| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
GENERAREA DANTURII ROTILOR DINTATE CILINDRICE
1. Generalitati
Rotile dintate se utilizeaza la realizarea angrenajelor in constructiile de masini. Cele mai folosite sunt cele cilindrice si conice, precum si o serie de angrenaje de tranzitie (pinion - cremaliera, melc - roata melcata, angrenaj globoidal, angrenaj conic hipoid). Danturarea rotilor dintate presupune obtinerea suprafetelor ce materializeaza dintele rotii. Dintele rotii se caracterizeaza prin forma flancului (profil) definit de generatoarea G si forma dintelui (pe latimea rotii dintate) definita de directoarea D.
Drept curbe generatoare (pentru profilul dintelui) se utilizeaza profilul evolventic, profile cicloidale si profilul compus din arce de cerc, frecvent fiind utilizat profilul evolventic.
Forma dintelui este data de forma curbei de intersectie a suprafetei flancurilor cu suprafata primitiva, numita curba directoare D. Exista dantura dreapta, inclinata (elicoidala) si curba. Pentru dantura dreapta directoarea este o dreapta paralela cu generatoarea suprafetei primitive, iar pentru dantura inclinata directoarea este o elice inclinata cu unghiul b In cazul danturilor curbe, directoarea este o curba de tipul: arc de cerc, arc de epicicloida, arc de evolventa, etc.
2. Generarea teoretica a danturii rotilor dintate cilindrice
Pentru danturarea rotii dintate trebuie sa se asigure generarea curbei generatoare (forma flancului dintelui) si generarea curbei directoare (forma dintelui pe latimea rotii dintate). In acest scop au fost dezvoltate o mare varietate de masini-unelte si procedee tehnologice.
2.1. Obtinerea curbei generatoare
In functie de modul cum este generat flancul dintelui (modul de obtinere a curbei generatoare G) exista doua variante:
- generatoare materializata;
- generatoare cinematica.
In prima varianta, generatoarea G (evolventa in majoritatea cazurilor), este materializata pe muchia aschietoare a unei scule profilate (freza disc modul, freze deget modul, cutite profilate, capete multicutite, brose, discuri abrazive profilate), sau cu ajutorul programelor. Masinile-unelte au o cinematica relativ simpla.
Repetarea profilului pentru cei zp dinti ai rotii dintate se obtine prin divizare discontinua cu dispozitive adecvate (ex. cap divizor).
La cea de a doua varianta se folosesc scule cu profil simplu pentru muchia aschietoare (dreapta sau evolventa la cutitul roata), iar masina-unealta are o constructie cinematica complexa. Cei zp dinti ai rotii dintate se obtin prin divizare continua sau discontinua (la unele variante de prelucrare).
A.Generarea profilului evolventic. Din punct de vedere cinematic, arcul de evolventa Ev se genereaza de un punct M de pe o dreapta D, care se rostogoleste fara alunecare pe un cerc de baza de raza Rb. In practica se folosesc mai multe metode obtinere e evolventei.
a). Rularea cu dreapta mobila. O dreapta PK (figura 1) se deplaseaza cu o viteza v = Rb x w pe un cerc din P in P'. Evolventa Ev va ocupa pozitiile E'v , iar tangenta T va ajunge in T' (T' paralela cu T). Evolventa (generatoarea teoretica) se obtine ca infasuratoare a pozitiilor succesive ale tangentei in miscare.
Scula (al carei tais materializeaza tangenta T) are o miscare de aschiere (perpendiculara pe planul figurii) si se deplaseaza pe directia PK cu viteza v. Piesa semifabricat se roteste cu viteza unghiulara ω. Deoarece contactul dintre tangenta si evolventa (scula si suprafata de prelucrat) este doar intr-un punct (notat P, P',), scula se uzeaza punctiform, ceea ce este dezavantajos.
Acest mod de generare a evolventei este folosit la unele masini MAAG de rectificat dantura rotilor dintate cilindrice. Aceasta varianta are un domeniu redus de utilizare deoarece implica complicatii din punct de vedere cinematic.
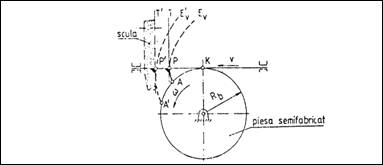
Figura 1Generarea danturii prin rulare cu dreapta mobila
b). Rularea cu dreapta mobila si cerc fix. Se considera momentul in care punctul P se afla la distanta OP (figura 2) de centrul cercului de baza.
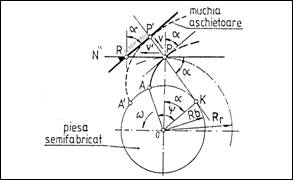
Figura 2 Generarea danturii cu dreapta mobila si cerc fix
Se
poate genera o evolventa Ev daca rularea dreptei se
realizeaza pe cercul de baza cu un unghi y corespunzator unghiului a pe care-l face raza OP cu raza OK. Se impune ca unghiul a const.
si se continua rularea. Tangenta T,
care este solidarizata cu dreapta PK, va ajunge in T' la miscarea
dreptei PK cu v = w Rb. In pozitia T', tangenta T poate ajunge si daca ea este solidarizata cu dreapta N perpendiculara
pe OP, daca viteza de deplasare a dreptei N ar fi v', determinata
din triunghiul PP'R, cu relatia: ![]() (1)
(1)
Daca prin punctul P se duce un cerc tangent la
dreapta N se poate constata ca marimea vitezei v' este functie de
razele cercului de baza si a cercului de rulare (dreapta N ruleaza pe
cercul de raza OP = Rr).Raza cercului de rulare Rr
se determina din triunghiul OKP cu relatia: ![]() (2)
(2)
La aceasta metoda generatoarea G se obtine prin rulare
intre dreapta N si un cerc de raza Rr si se deosebeste
fata de prima la care are loc rularea intre o dreapta si un cerc de raza Rb.Tangenta
T' legata rigid de dreapta N, inclinata
cu unghiul a fata de dreapta N, genereaza o evolventa identica
daca dreapta N ruleaza pe un cerc de raza Rr, denumit
cerc de rulare, cu conditia ca intre cele doua raze sa existe relatia: ![]() (3)
(3)
Avantajele acestei metode sunt urmatoarele:
posibilitatea alegerii unui unghi α (unghi de angrenare). Acest unghi este standardizat la 20. Exista variante cu a si a
la generarea evolventei (in timpul deplasarii muchiei aschietoare din T in T') participa succesiv punctele de pe portiunea Rr a muchiei aschietoare, fapt ce permite o uzura a sculei repartizata pe o zona mai mare a acesteia.
Metoda este aplicata la masinile de prelucrat roti dintate cu freza melc si cutit roata si la unele masini de prelucrat roti dintate conice.
c).Rularea cu dreapta fixa (figura 3). Conditia rularii dintre cerc si dreapta este identica cu cele din primele doua variante. Metoda este folosita la masinile MAAG de prelucrat roti dintate cu cutite pieptene si la unele masini de rectificare a flancurilor dintilor.
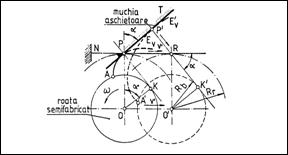
Figura 3 Generarea danturii prin rulare cu dreapta fixa
B. Generarea danturii evolventice. Dintele rotii dintate avand profil simetric (figura 4), evolventele respective pot fi generate de doua tangente T1 si T4 dispuse simetric (a a Tangenta T1 descrie profilul stang al unui dinte, iar tangenta T2 profilul stang al altui dinte. Similar tangentele T3 si T4 genereaza profilele din dreapta ale acelorasi dinti.
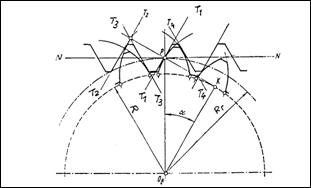
Figura 4 Generarea danturii evolventice
Solidarizand aceste tangente, se formeaza o cremaliera denumita cremaliera de referinta, care este standardizata si reprezinta mijlocul de generare a danturilor cilindrice. Aceasta cremaliera sta la baza constructiei sculelor de danturat. Pe desenul de executie al rotii dintate se vor preciza parametrii cremalierei de referinta utilizate. Pe baza celor prezentate mai sus, generarea cu dreapta mobila devine generarea cu cremaliera mobila, iar cea cu dreapta fixa devine cu cremaliera fixa.
Metoda de generare prin rulare se foloseste si la generarea profilelor neevolventice, profile folosite in constructia diverselor piese ca roti de lant, arbori canelati, dintii fierastraelor etc. in aceste cazuri muchia sculei nu mai este rectilinie, avand o forma care se determina (grafic sau analitic) pe baza legilor angrenarii.
2.2. Obtinerea curbei directoare
Forma curbei directoare realizeaza forma dintelui pe latimea rotii dintate. Forma curbei directoare este materializata pe latimea cremalierei de referinta, pentru rotile dintate cilindrice, sau pe roata plana imaginara, pentru rotile dintate conice.
Generarea directoarei rotile dintate .cilindrice. Forma dintelui la rotile dintate cilindrice poate fi o dreapta, o dreapta inclinata, doua segmente de elice care se intersecteaza sub forma literei V (figura 5).
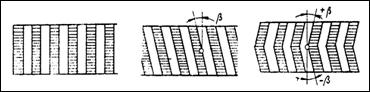
Figura 5 Forme posibile ale dintelui la rotile dintate cilindrice
Transpunerea directoarei din planul cremalierei de referinta se realizeaza prin rulare unui cilindru pe un plan.
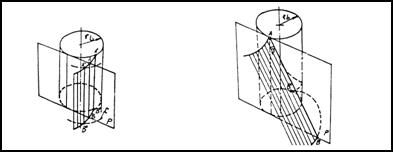
Rotile
cilindrice cu dinti drepti (figura 6,a). Se considera un cilindru avand raza cercului bazei rb.
Pe acest cilindru ruleaza planul generator P in care
se considera o dreapta AB drept dreapta generatoare.
a) b)
Figura 6 Generarea danturii rotilor dintate cilindrice
cu dinti drepti (a) si inclinati (b)
Rotile cilindrice cu dinti inclinati (figura 6,b). in aceasta situatie, dreapta generatoare AB este inclinata fata de generatoarea cilindrului cu unghiul b egal cu unghiul de inclinare al dintelui. Dreapta generatoare AB se infasoara pe cilindrul de baza dupa o linie elicoidala AB'. Fiecare punct al dreptei AB va descrie cate o evolventa, deci suprafata obtinuta este o suprafata evolventica. Intersectand aceasta suprafata cu un cilindru concentric cu cilindrul de baza rezulta tot o linie elicoidala.
Rotile dintate conice (figura 7). Forma dintelui pe roata plana imaginara este o dreapta sau o curba analitica, realizabila tehnologic. Pe roata semifabricat se transpune prin rulare sub forma unei directoare spatiale. Se impune o anumita legatura intre vitezele pe care le au cele doua suprafete conform conditiei rularii.
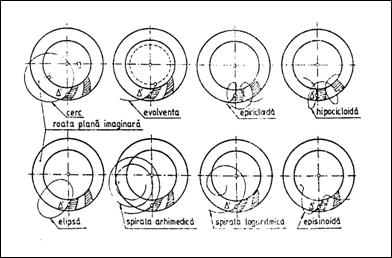
Figura 7 Metode de generare a rotilor dintate conice
3. Procedee de prelucrare a danturii rotilor dintate cilindrice
3.1. Prelucrarea cu generatoare materializata (copiere)
Obtinerea danturii se realizeaza cu scule al caror profil corespunde golului dintre doi dinti. Metoda are productivitate scazuta si nu asigura totdeauna o precizie corespunzatoare privind forma profilului si pasul dintilor. Prezinta avantajul ca nu necesita masini-unelte speciale.
Curba generatoare G, de forma golului dintre doi dinti este materializata de muchia aschietoare a sculei profilate.
Curba directoare D, de forma unei drepte sau elice cilindrica, este descrisa de un punct al generatoarei G care se deplaseaza dupa o anumita lege.
Cea mai utilizata metoda este cea a frezarii cu freze disc modul si freze deget modul (figura 8). Miscarea 1 reprezinta miscarea de aschiere realizata de scula, miscarea 2 este o miscare de avans longitudinal executata fie de piesa fie de scula, miscarea 3 serveste la reglarea adancimii de aschiere, iar miscarea intermitenta 4 este necesara pentru realizarea divizarii (realizarea unui nou gol dintre doi dinti. Prelucrarea prin aceasta metoda impune folosirea unui dispozitiv de copiat (cap divizor).Forma profilului dintelui depinde de modulul m, de numarul de dinti z ai rotii si de unghiul de angrenare a. Rezulta ca pentru fiecare valoare a unuia dintre acesti parametri este necesara cate o freza, situatie inadmisibila din punct de vedere tehnic. Pentru a reduce gama de freze necesare, pentru fiecare valoare a modulului m, s-au grupat numerele de dinti in grupe, utilizand pentru fiecare grupa o singura freza. Acest lucru presupune acceptarea unor erori sistematice ale rotilor dintate realizate prin aceasta metoda, deoarece profilul frezei corespunde profilului unui singur numar de dinti din intervalul respectiv.
![]()
3
4
a)
b)
Figura 8 Frezarea danturilor cu freze disc modul (a) si cu deget modul (b)
3.2. Prelucrarea cu generatoare cinematica
Pentru marirea eficientei economice a danturarii (productivitate si precizie) au fost dezvoltate metode de danturare prin rulare, la care generatoarea si directoarea se realizeaza cinematic prin combinarea unor miscari.
Generatoarele G sub forma de evolventa (sau alte curbe) se obtin cinematic ca infasuratoare a unor traiectorii descrise de o curba C, materializata de muchia aschietoare a sculei. Aceasta curba are forme simple, impuse de cerintele tehnologice (segment de dreapta, arc de cerc, evolventa, etc.).
Directoarele D se obtin ca traiectorie directa a unor puncte de pe generatoare sau prin imprimare (rulare spatiala). Danturarea prin rulare se bazeaza pe principiul angrenarii dintre scula si semifabricat. Prezinta o serie de avantaje fata de prelucrarea cu scule profilate (prin copiere): profilul sculei nu depinde de numarul z de dinti ai rotii, ci numai de modulul m; productivitate si precizie ridicate, ca urmare a continuitatii procesului de danturare.
Lanturi cinematice de rulare. Deoarece la generarea profilelor se folosesc curbe ciclice, generate de drepte si cercuri ca baze si rulante, lanturile cinematice trebuie sa asigure miscari de rotatie si de translatie. Lantul de rulare, este format din doua lanturi legate in serie-paralel.
Lantul din figura 9,a asigura rularea dintre o dreapta mobila si un cerc iar lantul din figura 9,b rularea pentru cazul cand dreapta este fixa iar cercul se roteste si se deplaseaza. Lantul are rotile de schimb A,B, ce au rolul de a realiza un anumit raport intre marimile de iesire ye1 si ye2 pentru asigurarea miscarii de rulare.
 a) b)
a) b)
Figura 9 Lanturi cinematice de rulare
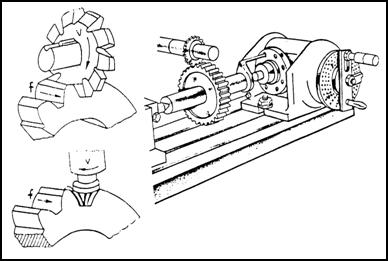
Danturarea cu freze melc. Procedeul este utilizat la realizarea flancurilor dintilor tuturor cilindrice cu dantura exterioara (figura 10).
Freza melc asigura prin constructie si cinematica obtinerea unei cremaliere imaginare care trebuie sa angreneze cu roata semifabricat.
Constructiv, freza melc este un melc caruia i s-au imprimat calitati aschietoare prin realizarea unor canale longitudinale elicoidale normale pe elicea melcului (inclinate fata de axa melcului cu unghiul b Intersectia dintre canalele elicoidale si elicea melcului determina muchia aschietoare a sculei, care este formata dintr-o succesiune de taisuri ce alcatuiesc o cremaliera.
Pentru generarea formei flancului (profilului) dintelui se utilizeaza metoda generarii prin rulare cu dreapta mobila. Freza melc 1 are o miscare de rotatie in jurul axei sale, iar piesa semifabricat 2 are de asemenea o miscare de rotatie in jurul axei sale. in acelasi timp, freza melc are si o miscare de avans in plan vertical pentru a realiza forma dintelui pe latimea rotii dintate.
Directoarele D de forma unei drepte (la rotile dintate cu dinti drepti) se obtin prin inclinarea melcului cu unghiul b La rotile dintate cu dinti inclinati (b directoarele elicoidale se obtin prin inclinarea melcului cu unghiul b b
Caracteristica principala este divizarea continua ea fiind asigurata de miscarea de rulare si de constructia specifica a sculei.
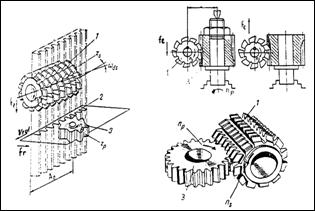
Figura 10 Danturarea rotilor cu freze melc
Danturarea cu cutit roata. Cutitele roata sunt scule destinate prelucrarii rotilor dintate cu dinti drepti, elicoidali sau in V, permitand accesul in zone inaccesibile pentru alte tipuri de scule. Cutitul roata este de fapt o roata dintata executata din material de scule, prevazuta cu unghiuri necesare aschierii (figura 11). Cutitele roata au dinti drepti pentru prelucrarea rotilor cilindrice cu dinti drepti si dinti inclinati (o portiune dintr-o elice) de acelasi sens pentru rotile dintate cu dinti inclinati.
Intre scula si semifabricat exista o miscare de rulare. Cutitul 1 angreneaza cu semifabricatul 2, astfel ca dintii cutitului patrund in semifabricat si executa golurile dintilor rotii dintate. Pentru ca scula sa aschieze trebuie sa aiba o miscare de aschiere care este o miscare de rabotare in plan vertical. La retragerea cutitului, trebuie ca fata sa de asezare sa nu loveasca cu muchia suprafata executata in semifabricat, de aceea se va retrage masa masinii cu semifabricatul spre stanga, revenind pentru o noua cursa a cutitului. Profilul complet al dintelui se poate realiza dintr-o trecere sau mai multe treceri. Adancimea de aschiere este data mesei masinii de catre o cama.
Profilului dintelui (figura 11,b) este o evolventa rezultata ca infasuratoare a profilului evolventic al dintelui sculei. Pentru fiecare modul este necesara o singura scula, indiferent de numarul de dinti.
Traiectoriile directoare se obtin cinematic ca traiectorii ale unor puncte de pe muchiile aschietoare care se deplaseaza cu miscarea de aschiere. Directoarele elicoidale sunt materializate pe un sablon (cama cilindrica cu profil elicoidal), care asigura numai un anumit pas al elicei, solidarizat pe ghidajele berbecului port scula. Datorita acestei came elicoidale berbecul port scula se deplaseaza pe o traiectorie elicoidala.
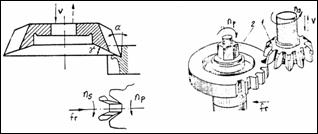
Figura 11 Danturarea rotilor cu cutit roata
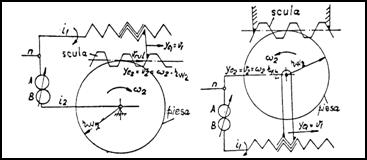
Danturarea cu cutit pieptene (figura 12). Cutitul pieptene se poate considera un segment de cremaliera cu 524 de dinti cu unghiurile necesare aschierii. Din punct de vedere teoretic se poate obtine din cutitul roata prin cresterea la infinit a numarului de dinti si a diametrului acestuia.
Prelucrarea cu aceasta scula se face asemanator cu prelucrarea cu cutitul roata, lipsind miscarea de rotatie a sculei, linia medie a cremalierei ruland pe cercul de divizare al semifabricatului. Se deosebesc doua procedee de generare a formei flancului (profilului) dintelui.
Procedeul Parkinson (figura 12,a) utilizeaza metoda rularii cu dreapta mobila, rularea dintre scula si semifabricat este realizata de miscarile 2 si 2'. Miscarea de aschiere 1 (rectilinie alternativa) este realizata de scula, iar miscarea 3 regleaza pozitia sculei fata de piesa.
Procedeul MAAG (figura 12,b) utilizeaza metoda rularii cu dreapta fixa, la care piesa executa o miscare de rotatie 2' si una de translatie 2.
Pentru obtinerea curbei directoare se aplica doua procedee, dupa cum directoarea este o dreapta sau o elice.Directoarea rectilinie (pentru roti dintate cu dinti drepti) se obtine cinematic ca urmare a deplasarii dintilor cutitului pe directia miscarii 1 cu viteza v a carei traiectorie este paralela cu ghidajele masinii.
Directoarea elicoidala (pentru roti dintate cu dinti inclinati) se obtine cinematic prin combinarea a doua miscari: una de rotatie 2' si una de translatie 1, intre care exista o relatie de forma v2' / v = tgb const. In acest caz cutitul pieptene trebuie sa aiba dinti inclinati.
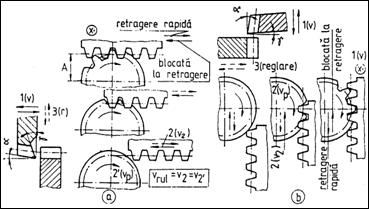
Figura 12 Danturarea rotilor cu cutite pieptene
3.3. Finisarea danturii rotilor dintate cilindrice
Rotile dintate care lucreaza la turatii mari necesita prelucrari de finisare a danturii.
A. Rectificarea. Se poate realiza prin copiere cu disc abraziv profilat sau prin generarea profilului evolventic.
a). Rectificarea cu disc abraziv profilat (figura 13) este mai productiva dar introduce o serie de erori cauzate de uzura neuniforma a discului. Scula are profilul golului dintre dinti. Se poate prelucra cate un flanc sau ambele flancuri. Profilul discului abraziv trebuie corectat periodic cu un diamant.
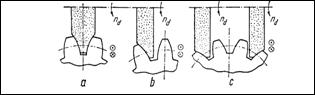
Figura 13 Rectificarea danturii cu disc abraziv profilat
b). Rectificarea prin generarea profilului evolventic. Se folosesc mai multe metode functie de masina-unealta utilizata.
Pentru generarea profilului evolventic se poate utiliza metoda de generare cu dreapta fixa, scula abraziva avand forma unui taler si metoda de generare cu dreapta mobila, scula abraziva avand forma unui melc.
Directoarea de forma unei drepte sau a unei portiuni dintr-o elice se obtine cinematic prin rularea unui plan pe un cilindru. Varianta Niles (figura 14,a). Generatoarea se obtine cinematic prin metoda rularii cu dreapta mobila. La nivelul rotii semifabricat exista o miscare de rulare obtinuta prin compunerea miscarii de rotatie 2 cu o miscare de translatie 2'(v2 = v2').
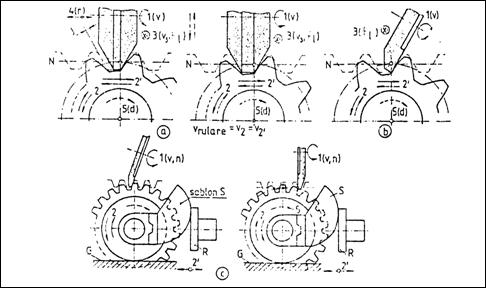
Figura 14 Rectificarea danturilor prin generarea profilului evolventic
Rectificarea
dupa sablon (figura 14,b). Pentru micsorarea numarului de miscari executate de
piesa semifabricat, miscarea de interdependenta (v2 = v2')
este asigurata prin intermediul unui sablon
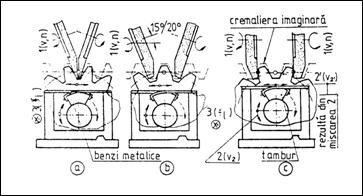
Figura 15 Rectificarea danturilor cu doua discuri abrazive
Rectificarea prin rulare continua (procedeul Reishauer). Pentru procedeele prezentate anterior precizia si productivitatea sunt limitate datorita divizarii discontinue. Acest dezavantaj poate fi eliminat prin folosirea unei cremaliere imaginare cu lungime infinita, la care nu mai este necesara divizarea. A aparut astfel metoda de lucru cu melc abraziv, la care cremaliera imaginara se obtine intr-un plan normal pe elice.
Aceasta varianta de prelucrare (figura 16) are la baza metoda de obtinere a generatoarei cu dreapta mobila similara cu danturarea cu freza melc.
Miscarea de aschiere 1, realizata de melcul abraziv (scula) este corelata cu miscarea 2 de avans circular a piesei. Pentru realizarea directoarei dintelui este necesara miscarea de avans longitudinal 3. Pentru compensarea uzurii melcului abraziv se foloseste avansul intermitent 4.
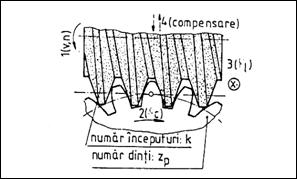
Figura 16 Rectificarea danturilor prin procedeul Reishauer
B. Severuirea dintilor rotilor dintate. Este o metoda de finisare a danturii rotilor dintate cilindrice, dupa frezare, care consta in razuirea flancurilor dintilor (shaving = razuire), utilizand o scula numita sever. Severuirea se aplica danturilor netratate termic sau in urma tratamentului de imbunatatire.
Severul (scula aschietoare) lucreaza dupa metoda prin rulare. Ca forma, este o roata dintata, o cremaliera sau un surub melc la care pe flancurile dintilor au fost executate canale pentru realizarea calitatilor aschietoare (figura 17).
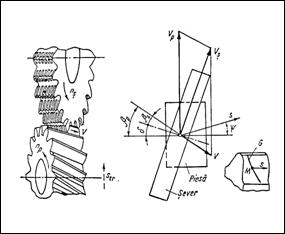
Figura 17 Sevaruirea danturilor rotilor dintate
Generarea profilului evolventic se realizeaza prin rularea dintre scula si semifabricat. Aschierea se produce ca urmare a procesului de alunecare relativa a dintilor sculei si piesei, care sunt obligate sa angreneze intr-o pozitie particulara a celor doua axe (angrenaj incrucisat).
In timpul angrenarii, dintii severului (cu taisuri aschietoare) se deplaseaza in sensul lungimii dintilor rotii sub actiunea unei forte de avans, in acelasi timp apare o alunecare in sensul inaltimii dintilor datorita rularii. Aceste miscari sunt posibile datorita inclinatiei dintilor severului si datorita unghiului g dintre axa rotii si axa severului.
C. Tusarea dintilor rotii dintate consta in angrenarea rotii respective, calita si rectificata cu trei roti dintate din fonta, introducandu-se in zonele de angrenare particule abrazive fine sub forma de suspensie in ulei. Una din rotile de fonta are axa paralela cu a rotii semifabricat iar celelalte au axele inclinate. Roata semifabricat are o miscare de oscilatie (se roteste in ambele sensuri) astfel ca prin angrenarea cu rotile de fonta se produce o suprafinisare a danturii.
D. Rodarea dintilor rotii dintate se aplica rotilor care fac parte din acelasi angrenaj. Masina utilizata permite miscari radiale si axiale pentru finisarea completa a flancurilor dintilor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7231
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved