| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Pistonul este reperul mecanismului motor, care indeplineste urmatoarele functii:
- transmite bielei,prin intermediul boltului, forta de presiune a gazelor;
- transmite cilindrului reactiunea normala, produsa de biela;
- etanseaza, impreuna cu segmentii, camera de ardere;
- evacueaza o parte din caldura degajata in procesul de ardere;
- contribuie la dirijarea gazelor in cilindru;
- are rolul de a asigura distributia amestecului gazos, in cazul motorului in doi timpi;
- in cazul motorului cu aprindere prin compresie, poate influenta favorabil randamentul arderii prin participarea sa la procesul de formare a amestecului;
- contine, partial sau integral, camera de ardere;
- impreuna cu segmentii si peretele cilindrului controleaza grosimea filmului de ulei si deci consumul de ulei.
|
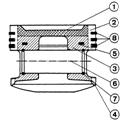
Fig.8.1. Partile componente ale pistonului: camera de ardere (1); capul (2); bosajele pentru bolt (3); fusta (4); insertiile din otel sau fonta (5); boltul (6); sigurantele boltului (7); segmentii (8). |
|
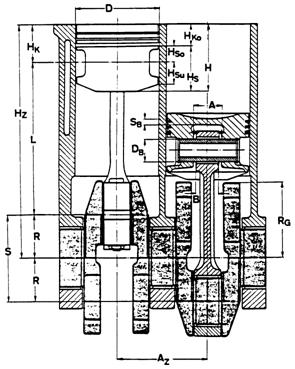
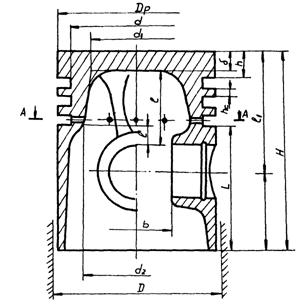
Fig.8.2. Elementele dimensionale ale mecanismului motor |
Din punct de vedere constructiv, ansamblul piston, are urmtatoarele elemente functionale (fig.8.1)
Pistonul, segmentii, boltul, biela, cilindrul si arborele cotit formeaza mecanismul motor(fig.8.2.)
Principalele repere dimensionale ale acestui ansamblu sunt prezentate in figura 8.2. unde:
D- diametrul cilindrului;
Hk - distanta de la axa boltului la partea superioara a capului pistonului;
L - lungimea bielei;
R - raza manivelei;
S - cursa pistonului (S=2R);
Hz - distanta de la axa arborelui cotit la suprafata frontala a blocului cilindrilor;
H - inaltimea pistonului;
Hko -inaltimea de compresie;
Hs - inaltimea fustei pistonului;
Hso - distanta de la axa boltului la marginea inferioara a canalului segmentului de ungere;
Hsu - distanta de la marginea inferioara a fustei pistonului la axa boltului;
DB - diametrul exterior al boltului;
A - distanta dintre bosajele alezajelor pentru bolt;
B - latimea piciorului bielui;
SB - distanta de la fundul pistonului la muchia superioara a canalului segmentului de foc;
RG - raza exterioara a contragreutatii;
AZ -distanta dintre axele cilindrilor.
|
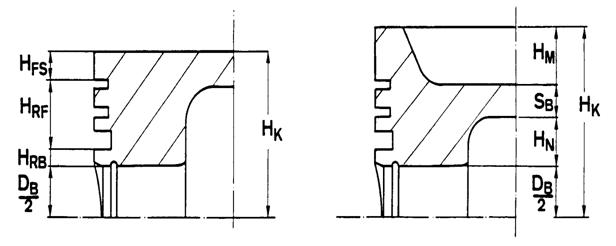
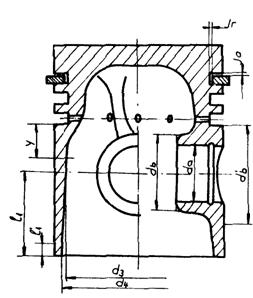
a) b) Fig.8.3. Elementele dimensionale ale capului pistonului: piston pentru motor cu aprindere prin scanteie; piston pentru motor cu aprindere prin compresie |
Parametrii dimensionali ai capului pistonului depind (fig.8.3.) de caracteristicile constructiv-functionale ale motorului, pe care urmeaza sa-l echipeze.
HRB - distanta de la generatoarea alezajului pentru bolt la marginea inferioara a canalului segmentului de ungere;
HRF - inaltimea zonei 'port-segmenti';
HFS - inaltimea de protectie a segmentului de foc;
HN - distanta de la generatoarea alezajului pentru bolt la fundul pistonului;
SB - grosimea capului pistonului;
HM - inaltimea camerei de ardere din capul pistonului.
Pentru dimensionarea pistonului se pot folosi informatiile rezultate in urma prelucrarilor statistice (tabelul 8.1).
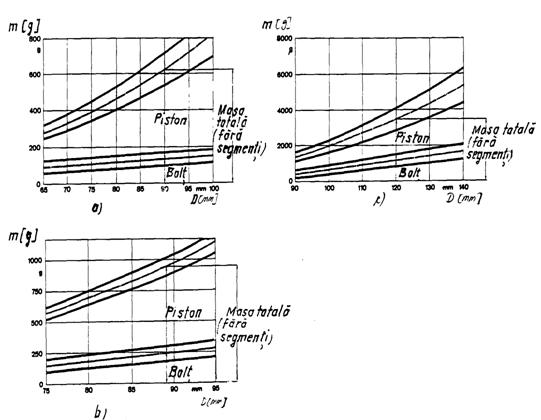
Modul in care se repartizeaza masa pe diferitele elemente componente ale pistonului este prezentat in tabelul 8.2. si figura 8.4.
O evaluare a masei, in functie de diametrul pistonului se poate realiza pornind de la diagramele din figura 8.4.
Tabelul 8.1.
|
Caracteristica dimensionala a |
Motor cu aprindere prin |
Motor cu aprindere prin compresie |
|
|
pistonului |
scanteie |
injectie directa |
injectie indirecta |
|
HK/D DB/D A/D HKO/D HS/D H/D HFS/D SB/D |
0,350.0,450 0,235.0,270 0,270.0,340 0,200.0,285 0,430.0,520 0,640.0,800 0,060.0,120 0,080.0,100 |
0,49.0,53 0,29.0,35 0,26.0,37 0,30.0,34 0,52.0,57 0,82.0,90 0,10.0,18 0,15.0,20 |
0,63.0,75 0,35.0,40 0,33.0,37 0,34.0,37 0,63.0,81 0,98.1,16 0,15.0,22 0,14.0,17 |
|
Fig.8.4.Diagrame pentru evaluarea maselor pistonului si boltului: a) piston pentru m.a.s.; b) piston pentru m.a.c. cu injectie directa; c) piston pentru m.a.c. cu injectie indirecta. |
Tabel 8.2
|
Zona |
Parte din masa grupei piston [%] |
Parte numai din masa pistonului [%] | |
|
1. Fundul pistonului 2. Zona port-segmenti 3. Bosajele boltului 4. Fusta pistonului 5. Boltul 6. Insertii 7. Sigurantele boltului 8. Segmentii |
14 17 22 17 21 2 - 7 |
19 24 30 24 29 3 - 10 |
|
Partea pistonului, care vine in contact cu gazele fierbinti sub presiune, in timpul functionarii motorului, este capul acestuia. Profilul lui depinde de tipul motorului, de dispunerea supapelor si de arhitectura camerei de ardere.
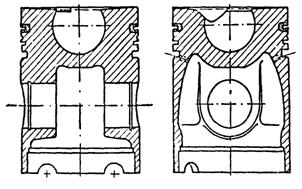
La motoarele cu aprindere prin scanteie se utilizeaza, in mod frecvent, pistonul cu capul plat (fig.8.5,a.), datorita simplitatii constructive si suprafetei minime de schimb de caldura. Forma concav a capului pistonului (fig.8.5,b.) apropie camera de ardere de o semisfera. Pe de alta parte, forma bombata asigura o rezistenta ridicata la solicitarile mecanice, dar determina o majorare a suprafetei de schimb de caldura. La motoarele convertibile m.a.s.- m.a.c., camera de ardere, poate fi realizata partial in capul pistonului (fig.8.5 c.).
|
Fig.8.5. Pistoane ale motoarelor cu aprindere prin scanteie: a) piston cu capul plat; b)piston cu capul concav; c) piston cu capul profilat. |
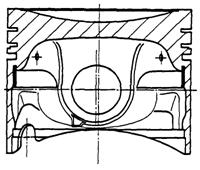
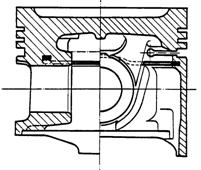
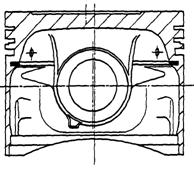
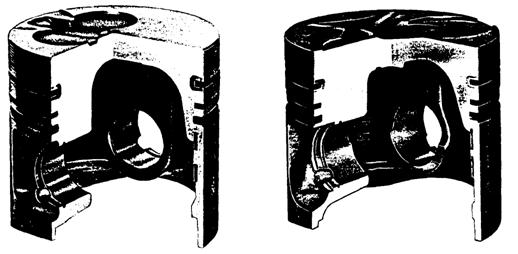
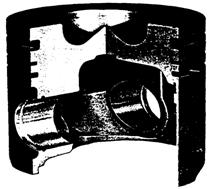
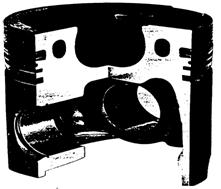
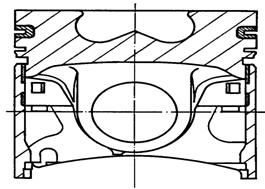
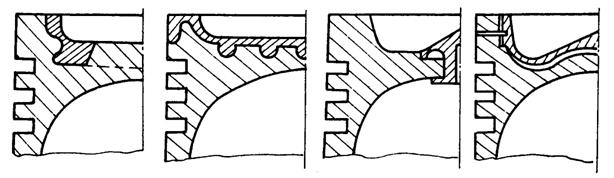
Pistoanele motoarelor cu aprindere prin compresie, cu injectie directa, au in cap o degajare (fig.8.6,a.) al carui volum reprezinta 2030% din cel al camerei de ardere. La motoarele cu injectie directa capul este prevazut cu o degajare, ce poate avea diferite forme (fig.8.6,b,c,d), in functie de particularitatile procedeului de formare a amestecului.
La motoarele cu aprindere prin compresie, puternic solicitate termic, in capul pistonului se prevede o insertie de fonta cenusie sau austenitica cu coeficient de dilatare apropiat de cel al aluminiului (fig.8.7,a,b,c,d,).
|
a) |
|
b) |
c) |
|
d) |
e) |
|
f) |
g) |
|
h) |
i) |
Fig.8.6. Pistoane ale motoarelor cu aprindere prin compresie:
a) -injectie indirecta;
b,c,d,e) -injectie directa - formarea in volum a amestecului;
f,g,h) -injectie directa - distributia mixta a amestecului;
i) - injectie directa - distributia peliculara a combustibilului.
Armarea marginii superioare a camerei de ardere inlatura neajunsurile pentru o durata limitata de functionare. Dupa parcursulri de 300.000.400.000 [km] se constata aparitia de fisuri in insertie si desprinderea de bucati din aceasta. Materialul austenitic are o dilatare mai redusa ca a aliajului de aluminiu, dar se incalzeste mult mai puternic. Datorita deformatiilor remanente, dupa o functionare indelungata, apare un volum gol intre insertie si fundul pistonului.
Alte dezavantaje cauzate de folosirea insertiei sunt determinate de dificultatea amplasarii unui canal de racire intr-o pozitie eficienta, precum si de cresterea costurilor de fabricatie si a greutatii pistonului.
|
Fig.8.7. Pistoane ale motoarelor cu aprindere prin compresie cu insertii de fonta in cap |
|
Fig.8.8. Pistoane din: a) nitrura de siliciu; b) 1-aluminiu; 2-otel; 3-nitrura de siliciu; c) 4-nitrura de siliciu. |
Realizarea pistonului, sau numai a camerei de ardere, (fig.8.8) din materiale ceramice (nitruri de siliciu, oxizi de zirconiu s.a.) este o realitate. Cercetarile intreprinse de Cummins Engine Company si Taradcom, Ford, AVL, Perkins, VW, Porsche, Isuzu, Kyocera, Mazda, Toyota, Renault s.a. au condus la rezultate deosebit de interesante, astfel incat motorul adiabatic a devenit o realitate.
Durabilitatea, siguranta in functionare si economicitatea unui motor sunt influentate de performantele ansamblului piston-segmenti.
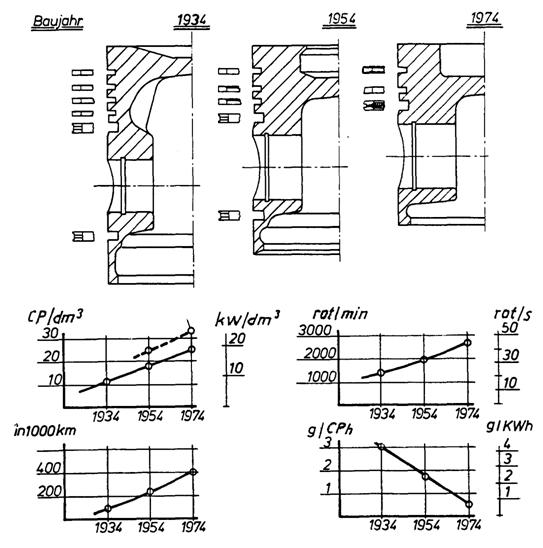
Necesitatea de reducere a volumului constructiv al motorului si cresterea puterii, prin majorarea turatiei, au impus pistoanele mai scurte si mai usoare (fig.8.9). Aceestea sunt capabile sa asigure:
- jocuri mici intre piston si cilindru;
- diminuarea cantitatii de gaze scapate in carter;
- ungerea satisfacatoare a suprafetelor in miscare relativa si un consum redus de ulei;
- rezistente ridicate la solicitarile mecanice si termice.
La reducerea inaltimii constructive a pistonului, trebuie avut in vedere faptul ca temperatura in zona canalului segmentului nu poate depasi 480 K, cand se folosesc uleiuri normale, si 510 K cand se utilizeaza uleiuri inalt aditivate.
Lungimea zonei port-segmenti este determinata de numarul segmentilor necesari pentru a asigura o buna etansare a camerei de ardere si un consum redus de ulei. Opinia specialistilor este aceea ca exigentele functionale pot fi asigurate de trei segmenti (doi de compresie si unul de ungere).
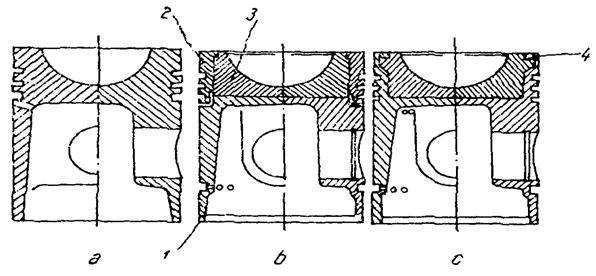
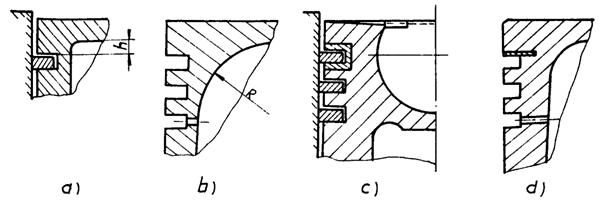
Pentru a impiedica orientarea fluxului de caldura, de la capul pistonului catre primul segment, canalul segmentului de foc se plaseaza sub nivelul fundului pistonului (8.10,a). In acelasi scop, se racordeaza larg, la interior, regiunea port-segment cu fundul pistonului (fig.8.10,b).
|
Fig.8.9. Evolutia pistoanelor pentru motoarele cu aprindre prin compresie |
Deoarece materialul din dreptul canalului primului segment isi pierde mai usor duritatea si suporta atacul agentilor corosivi, o solutie eficienta de protejare a lui este cea a utilizarii unei insertii de fonta, de forma unui inel (fig.8.10,c), sau a unui disc inelar din otel (fig.8.10,d).
Evaluarea temperaturii insertiei port-segment din fonta austenitica, si a regiunii imediat invecinate din piston, arata ca aceasta, in zona canalului segmentului, este cu aproxinmativ 10 K mai redusa ca cea a materialului de baza.
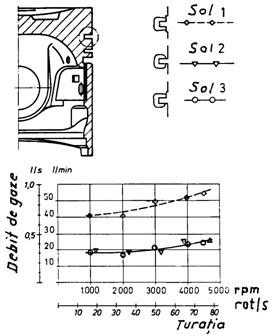
Suprafata frontala a inelului port-segment este retrasa fata de cea a pistonului, pentru a evita contactul acestuia cu peretele cilindrului si din conditii tehnice de prelucrare. Pentru diminuarea scaparii de gaze muchia inferioara a canalului trebuie executata ascutit (executiile 2 si 3 fig.8.11.).
O alta solutie pentru reducerea gazelor scapate este aceea a micsorarii jocului functional in zona segmentilor. Astfel, prin diminuarea jocului de la 0,35 mm la 0,30 mm cantitatea de gaze scapate poate fi redusa cu aproximativ 30% (fig.8.12.).
Fundul pistonului este solicitat mecanic si termic de gazele aflate sub presiune si la temperatura ridicata.
|
Fig.8.10. Particularitatile constructive ale capului pistonului |
|
Fig.8.11. a) Solutii constructive ale insertiei segmentului de foc; b) Influenta insertiei asupra scaparilor de gaze din carterul motorului. |
|
Fig.8.12. Influen]a jocului dintre capul pistonului si cilindru asupra scaparii de gaze |
Pentru a controla temperatura in zona canalului primului segment de compresie pistoanele, supuse unei solicitari termice inalte, sunt concepute cu o cavitate de racire, prin care circula ulei. Aceasta, in general, nu contribuie la diminuarea tensiunilor termice, deoarece in vecinatatea ei se mareste gradientul de temperatura. De aceea, este necesar sa se optimizeze forma si pozitia sa.
Evaluarea tensiunilor termice a aratat ca:
- Odata cu cresterea grosimii fundului pistonului, tensiunile termice se majoreaza. De aceea, fundul trebuie sa se dimensioneze din conditia de a rezista fortelor datorate presiunii gazelor.
- In cavitatea de racire pot apare tensiuni inalte de margine, daca grosimea peretelui dintre aceasta si camera de ardere este prea mica. Valoarea de referinta este, in acest caz, aproximativ 7% din diametrul pistonului.
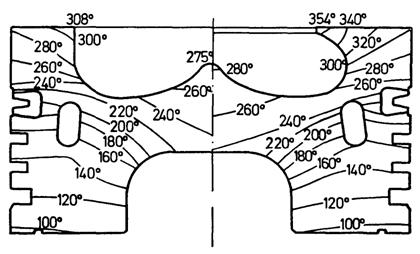
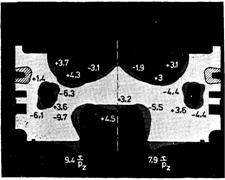
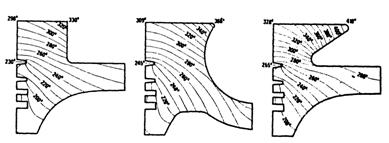
In cazul in care cavitatea camerei de ardere este foarte adanca, marginea superioara a acesteia poate fi supusa la solicitari critice. Datorita scurgerii accelerate a gazului, transferul de caldura, in aceasta zona, este mare, dar evacuarea sa este stanjenita, indeosebi la unghiuri mici de deschidere a cavitatii. Astfel se majoreaza temperatura muchiei superioare a camerei de ardere, fapt ce determina o solicitare supraelastica a acesteia (fig.8.13). La racire, prin modificarea sarcinii sau oprirea motorului, apar tensiuni de intindere. Daca acest proces se repeta de multe ori, asa cum se intampla al motoarele de autovehicule, pot sa apara fisuri termice de oboseala.
Intr-o masura limitata, marginea camerei de ardere poate fi descarcata prin optimizare constructiva (rotunjirea muchiilor si a buzunarelor supapelor). Din partea materialului, o importanta influenta o exercita dilatarile termice. Cercetarile comparative au atestat avantajele aliajului entectic fata de cel hiperentectic si superioaritatea celui presat fata de cel turnat.
Pentru a elimina dezavantajele mentionate s-au aplicat, pe capul pistonului, cu ajutorul jetului de plasma, straturi metalice sau metaloceramice. In acest caz au aparut doua probleme:
- depunerea stratului este dificila in zona muchiilor;
- aderenta este insuficienta pentru anumite sorturi de materiale ceramice.
Datorita inaltimii mici de compresie si cavitatii camerei de ardere pistoanele motoarelor de autovehicule au spatiul interior redus. Astfel, distanta dintre bolt si fundul pistonului, denumita si lungime de dilatare, este prea mica pentru a permite executia unui bosaj elastic, care sa se sprijine prin nervuri, deoarece razele de racordare devin prea mici, iar concentratorii de tensiuni mari (fig.8.14,a). De aceea, pistoanele motoarelor pentru autovehicule se executa cu bosaje cu sprijin masiv. Sprijinul masiv asigura o rigiditate inalta si evita deformarea sub actionarea fortelor de presiune a gazelor (8.14,b).
|
Fig.8.13. Influenta formei camerei de ardere asupra distributiei campului termic in capul pistonului |
Pentru diminuarea deformatiilor pistonului, se cauta solutii care sa permita realizarea unei distante cat mai mici intre bosaje. La bolt se poate obtine o imbunatatire prin marirea diametrului sau exterior.
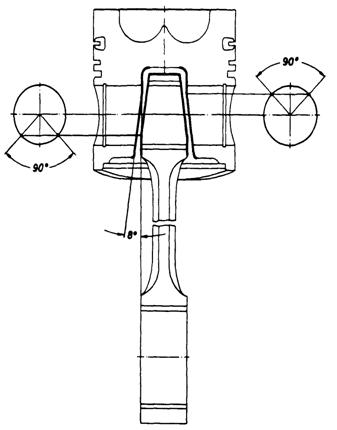
Majorarea diametrului boltului nu este intotdeauna posibila. In acest caz, realizarea unei biele cu piciorul tesit si a unui bosaj trapezoidal, reprezita o solutie interesanta si de efect (fig.8.15). Prin aceasta constructie se maresc suprafetele portante ale lagarelor si se reduce incovoierea boltului. De asemenea, se obtine o diminuare insemnata a tensiunilor in toate punctele critice (fig.8.16).
|
Fig.8.14. Tensiunile care apar in bosajele alezajelor pentru bolt la sprijin: a) rigid; b) elastic. |
|
Fig.8.15. Piston cu bosaje trapezoidale si biela cu piciorul tesit. |
|
Fig.8.16. Repartizarea tensiunilor intr-un piston cu bosaje drepte si trapezoidale
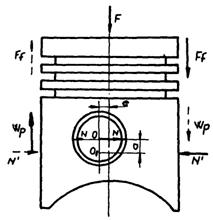
Fig.8.17. Influenta pozitiei umerilor asupra bascularii pistonului |
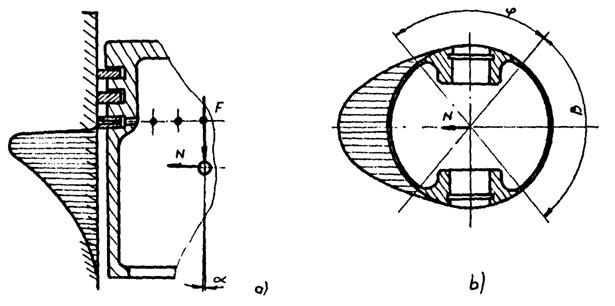
La pistonul cu bosaje cu sprijin masiv centrul de oscilatie (O - fig.8.17.) se situeaza deasupra mijlocului mantalei (O1). Prin deplasarea pistonului, fortele de frecare (Ff = mN) produc un moment de basculare (Mb = mND/2), in apropierea punctului mort superior. Momentul de basculare (Mtb = FfD/2 + N'a) este pozitiv cand pistonul urca si negativ cand el coboara. Pentru a se atenua efectul de basculare, la motoarele moderne se dezaxeaza axa alezajului pentru bolt (e=0,0140,025D) in sensul fortei normale, pentru cursa de destindere. Aceasta solutie constructiva asigura pastrarea semnului momentului de basculare in punctul mort superior.
|
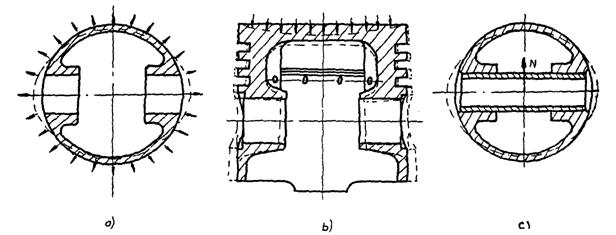
Fig.8.19. Deformarea pistonului sub actiunea: a) temperaturii; b) fortei de presiune a gazelor; c) fortei normale |
|
Fig.8.18. Distributia fortei normale pe suprafata cilindrului: a) in plan axial; b) in plan normal la axa cilindrului |
Fusta pistonului are rolul de a transmite eforturile rezultante din mecanismul biela-manivela, catre punctele cilindrului.
Calitatea de ghidare a pistonului, prin intermediul fustei, este un element determinant pentru urmatorii factori: fiabilitate; consum de ulei; reducerea zgomotului;
Ghidarea pistonului cu ajutorul fustei, este functie de: jocul dintre piston si cilindru si temperatura de functionare; profilul fustei; materialul pistonului; pozitia axelor; forma cilindrului.
Forta normala este transmisa cilindrului numai de o parte a suprafetei mantalei pistonului (b=90.1000). De aceea, pentru reducerea masei pistonului se degaja zona corespunzatoare unghiului complementar j dupa directia axei boltului (fig.8.18,b).
|
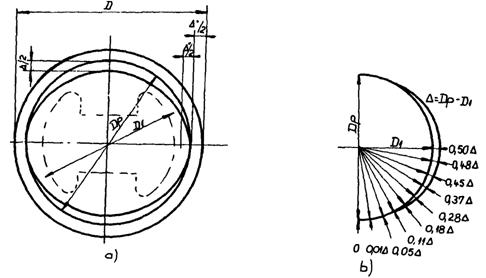
Fig.8.20. a) Forma pistonului in sectiune transversala; b) legea de distributie a ovalitatii pistonului. |
Lungimea mantalei trebuie sa fie suficienta pentru a asigura un bun ghidaj, presiuni laterale reduse (0,4.0,6 MPa) si a limita bascularea. Pe de alta parte, ea nu trebuie sa fie exagerat de mare, pentru a nu mari, in mod inutil, inaltimea motorului.
|
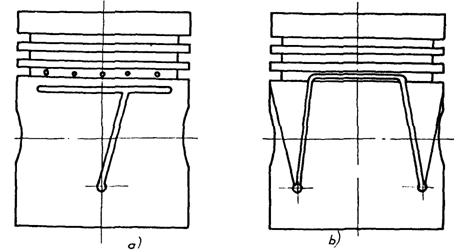
Fig.8.21. Pistoane cu decupare in fusta sub forma de: a) T; b) P |
Datorita dilatarii termice, a actiunii fortelor de presiune a gazelor si normala (fig.8.19), pistonul se deformeaza eliptic in actiune transversala (axa mare dupa directia boltului). Pentru a compensa aceasta deformare, pistonul se executa sub forma eliptica, in actiune transversala, cu axa mare a elipsei normala pe cea a alezajului pentru bolt (fig.8.20,a).
La pistoanele motoarelor cu aprindere prin scanteie, pentru a reduce fluxul de caldura catre manta, cu scopul diminuarii jocului dintre aceasta si cilindru, in ea se executa o decupare sub forma de T (fig.8.21,a) sau P (fig.8.21,b) imediat dupa canalul pentru segmentul de ungere. Dezavantajul acestei solutii consta in aceea ca regiunea port-segment are un nivel ridicat de temperatura, iar pistonul, in ansamblu, o rigiditate scazuta. Ultimul dezavantaj se elimina prin conceperea unor nervuri, care leaga mantaua de capul pistonului.
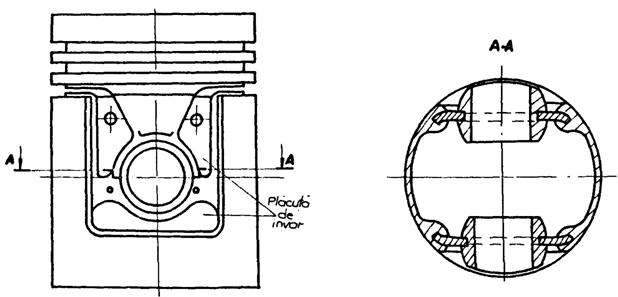
Cerinta de a realiza jocuri mici (0,08.0,10 mm), la montaj, intre piston si cilindru poate fi satisfacuta prin introducerea in regiunea bosajelor pistonului a unor placute de invar (otel aliat cu mult nichel) sau otel de calitate (fig.8.22). Insertia de invar sau otel si aliajul de aluminiu lucreaza ca o lama bimetalica, astfel incat, prin incalzire, sistemul se curbeaza foarte putin in sensul evazarii. Pistoanele astfel obtinute se numesc autotermice.
Obtinerea unor performante ridicate la motoarele cu aprindere prin compresie este conditionata si de valoarea jocului, la rece, dintre mantaua pistonului si camasa cilindrului. Pentru ca jocul la rece sa fie cat mai mic, iar zgomotul in timpul functionarii cat mai redus, trebuie ca mantaua sa se dilate putin.
Acest deziderat este realizabil daca se reduce fluxul termic de la capul pistonului catre manta.
|
Fig.8.22. Piston autotermic |
|
Fig.8.23. Distributia campului de temperatura in capul pistonului pentru diferite tipuri de camere de ardere |
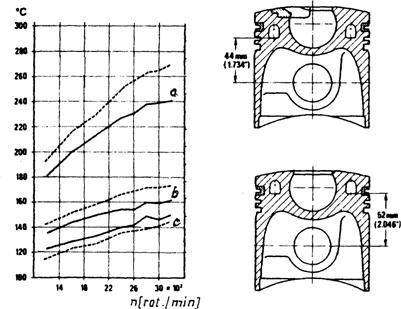
Pe de alta parte, decisiva pentru functionarea unui motor cu aprindre prin compresie este temperatura pistonului in zona canalului segmentului de foc. Aceasta nu trebuie sa depaseasca 450.510 K, pentru a nu facilita cocsarea uleiului si griparea segmentului. La depasirea unui maximum de temperatura pot apare fisuri termice, in capul pistonului, datorita suprapunerii tensiunilor termice peste cele dinamice datorate presiunii gazelor. De aceea, trebuie ca valorile locale ale temperaturii sa nu depaseasca 630 K. Dar, marimea tempereturii locale a capului pistonului este influentata de forma camerei de ardere (fig.8.23).
De asemenea, temperatura capului pistonului este influentata si de tipul aspiratiei. Astfel, cresterea presiuni medii efective, de la 0,84 [MPa] la 1,43 [MPa], prin supraalimentare fara racire intermediara, atrage dupa sine majorarea temperaturii muchiei camerei de ardere cu 80K si cu 45K in zona canalului primului segment de compresie. Daca aerul de supraalimentare este supus unei raciri intermediare, de la 475 K la 380 K, aceste cresteri de temperatura pot fi reduse la 43K in zona muchiei si la 27 K in regiunea invecinata cu segmentul de foc.
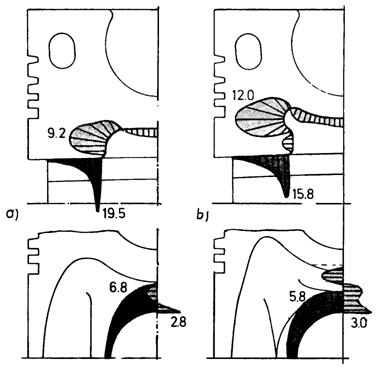
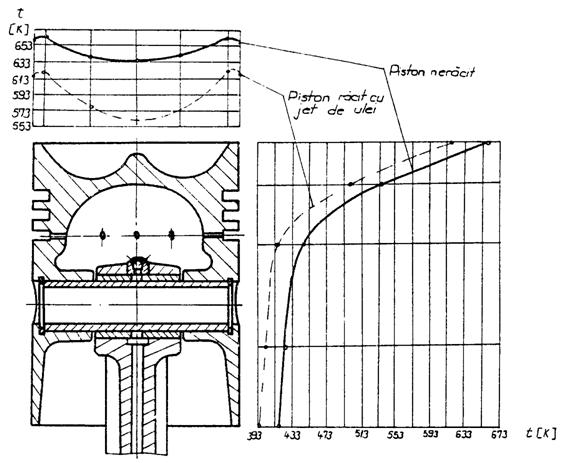
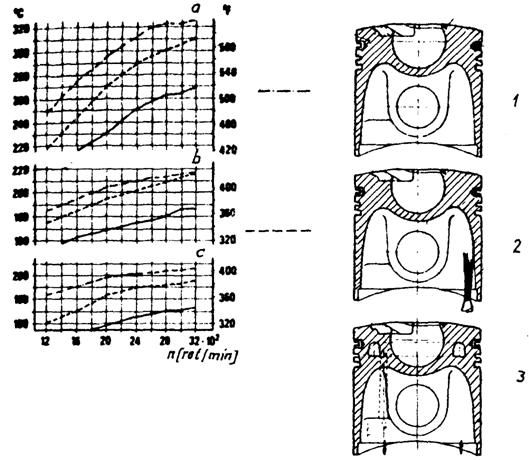
Evacuarea caldurii din zona capului pistonului se poate realiza pe mai multe cai. Cea mai simpla este aceea care asigura racirea fortata a capului pistonului prin proiectarea unor jeturi de ulei in fundul lui. Uleiul necesar racirii poate fi dirijat printr-o duza montata in piciorul bielei sau printr-un pulverizator plasat in apropierea rampei centrale de ungere. Solutia este aplicabila la pistoanele motoarelor cu putere specifica de 30.40[kW/dm2]. Ea asigura reducerea temperaturii la marginea camerei de ardere cu 3.5K (fig.8.24), in zona atinsa de jetul de ulei cu 10.14K, iar in partea opusa jetului de ulei cu 3.7K.
Un grad mai inalt de racire se realizeaza daca se practica in capul pistonului un canal de forma circulata (obtinut cu ajutorul: miezurilor confectionate din amestecuri de saruri solubile in apa sau spuma de grafit ce poate fi arsa; locasului din tabla de otel, care se include in capul pistonului; prelucrarii prin strunjire si sudarii cu fascicul de electroni - fig.8.25.), prin care circula uleiul sub presiune.
|
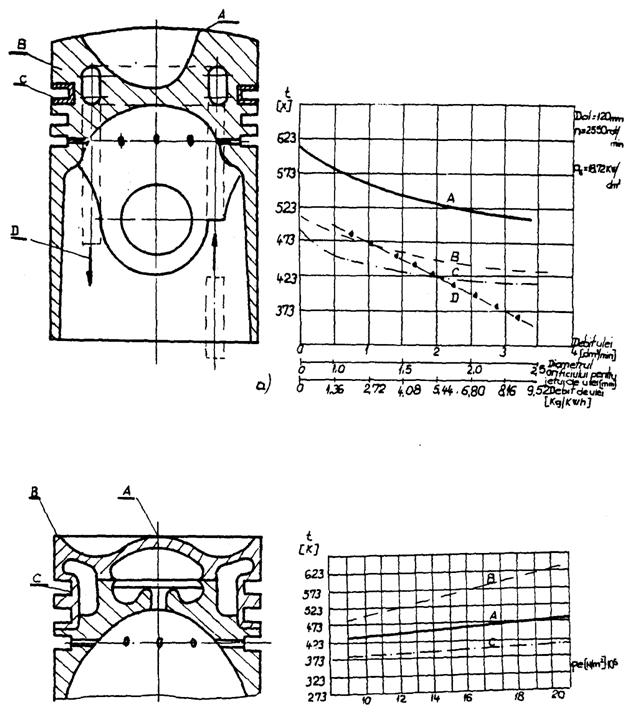
Fig.8.24. Influenta racirii cu ulei, asupra temperaturii pistonului |
Pozitia canalului de racire influenteaza si ea temperatura capului pistonului (fig.8.27). Astfel, prin plasarea, in raport cu pozitia de referinta, cu 12 mm mai sus a canalului de racire, se pot obtine temperaturi mai joase cu 15.25 K, la marginea camerei de ardere, si cu 3.10 K in zona canalului segmentului de foc, in conditiile majorarii, cu 3.8 K, a temperaturii uleiului evacuat.
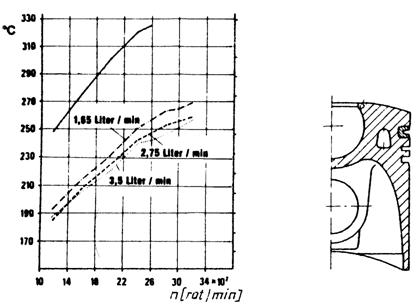
Temperatura capului pistonului este influentata si de debitul uleiului circulat prin canalul de racire (fig. 8.28).
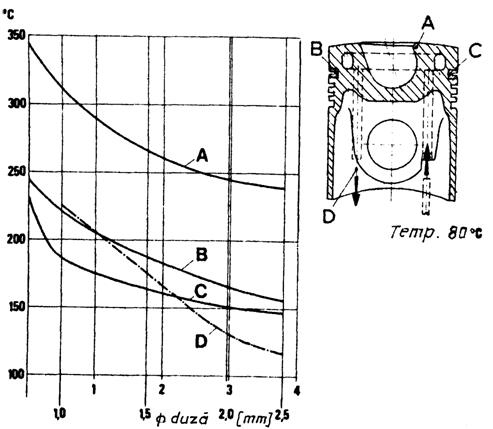
Pe de alta parte, temperatura capului pistonului este determinata si de diametrul duzei pulverizatorului (fig.8.29).
O analiza globala a influentei diferitilor factori asupra temperaturii pistonului este prezentata in tabelul 8.3
|
Fig.8.25. Piston:a) cu miez din saruri; b) cu canal de racire din tabla |
Solutiile constructive folosite la pistoanele motoarelor cu aprindere prin scanteie nu se utilizeaza la cele ale motoarelor cu aprindere prin compresie, deoarece conduc la obtinerea unei rigiditati insuficiente si la o incalzire a regiunii port-segmenti.
Pentru a se obtine o rigiditate maxima a pistonului, alezajele pentru bolt se plaseaza la o distanta cat mai mica de capul sau.
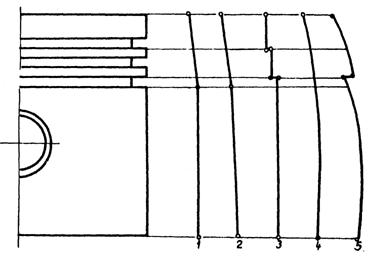
Ca urmare a actiunii presiunii gazelor si a incalzirii pistonul se deformeaza. Datorita caracterului repartitiei fluxului termic, pistonul se va deforma neuniform. Pentru a realiza jocuri uniforme intre piston si cilindru, la diferite orizonturi, profilul longitudinal al pistonului se poate realiza in diverse variante (fig.8.30.).
|
Fig.8.26. Comparatie intre temperatura pistonului: fara racire (1), racit prin stropire (2) si racit fortat (3), masurata in: a) marginea camerei de ardere; b) insertia segmentului de foc, la partea opusa jetului de ulei; c) insertia segmentului de foc, in apropierea canalului de trimitere a jetului de ulei |
|
Fig.8.27. Influenta pozitiei canalului de racire asupra temperaturii: a) muchiei camerei de ardere; b) insertiei segmentului de foc; c) uleiului la iesirea din canalul de racire. |
Tabelul 8.3.
|
Fig.8.28. Influenta debitului de ulei prin canalul de racire asupra temperaturii pistonului la marginea camerei de ardere |
|
Caracteristicile motorului |
Modificarea conditiilor de functionare |
Modificarea temperaturii pistonului in canalul segmentului de foc |
|
Racire cu apa |
Temperatura apei cu 10K 50% antigel |
8.10K 5.10K |
|
Temperatura baii de ulei |
10K |
1.3K |
|
Duza in piciorul bielei |
8.15K |
|
|
Racirea pistonului cu ulei |
Duza fixa |
10.30K |
|
Conul de racire |
30.60K |
|
|
Marginea camerei de ardere |
80K |
|
|
Temperatura uleiului de racire |
10K in canalul de racire |
4.8K |
|
Presiunea medie a pistonului(n=ct) |
1.105 N/m2 |
5.10K |
|
Pistoanele cu canal de racire |
1.105 N/m2 |
5.10K |
|
Momentul aprinderii |
1oRAC |
1.2K |
|
Marginea camerei de ardere |
<4,5K |
|
|
Turatia(p=ct) |
100 rot/min |
2.4K |
|
Raportul de comprimare |
cresterea cu o unitate |
+4.12K |
O alta solutie eficienta pentru evacuarea caldurii din piston este cea a utilizarii unor materiale cu conductibilitate termica ridicata. Fata de conditiile de functionare ale pistonului, aliajele de aluminiu sunt cele mai satisfacatoare. Totusi ele prezinta dezavantajul, in comparatie cu fonta, ca au rezistenta mecanica mai mica, coeficientul de dilatare mai ridicat si costul mai mare.
Aliajul de aluminiu pentru pistoane reprezinta o combinare judicioasa a elementelor de aliere principale (Si, Cu, Mg, Ni) cu elementele de aliere secundare (Fe, Ti, Mu, Zu), in vederea obtinerii unui material care sa satisfaca conditiile impuse. Siliciul, cuprul si magneziul majoreaza rezistenta la tractiune a aliajului si reduc alungirea, iar nichelul mareste rezistenta la temperatura. Fierul formeaza cu aluminiul cristale dure rezistente la uzura, iar titanul determina o cristalizare fina a aliajului. Manganul si zincul apar ca impuritati.
|
Fig.8.29. Influenta diametrului duzei asupra temperaturii pistonului: A) marginea camerei de ardere; B) canalul segmentului de foc, in zona de iesire a uleiului de racire; C) canalul segmentului de foc, in zona de intrare a uleiului de racire; D) temperatura uleiului ce iese din piston. |
|
Fig. 8.30. Profilul pistonului in sectiune longitudinala |
Dupa continutul elementului de aliere de baza, aliajele de aluminiu pentru pistoane se impart in doua grupe: aliaje pe baza de siliciu (Al-Si-Mg-Ni- silumin) si aliaje pe baza de cupru (Al-Cu-Ni-Mg- aliaje y). Dintre aliajele pe baza de siliciu, pentru pistoane se utilizeaza cele eutectice si hipereutectice. Principalele caracteristici ale aliajelor de aluminiu pentru pistoane sunt date in tabelul 8.4.
Aliajele pe baza de siliciu poseda coeficient de dilatare termica redus, care se micsoreaza pe masura cresterii continutului de siliciu. Aliajele hipereutectice corespund cel mai bine cerintei de a avea un coeficient de dilatare cat mai apropiat de cel al cilindrului. Datorita acestui fapt jocurile la rece pot fi mai mici, din care cauza uzurile, indeosebi ale segmentilor si ale canalelor, vor fi mai reduse. Majoritatea constructorilor utilizeaza aliaje eutectice datorita dilatarii reduse a acestora si calitatilor bune in ceea ce priveste frecarea. Totodata aliajele eutectice sunt mai putin sensibile la formarea fisurilor.
Tabelul 8.4.
|
Grupa |
Aliaje entectice |
Aliaje hiperentectice |
Aliaje y |
|||||
|
Marci echivalente |
ATC Si12CuMgNi KS 1275 MAHLE 124 NURAL 3210 |
ATCSi18CuMgNi Ks281,1 MAHLE 138 NURAL 1761 |
KS 282 MAHLE 244 |
ATCCu4Ni2Mg2 KsK MAHLE y |
||||
|
El.aliere de baza [%] |
11,0.13,5Si |
16.19Si |
23.26Cu |
3,5.4,5Cu |
||||
|
Alte elemente de aliere [%] |
0,18.1,5Cu; 0,8.1,3Ni; 0,8.1,3Mg; 0,2Mn; 0,7Fe; 0,2Ti; 0,22 altele |
1,7.2,3Ni; 1,2.1,8Mg; 0,2Mn; 0,7Fe; 0,1.0,2Ti; 0,22 altele |
||||||
|
Densitatea r kg/dm3 |
2,68.2,70 |
2,67.2,68 |
2,65 |
2,80.2,82 |
||||
|
Conductivitatea termica l [W/mK] |
138.155 |
125.147 |
117.134 |
138.160 |
||||
|
Dilatarea termica a [1/k] |
20,5.21,5 |
18,5.19,5 |
17.18 |
23.24 |
||||
|
E [daN/mm2] |
7500 |
8000 |
8600 |
7600 |
||||
|
[HB] la 293K 423K 523K |
90.120 70.90 30.40 |
90.125 70.90 35.45 |
90.125 75.90 35.45 |
90.125 75.90 35.45 |
||||
|
Starea |
TC |
M |
TC |
M |
TC |
TC |
M |
|
|
Rezistenta de rupere la tractiune [daN/cm2] la :293K :423K :523K |
20.25 18.23 10.15 |
30.37 17.30 11.17 |
18.22 17.20 10.14 |
23.30 20.24 11.17 |
18.22 17.20 10.14 |
23.28 22.26 16.20 |
35.42 30.37 15.26 |
|
|
Alungirea relativa A5 min [%] |
0,30,3 |
1.3 |
0,20,7 |
0,51,5 |
0,10,3 |
0,310 |
512 |
|
|
Rezistenta de rupere la oboseala [daN/mm2] la 293K 573K |
8.12 5 |
11.14 9,5 |
8.11 5 |
9.12 9 |
7.10 2 |
8.12 4,5 |
12 10 |
|
Aliajele pe baza de cupru au coeficientul de dilatare cel mai mare, din care cauza pistoanele se prevad cu jocuri marite, ceea ce favorizeaza intensificarea uzurilor grupului piston-segmenti-cilindru. Datorita proprietatilor mecanice ridicate, aliajele pe baza de cupru se utilizeaza pentru executia pistoanelor pentru motoarele cu aprindre prin compresie.
Pistoanele din fonta se intalnesc mai rar in constructia motoarelor de automobile. Ele au pereti mai subtiri si masa apropiata de cea a pistoanelor din aliaje de aluminiu. Se fabrica prin turnare in nisip. Cele din aliaje de aluminiu se obtin prin turnare in cochile sau prin matritare.
Constructorii de pistoane si-au intensificat cercetarile in directia gasirii unor noi materiale pentru pistoane, cu calitati tehnico-economice superioare. Astfel, ei studiaza in prezent posibilitatile de fabricare a pistoanelor din pulberi sinterizate.
Pentru sporirea durabilitatii pistoanelor, suprafata exterioara se acopera cu straturi protectoare, care au calitatea de a mari aderenta uleiului la metal si de a imbunatatii calitatile antifrictiune. In acest sens pistonul se acopera cu un strat de 5.30 [mm] de staniu, plumb, grafit, sau oxizi de aluminiu (eloxare).
|
Fig. 8.31. Elementele de calcul ale pistonului |
Pistonul se schiteaza in raport cu solutiile constructive alese. Dimensiunile principale se adopta pe baza datelor statistice (tabelul 8.5.)
Tabelul 8.5.
|
Nr. |
Tip motor |
m.a.s. |
m.a.c. |
|
|
crt |
Denumirea |
D=65.100 mm |
D=90.180 mm |
D=180.355 mm |
|
1 |
Lungimea pistonului H |
0,800.1,100D |
0,800.1,500D |
1,200.1,800D |
|
2 |
Lungimea mantalei L |
0,500.0,800D |
0,500.1,000D |
0,800.1,200D |
|
3 |
Inaltimea de compresie l1 |
0,500.0,700D |
0,550.0,850D |
0,700.1,100D |
|
4 |
Inaltimea de protectie a segmentului de foc h |
0,060.0,120D |
0,100.0,180D |
0,150.0,220D |
|
5 |
Grosimea flancului hc |
0,035.0,450D |
0,045.0,055D |
0,045.0,055D |
|
6 |
Grosimea capului d |
0,080.0,100D |
0,140.0,170D |
0,150.0,200D |
|
7 |
Distanta dintre bosajele alezajului boltului b |
0,250.0,400D |
0,250.0,500D |
0,250.0,500D |
Dupa ce s-au adoptat principalele dimensiuni ale pistonului, capul si mantaua se supun unui calcul de verificare. Profilul longitudinal si radial se traseaza in raport cu dilatarile admise.
Capul pistonului se verifica in ipoteza ca acesta este o placa circulara incastrata pe contur, de grosime constanta, incarcata cu o sarcina uniform distribuita, data de presiunea maxima a gazelor din cilindru:
![]() [N/m2] (8.1)
[N/m2] (8.1)
unde: di - diametrul interior al capului pistonului [m];
srl - efortul unitar(sa=200.300 105 [N/m2] pentru aluminiu);
pgmax- presiunea maxima a gazelor din cilindrul motorului [N/m2].
Umarul canalului pentru segment este supus la solicitari de incovoiere si forfecare de catre forta de presiune a gazelor scapate prin interstitiul dintre piston si camasa cilindrului, care actioneaza asupra segmentului.
Valorile eforturilor unitare se calculeaza astfel:
- la incovoiere:
 [N/m2] (8.2)
[N/m2] (8.2)
unde: ![]() [Nm]
[Nm]
este momentul incovoietor care solicita umarul canalului segmentului;
![]() [m3]
[m3]
modul de rezistenta la incovoiere;
- la forfecare:
 [N/m2] (8.3)
[N/m2] (8.3)
Efortul unitar echivalent este:
![]() [N/m2] (8.4)
[N/m2] (8.4)
Pentru pistonale din aliaje de aluminiu sc = 300-400.105 N/m2 .
In regiunea port-segment, sectiunea A-A (fig.8.31.) din dreptul segmentului de ungere este redusa din cauza orificiilor pentru evacuarea uleiului.Ea se verifica la compresie:
![]() [N/m2] (8.5)
[N/m2] (8.5)
unde: AA - aria sectiunii reduse [m2].
Efortul unitar admisibil la compresie este: sac = 200-400.105 [N/m2].
Cunoscandu-se coeficientul de dilatare termica al materialului pistonului, modulul de elasticitate si alti factori, se poate calcula grosimea peretelui pistonului in zona port-segment, respectiv diametrele.
Pentru partea superioara a capului pistonului:
 [mm] (8.6)
[mm] (8.6)
unde: l -distanta de la fundul pistonului la generatoarea alezajului boltului [mm].
Pentru partea inferioara a zonei port-segment:
 [mm] (8.7)
[mm] (8.7)
unde: l'- distanta dintre planul care delimiteaza zona port-segment si generatoarea alezajului pentru bolt [mm].
pme -presiunea medie efectiva [daN/cm2].
Presiunea specifica pe mantaua pistonului pentru a preveni intreruperea pelicului de ulei, nu trebuie sa depaseasca o anumita valoare determinata conventional:
![]() [N/mm2] (8.8)
[N/mm2] (8.8)
unde: Nmax - forta normala care actioneaza intr-un plan perpendicular pe axa boltului [N];
LN - lungimea mantalei [m];
Aev - aria suprafetei evazate proiectata pe un plan normal pe axa boltului [m2].
Pentru a asigura functionarea motorului in conditii de deplina siguranta este necesar ca:
psm < 3,0.5,0.105 [N/m2] la motoarele de autocamioane si tractoare;
psm < 4,0.7,0.105 [N/m2] la motoarele de autoturisme;
psm < 10.105 [N/m2] la motoarele supraalimentate cu pistoane matritate din aliaje de aluminiu.
|
Fig. 8.32 Grosimea peretelui mantalei |
Grosimea peretelui mantalei (fig.8.32.), respectiv diametrele interioare se determina cu urmatoarele relatii:
- in planul axei boltului:
 [mm] (8.9)
[mm] (8.9)
unde: l1 - distanta de la partea inferioara a pistonului la axa boltului [mm];
- la partea de jos a mantalei;
 [mm] (8.10)
[mm] (8.10)
unde: l1' - distanta de la partea inferioara a pistonului la planul in care se calculeaza grosimea mantalei [mm].
Grosimea peretilor bosajelor pentru bolt (fig.8.32.) se determina rezolvand urmatoarele ecuatii:
- la interiorul pistonului:
![]() (8.11)
(8.11)
- la suprafata din exterior:
 (8.12)
(8.12)
Grosimea segmentului fiind:
 [mm] (8.13)
[mm] (8.13)
unde: K= 0,08 - constanta;
pgmax - presiunea maxima din cilindru [daN/mm2 ]
sa - efortul unitar admisibil [daN/mm2 ]
sa = 5,5.6,5 [daN/mm2]
se poate calcula distanta dintre segment si umarul din piston (fig.8.32.):
![]() [mm]
[mm]
unde: f -constanta
f=0,075 pentru segemntul de foc,
f=0,028 pentru ceilalti segmenti de compresie,
f= 0,046 pentru segmentul de ungere);
t - grosimea radiala a segmentului [mm];
b - grosimea axiala a segmentului [mm];
a - coeficient de dilatare pentru materialul pistonului [1/oC];
T - temperatura segmentului de foc [oC].
Valorile recomandate pentru acest joc se dau in tabelul 8.5.
Tabelul 8.6.
Jocul dintre segmenti si umarul canalului din piston
|
Diametrul pistonului [mm] Tipul segmentului |
100 |
150 |
200 |
250 |
300 |
|
Jocul dintre segmentul de foc si umarul canalului [mm] | |||||
|
Jocul dintre segmentii de compresiune si umarul canalului [mm] | |||||
|
Jocul dintre segmentul de ungere si umarul canalului [mm] |
Distanta radiala dintre segment si peretele canalului se calculeaza cu urmatoarea relatie:
![]() [mm] (8.15)
[mm] (8.15)
Dat fiind faptul ca sub actiunea fortei de presiune a gazelor, fortei normale si temperaturii agentului de lucru, pistonul se deformeaza, acesta se concepe eliptic in sectiune transversala (axa mica a elipsei dupa axa alezajului pentru bolt).
Ovalitatea mantalei pistonului este:
![]() [mm] (8.16)
[mm] (8.16)
unde:
 [mm] (8.17)
[mm] (8.17)
D - diferenta de la diametrul nominal al pistonului, masurata pe axa alezajului pentru bolt;
A = 0,0020,004Dp;
B = 0,0010,0024Dp;
y = distanta de la marginea superioara a mantalei pana la planul in care se calculeaza ovalitatea [mm];
to - grosimea peretelui la partea superioara a mantalei [mm];
ty - grosimea peretelui mantalei pentru pozitia y [mm];
Pentru asigurarea unei functionari normale a pistonului este necesar ca jocul relativ in stare calda, dintre piston si cilindru, sa fie in limitele urmatoare:
j's = 0,002.0,003 in zona superioara a pistonului;
j'I = 0,001.0,002 in zona inferioara a mantalei.
Jocurile diametrale in stare calda in zona superioara si inferioara se determina cu expresiile:
 [mm]
[mm]
Jocurile diametrale in stare rece in zona superioara si inferioara se determina sub forma de diferente:
 [mm]
[mm]
unde: Dps - diametrul pistonului in stare rece la partea superioara [mm];
Dpi - diametrul pistonului in stare rece la partea inferioara [mm].
Diametrul pistonului in stare rece la partea superioara si inferioara se determina cu relatiile:
 [mm] (8.18)
[mm] (8.18)
 [mm] (8.19)
[mm] (8.19)
unde: ac , ap - coeficientul de dilatare termica al materialului camasii cilindrului, rspectiv pistonului [l/k];
to - temperatura la care se efectueaza masurarea pieselor (to = 288K) [K];
tc - temperatura peretilor cilindrului in timpul functionarii motorului [K];
tps - temperatura pistonului in timpul functionarii, in zona superioara, respectiv inferioara [K].
Forma campului de distributie termica din capul pistonului si partea de ghidare se prezinta in figura 8.20.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5721
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved