| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Tehnologia cablajelor imprimate
Glosar de termeni specifici
Cablaj imprimat - sistem de conductoare imprimate care asigura toate conexiunile electrice dintre elementele schemei, ecranarile si punerile la masa.
Conductoare imprimate - portiune de strat metalizat pe un suport izolant (ceramica, sticla, pertinax, sticlotextolit) echivalent unei conexiuni electrice din montaj (in cablajele clasice are ca echivalent un conductor in tub izolator).
Componenta imprimata - R, L, C, transformator - aplicata pe suportul electroizolant sub forma unei acoperiri metalice sau de alt tip.
Schema imprimata - ansamblu cablaj imprimat - componente imprimate care sunt dispuse pe suport (substrat) electroizolant.
Placa imprimata - suport electroizolant cu cablaj imprimat.
Bloc imprimat - ansamblu placa imprimata + componente imprimate.
Suport placat sau placat - materialul de baza pentru realizarea placii imprimate, format dintr-un suport electroizolant metalizat.
Suport sau substrat - placa de material electroizolant pe care urmeaza a fi depus, printr-o anumita metoda, cablajul imprimat.
Retea de coordonate - retea patrata, formata din linii paralele echidistante,trasata la propriu (pe desenele ajutatoare si eventual pe desenul original) sau la figurat (ea nu mai apare pe placa imprimata, dar exista virtual, prin distantele dintre gaurile sau centrele pastilelor de lipire) pe desenul cablajului imprimat, pentru a pozitiona gaurile de montaj, gaurile de fixare, centrele pastilelor de conectare si traseele imprimate.
Planul retelei de coordonate - distanta dintre doua linii adiacente ale retelei de coordonate (1,27; 2,54 pentru sistemul anglo-saxon si 1,25; 2,5 pentru sistemul metric).
Nod al retelei de coordonate - punctul de intersectie a doua linii ale retelei de coordonate.
Baza retelei de coordonate - nodul considerat ca punct de referinta sau origine a retelei de coordonate.
Gaura de montaj - gaura metalizata sau nemetalizata destinata montarii terminalelor componentelor discrete sau conexiunilor cu conductoare filare.
Gaura metalizata - gaura de montaj sau numai de trecere, pe peretii caruia s-a depus un strat metalic; daca este numai de trecere de la un traseu de pe o fata la un traseu de pe alta fata, asigura continuitatea conductivitatii electrice.
Gaura de baza sau de fixare - gaura pentru pozitionarea precisa a placii in timpul operatiunilor de montaj (atat pe banda cat si montaj final in caseta).
Componenta - are sensul de componenta discreta, volumica, fixata pe circuitul imprimat prin insertie in gauri de montaj si lipita pe fata opusa sau asezata pe circuitul imprimat, fixata printr-un adeziv la placa si lipita pe aceeasi fata; lipirea (sau sudarea) se face cu aliaj Sn-Pb.
Punte - legatura facuta cu un conductor filar, izolat cu tub PVC sau din alt material electroizolant, intre doua conductoare imprimate care nu pot fi conectate direct, deoarece intre ele exista alte conductoare imprimate; se mai numeste si conexiune.
Punte sau conexiune tehnologica - conductor imprimat ajutator care asigura legatura dintre conductoare imprimate separate, in cursul procesului de fabricatie; in final se inlatura sau se distruge.
Corodare sau decapare - micsorarea sectiunii transversale a conductoarelor imprimate (intre baza, adica suport) in timpul procesului de fabricatie; corodarea completa se face la obtinerea placilor imprimate.
Decalaj - distanta dintre doua conductoare imprimate dispuse fata in fata, pe o placa imprimata dubla fata.
Loc larg - portiune pe cablajul imprimat in care se pot mentine si chiar depasi valorile nominale recomandate pentru latimea conductoarelor imprimate, distanta dintre ele si suprafata pastilelor de contactare.
Loc ingust - portiune pe cablajul imprimat in care nu se poate trasa conductoare imprimate cu respectarea valorilor nominale recomandate, (latime, distanta dintre ele, suprafete de contact mai mici decat cele nominale).
Taietura a suprafetei de contact (pastila) - micsorarea suprafetei de contact in scopul maririi distantei pana la cel mai apropiat conductor imprimat.
Portiune sau sector liber - loc in care metalizarea lipseste (pe cablajul imprimat).
Suprafata de contact, pastila (disc) sau pad (patrulater eventual cu colturi rotunjite) a conductorului imprimat, destinata lipirii unui terminal de componenta, deci a interconectarii electrice a acestuia.
Metoda de imprimare - metoda de realizare a cablajului imprimat pe substrat; determina tehnologia de imprimare.
Rezolutie a metodei de imprimare - numarul admisibil de trasee ce pot fi realizate pe milimetru, traseele avand latimea minima admisibila si distanta dintre doua trasee adiacente, de valoare minima admisibila.
Precizia metodei de imprimare - abaterea de dispunere si abaterea dimensiunilor conductoarelor imprimate fata de cele indicate in desenul cablajului imprimat.
Lipire sau sudare - proces tehnologic de realizare a conexiunilor electrice dintre pinii (terminalele) componentelor si suprafetele de contact.
Tehnologii de imprimare - tehnologii de realizare a cablajelor imprimate:
substractive - se pleaca de la un semifabricat simplu placat sau dublu placat, iar traseele conductoare imprimate si celelalte elemente imprimate se obtin prin indepartarea metalului din portiunile ce trebuie sa ramana izolatoare electric;
aditive - traseele conductoare se formeaza si se fixeaza pe substrat in forma definitiva (prin metode chimice si apoi electrochimice);
de sinteza - si substratul si traseele conductoare se realizeaza in aceeasi etapa.
Tehnologii de echipare - asigura pozitionarea si fixarea componentelor pe placa imprimata, urmatoarea faza fiind lipirea.
prin insertie - asigura pozitionarea si fixarea, prin implantarea terminalelor in gauri de montaj, a componentelor pe placa imprimata; terminalele sunt anterior formate (preformate) in scopul unei insertii corecte; majoritatea componentelor vin gata conditionate (preformate) in scopul echiparii automatizate; conditionarea se face prin modelarea formei terminalelor si fixarea pe suporturi (benzi, rulouri etc.), la fabricantul componentelor; pentru echiparea manuala, componentele se livreaza vrac ("varsate" sau "la gramada" ) cu terminale modelate sau nu, caz in care modelarea se face anterior echiparii sau in timpul acesteia (modelare - echipare - modelare - echipare, s.a.m.d.); la echiparea automata, robotul are mai multe dispozitive de preluare a componentelor din suportul de conditionare si de pozitionare.
prin asezare - asigura pozitionarea si fixarea cu adezivi a componentelor montate pe suprafata; se efectueaza numai automat.
Componente montate pe suprafata - SMD (Surface Mounted Devices), sunt componente electronice active sau pasive, care se lipesc pe fata echipata (pe aceeasi fata pe care sunt asezate componentele) dupa ce in prealabil au fost pozitionate si fixate cu adezivi. S-au realizat urmatoarele componente si dispozitive: rezistoare, condensatoare, bobine, transformatoare, conectoare, diode, tranzistoare, tiristoare, optocuploare, circuite integrate. Pentru lipire, SMD sunt prevazute cu pini de lipire, modulati adecvat, sau cu suprafete de lipire, dispunere pe suprafete de lipire, dispunere pe suprafata laterala a capsulei.
Tehnologii de lipire
prin imersie - metoda de lipire simultana a tuturor terminalelor componentelor pe suprafetele de contact ale traseelor imprimate, prin imersia placii echipate in baie de aliaj de lipire topit (Sn-Pb si flux decapant) - cea mai veche metoda.
lipire cu val - cu masini automate; placa imprimata echipata este trecuta cu fata de lipire tangenta la creasta unui val format din aliaj de lipire.
lipire dublu val - primul val este turbulent si proiecteaza lipire in sensul componentelor pentru a asigura o buna "inmuiere" a suprafetelor de lipire; al doilea val este mai putin abrupt si finalizeaza formarea lipiturilor, eliminand scurtcircuitelor; metoda se aplica la montajul pe suprafata SMA - Suface Mounted Assembly.
lipire prin stergere - placa imprimata echipata se plaseaza vertical deasupra baii de lipire; in timpul lipirii, placa se deplaseaza stanga - dreapta - stanga. (usoare vibratii) astfel ca resturile de flux decapant si produsele de reactie se scurg in baie.
lipire prin pendulare - placa imprimata echipata se curbeaza usor intr-un suport, care o deplaseaza tangential cu suprafata baii de lipire; in acest mod se micsoreaza solicitarile termice; se utilizeaza la serii mici, mijlocii si mari.
lipire prin procedeul Sylvania - metoda de lipire selectiva; placa imprimata se fixeaza deasupra baii, aliajul de lipire fiind pompat prin duze care acopera baia; se utilizeaza in productie de masa (bunuri de larg consum).
lipirea in cascada - aliajul de lipire curge deasupra unei suprafete ondulate, placa echipata fiind deplasata, cu fata de lipire deasupra cascadei de aliaj de lipire, in sens invers curgerii.
lipire cu unda stationara - metoda de lipire care urmeaza lipirii in val si "tunderii" terminalelor in care aliajul de lipit formeaza o unda stationara.
Placheta electronica stationara - subansamblu format din placa imprimata, echipata, lipita, inscriptionata, .
Tehnologia subansamblelor
Dictionar:
Ansamblu, ansambluri, s.n. - multime de elemente asociate ordonat, care constituie o unitate functionala, utilitara sau estetica.
Subansamblu, subansambluri, s.n. - grup de piese montate, care constituie o unitate functionala intr-un ansamblu.
Introducere
Unitatea functionala, de baza, in structura AEE este subansamblul electronic. Forma tipica de subansamblu, in industria electronica este interschimbabila, formata dintr-o placa (sau bloc) imprimata, echipata cu componente si dispozitive electrice, electronice si mecanice. Cablajul imprimat poate fi simplu strat, dublu strat, cu sau fara gauri metalizate, multistrat cu gauri metalizate si realizeaza legaturile electrice cu alte subansambluri, conform schemei topologice optime. Legaturile electrice intre subansambluri sunt realizate prin elemente de conectare.
Subansamblurile sunt montate in cadre sau sertare, prevazute cu sine de ghidare si conectoare de fund pentru interconexiuni. Conexiunile dintre subansambluri se realizeaza prin forme de cablu, care pot fi realizate cu conductoare filare (discrete) sau cu cablaje imprimate.
Impartirea ansamblului pe subansambluri sau divizarea schemei electrice, este determinata de imposibilitatea realizarii tuturor functiunilor pe o singura placa imprimata (dimensiuni prea mari, verificare, intretinere, depanare dificila. Prin integrarea pe scara foarte (ultra) larga se obtin circuite complexe, ingloband un numar mare de functiuni in unitatea de volum. Chiar si in aceasta situatie este necesara divizarea schemei electrice pe subansambluri. Proiectarea cablajelor imprimate poate incepe numai dupa definitivarea schemei electrice si a schemei topologice optime.
Schema electrica este rezultatul proiectarii electrice si furnizeaza parametrii necesari ai componentelor si dispozitivelor precum si interconexiunile dintre ele. Schema electrica este proiectata pe baza unei analize aproximative, in care se neglijeaza urmatoarele elemente: marimile parazite ale componentelor precum si cuplajele parazite dintre ele; impedantele parazite ale conexiunilor de semnal mare sau de semnal mic (alimentare, conexiuni intrare - iesire intre circuite, masa de alimentare, masa de semnal, ecrane etc.).
La realizarea practica se tine cont de aceste elemente. Pentru o schema electrica se pot executa mai multe variante constructive sau topologice (de montaj sau de amplasare a componentelor schemei in spatiu), avand functionare diferita. Din aceste motive, pe baza schemei electrice definitivate, se face o proiectare topologica ce are ca rezultat schema topologica optima.
Scheme topologice. Caracteristici principale
O schema topologica este o schema echivalenta schemei electrice, care pune in evidenta detalii topologice si de montaj, referitor la urmatoarele elemente:
impartirea (divizarea) pe subansambluri;
structura masei electronice de alimentare si respectiv a masei de semnal atat in interiorul subansamblurilor cat si intre subansambluri;
modul de alimentare, atat in subansambluri cat si pe ansamblu;
gruparea conductoarelor de conexiune in forme de cablu;
ecranarea unor conductoare sau etaje (circuite) din schema electrica;
detalii referitoare la structura conectoarelor.
Elaborarea schemei topologice optime poate necesita si experimente sau simulari cu ajutorul sistemelor de calcul. Dupa elaborarea schemei topologice optime se poate incepe proiectarea cablajelor imprimate. In anumite situatii, restrictiile impuse in proiectarea circuitelor imprimate fac dificila respectarea anumitor detalii ale schemei topologice optime. Din acest motiv se revine asupra schemei topologice. Proiectarea schemei topologice optime se face pe baza unor principii expuse in capitolele de compatibilitate electromagnetica, proiectare termica, proiectare mecanica, s,a. (punctele 2, 3, 4, 5, 6).
In continuare, sunt prezentate principale etape de proiectare tehnologica, succesive proiectarii topologice optime. Pentru a defini cu claritate aceste etape, se descriu mai intai unele aspecte legate de obtinerea schemei topologice optime, referitor la punctul 1, de mai sus.
Divizarea schemei electrice se poate face fie prin circuite electronice, fie pe functiuni (o functiune se realizeaza prin mai multe circuite electronice). A realiza cate un circuit electronic pe cate o placa imprimata inseamna multe subansambluri, multe conectoare si deci multe interconexiuni. Divizarea pe functiuni inseamna ca pe o placa imprimata se amplaseaza mai multe circuite. Stabilirea dimensiunilor unui subansamblu electronic se face pe baza unor factori de influenta, determinati la randul lor de divizarea schemei electrice. Factorii de influenta sunt urmatorii:
dimensiunea disponibila a suportului placat, stabilita dupa criterii constructive, tehnologice, de standardizare, 4ca de exemplu tehnologia de realizare a placii imprimate, tehnologia de echipare, tehnologia de lipire (sau contactare), asigurarea unui regim climatic corespunzator (temperatura, umiditate, mediu corosiv), asigurarea unui regim mecanic stabil, asigurarea compatibilitatii electromagnetice etc.
numarul si densitatea de echipare a componentelor necesare realizarii unei functiuni sau parti a acesteia; numarul de tipodimensiuni, care scade cu cresterea gradului de integrare si standardizare, in timp ce densitatea de echipare creste;
numarul de interconexiuni de intrare - iesire dintre subansambluri;
numarul de puncte de masurare - verificare - reglare (ajustare);
fiabilitate, mentenabilitate (reparabilitate);
densitatea realizabila a conductoarelor imprimate pe suportul placat;
puterea disipata pe unitatea de volum
criterii de standardizare si tipizare a subansamblurilor, etc.
Formatele standardizate in Europa sunt in principal urmatoarele:

Divizarea pe circuite electronice se aplica acelor scheme sau parti de schema electrica, realizata cu componente si dispozitive electronice integrate pe scara mica, placa imprimata cuprinzand un numar redus de circuite electronice. Rezulta un tip de placa universala pe care se realizeaza cate un circuit electronic (oscilator, amplificator, stabilizator, circuit logic combinational sau secvential simplu etc.) de baza. Pentru realizarea unei functiuni se grupeaza un anumit numar de placi universale intr-un sertar sau cadru, conexiunile intre placi realizandu-se prin conectoare. Dimensiunile placilor sunt standardizate iar conectorii se pozitioneaza pe latura mica, spre panoul posterior al sertarului. Conexiunile de spate sau fund de sertar se fac prin forme de cablu filar sau cablaje imprimate flexibile sau rigide. Conectarea formelor de cablu se face prin lipire sau infasurare (wrappare). Pentru traseele de alimentare si de masa se aloca pini comuni (aceeasi ca ordine) la conectoarele tuturor placilor. In acest mod se realizeaza un numar redus de tipuri de subansambluri care se pot fabrica in serie mare. Dezavantajele sunt urmatoarele: dificultatea testarii pe grupe functionale, numar foarte mare de conectoare (fiabilitate scazuta).
Mai multe sertare se pot grupa intr-un dulap sau cabinet obtinandu-se un sistem modular. Cerintele constructive si functionale ale unui dulap (cabinet) sunt urmatoarele: sa permita montajul unei game dimensionale de subansambluri, suficient de larga; sa aiba soliditate mecanica corelata cu o buna manevrabilitate a subansamblurilor (rezistenta ridicata la socuri, vibratii, acceleratii liniare si alte eforturi mecanice); accesibilitate ridicata la subansambluri pentru montarea, demontarea, controlul si reglarea acestora, atat la fabricatie cat si al exploatare; sa asigure un regim termic corespunzator mediului in care lucreaza; formele de cablu sa fie marcate si pozitionate rational.
Pentru accesibilitate, dulapurile sunt prevazute cu usi rabatabile. Regimul termic este asigurat prin urmatoarele masuri: dispunerea componentelor disipative pe directii de convectie a aerului care nu intersecteaza circuite de putere redusa, sensibile termic; dispunerea uniforma ca putere disipata, in sectiunea orizontala a dulapului, a componentelor disipative; respectarea distantei dintre placile fixate in sertare (in caz contrar inceteaza convectia termica).
Formele de cablu moderne presupun utilizarea conductoarelor multifilare, izolate electric si dispuse in benzi prin lipire cu adezivi.
Observatie:
Intr-o buna masura, divizarea pe circuite este depasita ca solutie si se aplica numai in cazuri speciale (aparatura pentru scopuri didactice, slabe posibilitati de aprovizionare cu dispozitive integrate pe scara larga si foarte larga saracie).
Divizarea pe functiuni asigura solutii optime de amplasare a componentelor si dispozitivelor pe subansambluri, prin reuniunea intr-un subansamblu a unor functiuni mai complexe, realizate cu mai multe circuite MSI (Medium Scale Integration) sau mai putine circuite LSI si VLSI (Large Scale Integration si Very Large Scale Integration ). Se pot mentiona trei metode ale acestei metode, dupa cum urmeaza:
alcatuirea unor grupe functionale reduse, continand 8.12 circuite, asigura reproductibilitate foarte buna, grad ridicat de standardizare, conditii usoare de intretinere si depanare; suportul placat mai utilizat este cel dublu placat si mai rar simplu placat; circuitele utilizate sunt cele MSI.
alcatuirea unor grupe functionale mediu - complexe, ce contin circuite integrate MSI si LSI, asigura reproductibilitate buna, fiabilitate crescuta, densitate mare de echipare si de trasee; suportul placat utilizat este fie dublu placat, fie multistrat.
alcatuirea unor grupe functionale complexe, ce contin circuite MSI, LSI si VLSI, asigura densitate foarte mare de echipare si trasee; numar redus de conectoare, fiabilitate foarte buna; suportul este cel multistrat.
Pentru variantele b) si c), depanarea presupune inlocuirea subansamblului defect si mai rar inlocuirea componentelor sau dispozitivelor defecte. Prin aparitia logicii programate si a microprocesoarelor, in proiectarea si constructia AEE au fost dezvoltate noi metode si procedee, care ofera flexibilitate si fiabilitate ridicata, standardizare constructiva avansata a subansamblurilor. In acest sens, exista subansambluri structural identice (la nivel hard), dar care se deosebesc functional (la nivel software). Testarea unor astfel de sisteme se poate efectua cu programe de autotestare ce pot fi rulate chiar pe microcalculatorul incorporat in sistem.
Desenarea schemei electrice si a schemei topologice optime in vederea proiectarii placilor cu cablaje imprimate.
Pentru cele doua scheme se aplica aceleasi principii si metode.
Observatie:
Deoarece schema topologica este o schema electrica, in continuare se va folosi aceasta denumire.
Formatul A3 este suficient de mare pentru un desen rational care, sa insemne o reprezentare clara, fara o divizare excesiva a schemelor complexe. Pentru subansamblurile a caror schema necesita mai mult spatiu, schema se va desena pe mai multe pagini de format A3, numerotate 1/N la N/N, unde N este numarul total de pagini necesare schemei subansamblului. Pentru facilitatea citirii si urmaririi schemei electrice, paginile se impart in linii si coloane. Liniile se numeroteaza cu majuscule (A, B, C,.), aceleasi pentru toate paginile, iar coloanele cu cifre, incepand cu 1 pentru prima coloana de pe prima pagina. In acest fel,schema electrica va fi caroiata asemenea unei harti. La trecerea unui semnal de pe o pagina pe alta se va specifica adresa caroiajului in care semnalul mai poate fi intalnit. Acest lucru este posibil si in cadrul aceleasi pagini daca desenul este dens si devine greoaie trasarea unui semnal dintr-un caroiaj in altul.
Pe schemele electrice, se denumesc distinct toate semnalele, pentru a obtine usor o lista de legaturi, se figureaza toate cuplele si conectoarele prin care subansamblurile se interconecteaza, se numeroteaza punctele de reglaj si cele de test. Toate componentele si dispozitivele se numeroteaza distinct. Aceasta numerotare trebuie reactualizata dupa definitivarea amplasarii componentelor pe placa imprimata, astfel incat, in final, numerotarea sa corespunda distribuirii lor pe orizontala si verticala in planul de amplasare.
Intocmirea listei de legaturi
La proiectarea asistata de calculator lista de legaturi este realizata automat, prin actiunea unui program specializat. La proiectarea manuala este utila o lista intocmita dupa semnale. Lista de legaturi pune in evidenta traseele care circula la mai multe componente. Pe baza listei de legaturi se amplaseaza mai usor componentele pe placi.
Amplasarea componentelor pe placile imprimate
Dupa stabilirea dimensiunilor placilor imprimate se amplaseaza componentelor pe suprafata acestora. In legatura cu alegerea dimensiunilor placilor imprimate se pot face urmatoarele precizari:
formatul poate fi impus de standarde (necesitatea amplasarii plachetelor electronice sau a subansamblurilor in sertare standardizate).
formatul poate fi impus de spatiul disponibil (abateri de la formele standard.
Amplasarea componentelor schemei electrice pe plachete electronice (componente si dispozitive electronice si de alta natura) se efectueaza respectand unele cerinte sau impuneri. Principalele cerinte de amplasare sunt urmatoarele:
Gaurile de montaj, de baza si centrele suprafetelor de lipire (contactare) sa fie amplasate in nodurile unei retele de coordonate, avand pasul corespunzator distantei minime dintre doi pasi adiacenti. Retelele de coordonate sunt standardizate cu pasul de 0,1 inch sau 2,54 mm la componentele cu montare prin insertie, respectiv cu pasul de 0,05 inch sau 1,27 mm la componentele cu montare pe suprafata. Dispozitivele electronice au distanta dintre doi pini sau dintre centrele a doua suprafete de conectare vecine, egala cu pasul retelei de coordonate. La componentele cu montare prin insertie distanta dintre terminale se poate modifica, prin modelarea terminalelor, la un multiplu intreg al pasului retelei de coordonate. La componentele SMD, distanta dintre centrele suprafetelor de conectare este un multiplu intreg al pasului retelei de coordonate. Pasul retelei de coordonate este impus de distanta minima dintre doi pini adiacenti ai unui dispozitiv (circuit integrat).
Circuitele integrate si componentele cu simetrie axiala se plaseaza cu axa de simetrie paralela cu una din laturile plachetei. Aceasta amplasare este judicioasa atat pentru amplasarea traseelor de interconexiune cat si pentru tehnologia de echipare (capetele de apucare - montare au mai putine miscari de efectuat). Circuitele cu functionare asimetrica (circuite integrate, diode, condensatoare polarizate) vor fi orientate, pe cat posibil, in acelasi sens. De aici rezulta mai putina ambiguitate la depanare si se reduce numarul de miscari la echipare. Inscriptionare elimina partial ambiguitatea ().
Dispozitivele puternic interconectate trebuie sa fie mai apropiate, pentru a micsora marimile parazite ale traseelor de conexiune.
Componentele se vor distribui uniform pe toata suprafata plachetei, astfel incat sa se reduca suprafata locurilor largi si sa se evite aparitia unor locuri inguste. La inalta frecventa, aceasta regula trebuie adaptata cerintelor minimizarii efectelor parazite ale cablajului imprimat.
Circuitele analogice se grupeaza diferit de cele logice, astfel incat sa se realizeze compatibilitatea electromagnetica. In acest sens, circuitele analogice se plaseaza mai aproape de sursele de alimentare, cu evitarea cuplajelor perturbatoare prin traseele de alimentare sau masa electronica (detalii in capitolul de compatibilitate electromagnetica).
Componentele disipative termic se amplaseaza la partea superioara a plachetei, daca aceasta functioneaza in plan vertical in AEE, sau pe marginile ei in dreptul fantei de aerisire din carcasa, daca plachetele functioneaza orizontal (detalii in capitolul de proiectare termica).
Amplasarea componentelor se efectueaza in concordanta cu cerintele operatiilor de reglaj si testare. Dispozitivele de reglaj si testare trebuie sa aiba acces la punctele de reglaj si testare, fara a produce efecte nedorite.
Componentele de gabarit mic si mijlociu se fixeaza direct prin cablaj, dupa ce au fost conditionate pentru echipare; fixarea este asigurata cu adezivi (la echiparea prin asezare) sau prin gaurile de montaj (la echiparea prin insertie) si prin lipire. Componentele de gabarit mare (de preferat, cat mai putine - cu dezvoltarea tehnologiei componentelor si dispozitivelor, numarul scade) se fixeaza prin piese mecanice de asamblare (coliere, socluri, flanse, surub+piulita etc.).
Pozitia componentelor si dispozitivelor pe suprafata plachetei trebuie corelata cu tehnologiile de echipare si lipire disponibile si necesare, corespunzatoare modului de echipare si respectiv lipire (detalii la "Tehnologii de echipare" si "Tehnologii de lipire").
Amplasarea componentelor pe plachete electronice trebuie corelata cu cerintele si restrictiile tehnologiilor disponibile. De aici rezulta corectitudinea sau incorectitudinea desenului de amplasare (valabil pentru o tehnologie, dar nu si pentru altele).
Proiectarea geometriei cablajului imprimat
Proiectarea propriu-zisa a cablajului imprimat debuteaza prin stabilirea dimensiunilor geometrice pentru elementele acestuia: pastile, trasee si a distantelor minime dintre acestea. Limitele impuse in proiectarea tehnologiilor de realizare a cablajelor imprimate se refera la urmatoarele:
dimensiunile minime ale gaurilor pe placa;
dimensiunea minima a coroanei pastilei din jurul gaurii, prin care se garanteaza continuitatea coroanei in jurul tuturor gaurilor;
latimea minima a traseelor, care asigura o probabilitate minima a intreruperii lor (mecanica sau la lipire adica termica);
distanta minima intre doua elemente de cablaj, care garanteaza ca nu apar scurtcircuite intre acestea.
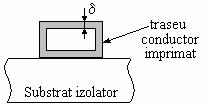
In
figura 1 sunt reprezentate situatiile ideale, corespunzatoare parametrilor
tehnologici cu care se proiecteaza placa, respectiv situatiile reale care se
obtin pe placa datorita abaterilor rezultate din operatiile tehnologice, unde c
reprezinta latimea coroanei circulare (![]() ), d - diametru gaurii de montaj, D - diametru pastilei de
lipire, l - latimea constanta a traseului, d - distanta constanta intre trasee, e - abaterea de la concentricitate.
), d - diametru gaurii de montaj, D - diametru pastilei de
lipire, l - latimea constanta a traseului, d - distanta constanta intre trasee, e - abaterea de la concentricitate.
Fig. 1. Parametrii tehnologici: a) ce s-a proiectat; b) ce s-a obtinut
In tabelul 1 se prezinta comparativ performantele tipice realizabile prin utilizarea a trei categorii de tehnologii distincte.
|
Tabelul 1 |
|||
|
Distante minime [mm] |
Tehnologia fara gauri metalizate |
Tehnologia cu gauri metalizate |
Tehnologia pe baza de raze laser |
|
Diametru gaurilor | |||
|
Dimensiunea coroanei circulare | |||
|
Latimea traseului | |||
|
Distanta dintre elemente | |||
In afara de limitarile tehnologice mai exista si urmatoarele determinari.
Dimensiunile gaurilor sunt determinate de diametrul terminalelor care se insereaza in ele si de existenta metalizarii (STAS 7155-66: 0,8; 1,3; 2,0 mm)
Dimensiunile coroanei circulare (a pastilelor de lipire) depind atat de diametru gaurii cat si de asigurarea unor lipituri corecte si rezistente mecanic, in limitele tehnologiei utilizate (latimi prea mari ale coroanei pot insemna suprafete de lipire mari, deci riscul exfolierii prin acumularea unei cantitati prea mari de caldura, in timpul lipirii, prin rezistenta mecanica scazuta a adezivului fata de eforturile la care este supusa pastila, prin terminalul conectat). De regula, latimea coroanei trebuie sa fie egala cu latimea traseului conductor.
Latimea traseelor si grosimea foliei sunt determinate de intensitatea curentului care circula prin acestea. Pentru grosimile uzuale ale foliei exista o formula simpla, de calcul a latimii minime a traseului imprimat, conform relatiei:
![]() (1)
(1)
unde:
J reprezinta densitatea maxima a curentului prin sectiunea transversala a
traseului imprimat; g - grosimea traseului imprimat; ![]() ;
; ![]() ;
; ![]() .
.
Observatie:
La
o anumita temperatura ![]() corespunde o anumita
densitate de curent
corespunde o anumita
densitate de curent ![]() ;
;
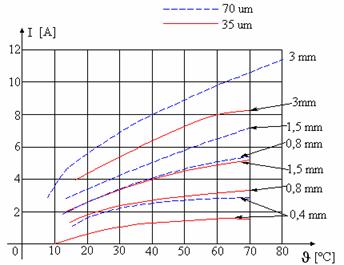
Latimea
traseului imprimat mai depinde si de temperatura de functionare a cablajului
imprimat. Exista grafice pentru determinarea latimii functie de intensitatea
curentului prin trasee si de temperatura de functionare. Datorita grosimii mici
a traseului conductor imprimat, rezulta o suprafata relativ mare a acestuia,
deci o rezistenta termica relativ scazuta fata de mediul ambiant. Din aceste
motive, in relatia (1), valoarea densitatii de curent poate fi destul de mare
fata de valorile uzuale in proiectarea electrica. Pentru ![]() si grosimi uzuale
si grosimi uzuale ![]() si
si ![]() se obtin formulele de
calcul:
se obtin formulele de
calcul:
![]() (2)
(2)
![]() (3)
(3)
unde ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Alte
surse indica valori mult mai mari pentru ![]() , ca de exemplu in tabelul 2.
, ca de exemplu in tabelul 2.
|
Tabelul 2
|
|
|||||||||||||||||
|
Fig. 2. Dependenta dintre intensitatea admisibila a curentului, temperatura de functionare, latimea traseului conductor si grosimea acestuia. |
||||||||||||||||||
Se
verifica sursele: tabelul 2 ![]() ,
, ![]() , rezulta ca
, rezulta ca ![]() . Din figura 2 pentru
. Din figura 2 pentru ![]() ,
, ![]() ,
, ![]() rezulta ca
rezulta ca ![]() . Din relatia (2) pentru
. Din relatia (2) pentru ![]() ,
, ![]() rezulta ca
rezulta ca ![]() la
la ![]() .
.
Concluzie:
Tabelul 2 ofera valorile limita maxima. Cea mai completa informatie o ofera figura 2.
Distanta dintre trasee depinde de tensiunea maxima aplicata intre cele doua trasee. Conform STAS 7155-65, tensiunea intre trasee functie de distanta dintre ele este data in tabelul
|
Tabelul |
|||||||
|
| |||||||
|
|
| ||||||
Observatie:
Peste 500 V se recomanda o crestere a distantei cu 0,005 mm/V.
Distanta minima se aplica doar la densitati mari de trasee (locuri inguste). Pentru locuri largi pe placa imprimata se recomanda distante marite, avand ca efecte urmatoarele: tensiuni de strapungere mai mari, cu avantaje in conditii climatice grele (climat marin, tropical, conditii de subteran etc.); executie usoara a cablajului imprimat prin tehnologii ieftine, cu avantaje privind pretul de cost; capacitati parazite intre trasee de valoare mica. Pe langa aceste restrictii si determinari tehnologice, exista foarte multe altele, dupa cum urmeaza.
Marirea latimii traselor de alimentare si masa, daca este posibil, in functie de densitatea traseelor pe placa. La plachetele dublu strat, alimentarile se traseaza pe o fata, iar masa pe cealalta, pe cat posibil paralel. In acest mod se formeaza capacitati parazite distribuite ce ajuta la deparazitarea traseelor de alimentare. Daca la conectoare exista mai multi pini disponibili, se conecteaza tensiunile de alimentare prin mai multi pini in paralel, micsorandu-se rezistentele de contact si evitandu-se eventualele defectiuni de conectare.
Frecventa maxima de lucru a subansamblului electronic in functie de care, se poate face o impartire aproximativa in clase functionale, dupa cum urmeaza:
joasa
frecventa, ![]() (surse de alimentare,
amplificatoare audio);
(surse de alimentare,
amplificatoare audio);
inalta
frecventa, ![]() (aparatura radio si de
televiziune, aparate de masurare si control de inalta frecventa etc.).
(aparatura radio si de
televiziune, aparate de masurare si control de inalta frecventa etc.).
Factorul frecventa intervine prin trei elemente nedorite si anume:
cresterea efectului capacitatilor parazite dintre trasee (vezi cuplarea parazita capacitiva);
cresterea efectului inductantelor parazite ale traseelor si a cuplajelor dintre ele (vezi cuplarea parazita inductiva);
cresterea rezistentei traseelor conductoare imprimate datorate micsorarii sectiunii efective a acestora prin efect pelicular.
Efectul pelicular consta in micsorarea sectiunii efective prin care circula curentul electric, cu cresterea frecventei acestuia si se datoreaza micsorarii in cresterea frecventei, a adancimii de patrundere, conform cu figura 3 si relatiei (4).
|
|
unde: m - permeabilitatea magnetica a materialului conductor, s - conductivitatea electrica a materialului conductor. |
|
Fig. Ilustrarea efectului pelicular prin adancimea de patrundere a curentului de inalta frecventa. |
Principiul separarii cailor de semnal impune ca traseele imprimate prin care circula curentii de semnal mic sa fie situate cat mai departe de cele prin care circula curentii de semnal mare. In acest mod, se va evita cuplajele parazite capacitive si inductive. Daca nu este posibila distantarea, se recurge la ecranarea prin trasee de masa sau pereti de ecranare conectati la masa (detalii la Cuplarea parazita. Forme de cablu).
Principiul de cuadripol consta in respectarea ordinii intrare - iesire indicata pe schema electrica precum si a amplasarii in ordinea din schema electrica, a etajelor care proceseaza aceleasi semnale.
Clasificarea placilor imprimate (placi din materiale electroizolante placate cu materiale conductoare)
dupa rigiditatea mecanica
rigide (care nu permit raze mici de curbura);
flexibile (cu raze mici de curbura mai mici ca 1.3 mm ).
dupa numarul straturilor metalice
simplu strat (strat metalic pe o singura fata);
dublu strat (dubla fata) au straturi metalice pe ambele fete ale substratului electroizolant; permit o densitate de montaj ridicata la costuri relativ scazute; la cele cu gauri metalizate, operatiunile de contactare pot fi realizate automatizat prin lipire cu val de aliaj de lipire.
multistrat, cu mai mult de doua straturi conductoare, legaturile electrice intre trasee se fac prin gauri metalizate; se utilizeaza la interconectarea circuitelor integrate pe scara foarte mare (VLSI - Very Large Scale Integration), care au mai multe terminale.
Placile imprimate flexibile (sau cablajele imprimate pe suport flexibil) tind sa inlocuiasca formele de cablu filare, care fac legaturile electrice intre subansamblurile unui aparat electronic. In anumite aplicatii, aceste placi flexibile tind sa inlocuiasca si placile rigide. Comparativ cu formele de cablu filare, cablajele flexibile permit o realizare compacta, cu o buna fiabilitate si cuplaje parazite reduse.
In categoria placilor imprimat rigide exista o categorie specifica anumitor aplicatii si anume, cablajele imprimate pe suport ceramic, pentru functionarea la temperaturi ridicate.
La cablajele dublu strat, trecerile se executa si fara metalizarea gaurilor, prin conductoare masive de interconexiune.
Din punct de vedere functional, prin tehnologia cablajelor imprimate se pot realiza urmatoarele:
conductoare imprimate pentru interconectarea, pe un substrat electroizolator, a componentelor fixe sau mobile dintr-un circuit electronic;
componente imprimate de circuit ca: rezistoare, condensatoare, bobine, linii cu constante distribuite (R, L, C), componente pentru microunde (tehnica microstrip)etc.
subansambluri pentru componente mecanice, cu comutari complicate;
parti componente pentru masini electrice (servomotoare, masini speciale etc.), de exemplu motoare de curent continuu cu rotor disc.
Materiale pentru suporturi electroizolante
Cerintele generale impuse materialelor electroizolante sunt urmatoarele:
proprietati electrice bune si stabile in timp, cum sunt:
rezistivitate electrica mare, adica rezistenta de izolatie mare;
rigiditate dielectrica mare, adica tensiunea de strapungere mare;
permitivitate dielectrica redusa ca valoare, adica capacitati parazite mici;
pierderi reduse - curenti de fuga redusi - tangenta unghiului de pierderi mica.
proprietati climatice bune si stabile in timp si anume:
termostabilitate ridicata la temperaturile de lipire si respectiv, de functionare (la lipire, se defineste o temperatura maxima pentru un interval maxim de timp de exemplu 230 C timp de 10s);
buna conductibilitate termica (in anumite aplicatii);
absorbtie si adsorbtie redusa a umiditatii din mediul ambiant;
stabilitate la actiunea factorilor atmosferici si chimici.
proprietati mecanice bune si stabile in timp si anume:
posibilitati de prelucrare prin aschiere si stantare;
rezistenta buna la indoire si la alte eforturi mecanice, atat in timpul prelucrarii, cat si in timpul functionarii;
stabilitate dimensionala, atat in timpul prelucrarii, cat si in timpul functionarii;
neinflamabile si chiar cu proprietati de autostingere.
cost redus.
Materialele pentru suporturi electroizolante se clasifica dupa cum urmeaza:
materiale stratificate - sunt cele mai utilizate pentru suporturi rigide atat in tehnologiile substractive cat si in cele aditive;
mase plastice termoplaste pentru suporturi rigide sau flexibile;
suporturi ceramice (rigide);
folii pentru suporturi flexibile.
Materialele stratificate se fabrica din straturi de hartie, tesatura textila sau din fibre de sticla, impregnate cu lianti (rasini) si tratate termic la presiune ridicata, pentru polimerizarea rasinii. In procesul de fabricatie a suporturilor placate, inainte de tratamentul termic de polimerizare, se depune stratul (straturile) de material conductor.
In functia de natura materialului dielectric, format din tesatura si rasina de impregnare, se disting urmatoarele tipuri de suporturi placate:
|
A1 |
hartie |
Formula: A (textura) + B (rasina): A1+B1 , A2+B2, A2+B3, A2+B4, A1+B2, A2+B5, A2+B6. Fiecare tip placat are anumite caracteristici, dupa cum sunt descrise in continuare. Pentru formula A1+B1 se intalneste denumirea de pertinax sau izoplacat fenolic, care poate fi simplu sau dublu placat si este materialul standard pentru solicitari obisnuite. Aplicatiile sale sunt foarte diverse. Tipuri de pertinax fenolic: XXXP permite prelucrarea la rece; XXXPC prelucrare la cald; FR - 2 este neinflamabil. |
|
|
A2 |
fibre de sticla |
||
|
B1 |
rasina fenolica |
||
|
B2 |
rasina epoxidica |
||
|
B3 |
rasina melaminica |
||
|
B4 |
rasina siliconica |
||
|
B5 |
tetrafluoretilena (teflon) |
||
|
B6 |
rasina poliesterica |
Pentru formula A1+B2 se intalneste de pertinax epoxidic sau izoplacat epoxidic, care poate fi simplu sau dublu placat. Are proprietati electrice, mecanice si termice mai bune decat pertinaxul fenolic. Este mai putin utilizat. Tipuri de pertinax epoxidic: FR - 3 PH neinflamabil, se stanteaza la cald; FR - 3 PX neinflamabil, se stanteaza la rece.
Pentru formula A2+B2, denumirea este de sticlotextolit (simplu placat, dublu placat sau multistrat) epoxidic. Sticlotextolitul epoxidic este materialul standard pentru aparatura de calitate superioara. Se prelucreaza mai dificil. Se mai numeste sticlostratitex. Tipuri de sticlotextolit pentru placi imprimate multistrat sau dublu strat cu gauri metalizate: G-10 material universal (se fabrica si simplu strat); G-11 sticlotextolit termostabil; FR-4 sticlotextolit neinflamabil; FR-5 sticlotextolit neinflamabil si termostabil.
Formula A2+B3 are proprietati mecanice foarte bune, mai ales la frecare, de aceea se utilizeaza pentru comutatoare.
Formula A2+B4 are o comportare foarte buna la frecvente joase si inalte.
Formula A2+B5 are proprietati electrice si termice foarte bune, dar are proprietati mecanice slabe si este foarte scumpa.
Formula A2+B6 are proprietati intre pertinax si sticlotextolit, este ieftina si putin utilizata.
Stratificatele se livreaza sub forma de placi cu dimensiuni pana la 2000 2000 mm, iar grosimile uzuale sunt: 0,65; 0,8 (0,9) si 1,0 (1,1); 1,2; 1,6 (1,5); 2,0; 2,4 (2,6); 3,0 (3,2) mm, cu abateri intre 0,1 si 0,2 mm. Se fabrica, dar mai rar, suporturi cu alte grosimi: 0,2; 0,5; 6,4.
Masele plastice termoplaste sunt de urmatoarele tipuri:
folii de poliamide (poliamidice): au proprietati termoelectrice foarte bune, rezistenta mecanica foarte buna si o buna aderenta a placatului de cupru, dar sunt scumpe; au o foarte buna flexibilitate, raza de curbura 0,5 mm.
folii poliesterice: sunt ieftine, dar nu rezista la temperaturi de peste 230 C; lipirea trebuie facuta cu aliaje cu punct de topire mai mic decat 230 C si foarte rapid;
folii de polietilena;
folii de polipropilena.
Foliile pentru suporturile flexibile se executa de regula din rasini termoplaste, cum sunt urmatoarele: folii poliamidice (Kapron) gI[0,025; 0,15] mm, cu raza de curbura 0,5 mm; folii de teflon (tetrafluor polietilena), cu proprietati termoelectrice exceptionale, dar cu aderenta scazuta a conductoarelor si proprietati mecanice slabe.
In afara de acestea, se mai utilizeaza folii din tesatura de fibre de sticla foarte rara, impregnata cu rasini epoxidice; gI[0,05; 0,1] mm, raza de curbura minima 2 mm. In tabelul 3 sunt prezentate principalele proprietati tehnologice ale unor materiale suport pentru cablaje imprimate.
Tabelul
|
Proprietatea materialul electroizolant |
Tipul materialului electroizolant |
|||
|
A1+B1 |
A1+B2 |
A2+B2 |
A2+B4 |
|
|
Rezistenta la incalzire |
105 la 230 C |
105 la 230 C |
305 la 230 C |
105 la 230 C |
|
Temperatura maxima de lucru |
C clasa A |
C clasa E |
C clasa F |
C clasa H |
|
Prelucrare mecanica |
Dificil la rece |
Satisfacator la rece |
Satisfacator la rece |
Necesita tehnici speciale |
|
Rezistenta de izolatie [MW |
|
|
|
|
|
Permitivitate relativa la 1 MHz | ||||
|
Tangenta unghiului de pierderi la 1 MHz | ||||
|
Rezistenta la indoire [daN/cm2] | ||||
In tabelul 4 sunt date principalele caracteristici ale unor suporturi ceramice.
Tabelul 4.
|
Caracteristica |
Materialul substratului |
||
|
95 % Al2O3 |
95,5 % Al2O3 |
95,5 % BeO |
|
|
Forta de indoire [Kgf/cm2] | |||
|
Forta de compresie [Kgf/cm2] | |||
|
Forta de indoire [Kgf/cm2] | |||
|
Densitatea [g/cm3] | |||
|
Caldura specifica [cal/g] | |||
|
Conductibilitatea termica l [cal cm-1 s-1 C-1/20 C] | |||
|
Temperatura maxima de lucru [ C] | |||
|
Constanta dielectrica la 1 KHz si 25 C | |||
|
Rezistivitatea de volum [W cm2/cm] |
< 1014 |
< 1014 |
< 1017 |
|
Dilatarea termica 0.300 C [ C-1] | |||
Din tabelul 4 rezulta ca la frecvente inalte sunt recomandate ceramicele cu 99.99,5 % Al2O3, deoarece au o constanta dielectrica stabila si factor de pierderi scazut. Pentru disiparea unor puteri foarte mari sunt recomandate ceramicele cu BeO care au conductibilitate termica foarte buna.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4567
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved