timp, in care transformarile energiei sunt neglijabile.
b. Relatiile fundamentale ale electrostaticii
Relatiile fundamentale ale electrostaticii rezulta din particulari-zarea legilor generale si de material ale campului electromagnetic cu:
legea
fluxului electric: ![]() ;
;
legea
polarizatiei electrice temporare: ![]() ;
;
legea
dependentei dintre ![]() ;
;
pentru
medii liniare si izotrope ![]() ;
;
relatia
de conservare a sarcinii electrice: ![]() ;
;
relatia
de echilibru electrostatic: ![]() , in medii omogene
, in medii omogene ![]() ;
;
teorema
potentialului electrostatic: ![]() .
.
c. Calculul campurilor electrostatice
Introducerea marimii scalare denumite potential electrostatic V conduce la simplificarea calculelor de determinare a campurilor electrostatice. In cazul domeniilor liniare si omogene, problema determinarii campului electrostatic revine la determinarea solutiilor ecuatiei Poisson:
![]()
sau ecuatiei Laplace:
![]()
cu conditii pe frontiera de tip Dirichlet, Neumann sau mixte. Rezolvarea acestor ecuatii se poate face prin metode analitice, grafice si numerice (diferente finite, elemente finite etc.).
d. Forte in camp electrostatic
Forta ![]() , - exercitata asupra unui mic conductor incarcat cu sarcina
electrica q, aflat intr-un camp
, - exercitata asupra unui mic conductor incarcat cu sarcina
electrica q, aflat intr-un camp ![]() :
:
![]()
Forta F,
- exercitata de un mic corp incarcat cu sarcina electrica q1,
asupra unui mic corp incarcat cu sarcina electrica q2, aflat
la distanta r de primul, intr-un mediu de permitivitate ![]() (formula lui
Coulomb):
(formula lui
Coulomb):
![]()
In sistemul MKS, relatia devine:
![]()
iar intensitatea campului E, este dedusa din relatia:
![]()
In situatia cea mai generala, pentru determinarea fortelor in camp electrostatic, se aplica teoremele fortelor generalizate.
Relatia de mai sus conduce la urmatoarele concluzii:
doua corpuri incarcate cu sarcini electrice de acelasi semn se resping, iar doua corpuri incarcate cu sarcini electrice de sens contrar se atrag;
fortele de atractie sau de repulsie care se exercita intre doua corpuri punctuale, incarcate cu sarcini electrice, variaza invers proportional cu patratul distantei dintre ele;
forta de atractie intre doua corpuri de dimensiuni mici, incarcate cu cantitatile de electricitate q1 si q2, este proportionala cu produsul cantitatilor lor de electricitate.
e. Intensitatea campului electric
Din relatia:
![]()
rezulta:
![]()
adica vectorul intensitatii campului electric E, cu r distanta de la sarcina q la punctul unde se determina intensitatea E.
Intensitatea campului este o marime vectoriala. Deci, daca vom avea mai multe corpuri incarcate q1 qn , campul rezultant in punctul in care este situat corpul incarcat cu sarcina q va fi suma vectoriala a campurilor individuale.
f. Distributia de sarcini
Poate fi:
lineara: ![]()
de
suprafata: ![]()
de volum:
![]()
g. Categorii de polarizare
Polarizarea poate fi:
electronica (un camp exterior provoaca o usoara deplasare
a electronilor in raport cu nucleul; centrul de sarcina al sarcinilor pozitive
este deplasat in raport cu centrul de sarcina al sarcinilor negative, cu
aparitia unui moment dipolar indus
p = qd, care provoaca polarizarea electronica);
atomica (un camp electric exterior, in cazul unor molecule, deplaseaza electronii catre atomii cei mai atractivi, aparand deplasari ale atomilor si creand un moment dipolar indus si o polarizare a dielectricului).
de orientare (in cazul unor substante cu distributie asimetrica de sarcini intre diferitii atomi ai moleculei, apar momente dipolare chiar in absenta campului. In campul electric exterior, aceste momente sunt supuse la un cuplu de orientare in directia campului electric exterior, provocand o polarizare de orientare).
Principiul procedeelor de depunere electrostatica a vopselei
Procedeele de depunere pe cale electrostatica a unor
particule de vopsea (in stare lichida sau solida) au la baza principiul prin
care o particula, incarcata in campul electric ![]() creat de un dispozitiv
de pulverizare (disc sau pistol), se deplaseaza spre suprafata ce urmeaza a fi
acoperita, dispusa la potentialul pamantului.
creat de un dispozitiv
de pulverizare (disc sau pistol), se deplaseaza spre suprafata ce urmeaza a fi
acoperita, dispusa la potentialul pamantului.
Daca, initial, sistemele de acoperire electrostatica cu vopsele lichide aveau o larga raspandire, in ultimele doua decenii, ponderea echipamentelor ce utilizeaza ca vopsea particule solide capata cea mai larga utilizare.
Pentru o mai usoara intelegere, se va prezenta, in cele ce urmeaza, principiul procedeului de depunere electrostatica, aplicat la utilizarea vopselelor lichide si solide, si anume sistemul de vopsire ce utilizeaza pistol. Celelalte sisteme (particulare insa) se vor trata in paragrafele urmatoare.
In Fig. 1.1, este prezentat schematic principiul ce sta la baza depunerilor de vopsele izolante pe suprafete metalice.
Fig. 1.1. Principiul unei depuneri electrostatice.
Intr-un pistol de forma speciala, sunt prevazute 3 circuite independente care asigura urmatoarele functii: 1 - alimentarea cu vopsea; 2 - alimentarea cu inalta tensiune; 3 - alimentarea cu aer comprimat. Alimentarea cu inalta tensiune 2 asigura atat incarcarea vopselei introduse in pistol prin conducta 1, cat si campul electric intre varful pistolului si piesa de acoperit 4, dupa liniile de forta stabilite intre cei doi electrozi, particulele incarcate dirijandu-se spre piesa de acoperit. Conducta 3 permite alimentarea cu aer comprimat utilizat pentru deplasarea particulelor spre piesa de acoperit.
O sursa de inalta tensiune furnizeaza tensiunea de
c.c. de
30-150kV, aleasa in functie de constructia echipamentului si tipul de vopsea
utilizat. Curentii de lucru sunt mici, de ordinul sutelor de microamperi sau
zecilor de miliamperi.
Fig. 1.2 reprezinta clar diferenta care se semnaleaza in cazul unei vopsiri clasice si al uneia electrostatice, observandu-se distributia mai buna a traiectoriei particulelor si, o data cu aceasta, posibilitatea unei vopsiri pe suprafete mai mari, de forma complicata, acoperind si zone greu accesibile (spatele unor suprafete), cu consumuri minime de vopsele lichide sau solide.
Fig. 1.2. Comparatie intre traiectoriile particulelor
de vopsea pulverizate
prin procedeul clasic (1) si prin procedeul electrostatic (2).
O instalatie industriala de vopsire electrostatica va trebui sa contina in principal urmatoarele:
sursa de inalta tensiune;
rezervorul de vopsea sau pudra;
panoul de comanda, masura si control;
sursele de aer comprimat;
cablurile de inalta tensiune si conductele de aer si transport pulberi;
cabinele de recuperare vopsea;
cuptorul de coacere.
Pentru cazul instalatiilor automatizate, se mai prevad bai de degresare, cuptoare tunel, roboti de vopsire, conveiere de transport s.a.
1.2.1. Acoperirile electrostatice
Se cunosc, in prezent, doua familii mari de echipamente care realizeaza acoperiri electrostatice:
echipamente de acoperire pe cale umeda, la care materialul izolant de depus este o vopsea lichida;
echipamente de acoperire pe cale uscata, la care materialul izolant este o pulbere izolanta din diverse compozitii.
Principial, instalatiile nu se deosebesc prea mult ca structura, ci mai mult din punct de vedere al regimurilor de lucru. Ca tendinta, ultimii ani marcheaza o deplasare spre utilizarea echipamentelor bazate pe depunere electrostatica uscata, tehnologie care evita o serie de dificultati evidentiate de primul procedeu (toxicitate, substante volatile, infundari cu vopsele ale pistoalelor, recuperari mai slabe ale materia-lului). Cum, in industrie, se intalnesc inca echipamente de ambele tipuri, in cele ce urmeaza, se vor prezenta, succint, ambele variante.
1.2.1.a. Acoperiri electrostatice realizate pe cale umeda
Sistemul de pulverizare trebuie sa asigure indeplinirea a 3 cerinte de baza:
sa creeze un camp electric in jurul obiectului ce trebuie acoperit cu vopsea;
sa incarce electric particulele de vopsea;
sa pulverizeze vopseaua sub forma de particule fine si sa le plaseze in campul electric pentru a urma liniile de camp ce se inchid pe suprafata de vopsit. Procedeul isi gaseste inca largi utilizari in industria automobilului (jenti, radiatoare si rezervoare), in industria corpurilor de iluminat si a mobilierului metalic, a bunurilor de larg consum (frigidere, masini de spalat, hote, biciclete etc.).
Sisteme de pulverizare
Discuri cu rotatie rapida. Pot fi verticale sau orizontale, ca in Fig. 1.3. Aplicarea tensiunii inalte conduce la o puternica pulverizare a vopselei introduse prin sistemul de admisie 3 si la o deplasare a acesteia pe la muchiile discului cu rotatie rapida, 1.
Piesele de vopsit sunt dispuse intr-o incinta situata in jurul discului care poate fi inclinat sau deplasat pe verticala, in functie de suprafata ce trebuie acoperita cu vopsea.
Pistoale de vopsire. Desi realizate in multe variante constructive, in ultima instanta, ele se reduc la acelasi principiu de functionare.
La apasarea tragaciului, electrodul de inalta tensiune este pus in legatura cu vopseaua, careia ii comunica o sarcina electrica. Jetul de aer impinge vopseaua spre capul pistolului, unde ea este pulverizata in directia piesei de acoperit.
Fig. 1.3.
Sisteme de pulverizare a
vopselelor:
a) sistem cu disc, axa discului fiind in plan orizontal; b) idem, in plan
vertical;
1) disc; 2) alimentare cu tensiune inalta ; 3) admisia lacului sau a
vopselei; 4) piese de acoperit; 5) zona acoperita.
Emailarea electrostatica
Este tot un procedeu de acoperire electrostatica pe cale umeda, vopseaua, in acest caz fiind un email sticlos in suspensie apoasa sau organica.
Functionand la presiune joasa, se realizeaza mari economii de email si glazura, aer comprimat, ceea ce recomanda sistemul pentru emailarea suprafetelor de otel, de fonta si de aluminiu, pentru emailarea ceramicii sanitare si portelanului, obiectelor de arta.
Partile componente ale instalatiei sunt similare celor prezentate anterior, cu deosebirea ca realizarea lor este mai aparte, datorita materialului de depus, care este abraziv atat fata de pistol, cat si de rezervor si unitatea de pompare a glazurii.
Factori ce influenteaza calitatea unei
acoperiri
electrostatice realizate pe cale umeda
Viscozitatea influenteaza finetea acoperirii si calitatea acesteia.
In functie de natura corpului de acoperit, viscozitatea variaza de la 50-100 centipoise.
Rezistivitatea joaca un rol important in acoperirea suprafetelor. La valori de 1012 - 1016ohmi/cm, sunt de asteptat 'respingeri' si deci apare necesitatea unor corectii.
Aderenta este asigurata de fortele de natura electrica dintre particulele incarcate si suprafata metalica ; dupa disparitia sarcinilor, vopseaua este mentinuta pe suprafete de fortele moleculare. Aderenta este influentata si de gradul de pregatire a suprafetei, de presiunea de contact a jetului, de conditiile electrice de aplicare (o tensiune redusa nu imprima particulelor fine viteza si forta necesare pentru a realiza o buna adeziune).
Alimentarea cu vopsea se face de la un rezervor sub presiune sau cu circulatie de vopsea. Daca lichidul este abraziv (email spre exemplu), se utilizeaza pompe speciale.
Parametrii surselor de inalta tensiune. Tensiunile uzuale sunt de 40-90kV pentru instalatii mobile si de 60-150kV pentru cele mari automatizate; curentii sunt de ordinul a 10-75A.
Instalatii automatizate de vopsire. Calitatea si productivitatea au impus dezvoltarea unor instalatii automatizate de vopsire. Un exemplu de astfel de instalatie, utilizata in industria bunurilor de larg consum, este dat in Fig. 1.4.
In punctul de pornire, piesele se incarca cu ajutorul unor dispozitive de agatare pe un conveier ce se deplaseaza - in cazul prezentat - cu o viteza de 12m/min, avand o lungime de cca 94m. Piesele se dispun in baia de degresare cu aburi 1, dupa care se grunduiesc cu 2-3 straturi de 20-30m, in functie de piesa de vopsit, in incinta 2 in care este introdusa o baterie de pistoale de vopsit cu o dispozitie specifica piesei de acoperit. Pentru o vopsire ireprosabila, piesele, dispuse pe o banda, se pot in acelasi timp si roti. In zona de evaporare 3, piesele au posibilitatea unei usoare uscari si evaporari a solventului in aer deschis, dupa care intra in cabinele de acoperire cu lac 4, in care sunt introduse pistoale de vopsire dispuse dupa geometria piesei. Urmeaza inca o zona de evaporare 5, zona in care se cedeaza o parte importanta a solventului, apoi un cuptor de uscare, 6, in care lacul se usuca la 80oC. La iesire, piesa gata vopsita, este plimbata pe banda 7 pentru racire, la sosire descarcandu-se, urmand ca o alta piesa sa fie pusa pe conveier. Comanda instalatiei, operatiile de dozare, timpii de executie se realizeaza de la panoul de comanda 8.
Fig. 1.4. Instalatie automatizata de vopsire:
1) instalatie de degresare; 2) baterie de pistoale pentru grunduire;
3) zona de evaporare; 4) pistoale de vopsire propriu-zisa; 5) zona de
evaporare;
6) cuptor de uscare; 7) conveier; 8) panou de comanda.
1.2.1.b. Acoperiri electrostatice realizate pe cale uscata
Instalatiile de uscare devin astazi preponderente in randul instalatiilor de acoperire, intrucat sunt simplu de manipulat, eficiente si ofera calitati ridicate ale acoperirilor. Reducerea solventilor pana la 10%, obtinerea unor straturi subtiri si uniforme, faptul ca nu polueaza sunt alti factori importanti de luat in considerare. De asemenea, instalatiile permit schimbarea culorilor (3-4 culori) cu o curatire adecvata a instalatiei, ceea ce pentru fabricanti este un lucru deosebit de tentant (industria bunurilor de larg consum, mobilier metalic etc.). Se remarca pe plan mondial o crestere a cantitatilor de pulbere utilizate industrial, ajungand astazi ca peste 15% din totalul protectiilor industriale sa fie realizate prin acoperiri electrostatice, cu cresteri semnificative si ale altor procedee de acoperire nepoluante, precum vopsire electroforetica, uscare cu fascicul de electroni a lacurilor si vopselelor, a acoperirilor pe baza de cauciuc. La nivelul anului 1980, consumul de pulberi depasea 210.000t/an.
Principiul tehnologiei
Principiul nu este mult deosebit de cel descris la depunerea electrostatica pe cale umeda, existand doar unele particularitati.
Pulberea depozitata intr-un rezervor este antrenata spre pistolul de depunere la care se aplica si tensiunea inalta furnizata de o sursa cu tensiune variabila de curent redus. Sub aceasta tensiune, particulele se incarca si se deplaseaza in campul electric creat intre pistol si piesa de acoperit pusa la pamant, unde se depun. In Fig. 5, este prezentata schematizat o varianta de pistol. Ceea ce este de remarcat ca un avantaj esential al procedeului este faptul ca particula incarcata, deplasandu-se in lungul liniei de camp, se va depune si pe fata opusa (desi pistolul este indreptat doar spre partea din fata a suprafetei), pe interstitii greu accesibile, tubulaturi, spatele unor frunze tratate cu insecticide etc.
Fig. 1.5. Pistol pentru depuneri de pulberi prin
procedeu electrostatic:
a) pistolul propriu-zis; b) circuitul de aer si pulbere; c) circuitul de inalta
tensiune;
d) duza de incarcare; e) piesa de acoperit.
Intrucat, in cazul unei umiditati ridicate, pulberile au tendinta de a face punti si aglomerari, se creeaza o anumita turbulenta si trebuie acordata o mare atentie scurgerii pulberii din rezervor spre pistol.
Rezistivitatea pulberilor are un rol deosebit in modul
in care particula ramane atasata suprafetei metalice. Sub valori de 1010
![]() cm, particulele se
descarca foarte rapid si adeziunea la suprafata este redusa, in timp ce, la
valori superioare lui 1016
cm, particulele se
descarca foarte rapid si adeziunea la suprafata este redusa, in timp ce, la
valori superioare lui 1016 ![]() cm, se produc forte de repulsie intre primele particule
depuse - care-si pastreaza mai mult timp sarcina datorita rezistivitatii inalte
- si celelalte straturi care se depun.
Prin aceasta, se limiteaza insasi grosimea peliculei de acoperire, alte
straturi nemaiputandu-se depune si retine de catre suprafata.
cm, se produc forte de repulsie intre primele particule
depuse - care-si pastreaza mai mult timp sarcina datorita rezistivitatii inalte
- si celelalte straturi care se depun.
Prin aceasta, se limiteaza insasi grosimea peliculei de acoperire, alte
straturi nemaiputandu-se depune si retine de catre suprafata.
Trebuie mentionat ca, si in situatia unei incarcari slabe a parti-culelor, adeziunea de suprafata de acoperit se realizeaza datorita unor forte de natura mecanica. Oricum, se recomanda ca dupa depunerea de pudra si introducerea suprafetelor acoperite in cuptoarele de incalzire si formare a peliculei, sa nu se atinga si sa nu se altereze depunerea.
Particulele de pudra care nu se dirijeaza in camp sunt recuperate in instalatii speciale (cabine).
Cele mai bune pulberi se considera acelea care au rezistivitatea ridicata si densitatea redusa. Dupa Kut, particulele sferice de diametru 20-120 m dau rezultate optime in ceea ce priveste adeziunea de suprafata. Forma neregulata a unor particule favorizeaza o pierdere a incarcarii.
Tehnologii de acoperire in pat fluidizat electrostatic
Pentru a intelege mai bine fenomenele, se va prezenta mai intai prima varianta construita (cu pat fluidizat termic), dupa care se va prezenta cea cu pat fluidizat electrostatic.
Acoperiri in pat fluidizat termic
In Fig. 1.6, este prezentata una dintre constructiile utilizate si in numeroase fabrici din Romania.
Fig. 1.6. Principiul acoperirii unei piese cu pulberi
epoxidice dupa tehnologia'
in pat fluidizat termic': 1) incinta de lucru; 2) camera inferioara a
baii; 3) dispozitiv de insuflare a aerului; 4) membrana de separare a
camerelor; 5) camera superioara;
6) piesa metalica de acoperit.
O incinta 1 este separata de membrana poroasa, 4, in doua camere: superioara 5 si inferioara 2. Aplicarea unui curent de aer comprimat, de azot sau de gaz inert prin dispozitivul de insuflare 3 in camera inferioara 2 face ca particulele de pudra fin divizate sa treaca sub forma unui fluid prin porii membranei (realizata din metal sinterizat, ceramica, plastic), care sunt corelati cu cei ai pulberii utilizate (in general 25-50m), formand, in camera superioara, un pat fluidizat.
Piesele metalice, 6, ce urmeaza a se acoperi, se preincalzesc la o temperatura superioara temperaturii de topire a pulberii si se cufunda in patul fluidizat termic din camera superioara 5. Pulberea se topeste acoperind partea cufundata, dupa care se sinterizeaza.
Cantitatea de pulbere depusa este, in functie de gradul de preincalzire, capacitatea termica a piesei si caracteristicile de curgere a pulberii. Pentru acoperiri, pana la 1500m, in acest procedeu pot fi utilizate pulberi de PVC polietilena, epoxi. Cu pulberi epoxidice, se obtin straturi de grosimi de 200m cu preincalziri ale pieselor la 140-250oC. In aplicarea la ancosele motoarelor electrice sau la carcase, EP Sacele si IME Pitesti utilizeaza cu rezultate bune aceasta tehnica. Trebuie precizat, de asemenea, ca grosimea dorita se obtine regland temperatura la care sunt incalzite piesele pe care urmeaza sa se depuna pulberea si timpul cat sunt tinute in incinta.
Acoperiri in pat fluidizat electrostatic
In Fig. 1.7, se prezinta un echipament de acoperire in pat fluidizat electrostatic.
Fig. 1.7. Principiul acoperirii unei piese cu pulberi
epoxidice dupa tehnologia
in pat fluidizat electrostatic: 1-6) semnificatiile din Fig.1.6; 7) retea de
inalta tensiune pentru incarcarea pulberii epoxidice (matrice).
Se observa ca, fata de solutia prezentata anterior, apare un element de principiu schimbat, si anume introducerea unei retele de inalta tensiune, dispusa in membrana sau in apropierea ei. Rolul sau este de a incarca electric particulele de pulbere trecute prin membrana si care astfel se pot dirija spre piesa metalica pusa la pamant, nemaifiind nevoie ca aceasta sa fie incalzita si cufundata in patul fluidizat. Tensiunea retelei este de ordinul a 90kV, iar polimerizarea pulberilor se face in cuptoare cu temperaturi adecvate pulberilor utilizate.
Linii automate de depunere a pulberilor pe cale electrostatica
Desi insasi depunerea electrostatica a pulberilor pe cale manuala ofera avantaje tehnico-economice superioare altor procedee conventionale, cele mai spectaculoase rezultate se obtin in cazul unor linii automate, in special acolo unde se dezvolta serii mari de produse.
In Fig. 1.8, se prezinta schematic o linie destinata depunerii pe cale electrostatica a unor pulberi.
Fig. 1.8. Linie automata pentru depunerea pe cale
electrostatica a unor pulberi:
a) incarcarea pieselor; b) baia de degresare; c) dozarea pulberii; d) bloc de
alimentare; e) pistol de pulverizare; f) cabina; g) filtru; h) roata cu cupe;
i) moara de maruntit;
k) recipient de depunere a pulberii; m) obturator de aer la intrarea in cuptor;
n) cuptor tunel; q) piesele acoperite la sfarsitul procesului.
Incarcarea pieselor se face manual sau automat in punctul a, dupa care urmeaza o degresare in baia notata cu b. Intrate in cabina de pulverizare f, ele sunt supuse unui jet de pulbere trimis de pistolul e. Generatorul de tensiune inalta care alimenteaza pistolul este montat in blocul de alimentare d si c si are tensiunea nominala de 30-90kV. Dozarea pulberii se face in compartimentul c.
In scopul regenerarii (dar si al indepartarii pericolului de explozie), pulberea amestecata cu aerul intr-o anumita concentratie putand produce explozii, cantitatea de pulbere ce se aspira din cabina f, in care se desfasoara procesul de acoperire, este condusa in filtrul g, unde se recupereaza pana la 99% pulbere din aerul evacuat. Filtrul trebuie spalat si scuturat din timp in timp. Pulberea sedimentata aici se scoate cu un transportor elicoidal si este dusa cu o roata cu cupe h, spre moara de maruntire i, de unde, dupa marimea si constructia instalatiei, este transportata in recipientul de depunere a pulberii k, unde se amesteca cu pulberea proaspata pentru a stabili granulatia corespunzatoare. Banda transportoare e conduce piesele pudrate electrostatic spre cuptorul tunel n, prevazut la intrare cu obturatorul de aer m. Rolul cuptorului este acela de a incalzi straturile depuse si a le mentine o perioada de timp la temperatura stabilita de procesul tehnologic (si pulberea utilizata), la 130-220oC. Temperatura stabilita nu trebuie sa aiba variatii mai mari de 5oC.
Lungimea cuptorului depinde de timpul de incalzire a piesei tratate, timpul de intarire a pulberii, viteza de suflare a aerului de incalzire in cuptor, viteza de transport al pieselor.
Timpul de intarire a pulberii este, in general, de ordinul a 3-40 minute, in functie de pulbere si temperatura cuptorului. Timpul total de mentinere in cuptor se deduce din timpul de incalzire pentru piesa si de intarire a pulberii. Cantitatea de aer proaspat introdusa prin obturatorul cuptorului asigura ca produsii ce apar in procesul de incalzire a pulberii sa nu creeze amestecuri explozive.
Cateva recomandari se impun dupa aceasta prezentare:
lungimea cuptorului (elementul cu dimensiunile cele mai mari al unei linii tehnologice) este determinata de timpii de topire a pulberii si de solidificare a sa; de aici deriva si viteza de deplasare a liniei;
linia nu poate executa decat o vopsire cu o singura culoare. Amestecul de pulberi cu pigmenti diferiti va conduce la acoperiri in care vor aparea dungi. Linia poate fi folosita pentru vopsiri cu culori diferite (dar una singura la un moment dat), cu spalari corespunzatoare ale instalatiilor;
in procesul de solidificare a acoperirii pot aparea - in amestec cu aerul - compusi explozivi, motiv pentru care se impune un control periodic;
desi recuperarea se face in proportie de 99 %, nu trebuie inteles ca pulberea se reintroduce in totalitate, asa cum rezulta ea, in procesul de acoperire. De obicei, se fac amestecuri in care pulberea veche, introdusa in cea noua, sa nu depaseasca 20-25%.
1.2.1.c. Dimensiunea particulelor de pulbere si capacitatea
lor de a se incarca
Dimensiunea particulelor joaca un rol important in obtinerea unor straturi fine de depuneri, pulberile cu granulatie mica creand dificultati la depunere, eventuale aglomerari si o recuperare mai greoaie; cele cu granulatie mare dau straturi mai groase, ceva mai rigide decat primele. Grosimea optima medie a particulelor este:
dupa opinia specialistilor- de ordinul a 30-60m, iar straturile depuse au grosimi de 50-75m pentru acoperiri anticorosive si cu rezistenta chimica si pana la 250m pentru protectia conductelor lucrand in exterior.
Legarea la pamant a piesei de vopsit permite obtinerea unor straturi uniforme; in caz contrar, fenomenul de respingere este foarte pronuntat, iar depunerea este neuniforma.
Capacitatea pulberilor de a se incarca influenteaza mult realizarea unor acoperiri de inalta calitate, cu atat mai bune cu cat la trecerea prin norul ionizant, pulberea capteaza o sarcina mai mare.
Daca particula va fi foarte conductoare, ea se va incarca corect, dar va ceda foarte repede sarcina, ceea ce va face ca filmul de vopsea sa fie subtire, cu aderenta redusa a pulberii pana la etapa de coacere.
O pulbere formata din particule mai putin conductoare va conduce, din contra, la realizarea unor acoperiri mai groase, aderente.
Aratand cazurile extreme, in cazul unui proces tehnologic de acoperire bazat pe acest principiu, sugeram efectuarea unor incercari care sa optimizeze regimul de lucru cu pulberea utilizata si suprafata de acoperit.
Formarea peliculelor se datoreaza incarcarii particulelor de pudra de catre pistolul de vopsire, care prin constructia sa, asigura, pe de o parte, incarcarea electrica, si, pe de alta, stabilirea campului electric intre pistol si piesa de acoperit, particulele incarcate dirijandu-se dupa aceste linii de camp, care se inchid pe piesa de acoperit pusa la potentialul pamantului.
Evident, dupa depunerea particulelor de pudra pe suprafata, acestea fiind retinute datorita sarcinilor lor si fortelor ce le pastreaza aderenta, va urma o 'coacere' care face ca rasina, prin incalzire, sa se transforme intr-un film omogen, care acopera suprafata.
Forma particulelor joaca un anumit rol, cele cu forma specifica pastrand mai usor sarcina decat cele avand forme neregulate.
Explicand incarcarea particulelor fie prin fenomene de influenta, fie de ionizare, trebuie semnalat un fenomen specific intalnit la acoperirea electrostatica, si anume fenomenul de respingere, interesant pentru ca, avand loc, el impiedica cresterea grosimii stratului peste o anumita valoare.
In Fig. 1.9, sunt prezentate posibilitatile de incarcare a particulei prin influenta, a si prin ionizare b, precum si fortele ce se dezvolta, de unde si explicatia fenomenului de respingere.
a) b)
Fig. 1.9. Formarea straturilor de depuneri prin polarizare (a) si ionizare (b).
Asupra unei particule care se indreapta spre suprafata pe care trebuie sa se depuna actioneaza o forta datorita greutatii G si o forta de natura coulombiana F. Daca prin 1, 2, 3 se inteleg 3 straturi care se depun pe suprafata, se observa ca, dupa un numar de straturi, forta de natura coulombiana se micsoreaza, in principal, datorita schimbarii distantei dintre particula si suprafata. Atunci cand devine de acelasi ordin de marime cu cea datorata greutatii, ea nu mai adera pe suprafata, desprinzandu-se cand (G > F). Acesta este fenomenul de "respingere", dupa o anumita grosime, alte straturi nemaiputandu-se depune si pastra contactul cu celelalte.
Se stabileste chiar ca, pentru o pulbere data, exista o dependenta intre grosimea maxima a stratului depus si tensiunea aplicata pentru pulverizare.
1.2.1.d. Pulberi utilizate in
tehnologiile de acoperire
a suprafetelor
Exista o varietate mare de pulberi, impuse probabil de aplicatiile specifice, care se pot grupa in doua categorii principale: pulberi termoplastice si pulberi termoreactive.
a) Pulberi termoplastice. In stare initiala sunt particule foarte fine de polimer cu masa moleculara ridicata, cu proprietati asemanatoare cu acelea ale peliculei finale. La temperaturi ridicate, ele se topesc si curg, formand un film care imbraca suportul si care, prin racire, revine la forma solida; prezinta dezavantajul ca au nevoie de temperaturi ridicate pentru topire, au aderenta slaba si necesita aplicarea unui strat primar, ceea ce creeaza unele dificultati tehnologice.
Pulberi pe baza de PVC. Necesita intrebuintarea unui strat primar. Se pot realiza intr-o gama larga de culori, au pret de revenire acceptabil, rezista bine la umiditate, la ceata salina, la acizi si la baze diluate, benzina si hidrocarburi alifatice fara a li se afecta caracteristicile dielectrice. Sunt sensibile la hidrocarburi aromatice, la esteri si cetone, pot suporta continuu temperaturi de 70-90oC si de scurta durata, pana la 150oC.
Pulberi poliamidice. Initial, au fost utilizate pentru tehnologiile de acoperire in pat fluidizat, au rezistenta mare la abraziune au coeficient de frecare scazut, au lubrefiere deosebita, au rezistenta la solventi industriali, la baze, la acizi organici si minerali si la grasimi. Sunt putin higroscopice si netoxice. Suporta temperaturi de pana la 80oC; au gama larga de culori - inclusiv metalizate - si temperaturi de 230oC-320oC (scurta durata), gama larga care permite si adaptarea usoara a grosimilor de depus. Una din aplicatiile cele mai spectaculoase o reprezinta proiectoarele din aluminiu utilizate sub apa, cu rezistenta atat la mediul salin, cat si la microorganisme si alge. Din aceasta familie de pulberi s-au realizat variante similare tipului Poliamide 11, ce pot fi depuse electrostatic fara strat primar.
Pulberi pe baza de materiale celulozice. Se realizeaza intr-o gama larga de culori, fiind destinate unor acoperiri decorative. Necesita strat primar de depunere, permit realizarea unor acoperiri stralucitoare; au temperaturi de topire de 180-320oC, au duritate si rezistenta la abraziune mari. Se pot realiza la dimensiuni de 60-760m, satisfacand necesitatile industriei alimentare pentru ambalaje si acoperiri.
Pulberi pe baza de polietilena. Ieftine, au rezistenta buna la agenti chimici, au caracteristici electrice bune, au rezistenta slaba la abraziune si au temperaturi de topire de 150-250oC. Nu se recomanda pentru aplicatii in cadrul carora trebuie sa suporte temperaturi mai mari de 60oC. Acopera bine colturi ascutite si cordoane de sudura. Se utilizeaza cu bune rezultate pentru acoperirea cosurilor metalice din sarma. Pentru o adeziune mai buna a polietilenei pe suport se grefeaza radiochimic o cantitate mica de acid acrilic pe polietilena.
Pulberi pe baza de polipropilena. Prezinta o higroscopicitate slaba, dar au o buna rezistenta la solventi organici, la ceata salina. Aplicarea lor trebuie sa se faca pe straturi in prealabil fosfatate. Nu rezista satisfacator la radiatii ultraviolete, pierzandu-si aderenta.
b. Pulberile termoreactive. Sunt pulberi care in timpul procesului de acoperire sufera transformari chimice ireversibile, in sensul ca, sub actiunea caldurii, se topesc si formeaza un film, dupa care urmeaza o reactie chimica si obtinerea proprietatilor optime ale stratului de acoperire. Se preteaza excelent la depuneri pe cale electrostatica. Prezinta aderenta deosebita, nu necesita strat primar, au o tehnologie de fabricatie mai simpla, rezistenta superioara la medii agresive, temperaturi de lucru mai moderate.
Pulberi pe baza de rasini
epoxidice. Pana la aceasta
data, ele figureaza ca cele mai bune materiale pentru realizarea unor acoperiri
subtiri cu proprietati electrice si mecanice excelente. Adera bine la suprafata,
dand o acoperire buna a muchiilor si colturilor ascutite. Curg la temperaturi
mai scazute decat pulberile termoplaste. Satisfac conditii severe de protectie,
pastrandu-si proprietatile chiar la grosimi reduse de strat. Pot pierde
stralucirea lor in situatia in care sunt expuse la actiunea radiatiilor
ultraviolete. Rezista bine la solventi, la combustibili, la uleiuri, la
substante chimice. Temperatura de topire a acestora este intre
150 si 260oC. Se utilizeaza pentru protectia structurilor metalice
si cablurilor in medii agresive, pentru protectiile interioara si exterioara
ale conductelor, pompelor si valvelor, pentru izolatia rotoarelor si
statoarelor masinilor electrice, a armaturilor, a condensatoarelor, a
rezistentelor si a componentelor electronice, in tehnica aerospatiala.
(canalele modulului Apollo, spre exemplu, au fost acoperite, dupa accidentul
din anul 1971, cu pulberi epoxidice).
Pulberi pe baza de poliesteri. Pot fi si termoplaste. Au largi utilizari in domeniile unde se doreste atingerea unor performante ridicate, pentru izolatia statoarelor si rotoarelor de masini electrice, pentru acoperiri decorative. Temperatura de topire este de cca 230oC, au o buna rezistenta la mediul exterior, la solventi organici, la mediu salin.
Pulberi pe baza de acrili. Stralucirea si stabilitatea lor le recomanda ca pulberi cu largi utilizari, in special in industria automobilului, la radiatoare de incalzire, la cazane de gaz. Temperatura de topire este mai ridicata decat a pulberilor epoxidice (250oC).
Pulberi pe baza de fluorocarbonati. Pulberea de politetrafluoretilena (PTFE) nu poate fi aplicata decat prin jet de plasma, datorita temperaturii sale mari de topire. Se recomanda pentru aplicatii la care este necesara o rezistenta mare la coroziune si la temperaturi inalte. Se dezvolta cercetari privind realizarea unor amestecuri cu rasini epoxi si acrilice, ceea ce datorita calitatii lor, ar largi sfera aplicatiilor.
1.2.1.e. Avantajele procedeelor de acoperire a suprafetelor, bazate pe aplicatii ale electrostaticii
Viteza procedeului. Se remarca prin productivitate ridicata comparativ cu sistemele clasice de vopsire (chiar in conditii manuale). In cazul sistemelor automatizate, viteza poate fi ridicata printr-o succesiune de operatii suplimentare: miscari combinate la inaintarea piesei pe conveier, pretratarea pieselor etc.
Calitatea acoperirilor. Nivelul de calitate este acelasi daca se mentin parametrii procesului la valorile stabilite: viscozitatea la vopsele sau pudre, presiunea de lucru, tratamentul pieselor, distanta de obiect, timpii si vitezele de lucru.
Economia de manopera. Majoritatea utilizatorilor mentioneaza ca utilizarea acoperirilor electrostatice conduce la economii de personal de 30-50%.
Versatilitatea procedeului. Grosimea acoperirii poate fi variata in anumite limite actionand asupra tipului de pulbere si debitului de vopsea. De asemenea, cu anumite precautiuni, pot fi schimbate culorile.
Independenta de om. Mijloacele pe care le foloseste omul in cadrul procesului tehnologic evita erori depinzand de operator.
Economii de vopsea, de pudra. Datorita dirijarii particulelor in camp, putine sunt acelea care nu se depun pe obiectul de acoperit.
Randamentul de utilizare este de 60-70% la acoperirile umede si peste 90 % la cele bazate pe pudre. Materialul ce nu ajunge pe obiectul de acoperit este recuperat si reintrodus, dupa anumite prelucrari, in rezervoarele de vopsea.
Controlul simplu al calitatii acoperirilor. Caracteristica de refuz electrostatic la depasirea unei anumite acumulari de pulbere permite un control usor al grosimii.
Realizarea vopsirii unor piese de constructie speciala. Piese care prin alte procedee se vopsesc cu mari consumuri materiale pot fi simplu vopsite electrostatic, datorita distributiei dirijate a campului spre piese cu configuratii speciale, piese, tuburi, profile complicate plate, neacoperite prin alte procedee, vopsirea facandu-se chiar si in interstitii sau partile din spate ale acestora.
Plusarea electrostatica
In industria textila, realizarea unor blanuri sintetice, covoare, insemnuri speciale este posibila prin utilizarea unor echipamente care au la baza aplicatii ale campului electrostatic.
Un camp electric este realizat intre un sistem de electrozi varf si o placa metalica de baza, pusa la potentialul pamantului. Intre acest sistem de electrozi si placa metalica de baza se deplaseaza in flux continuu materialul pe care urmeaza sa fie depusi perii de adaos (ce vor constitui blana), depozitati in rezervoare amplasate deasupra placii. La aplicarea tensiunii, firele ce cad prin gravitatie din rezervoare se incarca prin ionizare in campul electrostatic creat, iau o pozitie verticala si se plaseaza pe suportul textil dispus pe placa, uns in prealabil cu un adeziv care sa permita o buna fixare a acestora. In functie de tipul finisajului dorit, inaltimea firelor variaza de la 2 la 12mm.
In Fig. 1.10, este prezentat principiul acestei tehnologii.
Echipamentele realizate pe baza acestui principiu permit obtinerea unor viteze de lucru ridicate (2-3m/min), suprafetele de material obtinute avand un aspect frumos, de mare regularitate, cu densitate de fire si inaltimi dorite, imitand perfect blanurile etc.
Acelasi procedeu se foloseste si la realizarea unor inscrisuri pe tricouri, pe tesaturi, la realizarea unor panze si hartii abrazive s.a.
Fig.
1.10. Principiul tehnologiei
de plusare electrostatica:
1) placa de inalta tensiune cu electrozi varf; 2) placa de baza pusa la pamant;
3) suportul textil pe care se depun firele de depus; 4) rezervorul care contine
firele
de depus; 5) firele dirijate perpendicular pe materialul textil.
Tratarea plantelor prin depunere electrostatica a insecticidelor
Procedeele clasice de stropire a culturilor de cereale, padurilor si livezilor cu solutii lichide sau pulberi au la baza o pulverizare a acestora cu ajutorul unor pistoale.
In cazul amestecurilor lichide, apa introdusa in solutie reprezinta un procentaj ridicat (90-95%), rolul ei fiind acela de a usura aplicarea substantelor si de a pastra un timp mai indelungat depozitul de solutie pe planta stropita. Indiferent daca sistemul de pulverizare este montat pe tractor sau pe avion, metoda necesita transportul unor mari cantitati de apa (aproape 1hl de apa la 1kg de substante), ceea ce ingreuneaza realizarea unor productivitati inalte.
Procedeul electrostatic de depunere a substantelor utilizeaza pistoale si instalatii similare celor descrise la punctul 1.2., ofera avantaje importante, dintre care mentionam:
plantele fiind legate la pamant si avand o anumita conductivitate, depunerea electrostatica favorizeaza o dirijare a substantei numai asupra plantei cu o mare economie de material;
substanta pulverizata se depune pe ambele fete ale foii, datorita distributiei campului electrostatic;
repartitia pulberii pe suprafata de acoperit se face foarte uniform;
aderenta pulberii pe suprafete este excelenta, datorita atractiei dintre particula incarcata si imaginea sarcinii electrice a acesteia, indusa pe frunza;
nu se mai constata o 'ricosare' a particulelor depuse la impactul cu suprafata de acoperit;
vopsirea (sau pudrarea) electrostatica a plantelor permite ca, prin reducerea continutului de apa (complet eliminat), sa se reduca greutatea rezervorului, ceea ce aduce economii importante, in sensul usurarii vehiculului (tractor sau avion).
Procedeul de depunere electrostatica a substantelor isi gaseste largi aplicatii si in cazul tratarii in silozuri a unor cereale in vederea stocarii, tratarea pe cale electrostatica marind durata de stocare a acestora.
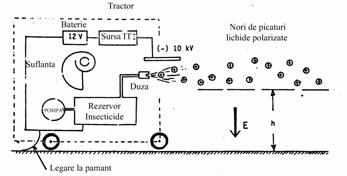
Fig.
1.11. Schema de principiu a
unui echipament de depunere
electrostatica a insecticidelor.
I. Inculet in Canada si colectivul lui Radu Cramariuc de la Institutul de Cercetari Electrotehnice Bucuresti au realizat echipamente de acest gen, performante si cu largi sanse de aplicare pe scara mare.
Schema unui asemenea echipament este data (dupa I. Inculet) in Fig. 1.11.
Sursa electrica a tractorului furnizeaza tensiunea inalta de 10kV; se incarca particulele de lichid, care se dirijeaza in campul electric E ce se stabileste fata de pamant.
Stimularea in camp electric a semintelor
S-a dovedit ca trecerea semintelor printr-un camp electric provoaca si o stimulare a functiilor biologice. Semintele tratate in camp electrostatic, apoi insamantate in intervalul optim de timp pot aduce un spor de recolta in comparatie cu loturile de seminte martor netratate si insamantate in aceleasi conditii agrotehnice (peste 25%).
Acest lucru a fost verificat cu bune rezultate in Romania in cazul semintelor de sfecla de zahar, de porumb, de tuberculi de cartofi.
Afumarea pe cale
electrostatica
a unor alimente
De multe ori, in industria alimentara, se doreste obtinerea unor calitati speciale pentru un produs, cat mai rapid posibil si in timpi accelerati, cum este si cazul afumarii unor alimente, operatie care, in mod normal, ar dura un timp mai lung. Inactivand in acelasi timp microorganismele, procedeul realizeaza doua deziderate importante: nu se afecteaza valoarea nutritiva a alimentelor si se executa operatia in timp foarte scurt.
Principiul acestei tehnologii este dat in Fig. 1.12.
Principiul de functionare a instalatiei este similar celui al unui electrofiltru. Intr-o incinta 1, se dispun o serie de cosuri metalice 2, realizate din plasa metalica, dispuse la potentialul pamantului si in care se introduc alimentele de afumat. Intre aceste cosuri si sistemul de electrozi de inalta tensiune 3, se stabileste un camp electric, particulele de fum ce intra in camera prin ventilele 4 se incarca in campul electric creat de electrozi, dirijandu-se spre electrozii dispusi la potentialul pamantului, adica la cosurile cu alimente, patrunzand adanc in acestea. O alta serie de particule sunt evacuate prin placa superioara prevazuta cu orificii, 5.
Fig. 1.12. Afumarea unor alimente, utilizand tehnologii
electrostatice:
1) incinta in care se practica
afumarea; 2) cosuri realizate din plase metalice in care se dispun alimentele
de afumat, conectate la potentialul pamantului; 3) electrozi de inalta
tensiune; 4) sistem admisie fum; 5) placa superioara cu orificii pentru
evacuare fum.
Procedeul are o mare productivitate, permite ca in cateva minute sa se trateze cantitati de alimente pentru care in cazul unor tehnologii clasice ar fi fost necesare ore. Procedeul are largi utilizari pentru afumarea pasarilor, a suncilor, a sardelelor.
Purificarea aerului
prin tehnologii electrostatice
Electrofiltrele sunt instalatii care functioneaza pe principii electrostatice si sunt destinate colectarii particulelor in suspensie de gaze. Schema de principiu a unui electrofiltru de camera este data in Fig. 1.13. O tensiune inalta de 15-50kV se aplica intre electrodul corona 1 (care poate fi un fir sau o bara cu diverse profile) si electrodul colector 2 (care poate fi o placa sau un cilindru). In jurul electrodului corona, se formeaza o regiune bogata in ioni negativi, cu o densitate de ordinul a 108-109ioni/cm3. Particulele in suspensie 3, transportate de curentul de gaz din aceasta regiune, se incarca cu sarcini electrice negative, fapt ce le face susceptibile pentru actiunea fortelor din campul electric.
Fig.
1.13. Schema de principiu a
unui electrofiltru de camera:
1) electrod corona filiform; 2) electrod colector (placa sau cilindru);
3) particule in suspensie; 4) particule incarcate cu sarcini
electrice deplasate spre electrozii colectori.
Particulele incarcate cu sarcini electrice (4) se deplaseaza pe liniile campului electric Ē stabilit intre cei doi electrozi, depunandu-se pe electrozii colectori. Particulele de praf adera la electrozii colectori, formand un strat care este indepartat periodic cu ajutorul unui sistem de scuturare. Sistemul mecanic de scuturare fractioneaza stratul in bucati suficient de mari care cad prin propria greutate in buncare colectoare.
Electrofiltrele industriale se utilizeaza in foarte multe domenii: cazane cu aburi, furnale, cuptoare de ciment, cuptoare de var, cuptoare de prajit pirita, convertizoare, uscatoare de carbune, instalatii de gazeificare.
Principiul de baza al filtrelor electrostatice industriale consta in trecerea fluxului de gaz ce trebuie purificat printr-un sistem de electrozi la care se aplica o tensiune inalta, campul electric creat asigurand incarcarea particulelor continute in gazul de evacuare si dirijarea lor spre un sistem de electrozi de colectare. Prin scuturarea acestora, particulele de praf retinute (ciment, carbune etc.) se desprind de pe electrozi si se colecteaza in buncare de unde se utilizeaza ca atare (in realizarea unor materiale de constructii) sau se reintroduc in reteta de fabricatie.
Filtrele electrostatice sunt introduse in circuitul tehnologic al unor fabrici de ciment, al unor centrale electrice, al unor combinate petrochimice pentru a retine suspensiile existente in gazele de evacuare rezultate in proces.
Echipamentele sunt de mare complexitate, iar costul lor este ridicat, reprezentand in general 10-15% din costul total al investitiei in care este introdus filtrul electrostatic.
Romania dezvolta, inca din anul 1950, filtre electrostatice de conceptie proprie, iar din anul 1969, pe baza aplicarii unei licente asimilate si dezvoltate, realizeaza solutii constructive noi (intre care si variante de schema electrica) pentru astfel de filtre.
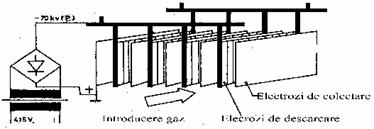
Fig. 1.14. Filtru electrostatic industrial.
In Fig. 1.14, este prezentata constructia unui electrofiltru cu placi, distingandu-se (ca element principal) redresorul, care furnizeaza tensiunea inalta de 70-100kV, polaritatea negativa aplicandu-se la electrozii de descarcare, de unde se initiaza descarcarile corona spre electrozii de colectare dispusi la potentialul pamantului. In campul electric creat, particulele incarcate se dirijeaza spre electrozii de colectare, se depun pe acestia si, prin scuturare, se acumuleaza in buncare. La cosul instalatiei, gazele de evacuare au un aspect curat intrucat particulele aflate in suspensie (oxizi de fier, praf de ciment, grafit etc.) au fost retinute.
Sistemul electrostatic de purificare a aerului are foarte multe avantaje in raport cu alte metode: randament ridicat (98-99%), pierderi mici de tiraj, nu impune restrictii in privinta particulelor ce trebuie retinute, materialul recuperat ramane in starea initiala, colectarea se poate face atat pe cale uscata, cat si umeda, constructia este simpla si fiabila.
Neutralizarea sarcinilor electrice parazite
In anumite cazuri, acumularea unor sarcini electrostatice poate avea efecte neplacute, impunandu-se gasirea unor tehnologii specifice de anulare a lor.
Efectele perturbatoare ale acestor acumulari de sarcini electrostatice se intalnesc in special in industria prelucrarii cauciucului, a materialelor plastice, a industriei textile, avand impact atat asupra calitatii productiei, cat si asupra securitatii procesului si personalului.
Mijlocul cel mai eficace pentru eliminarea sarcinilor electrice il reprezinta producerea si trimiterea pe obiectul incarcat de sarcini electrice de polaritate inversa; prin recombinarea sarcinilor electrice, se va obtine pe materialul studiat o stare neutra. Producerea sarcinilor de compensare se realizeaza cu ajutorul unui sistem de electrozi care creeaza descarcari electrice controlate.
In Fig. 1.15, este prezentat schematic ansamblul componentelor ce alcatuiesc un neutralizator (compensator) de sarcini electrice produse prin descarcari Corona.
Fig.
1.15. Neutralizator
(compensator) de sarcini electrostatice:
1) material textil; 2) role care deplaseaza continuu materialul; 3)
neutralizator de sarcini (sursa de inalta tensiune reglabila); 4) ionizator
realizat sub forma unei baghete cu electrozi-ac; 5) electrometru pentru
masurarea starii de incarcare.
Ionizatorul (4) este realizat sub forma unei bare care contine un numar de electrozi sub forma de ace si este dispus deasupra materialului textil 1 (sau de cauciuc). Un sistem de role, (2), permite deplasarea continua a materialului sub bara de neutralizare a sarcinilor. Prezenta, polaritatea si valoarea sarcinilor existente pe materialul incarcat sunt indicate de electrometrul, (5) si, in functie de aceasta valoare, generatorul de descarcari, (3), alimenteaza sistemul de electrozi cu tensiunea inalta necesara aparitiei unor impulsuri corona, ce descarca sarcinile aparute pe material. Starea de descarcare completa a materialului este indicata de tensiunea 0 a electrometrului.
In Fig. 1.16, este prezentat un neutralizator de sarcini electrice parazite (impreuna cu barele cu electrozii-ac), sistem realizat de Institutul de Cercetari Electrotehnice Bucuresti (ICPE).
Fig. 1.16. Neutralizator de sarcini electrostatice tip NESEP realizat de ICPE Bucuresti.
Industria componentelor electronice este, de asemenea, unul din domeniile in care electricitatea statica poate conduce la deteriorarea structurilor, a circuitelor integrate etc., prin care, in conditiile distantelor mici cu care se opereaza si in prezenta unor acumulari de sarcina, conform relatiei U = q/c, se poate ajunge la tensiuni mari, care pot strapunge circuitul. De aceea, se prevad masuri deosebit de severe privind utilizarea de materiale antistatizate, punerea la potentialul pamantului a echipamentelor, utilizarea unor sisteme de detectare a sarcinilor electrice acumulate si a unor dispozitive de 'tratare' a circuitelor. De asemenea, stocarea acestor componente se face in pungi din materiale speciale, bune conductoare de electricitate.
Pentru a da o imagine a acestui mare pericol, se va prezenta un caz uzual.
O simpla plimbare a unei persoane printr-o camera pe podeaua careia se gaseste un covor de plastic, la o capacitate medie pe care o poate avea un om (de 100-250pF) si la o sarcina Q, capatata prin frecarea talpii cu covorul de 3C, conduce la o tensiune V de:
si:
![]()
Deci, in varful degetului unui operator, poate aparea aceasta tensiune, ceea ce, in cazul manipularii unui circuit, genereaza grave deteriorari. De aici provine si importanta care se acorda, in industria de componente, neutralizarii acumularilor de sarcini electrice parazite.
Fig.
1.17. Corpul uman acumuleaza
sarcini care pot fi descarcate
spre un obiect inconjurator
In Fig. 1.17, este prezentata stilizat o asemenea descarcare, iar in Fig. 1.18, se arata ce inseamna pentru o componenta electronica, neluarea masurilor de protectie ce se impun.
Fig. 1.18. Tensiunea de strapungere are valori mari si poate distruge un circuit integrat.
Generatoarele de ozon
si tehnologiile electrostatice
Ozonul (O3) este un izotop al oxigenului, care se obtine din aer prin intermediul unor descarcari electrice sau printr-un bombardament de raze ultraviolete:
3O2 Û 2O3 + 71 kcal
Datorita caracteristicilor sale oxidante, ozonul este utilizat atat pentru depoluarea apelor, cat si in cadrul altor aplicatii industriale (chimie, industria alimentara, industria farmaceutica s.a.).
In generatoarele de ozon, obtinerea ozonului se realizeaza prin provocarea unor descarcari electrice care descompun moleculele de aer sau de O2, permitand formarea ozonului. Procesul este puternic exotermic, deci vor trebui luate masuri atente de inlaturare a caldurii.
In capitolul 10 (vol. II), se prezinta pe larg tehnologia de realizare a ozonului, ca si aplicatiile sale.
Tehnologii electrostatice ce stau
la baza electrofotografiei
Xerografia reprezinta una din cele mai recente si revolutionare aplicatii ale electrostaticii si rolul sau a fost esential in difuzarea informatiei. Numele procedeului deriva din greaca: xeros = uscat, graphos = scriere, deci fotografiere uscata, si, fata de procedeul fotografic obisnuit, in aceasta tehnica, tehnologia este mai simpla, este mai rapida si mai economica.
Acest proces de reproducere a unor imagini sau texte cuprinde mai multe operatii, prezentate schematic in Fig. 1.19 pentru un xerograf bicomponent (toner si developper) si cu placa;
Fig. 1.19. Procesul de reproducere a unei imagini prin tehnologii electrostatice.
se incarca cu sarcini electrice pozitive placa sau tamburul xerografului acoperit cu un strat fotoconductor, folosind o descarcare electrica corona (de la un electrod filiform denumit corotron) in etapele 1 si 2;
se proiecteaza imaginea unui document pe placa fotosensibila. Ca urmare a faptului ca stratul conductor devine conductor la locul iluminat, placa se descarca in zonele iluminate si pastreaza sarcinile in zonele obscure (etapa 3);
se depune pe aceasta placa o pudra numita toner, incarcata cu sarcini electrice negative, deci de polaritate opusa celei de pe placa, sarcini obtinute prin frecarea cu o alta pudra - denumita developper - si atrasa, conform relatiei lui Coulomb, de sarcinile electrice de polaritate opusa din zona incarcata de pe placa (etapa 4);
se transfera imaginea materializata pe o foaie de hartie obisnuita, care, dupa ce a fost incarcata cu sarcini electrice de polaritate opusa celor cu care este incadrata pudra, se lipeste pe stratul fotoconductor (etapa 5).
pudra (tonerul) paraseste placa, fiind atrasa, datorita fortelor ce se stabilesc intre sarcinile de polaritate diferite dintre placa si hartie si se depune pe aceasta (etapa 6);
pudra (tonerul) se fixeaza pe hartie prin incalzire, topindu-se la o temperatura scazuta de ordinul a 60-70 0C (etapa 7).
Aparatele de xerografiat se produc astazi in variante numeroase: de la placi s-a trecut la tamburi, ca material de transfer al imaginii se folosesc mono sau bicomponenti, materialul fotosensibil poate fi depus pe placa sau cilindru. Mai mult, ultimii ani au marcat aparitia xerografului in culori, care, prin combinarea a trei culori de baza, reda veridic orice imagine color.
Principiul copierii electrostatice in culori este urmatorul: un original color este proiectat pe stratul fotoconductor printr-un filtru rosu si apoi developat cu toner cian (verde-albastru). In continuare, acelasi original este proiectat pe acelasi strat fotoconductor cu un filtru verde si developat cu toner magenta (purpur), si, dupa expunerea printr-un filtru albastru, se developeaza cu toner galben. Se obtine, astfel, dupa o repetare de 3 ori a operatiilor de copiere, imaginea color.
Trebuie mentionate si alte cateva aplicatii ale electrostaticii cu un rol deosebit in societatea noastra: imprimantele cu jet, inregistratoarele electrostatice, xerografia in relief pentru scrierea in alfabetul Braille.
Si Romania, in perioada anului 1982, a creat 3 tipuri de xerografe cunoscute sub numele de familia MEC (masini electrostatice de copiat), dupa conceptia Institutului de Cercetari pentru Industria Electrotehnica (ICPE) si avand ca fabricant pe Electromures. Peste 2000 de aparate au fost fabricate, Romania fiind alaturi de Cehoslovacia, singurele dintre tarile sistemului CAER care produceau in anii xerografe.
Pe langa xerografie, exista o serie de aparate care au la baza elemente tehnice prezentate anterior.
Xeroroentgenografia (defectoscopia nedistructiva cu raze X la care imaginea se obtine direct pe hartie, deci fara film) se bazeaza pe principiul neutralizarii sarcinilor electrice de pe placa fotoconductoare cu ajutorul razelor X.
Transmiterea de imagini la distanta prin electrofotografiere a luat o extindere deosebita, cea mai spectaculoasa actiune fiind la Jocurile Olimpice din Japonia (1964), cand ziarul 'Mainichi Shimbun', a fost transmis, la distanta, la o serie de clienti. Transmiterea unei pagini intregi de ziar se face in aproximativ 96 de sec., dar, de atunci timpul de executie s-a redus simtitor. Platformele de foraj, zonele izolate de la Polul Nord si Polul Sud, vapoarele receptioneaza in acest fel ziarele si hartile meteo. Transmiterea corespondentei si documentelor cunoaste, prin dezvoltarea faxurilor, o larga dezvoltare. Principiul este urmatorul: documentul de transmis este baleiat cu un fascicul de lumina, iluminarea facandu-se impartind documentul intr-un numar de linii cu o anumita densitate. Semnalele electrice corespunzatoare obtinute la un fotomultiplicator sunt transmise prin reteaua telefonica la un receptor care transforma aceste impulsuri intr-un fascicul de lumina care 'matura' stratul de seleniu sau o hartie fotosensibila cu acelasi numar de linii; dupa expunere, celelalte operatii sunt cele intalnite la xerografiere.
Separarea electrostatica a materialelor
Separarea electrostatica a materialelor are ca principiu incarcarea particulelor intr-un camp electric stabilit intre un electrod dispus la o tensiune inalta si un tambur metalic in miscare, particulele separandu-se dupa conductivitatea pe care o prezinta (conductoare sau izolante).
Fig.
1.20. Constructia unui
separator electrostatic cu tambur:
1) amestec de materiale; 2) buncar; 3) paleta de dirijare; 4) tambur; 5-6)
electrozi de polaritate negativa; 7-8) buncare de material separat; 9) electrod
de polaritate pozitiva; 10) perie stergere tambur.
Amestecul de separat este pregatit sub forma de pulbere, particulele avand dimensiuni care variaza intre 50 si 500m. In Fig. 1.20, este prezentata schematic constructia unui separator electrostatic cu tamburi.
Amestecul de materiale 1 continand particule conductoare (buline negre) si neconductoare (buline albe) cade din buncarul 2 pe tamburul in miscare 4. Tamburul, in miscarea sa, antreneaza materialul, impune particulelor o anumita viteza si le trece prin zona cu sarcini electrice create de electrodul 5, de un fir subtire sau de un electrod alimentat cu o tensiune inalta.
In campul creat intre electrodul de inalta tensiune si tamburul metalic dispus la potentialul pamantului, particulele care se deplaseaza se incarca prin influenta in functie de conductivitatea lor conform relatiei lui Coulomb, particulele cu conductivitate mare sunt respinse de valt si atrase de electrodul de inalta tensiune, pe cand cele izolante, mai putin incarcate, adera pe valt si sunt aruncate de acesta, datorita fortelor centrifuge ce se dezvolta. Un electrod suplimentar 6 conectat cu electrodul 5 (dar de diametru mai mare pentru a nu crea descarcari) intensifica atragerea particulelor conductoare, permitand o mai usoara separare de tambur (efect de lift) si de dirijare si colectare a lor in buncarul 7. Particulele izolante, retinute de tambur, vor cadea singure in buncarul 8 sau vor cadea in mod accelerat, dispunand un electrod 9 la care se aplica un potential pozitiv care ajuta desprinderea lor de pe tambur; peria 10 desprinde ultimele particule de material ramase pe tambur.
Separarea in camp electric are multe aplicatii, dar cea mai importanta in momentul de fata este utilizarea separatoarelor pentru obtinerea din nisipurile raurilor sau de pe plajele marilor si oceanelor a unor materiale foarte importante, ca de exemplu titanul si zirconiul, primul utilizat in industria aeronautica, iar al doilea in industria nucleara. Concentratia acestor materiale in nisipuri este foarte redusa, insa instalatiile de separare electrica au o productivitate foarte mare si procedeul este rentabil.
Pentru cresterea eficientei proceselor de separare electrostatica a materialelor, se recurge si la unele tratari suplimentare precum tratarea termica (pentru cresterea conductivitatii materialului), tratarea chimica (pentru modificarea rezistivitatii), in functie de materialul prelucrat.
In echipamentele de separare a
minereurilor utilizand electrozi-placi, intre care se deplaseaza minereul de
sortat, polaritatea poate conduce la deplasari diferite ale particulelor, asa
cum este redat in
Fig. 1.21. In asemenea constructii, apare si o operatie suplimentara:
'scuturarea' placilor pentru colectarea materialelor depuse.
Fig. 1.21. Deplasarea particulelor de material in functie de polaritatea placilor.
Separarea electrostatica a materialelor poate fi utilizata cu succes la separarea clorurilor de bariu si de calciu, a carbonatului de Ca si Mg, sulfatilor de sodiu sau potasiu, la separarea nisipurilor zirconifere.
In cadrul programului nuclear romanesc, pentru separarea zirconiului din nisip, au fost realizate o serie de separatoare electrostatice de inalta performanta la ICPE - Bucuresti, care au intrat in dotarea intreprinderii de separare de la Chituc (Dobrogea). Un alt colectiv de cercetare din Romania - colectivul prof. Moraru de la Universitatea din Cluj - a realizat o alta serie de separatoare magnetice si electrostatice pentru unele aplicatii speciale.
Protectia antistatica a aeronavelor
Este cunoscut faptul ca frecarea unor corpuri in miscare poate produce o incarcare electrostatica (fluide in conducte, autovehicule ce se deplaseaza, aeronave) grava prin aceea ca acumularile de sarcina pot produce prin descarcare scantei periculoase pentru om sau echipamente.
Un caz deosebit de complex este acela al aeronavelor care se incarca la frecarea corpului cu aerul, rezultand incarcari electrostatice care pot deveni sediul unor descarcari ce deranjeaza echipamentele de bord. Situatia este si mai complicata in cazul constructiilor moderne de aeronave care nu mai sunt realizate numai din metal, ci au numeroase parti realizate din materiale compozite, aeronava prezentandu-se ca un corp care contine cateva surse de descarcari, in functie de caracteristicile de material si de geometria constructiei.
In Fig. 1.22, este prezentata o aeronava din care rezulta zonele care, datorita geometriei (razelor de curbura care influenteaza incarcarea si descarcarea electrostatica) sugereaza punctele de la care se pot initia descarcari si necesitatea de a prevedea masuri de tratare a suprafetelor care sa elimine discontinuitatile metal-izolant si sa reduca capacitatea de incarcare a structurii aeronavei.
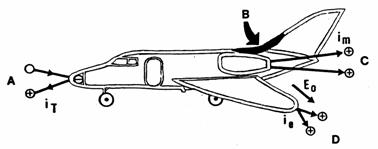
Fig. 1.22. Aeronava si zonele care pot initia descarcari electrice.
Protectia antistatica a aeronavei consta in urmatoarele:
pe suprafata externa a peretilor izolanti ai structurii, se aplica un depozit conductor de rezistivitate mai mica de 107Wmm2/m;
panourile conductoare si cele din material dielectric se leaga electric intre ele prin metalizare;
in structura aeronavei, se introduc amortizori de potential, avand un slab cuplaj cu antena de bord (bare de metal cu o extremitate fixata pe aeronava, iar cealalta in exterior si avand o raza mica de curbura).
Problema este deosebit de complexa, tinand seama ca o aeronava poate sa se plaseze, in cazul unor conditii meteo grele pe traseul unui fulger care se produce intre nor si pamant si fulgerul poate intalni in traseul sau aeronava (lovitura de fulger directa).
Bibliografie
x x x: Protection antistatique des aronefs. Doc. ONERA, T-1-79-100, 1989.
x x x: Revolution in Printing Technology. Investements in Tomorow, SUA, 1978, vol.8, nr.3.
Inculet, I.I.: Industrial Applications of Static Electricity. Journal of Electrostatics, (1985),16 May, 287-298.
Inculet, I.I.: A New Electrostatic Separator and Sizer for Small Particles. IEEE Trans on Industry Applications, (1983), IA-19, 3, 318-323.
Graf, P.: Impresive Advancements in Printer Technology. Siemens Rev, XLVII (1980), Nr.1, p.13-16.
Radulet Remus: Bazele electrotehnicii. Editura Didactica si Pedagogica, Bucuresti, 1970.
Durand E.: lectrostatique et magntostatique. Masson, Paris, 1953.
Kettani, M. Ali.: Direct energy converssion. Addisson-Wesley, Massachusetts, 1970.
Mark, H. Olson, N.T.: Experiments in modern physics. Mc Graw-Hill Book Company, New York, 1966.
Bonifas, M. H.: Des contributions à l'tude des quelques problèmes d'lectrostatique. Rev. Gen. Electr. (1955), 64, Nr.3, pp.149-160.
Rietto, A. M.: Elettrizzazione in presenza di campi elettrici. L Elettrotecnica, Italia, (1970), 57, 11, pp.661-663.
Cramariuc, R., Petrescu, V.: Voltmetre cu efect Kerr. Buletinul Institutului Politehnic Iasi (serie noua), tom.XIII (VII). Fasc.1-2, (1967), pp. 303-312.
Gill, E. W. B.: Electrification by freezing. Brit. J.Appl.Phys, supplement 2, (1953), pp.16-19.
Bulgin, D.: Static electricity on rubber tyred vehicles. Brit. J.Appl.Phys, supplement 2, (1953), pp.83-87.
Drozdov, N. G.: Electricitatea statica in industrie. Editura Energetica de Stat, Bucuresti, 1952.
Meek, J. N., Craggs, J.D.: Electrical breakdown of gases. Clarendon Press, Oxford, 1953.
Prinz, H.: La conference de Las Vegas sur l'lectricit statique. Bull. ASE, (1973), 64, Nr.15, pp.932-936.
Cramariuc, R., Petrescu, V., Tanasescu Fl.: Masuri electrice industriale, Vol.III Masuri in inalta tensiune. Editura Tehnica, 1971, Bucuresti.
Rummel, Th.: Hochspannungs-Entlandungschemie und ihre industrielle Anwendung. Oldenburg, Verlag, Mnchen, 1951.
Tanasescu, Fl.: Influenta unei alveole dintr-un dielectric. Electrotehnica, 1971, 19,Nr.1, pp.1-5.
Avramescu, A.:Legi de similitudine ale descarcarilor intre pereti izolanti in aer. Electrotehnica, 1965, 16, Nr.5 pp.161-165.
Tanasescu, Fl.: Cellule a champ divergent pour l'tude du comportament des isolations lectriques sous l'action des dcharges partielles. Rev. Gen. Electr., 1969, 78, Nr.2, pp.123-126
Tanasescu Fl.: Studiul descarcarilor partiale in alveolele unui dielectric. Electrotehnica, 1978, 16, Nr.4, pp.136-141.
Henry, P. S. H.: Electrostatic eliminators in the textile industry. Brit. J. Appl. Phys., (1953), suppl. 2 p.78-83.
Inculet, Ion: Electrostatic charging and
disspation of dust clouds in enclosed rooms. IEEE Transactions on industry and
general applications, (1971), IGA-7, 2,
pp.314-317.
Eastman Kodak Company. Procd et dispositif pour liminer des charges lectriques portes par un objet non conducteur. Brevet d'invention, France, 1970, nr. 2.037.636,
Kossel, W.: Observatii asupra masinilor electrostatice. "Z. fr Phys.", 111, (1938), pp. 264-280.
Ford, Tr.: Electrostatic accelerator. "J.Sci.Instr.", 3, (1954), pp.12-25.
Van de Graaff, R.J.: Electrostatic accelerators. "Phys.Rev.", 43 (1933), pp.149-155.
Fortescue, L.: Electrostatic 2 MeV
accelerator. "Proc. I.E.E.", I, 96,(1949),
pp.77-92.
Flici, N. J., Gartner, E.: La thorie gnerale des generateurs lctrostatiques. "Rev. Gen.Electr." 62, (1953), p.71-100 si pp.136-155.
Braunhall, E.H.: Electrostatic generators. "Rev.Sci. Instr." 5 (1934), pp.19-27.
Neubert, K.: Elektrostatik in der Technih., Mnchen, 1959.
Boag, J. W.: The design of the electric field
in a Van de Graaff Generator.
"Proc. I.E.E." 63, P.IV, 100 (1963), pp.63-82.
Chick, D. R., Petrie, D.P.R.: An electrostatic particle accelerator. "Proceedings IEE", Paper 1869, (1955), pp. 132-145.
Flice, N. J.: Machines lectrostatiques
puissantes. "Le Journal de Physique et le Radium", VIII, 1, (1947), pp.1-7; IX,
2, (1949), pp.65-80; IX, 4 (1949),
pp.137-144.
Haberle, N.: Utilizarea electrofiltrelor in industrie. "Purificarea aerului in industria chimica". Culegere de traduceri. IDT, 1972, pp.40-60.
Lagarias, J.: Discharges electrodes and electrostatic precipitators. "Journal of the air pollution control association"10, Nr.4, pp.271-274.
Pauthenier, M.:La charge des particules sphriques dans un champ ionis. "Journal de Physique", tome 3, Nr.12, (1932), pp. 590-613.
Pauthenier, M.: Etouffement de la dcharge couronne en milieu trouble. "Journal de Phisique", tom 6 (1935), pp.257-262.
Pauthenier, M.: La purification lectrique des gas. Une problème fondamentale du fonctionnement des lectrofiltres la contre-mission. "Rev.Gen.Electr.", 69, (1960), pp.175-184.
Tanasescu Fl.: Ein neues Teilentladungseichmass zur Eichung von Messkreisen. "Archiv fr Technisches Messen", Blatt V, 3361, (1969), s. 221-224.
Robinson, M.: Electrostatic Precipitation, Air Pollution Control. Ed. Willey & Sons, New York, 1971.
Lutinski, I.: Desprafuirea electrica a gazelor. Traducerea din limba polona facuta de Ministerul materialelor de constructii, 1970.
Tanasescu, Fl.: Cateva aspecte legate de utilizarea electrofiltrelor in industrie. "Lucrarile I.C.P.E.", 21, (1969), pp.121-126.
Tholome, R.: Application de l'lectrostatique au dpot de matires organiques. "Galvano", 436, (1973), pp. 877-936.
Leonov, V. A. s.a.: Zariajenie tverdnih ciastit electroaerosolem. "Silnie electriceskie polia v tehnologhiceskih protesov", Moskva, 1963, pp.39-49.
x x x: Installations lectrostatiques manuelles ou automatiques, peintures, poudres, mail. Sames-Tam, Grenoble, 1974.
Oesterle, K.M.: Lack und Raumladung Strungserscheinungen der elektrostatischen Fallstrahlkurven. "Farbe und Lack", 1961, 67 nr.3, pp.138-147.
Damal, S.: Umstellung koventioneller Farbspritzanlagen aug Elektrostatik. "Industrie-Lackier-Betrieb", 1971, 39, nr.9, pp.376-400.
Muirhead, J.: Electrostatic Glaze Application. "Industrial Finishing-Surface coating", 1972, Nr.1, pp.22-23.
Stiefel, M.: Oberflchenschutz durch electrostatiches Beschichten mit Kunststoffpulvern. "Kunststoffe",1971, 61, Nr.9, p.627-632.
x x x: Pulverbeschichtung. "Mettall", 1971, 26, Nr.12, pp.1412.
x x x: L'volution des thermoplastiques en
poudre. "Galvano", 429, (1973),
pp.52-53.
x x x: Revêtements par poudres, ralits d'aujourd'hui, promesses pour l'avenir. "Galvano", 1973, Nr.429, pp.60-79.
x x x: Revêtements par poudres, ralits d'aujourd'hui, promesses pour l'avenir. "Galvano", 1973, Nr.430, pp.165-171.
Kut, S.: Product Finishing with Epoxy Powder
coatings. "Metal Finishing",
9 (1971), pp.46-58.
Kut, S.: Ibidem "Metal Finishing", 10 , (1971), pp.75-81.
Kut, S.: Ibidem "Metal Finishing", 11, (1971), pp.56-61.
Kut, S.: Ibidem "Metal Finishing", 12, (1971), pp.53-58.
Kut, S.: Powder coating-future trends. "Industrial Finishing and Surface Coating", 2, (1972), pp.30-32.
Szasz, I.: Das elektrostatische Kunststoffpulverspritzen. "Industrie-Lackier-Betrieb", 37, 8, (1969), pp.235-242.
Schaffert, R. M.: Electrofotography. The Focal Press, London-New York, 1965.
Shearer, W. V.: Apparatus for the photoelectrostatic reproduction of images. United States Patent Office, nr.3, 130.239, 1962.
Blume, E., Jons, K.: Electrophotographic process and apparatus for the automatic and continuons reproduction of originals. United States Patent Office, nr. 3.256.791, 1966.
Lenarum, M.: Electrostatic Separation of Minerals: "Colloque des forces lectrostatiques". Edition du CNRS, (1961), Paris, p.90-100, Grenoble, 1960.
Point, M.: Les prcipitations lectrostatiques. La peinture lectrostatique. "Coloque des forces lectrostatiques". Grenoble, 1960, Editions du CNRS, (1961), pp.305-321, Paris.
Murphy, A. T. s.a.: A theoritical analyisis of the effect on and electric field on the charging of fine particles. "Trans. of AIEE", 78, (1959), pp.427-433.
Tanasescu, Fl.: Contributii la studiul unor fenomene caracteristice in tehnica descarcarilor partiale. Teza de doctorat. Institutul Politehnic Iasi, 1968.
Tanasescu, Fl., Cramariuc Radu: Electrostatica si Tehnica. Ed. Energhia, Moscova, 1980.
Tanasescu, Fl., Cramariuc Radu: Electrostatica si Tehnica. Ed. Tehnica, Bucuresti, 1977.
Tanasescu, Fl., M. Bologa, Cramariuc Radu: Electrostatica vol.1, Ed. Academiei Romane, Bucuresti, 1999.
TEHNOLOGII BAZATE PE APLICATII
ALE ELECTROSTATICII
in imagini semnificative si explicatii
La baza unor tehnologii electrostatice, stau o serie de fenomene ce se refera in principal la incarcarea unor particule izolante, deplasarea lor in campul dintre electrozi, precum aparitia unor forte intre particule dielectrice incarcate cu sarcini electrice.
Forta ![]() , care actioneaza asupra unei particule incarcate, este egala
cu produsul dintre sarcina electrica
, care actioneaza asupra unei particule incarcate, este egala
cu produsul dintre sarcina electrica ![]() a acestuia si intensitatea campului electric
a acestuia si intensitatea campului electric ![]() stabilit intre
electrozi :
stabilit intre
electrozi : ![]() .
.
Doua corpuri incarcate cu sarcini electrice de acelasi semn se resping, iar doua corpuri incarcate cu sarcini electrice de sens contrar se atrag.
Fortele de atractie sau de repulsie care se exercita intre doua corpuri punctuale incarcate cu sarcini electrice variaza invers proportional cu patratul distantei dintre ele.
Forta de atractie intre doua corpuri de dimensiuni mici incarcate cu cantitatile de electricitate q si q' este proportionala cu produsul qq':
 (relatia
lui Coulomb)
(relatia
lui Coulomb)
Tehnologii de depunere electrostatica a vopselelor
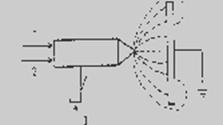
1) alimentare cu vopsea; 2) alimentarea cu
inalta tensiune;
3) alimentarea cu aer comprimat; 4)
presa de vopsit.
Alimentarea cu inalta tensiune (30-150kW) asigura atat incarcarea particulelor de vopsea, cat si crearea campului electric intre pistol si piesa de acoperit.
Particulele incarcate se vor dirija spre piesa de acoperit dupa liniile de camp ce se stabilesc ca in figura.
Important este faptul ca vopseaua se depune si pe spatele piesei.
Tipuri de acoperiri electrostatice
Pot fi realizate pe cale umeda sau uscata.
Depunerea se face cu ajutorul unor pistoale similare ca principiu pentru acoperirea pe cale uscata sau umeda (a), sau sub forma de discuri (b).
Procedura de depunere pe cale uscata are cea mai larga utilizare.
Acoperiri in pat fluidizat termic
1) incinta de lucru; 2) camera inferioara a baii; 3) dispozitiv de insuflare a aerului; 4) membrana de separare a camerelor; 5) camera superioara; 6) piesa metalica de acoperit.
Aplicarea unui curent de aer comprimat, azot sau gaz inert prin dispozitivul de insuflare 3 face ca particulele de pudra sa treaca sub forma unui fluid prin porii membranei, formand in carcasa superioara un pat fluidizat. Piesa metalica preincalzita la o temperatura superioara temperaturii de topire a pulberii se cufunda in pat fluidizat; pulberea se topeste acoperind partea cufundata, dupa care se sinterizeaza.
In functie de tipul pulberii, se obtin grosimi de 200-1500m, la preincalziri de 140-250 OC.
Acoperiri in pat fluidizat electrostatic
1-6) semnificatiile din Fig. 1.6; 7) retea la inalta
tensiune pentru
incarcarea pulberii epoxidice (matrice).
Fata de solutia anterioara, apare o retea de inalta tensiune dispusa intre membrana si piesa de acoperit, cu rolul de a incarca electric particulele de pulbere ce trec prin membrana si care se vor dirija spre piesa metalica de acoperit, pusa la pamant.
Tensiunea retelei este de ordinul a 90kV, iar uscarea pulberii depuse se face - diferit de celalalt sistem - in cuptoare.
Linii automate de depunere pe cale electrostatica a pulberilor
a) incarcarea pieselor; b) baia de degresare; c) dozarea pulberii; d) bloc de alimentare; e) pistol de pulverizare; f) cabina; g) filtru; h) roata cu cupe; i) moara de maruntit; k) recipient de depunere a pulberii; m) obturator de aer la intrarea in cuptor; n) cuptor tunel; q) piesele acoperite la sfarsitul procesului.
In afara procedeelor manuale, pentru productivitati ridicate se realizeaza linii automate.
Dupa operatia de degresare a pieselor, acestea trec printr-un cuptor care usuca pudra. Linia mai este prevazuta cu o banda transportoare, ca si cu un sistem de colectare a pulberilor recuperate.
Fenomenul de respingere
Asupra unei particule care se indreapta spre suprafata de acoperit, actioneaza o forta datorita greutatii G si o forta de natura coulombiana F. Daca prin 1, 2 si 3 se inteleg 3 straturi, forta de natura coulombiana se micsoreaza datorita distantei dintre particula si suprafata, devine de acelasi ordin de marime cu cea datorita greutatii si nu mai adera pe suprafata cand G < F. Dupa o anumita grosime, alte straturi nu se mai pot depune.
Pulberi utilizate in tehnologiile de acoperire electrostatica a suprafetelor
A. Termoplastice
Pe baza de PVC
Poliamidice
Celulozice
Polietilena
Polipropilena
B. Termoreactive
Rasini epoxidice
Poliesteri
Acrili
Fluorocarbonati
Plusarea electrostatica
1) placa de inalta tensiune cu electrozi varf; 2)
placa de baza pusa la pamant;
3) suportul textil pe care se depun firele de depus; 4) rezervor; 5) firele,
dirijate perpendicular pe materialul textil.
Un camp electric este realizat intre un sistem de electrozi varf 1 si o placa metalica 2 dispusa la pamant pe care se plaseaza suportul textil 3. dintr-un rezervor 4, dispus deasupra materialului textil, cad fire de o anumita dimensiune (cat dorim sa fie de "inalta" blana), care se dispun dupa liniile de camp, perpendicular pe material, uns in prealabil cu un adeziv care sa permita o mai buna fixare .
Pe acelasi principiu, se realizeaza inscrisuri pe tricouri, tesaturi, panze abrazive.
Tratarea plantelor prin depunere electrostatica a insecticidelor
Procedeul utilizeaza pistoale si instalatii similare celor de la punctul 1, 2, cu urmatoarele avantaje fata de pulverizarea pe cale clasica a insecticidelor
substanta se dirijeaza numai asupra plantei cu mare economie de material;
substanta pulverizata se depune pe ambele fete ale plantei, datorita distributiei campului electrostatic;
aderenta pulberii pe suprafete este excelenta, datorita atractiei dintre particula incarcata si imaginea acesteia indusa pe frunze;
se reduce (elimina) continutul de apa, usurand greutatea vehiculului si reducand consumul de combustibil.
repartitia pulberii pe suprafata este uniforma.
Purificarea aerului prin filtre electrostatice
Electrofiltrele sunt instalatii functionand pe
principii electrostatice, destinate colectarii particulelor in suspensie. O
tensiune inalta de 15-100kV se aplica intre electrodul corona 1 (fir sau bara)
si electrodul colector 2 (placa sau cilindru). Particulele in suspensie 3 se
incarca cu sarcini electrice, deplasandu-se pe liniile campului electric ![]() stabilit intre cei doi
electrozi, depunandu-se pe electrozii colectori. Particulele de praf adera la
electrozii colectori, de pe care se indeparteaza.
stabilit intre cei doi
electrozi, depunandu-se pe electrozii colectori. Particulele de praf adera la
electrozii colectori, de pe care se indeparteaza.
Randamentul este ridicat (98-99%), materialul recuperat putand fi reintrodus in procesul tehnologic.
Afumarea pe cale electrostatica a alimentelor
1) incinta in care se practica afumarea ; 2) cosuri realizate din plase metalice in care se dispun alimentele de afumat, conectate la potentialul pamantului ; 3) electrozi de inalta tensiune ; 4) sistem admisie fum ; 5) placa superioara cu orificii pentru evacuare fum.
Intr-o incinta 1, se dispun cosuri metalice asezate la pamant, in care se introduc alimentele de afumat. Intre cosuri si sistemul de electrozi de inalta tensiune 3, se stabi-leste un camp electric, particulele de fum ce intra in camera prin ventilul 4, incarca campul dintre electrozi, dirijandu-se spre electrozii dispusi la potentialul pamantului, adica la cosurile de alimente, patrunzand adanc si inactivand microorganismele.
Neutralizarea sarcinilor electrice parazite
Acumularea unor sarcini electrice creeaza accidente in industria textila, cauciucului si maselor plastice a componentelor electronice.
Neutralizarea lor se face cu ajutorul ionizatorului 4 (bara cu electrozi tip ac), dispus deasupra materialului de tratat, care prin descarcarile corona pe care le produce neutralizeaza serviciile acumulate.
Un electrometru inregistreaza starea de electrizare.
Electrofotografierea (xerografia)
Permite reproducerea unor imagini si texte.
Negru alb sau cu sisteme speciale, color.
Etapele 1-2. Se incarca cu sarcini electrice pozitive placa sau tamburul xerografului acoperit cu un strat fotoconductor, utilizand o descarcare corona.
Etapa 3. Se proiecteaza imaginea documentatiei pe placa fotosensibila, placa descarcandu-se in zonele iluminate si pastrand sarcina in zonele obscure.
Etapa 4. Se depune pe placa "tonerul" (incarcat cu sarcini din zona incarcata a placii).
Etapa 5. Se transfera imaginea de pe foaia ce se doreste reprodusa pe stratul fotoconductor.
Etapa 6. Tonerul paraseste placa si se depune pe hartie.
Etapa 7. Tonerul se fixeaza pe hartie prin incalzire la 60-70OC.
Tehnologii de separare electrostatica a materialelor
Se incarca particulele de material in camp. Campul electric stabilit intre un electrod dispus la o tensiune inalta si un tambur in miscare, particulele separandu-se dupa conductivitatea pe care o prezinta.
Se separa prin acest procedeu titanul si zirconiul din nisipul raurilor, alte minereuri, in agricultura pentru separarea cerealelor de corpuri straine.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 9089
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved