| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Pregatirea deseurilor feroase
O cantitate redusa de deseuri feroase indeplineste normele de calitate (compozitie chimica si stare fizica) impuse de reintroducerea in circuitul de valorificare la elaborarea otelurilor. Majoritatea deseurilor, in special cele vechi, necesita operatii de pregatire. Acestea se realizeaza la producator, la consumator sau in unitati autonome, amplasate in locatii determinate de conditiile de transport, depozitare sau utilizare. Pregatirea deseurilor este hotaratoare pentru eficienta procesului de valorificare si de aceea acest proces poate fi comparat, din punct de vedere al importantei si rolului, cu procesul de preparare (imbogatire) a minereurilor.
Pregatirea deseurilor reprezinta ansamblul proceselor si operatiilor tehnologice prin care acestea sunt procesate pentru a fi aduse la conditiile de calitate cerute de utilizator.
Alegerea operatiilor de preparare este determinata de provenienta (componenta, calitatea etc.) si destinatia deseurilor (tipul otelului la elaborarea caruia sunt folosite, agregatul de elaborare etc.).
Pregatirea deseurilor cuprinde doua etape:
prelucrarea primara;
prelucrarea secundara.
Operatiile de prelucrare primara la care sunt supuse deseurile metalice constau in:
● detectarea contaminarii radioactive;
● controlul pirotehnic;
● sortarea in functie de proprietatile fizice;
● selectarea in functie de proprietatile chimice;
● pregatirea dimensionala.
Operatiile de prelucrare secundara constau in:
● purificarea prin metode chimice, termice sau altele in scopul reducerii continutului de elemente daunatoare si recuperarea elementelor utile.
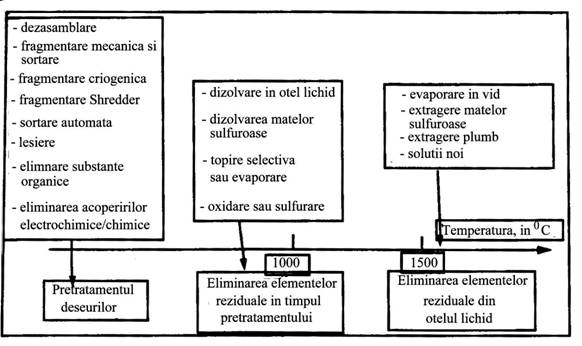
Operatiile de pregatire a deseurilor pot avea loc la temperatura ambianta, (de exemplu cele fizice de fragmentare mecanica, dezasamblare, etc.) sau la temperaturi ridicate (unele metode chimice de purificare prin clorurare, metode electrochimice sau pirometalurgice cu topiri selective etc.) (fig.12).
1. Operatiile de prelucrare primara la care sunt supuse deseurile metalice
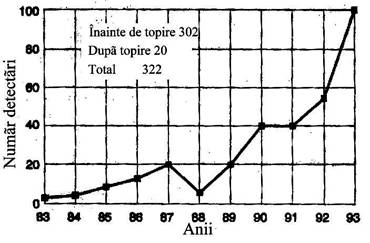
Detectarea contaminarii radioactive. Necesitatea parcurgerii acestei etape in fluxul operatiilor de pregatire rezulta din faptul ca riscul contaminarii radioactive a deseurilor metalice care provin din diverse surse creste in fiecare an, fig.13.
Una din metodele propuse pentru realizarea acestui control a fost experimentata la Thyssen Stahl-Sonnenberg si apoi extinsa in toate unitatile siderurgice din Uniunea Europeana. Ea presupune controlul incarcaturilor aflate in mijloacele de transport, fie static (cand vehiculele incarcate cu deseuri sunt oprite), fie dinamic (cand mijloacele de transport auto sau CF se deplaseaza lent) cu ajutorul unor porti destinate detectarii contaminarii radioactive, fig.1 Metoda dinamica permite depistarea amplasamentului sursei radioactive de-a lungul axei longitudinale a vehiculului.
In scopul detectarii deseurilor care pot prezenta pericol de explozie, deseurile metalice sunt supuse controlului pirotehnic. acesta se efectueaza de catre controlorii pirotehnici. Se analizeaza deseurile provenite din munitii (proiectile, mine, grenade, etc. care trebuie sa fie fara focoase), schije, tevi de armament, tancuri. Pericol de explozie prezinta si unele piese, componente, articole de consum care pot avea in interior diferite lichide: recipiente, robinete, piese inchise tip vana, tevi cu capete turtite, cutii, butoaie, baloane, corpuri masive metalurgice (scursuri, etc.).


Dupa examinarea in scopul detectarii contaminarii radioactive si controlul pirotehnic, deseurile metalice si fierul vechi sunt supuse operatiei de sortare.
Sortarea se poate realiza in functie de:
- caracteristicile chimice;
- caracteristicile fizico-mecanice
Problemele cele mai dificile la sortarea in functie de proprietatile chimice le pun deseurile feroase impurificate cu metale neferoase, impuritati nemetalice, explozibili, acoperiri, separarea fontei de oteluri etc.
Dupa separarea deseurilor metalice de cele nemetalice, sortarea are in vedere separarea deseurilor feroase de fractiile (sau componentii) neferoase. In urmatoarea etapa, deseurile feroase sunt sortate in deseuri nealiate, aliate si dubioase.
Operatiile de sortare dupa compozitia chimica difera functie de sursa de provenienta a deseului. Daca sunt depozitate corespunzator, deseurile proprii (interne), colectate la locul de formare, nu necesita sortare. Cele din industria prelucratoare (deseuri de uzinare) sunt livrate sortate (nealiate si aliate, pe marci de oteluri), dar uneori pot fi amestecate. In acest ultim caz, sortarea este greu de realizat sau imposibila, elementele de aliere se pierd sau trebuie eliminate prin procese metalurgice suplimentare, daca otelurile care trebuie elaborate nu le au in compozitie.
Operatiunile de sortare se realizeaza de catre operatori calificati, pe baza observatiilor vizuale sau prin utilizarea unei aparaturi adecvate.
Selectarea dupa caracteristicile fizico-mecanice are in vedere culoarea, greutatea, duritatea, sunetul, aspectul sparturii. Sortarea poate avea in vedere si aspectul exterior, forma si provenienta piesei.
Dupa greutate, deseurile feroase se pot sorta in:
- fier vechi greu, destinat taierii (cu flacara sau cu foarfeca);
- fier vechi usor pentru presare, balotare;
- strunjituri si stantaturi pentru maruntire, brichetare
Sortarea deseurilor se poate realiza mai usor, dupa fragmentarea deseurilor mixte pe utilaje de maruntire (shreddere) cu mijloace performante automatizate.
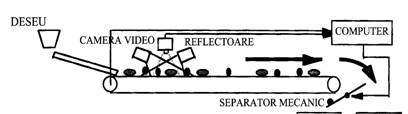
O astfel de solutie este propusa de Japonia prin proiectul Shinseiko, fig.15.
![]()

componente motor electric bucati de deseuri
Fig.15. Sistem automatizat de recunoastere si sortare a deseurilor mixte
Deseurile maruntite, transportate pe o banda, sunt inspectate cu ajutorul unei camere video, la trecerea printr-o zona puternic iluminata. Imaginea preluata si transmisa de aceasta este analizata pe baza culorilor. Rezultatele analizei determina functionarea intr-un sens sau altul a unui mecanism simplu de sortare. Rezultatele testelor experimentale efectuate pe deseuri maruntite provenite dintr-un motor electric au demonstrat eficienta sistemului prin randamentul de separare a bucatilor bogate in Cu (cu o culoare rosiatica diferita de cea a bucatilor metalice feroase) care poate atinge maximul, tinzand spre 100%.
In multe cazuri, gabaritul si alcatuirea sub care se prezinta deseurile, impun ca prima operatie dezmembrarea. Operatia se poate realiza manual (cu productivitate mica), prin taiere sau spargere.
Dupa dezmembrare, sortare si clasare urmeaza operatiile de pregatire propriu-zise a deseurilor.
Taierea cu flacara oxi-acetilenica este recomandata in cazul deseurilor de dimensiuni mari, cu grosimi si rezistente superioare celor admise la taierea cu foarfece ghilotina. Operatia necesita multa manopera si consum mare de oxigen si are productivitate redusa (5-8t/an si schimb).
Taierea cu foarfece de tip aligator are productivitati mai ridicate, 30 - 50 t/schimb (in functie de utilaj) la o alimentare continua cu deseuri de forme regulate (bare, otel beton, profiluri usoare si mijlocii, tevi subtiri, etc.) si lungimi mici, pentru a putea fi manevrate manual.
Taierea cu foarfece ghilotina se poate grupa in mai multe clase functie de forta de taiere ce variaza de la 3000 la 20.000kN. Un inconvenient major al maruntirii cu foarfecele ghilotina a fierului vechi usor, de exemplu cel provenit de la caroseriile auto, il reprezinta masa volumetrica scazuta obtinuta pentru materialul tocat (800-900kg/m3). Aceasta se datoreaza in primul rand masei volumetrice initiale a materialului colectat (400-600kg/m3) si latimii mari de taiere. Foarfecele ghilotina modern are posibilitatea precomprimarii suplimentare a materialului inainte de taiere, reducand pana la jumatate latimea de taiere si obtinandu-se astfel un material cu o masa volumetrica marita (1.000-1.300kg/m3).
Balotarea deseurilor usoare feroase se face cu prese hidraulice, cu forte de presare cuprinse intre 1.000 si 16.000kN, cu trepte intermediare de 2.500, 000 si 10.000kN. In general, presele hidraulice sunt prevazute cu cuve de alimentare. Cu ajutorul unor pistoane actionate de pompe hidraulice, materialul usor este introdus in cuva si comprimat succesiv pe cele trei directii pana la dimensiunile finite ale balotului. Aceste prese pot prelucra si strunjituri lungi, pana la 15-18% din masa materialului pregatit. In acest caz se pot asigura pachete compacte care nu se desfac la manipulare. Balotarea se poate realiza la rece sau la cald. In cazul balotarii la cald, deseurile se incalzesc pana la 700-8500C, temperaturi la care are loc si eliminarea unor componente nedorite precum apa, uleiurile etc.
Pregatirea strunjiturilor cu masa volumica foarte redusa, in special cele lungi in stare foioasa (200- 300kg/m3), incepe cu sortarea in aschii scurte (sub 50mm) si lungi (se poate realiza simplu cu un tambur rotativ inclinat prevazut cu orificii). Ele sunt pregatite prin maruntire (concasare) si brichetare. Pentru maruntire se folosesc mori cu ciocane cu productivitati de la 1t/h la peste 20t/h iar pentru brichetare se utilizeaza prese cu productivitati de 1,5-10t/h. Brichetele cu masa variind intre 3 si 20kg/buc (si o masa volumetrica mai mare de 000kg/m3) pot intra in incarcatura cuptorului electric.
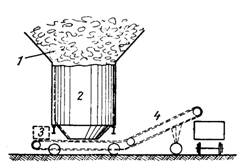
Aschiile pot fi supuse unei operatii de ardere in scopul indepartarii resturilor de ulei, fig.16.
|
|
Fig.16. Instalatii pentru ars aschii: 1 - aschii; 2 - cilindru pentru ardere; 3 - rezervor de apa cu argila; 4 - banda transportoare |
Spanul din fonta utilizat in incarcatura cuptoarelor electrice cu inductie trebuie prelucrat si pentru micsorarea gradului de oxidare. Rugina, Fe(OH)3, se transforma, in aer, in Fe2O3 iar aceasta prin incalzire se descompune in Fe3O4 si O2. Oxidul Fe3O4 se desprinde usor de partea metalica, astfel ca poate fi indepartat cu ajutorul unui jet de aer. Dupa aceste operatii, continutul de oxizi in spanul uscat scade la 0,1.1,5%. In fig.17 este prezentata schema instalatiei de prelucrare a spanului de fonta si incarcarea acestuia in cuptor.
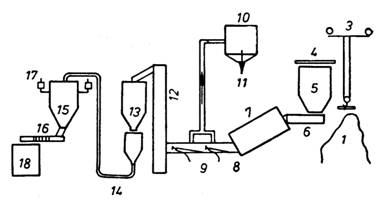
Fig.17. Instalatie de prelucrare a spanului de fonta: 1 - span neprelucrat, 2 - disc magnetic; 3 - pod rulant, 4 - ciur; 5 - siloz depozitare; 6 - alimentator; 7 - cuptor de uscare; 8,9 - benzi de racire, 10 - siloz; 11 - banda de evacuare; 12 - elevator; 13 - siloz pentru span uscat; 14 - transportor pneumatic care duce spanul la cuptor; 15 - siloz pentru primire si cantarire; 16 - dozator; 17 - instalatie de cantarire; 18 - cuptor cu inductie
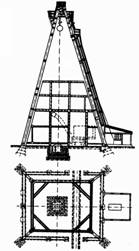
Pregatirea fontei vechi (piese din utilaje casate cu batiuri, volanti, carcase, lingotiere, poduri de turnare, obiecte uz casnic) consta in spargerea mecanica sau pirotehnica la dimensiunile si masa unitara corespunzatoare cerintelor tehnologice de utilizare ulterioara. La spargerea mecanica sunt utilizate sonete cu bila de 1-2t si inaltimea de cadere de 5-8m si zdrobitoare cu bile de 10-20t si inaltimea de cadere de 15-25m, fig.18.
|
|
Fig.18. Soneta pentru spargerea deseurilor masive de fonta |
Pentru piesele de grosime mare se recurge la spargerea pirotehnica in locuri deschise (intre dealuri) sau in gropi de explozie blindate. Deoarece aceasta metoda produce zgomot, trepidatii, aruncarea unor bucati la distante mari se utilizeaza din ce in ce mai rar iar in scopul atenuarii acestor efecte, se recurge la metoda de spargere pirotehnica in mediul lichid (aplicabila in special la dezmembrarea lingotierelor mari).
Daca este necesara o maruntire mai avansata, aceasta se completeaza cu maruntirea la foarfeca ghilotina de mare putere sau se utilizeaza maruntirea criogenica.
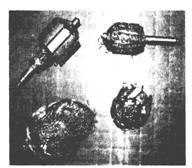
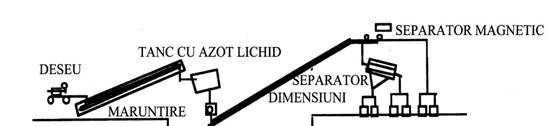
Maruntirea criogenica este o metoda moderna, cu randament ridicat de separare, care poate fi combinata cu metoda mecanica de tocare pe shredder. Ea se bazeaza pe racirea deseurilor la temperaturi sub -1200C, cand otelul, spre deosebire de metalele neferoase, devine casant. Ca agent de racire se utilizeaza azotul lichid. Maruntirea se continua intr-o moara tip shredder iar separarea se realizeaza cu un separator magnetic. Schema unei astfel de instalatii care utilizeaza maruntirea criogenica si rezultatele operatiei sunt prezentate in fig.19.
Infasurare de motor electric
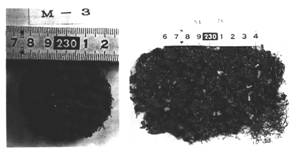
|
Inainte de sfaramarea la temperatura coborata |
Dupa sfaramarea la temperatura coborata (sarma de cupru separata de componenta feroasa); temperatura de sfaramare -1050C |
Parti maruntite pe shredder cu material plastic
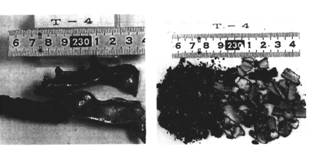
|
Inainte de sfaramarea la temperatura coborata |
Dupa sfaramarea la temperatura coborata (partea de material plastic complet separata de cea feroasa) temperatura de sfaramare -1750C |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1700
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved