| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CUPRINS
Cap.I Memoriu justificativ 1
I.1.Denumirea obiectului proiectat 1 I.2. Capacitatea de productie 1 I.3. Profilul de productie pe sortimente sau grupe de sortimente 1 I.4.Scurt istoric 1 I.5.Despre pastele fainoase 1
Cap. II Tehnologia fabricatiei 7
II.1. Schema tehnologica de obtinere a pastelor fainoase scurte 7 II.2. Descrierea etapelor tehnologice 9 II.3. Utilaje utilizate la fabricarea pastelor fainoase scurte 11
Cap. III. Principalele caracteristici ale materiei prime si a produsului finit 17 III.1. Faina de grau 17 III.2. Principale caracteristici ale materiilor auxiliare 32 III.2.1. Apa folosita la prepararea pastelor fainoase scurte 32 III.3. Pastele fainoase scurte, caracteristici 34
Cap. IV. Memoriu tehnic 35
IV.1. Bilantul de materiale 35
IV.2. Randamentul de fabricatie. Consum specific 41
Cap.V. Implementarea sistemului HACCP 42
V.1. Aspecte generale 42
V.2. Evaluarea punctelor critice de control.
Aplicarea planului HACCP la obtinerea pastelor fainoase scurte 57
Cap.VI. Norme de protectia muncii si reguli de igiena 62
Tema speciala 65
BIBLIOGRAFIE 79
Anexa 1
CAPITOLUL I
MEMORIU JUSTIFICATIV
I.1. Denumirea obiectului proiectat
Sa se proiecteze o linie tehnologica pentru obtinerea pastelor fainoase scurte.
I.2. Capacitatea de productie.
Linia tehnologica proiectata functioneaza cu
o capacitate de 10 T/24 ore, adica ![]() /ora.
/ora.
I.3. Profilul de productie.
Sa se proiecteze o linie tehnologica de obtinere a sortimentului: paste scurte.
I.4. Scurt istoric
Inceputurile prelucrarii cerealelor in consumul uman se pierde in negura vremurilor. In prima perioada cerealele erau consumate odata cu multe alte produse vegetale cum erau fructele si radacinile, apoi omul a inceput sa-si completeze sursele primare de hrana prin selectarea speciilor de plante care-i satisfaceau mai bine nevoile, ceea ce a dus la castigarea de teren de catre cereale, care erau pregatite pentru consum prin sfaramare. Principalul mijloc de prelucrare a cerealelor "moara" a existat in continuare fara intrerupere pe teritoriul Romaniei din perioada Daciei Romane.
Pentru fabricare pastelor fainoase se foloseste faina din grau comun si din grau dur. Pentru obtinerea pastelor fainoase, faina trebuie sa posede calitatea proteinelor precum si sticlozitatea graului din care se obtine. Aceste caracteristici influenteaza structura si insusiriile reologice ale aluatului, prelucrabilitatea lui si calitatea pastelor.
I.5. Despre pastele fainoase
Pastele fainoase sunt produse obtinute din faina de grau si apa, cu sau fara adaos de alte produse folosite pentru marirea valorii nutritive sau imbunatatirea gustului.
Clasificare:
dupa proprietatile organoleptice si fizice
o paste fainoase simple;
o paste fainoase extra;
o paste fainoase super.
dupa forma si dimensiune:
o paste fainoase lungi;
o paste fainoase medii;
o paste fainoase scurte.
dupa compozitie:
o paste fainoase simple;
o paste fainoase cu adaosuri de oua;
o paste fainoase cu adaosuri nutritive;
o paste fainoase obtinute din alte tipuri de faina.
Pastele fainoase de diferite forme si gramaje se fabrica dupa retetele si tehnologia proprie, cu respectarea normelor de protectie sanitara a alimentelor in vigoare in Comunitatea Europeana si Romania.
Toate materiile prime folosite trebuie sa corespunda Standardelor Comunitatii Europene, romane si dispozitiilor sanitare in vigoare Ordinul MS 975/1998.
Procesul tehnologic si tehnologia de control pentru obtinerea pastelor fainoase de diferite forme este prezentat in anexa fiind aprobat la certificarea calitativa a produsului.
Tabel 1. Proprietati organoleptice ale pastelor fainoase
|
Nr. crt. |
CARACTERISTICI |
PASTE FAINOASE'EXTRA' |
|
Aspect : suprafata sectiune |
- neteda,fara striatiuni, fara urme de faina, translucide - lucios,se admit particule punctiforme de culoare slab bruna pana la roscat. |
|
|
Culoare |
alb-galbuie,uniforma pe toata suprafata produsului |
|
|
Miros si gust |
caracteristic,fara miros si gust strain,de mucegai. |
|
|
Comportare la fierbere |
elastic,sa nu se lipeasca intre ele,sa nu se desfaca la incheieturi; apa in care au fiert sa fie slab opalescenta |
|
|
Corpuri straine |
lipsa |
|
|
Infestare |
nu se admite prezenta arahnidelor si insectelor vii in orice stadiu de dezvoltare. |
Se considera defecte pastele fainoase deformate,sfaramate sau sparte:
deformate sunt pastele fainoase nesudate pe linia de imbinare sau cele care se abat de la forma sortimentului.
sfaramaturi sunt fragmentele de paste fainoase mai mici de 5mm.
sparturi sunt fragmentele mai mari de 5mm.
Tabel 2. Defecte de fabricatie admise pentru pastele fainoase
|
Denumire defect |
Conditii de admisibilitate |
|||
|
Ambalaj transport(lazi) |
Ambalaj desfacere(pungi,cutii) |
|||
|
Extra si super |
Obisnuite |
Extra si super |
Obisnuite |
|
|
Sfaramaturi % max. |
3 |
4 |
||
|
Deformate % max. |
8 |
10 |
||
|
Sparturi % max. |
4 |
7 |
||
In timpul desfasurarii procesului de fabricare a pastelor fainoase pot apare abateri de la procesul tehnologic, care conduc la unele defecte, uneori pana la transformarea unei cantitati insemnate in deseuri sau rebuturi. Pe faze de fabricatie, acestea pot fi :
la pregatirea materiilor prime si auxiliare:
lipsa de omogenizare a fainurilor ce
intra in reteta de fabricatie a
pastelor fainoase conduce la produse de culoare neuniforma la suprafata si in
sectiune. Remedierea consta intr-o atentie deosebita care trebuie sa se acorde
omogenizarii fainurilor inainte de a fi folosite la prepararea aluatului;
acelasi defect se constata daca nu se
omogenizeaza bine si restul
materiilor auxiliare ce compun reteta de fabricatie;
la amestecarea si framantarea aluatului,
pot apare aluaturi neuniforme,
neomogene, datorita unei amestecari insuficiente. Aceasta poale conduce la
paste neuniforme pe suprafata, in sectiune, iar la fierbere se produc deformari
si se lipesc. Defectul de calitate se poate preveni prin realizarea unui aluat
omogen, elastic si plastic;
la modelare pot apare produse cu
zgarieturi si suprafata aspra. Aceste
defecte se pot datora folosirii matritelor cu orificii cu suprafata neuniforma
sau necuratate dupa opririle mai mari de 25-30 minute. Eliminarea acestor
defecte se poate realiza prin ingrijirea si un control permanent al calitatii
matritelor in timpul procesului de productie;
la o preuscare prea rapida a aluatului modelat
pentru paste fainoase si aplicarea unui regim de temperatura si umiditate
relativa necorespunzatoare
se produc fisuri la suprafata produselor si deformatii. Aplicarea unui regim de
preuscare adecvat sortimentului de paste fainoase fabricat, cu o temperatura
de 55-65C si o umiditate relativa de 65-85% la pastele fainoase scurte,
conduce la obtinerea unor produse de buna calitate;
produsele modelate pot prezenta neuniformitate
in dimensiuni ca:
grosimi diferite, inele si dungi ia suprafata, deformari si rupturi in
sectiune.
Acestea se datoreaza variatiilor bruste de viteza, in timpul procesului de
modelare. Aceste defecte se pot evita prin realizarea unei viteze uniforme de
presare si modelare, pe tot parcursul prelucrarii;
crapaturi sub forma de inele pot apare pe suprafata
produselor
modelate si uscate, datorita zvantarii excesive realizate la iesirea pastelor
din
matrita. Defectul se poate elimina prin adaptarea zvantarii produselor
modelate la cerintele sortimentului fabricat:
produsele finite se prezinta casante,
fisurate si se rup usor; cauza
consta intr-o uscare fortata si cu parametrii aerului necorespunzatori
sortimentului fabricat. Pentru
prevenirea acestui defect se realizeaza o
concordanta intre viteza, temperatura si umiditatea relativa a aerului de
uscare
cu sortimentul de paste fainoase fabricat. La pastele fainoase scurte
temperatura variaza de la 30 la 40C si umiditatea relativa de la 60 la 80%;
la fierbere produsul poate prezenta gust
de acru, o aciditate crescuta,
precum si miros si gust de mucegai. Cauza consta in incetinirea si insuficienta
uscarii produselor modelate. Evitarea defectului se realizeaza prin aplicarea
regimului de uscare solicitat de sortimentul fabricat;
produsele deformate, rupte, sparte etc, datorita modului
necorespunzator in care produsele modelate sunt asezate la preuscare si uscare.
Eliminarea defectelor se realizeaza printr-o asezare atenta a produselor
modelate in casete, uscatoare sau pe benzi;
la fierbere, produsele se inmoaie si se
lipesc usor. Apa de fierbere este
opaca, cu sediment pronuntat de amidon. Produsele provin dintr-o faina de
calitate necorespunzatoare, iar fierberea s-a facut prea mult. Defectele pot fi
inlaturate prin folosirea unei faini corespunzatoare sortimentului si o
fierbere
corespunzatoare de 20-30 minute.
CAPITOLUL II
TEHNOLOGIA FABRICATIEI
II.1. Schema tehnologica de obtinere a pastelor fainoase scurte
![]()
![]()
Receptie calitativa si cantitativa
Receptia cantitativa si calitativa
![]()
![]()
Depozitare
![]()
Dozarea apei
Cernerea fainii
![]()
![]()
Dozarea fainii
![]()
![]()
![]()
Framantarea aluatului
![]()
Compactarea aluatului
![]()
Modelarea aluatului
![]()
Preuscarea pastelor modelate
![]()
Uscarea propriu-zisa a pastelor preuscate
![]()
Stabilizarea pastelor fainoase
![]()
Ambalarea pastelor fainoase
![]()
Depozitarea pastelor fainoase
![]()
Livrarea pastelor fainoase scurte
Fig.1. Schema tehnologica
II.2. Descrierea etapelor tehnologice de obtinere a pastelor fainoase scurte
Dozarea materiilor prime si auxiliare. Are drept scop obtinerea aluatului cu insusiri reologice optime,in vederea realizarii produselor de calitate si cu compozitia dorita.Un rol important il are respectarea raportului faina-apa. El influenteaza consistenta aluatului, gradul de compactizare, comportarea la modelare a acestuia si calitatea pastelor obtinute.
Prepararea aluatului. Prepararea aluatului de paste fainoase comporta doua faze: framantarea si compactizarea.
Framantarea aluatului. Aceasta operatie realizeaza amestecarea componentelor aluatului si hidratarea particulelor de faina. Pentru calitatea pastelor fainoase,foarte importanti sunt parametrii de obtinere a aluatului: umiditatea si temperatura optima ale aluatului,durata si intensitatea framantarii.
Umiditatea aluatului. Aluatul pentru paste fainoase se caracterizeaza prin consistenta mare, care se obtine prin folosirea unei cantitati minime de apa. Umiditatea aluatului de paste este de 28 - 33%,adica la prepararea lui se foloseste aproximativ jumatate din capacitatea de hidratare a fainii. Din acest motiv, la sfarsitul operatiei aluatul se prezinta sub forma de bulgari, sau sub forma pulverulenta. Acesta forma are drept cauza lipsa scheletului glutenic care nu se formeaza datorita cantitatii mici de apa din aluat. Pentru umectarea uniforma a particicilor de faina este necesar ca apa si faina sa fie introduse fin dispersate in malaxor. In functie de umiditatea si de consistenta aluatului se deosebesc trei tipuri de aluaturi.
aluat tare;
aluat de consistenta medie,
aluat de consistenta moale.
Curgerea are loc prin alunecare, daca fortele de coeziune ale aluatului sunt mai mari decat fortele de adeziune. In acest caz, aluatul curge prin orificii cu viteza aproximativ constanta. El nu se lipeste de suprafetele matritei si rezulta produse cu suprafata neteda.
Reducerea lipirii aluatului de matrita se realizeaza prin:
prelucrarea fina a suprafetei canalelor matritei sau acoperirea lor cu materiale hidrofobe;
introducerea in aluat a unor materiale care reduc aderenta aluatului la orifiiciile matritei de exemplul emulgatori;
adoptarea de profiluri ale orificiilor matritei care sa scurteze drumul parcus de aluat prin acestea ( orifiicii de forma tronconica cu baza mare in jos );
prepararea de aluaturi consistente si din fainuri care dau aluaturi cu lipiciozitate redusa.
Indiferent de metoda de modelare, calitatea pastelor fainoase modelate este influentata de urmatorii factori:
calitatea fainii,
granulozitatea fainii;
umiditatea aluatului,
temperatura aluatului;
presiunea si viteza de presare,
Taierea pastelor fainoase. Scopul operatiei este obtinerea pastelor modelate cu lungimea necesara. Pentru pastele scurte, taierea firelor de aluat se face pentru obtinerea lungimii si formatului dorit si se poate realiza perpendicular pe directia de curgere aluatului prin matrita sau oblic. Se folosesc in acest scop cutite rotative plasate sub matrita, a caror lama are turatia reglabila in functie de lungimea dorita a pastelor.
Pregatirea pastelor modelate in vederea uscarii. Operatia urmareste asezarea pastelor modelate pe suprafetele sau dispozitive pe care se va realiza uscarea, astfel incat schimbul de umiditate si calitatea produsului obtinut sa fie optim.Modul de asezarea a pastelor fainoase depinde de felul produsului si de gradul de mecanizare a instalatiilor de uscare.
pastele fainoase scurte se aseaza pe rame cu sita sau benzi benzi transportoare din impletitura care permit o buna circulatie a aerului, sub forma unui strat de grosime uniforma.
Preuscarea. Pentru pastele scurte, preuscarea se realizeaza cu aer la temperaturi de 30 - 35 oC , iar uscarea la 40 - 55oC pentru sortimentele mai rezistente, si la o umiditate relativa a aerului de 65 - 85% , durata procesului fiind de 7 - 14 ore.
Uscarea. Scopul, operatiei este reducerea umiditatii pastelor pana la o valoare care sa la permita conservarea, reducerea care sa se faca cu consum minim de energie si cu obtinerea pastelor de calitate. Procesul de uscare se bazeaza pe migrarea umiditatii din interiorul pastelor la exteriorul lor si cedarea ulterioara a acesteia mediului inconjurator. Deplasarea interioara a umiditatii se face prin difuziune, datorita gradientului de umiditate si are loc de la straturile interioare mai umede la cele exterioare mai uscate si prin termodifuzie, datorita gradientului de temperatura, de la straturile mai calde la cele mai reci. Cantitatea de umiditate ajunsa din straturile centrale in stratul superficial este suma algebrica a celor doua fluxuri de umiditate, prin difuziune si termodifuzie. Pentru ca uscarea pastelor sa aiba loc, trebuie ca rezultanta celor doua fluxuri de umiditate sa fie pozitiva, adica sa fie indreptata spre exterior. Uscarea are loc in conditii optime cand cantitatea de umiditate cedata mediului inconjurator este egala cu cantitatea de umiditate adusa din interior la exteriorul produsului.
cantitatea de apa evaporata este mai mare decat cea ajunsa la suprafata produsului, caz in care se produce craparea pastelor;
cantitatea de apa evaporata este mai mica decat cea ajunsa la suprafata produsului, caz in care are loc mucigairea lui.
In timpul uscarii, umiditatea pastelor variaza de la umiditatea initiala de 28 - 33% pana la umiditatea finala care este situata sub 13%, variatie care nu reprezinta o problema pentru tehnica actuala de uscare.
Stabilirea sfarsitului uscarii. Umiditatea finala pana la care se conduce uscarea se stabileste in functie de umiditatea mediului in care se transporta si se depoziteaza, deoarece pastele fainoase pentru absorbi sau pot ceda umiditate mediului inconjurator, pana la atingerea umiditatii echilibrului higrometric.
Stabilizarea pastelor fainoase. Dupa uscare, pastele fainoase se supun operatiei de stabilizare , in scopul repartizarii uniforme a umiditatii in produs. Operatia se realizeaza in conditii in care sa permita scaderea treptata a temperaturii pastelor pana la temperatura depozitului. Racirea brusca poate conduce la fisurarea lor. Operatia dureaza cate ore (7 - 10 ore)
Ambalarea pastelor fainoase scurte. Pentru pastele fainoase se face o ambalare de prezentare si o ambalare de protectie la socuri mecanice, care pot interveni in timpul transportului. Ambalarea de prezentate consta in:
ambalarea in cutii de carton;
ambalarea in pungi de hartie pergaminata;
ambalare in vrac.
Depozitarea pastelor fainoase. Pentru mentinerea calitatii produselor, depozitarea lor trebuie sa se faca in medie cu umiditatea relativa a aerului de maximum 60 -65% si temperatura de 10 - 20oC, evitandu-se variatiile bruste de temperatura care duc la condensarea apei pe suprafata produselor.
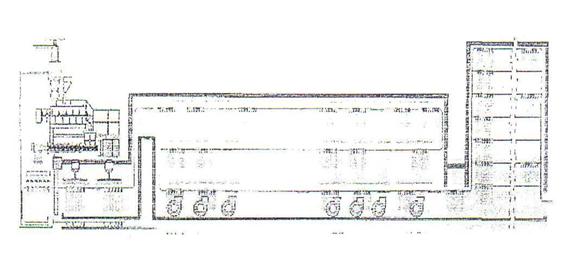
II.3. Utilaje utilizate la fabricarea pastelor fainoase
In figura 1 este prezentata schema completa a unei linii de producere a pastelor fainoase. Se disting urmatoarele zone:
modelarea aluatului - zone ce cuprinde dozatoarele, malaxorul de aluat, extruderul prin matrita de modelare
zona de preuscare
prima uscare
zona de stabilizare
a doua uscare
zona de temperatura inalta
zona de stabilizare
|
|
Figura 2. Schema liniei de producere a pastelor fainoase
Dozarea materiilor prime se face cu ajutorul unor dozatoare automate, care realizeaza atat dozarea fainii, cat si a apei.
Utilaje pentru prepararea aluatului
Dozatoarele folosite trebuie sa alimenteze malaxorul cu materiale sub forma unui suvoi continuu. Reglarea dozajului se face prin modificarea cantitatii de material ce trece in cuva malaxorului in unitatea de timp.
Pentru dozarea fainii se folosesc urmatoarele tipuri de dozatoare:
dozatorul
cu banda rulanta, la care reglarea cantitatii debitate in cuva
malaxorului se face prin reglarea inaltimii stratului de faina;
dozatorul
cu tambur rotativ, la care trecerea fainii din buncarul de
alimentare in cuva malaxorului se face cu ajutorul unui tambur rotativ (ecluza
rotativa); reglarea dozajului se obtine fie prin modificarea rotatiei
tamburului,
fie prin modificarea capacitatii buzunaraselor tamburului;
dozatorul cu platan, la care cantitatea
dozata se regleaza prin marirea
sau micsorarea patrunderii racletului in stratul de faina;
dozatorul cu transportor elicoidal, la
care, prin modificarea turatiei
axului se schimba productivitatea transportorului, respectiv cantitatea dozata;
dozatorul cu vibrator, compus dintr-o
palnie avand doi pereti opusi
cu miscare vibratorie; in partea de jos palnia are o deschidere a carei
sectiune
se poate modifica cu ajutorul unui subar, in functie de cerintele dozajului.
Pentru dozarea apei se folosesc:
dozatoare cu robinet, la care cantitatea dozata se modifica prin inchiderea sau deschiderea lor, ceea ce duce la modificarea sectiunii canalelor de trecere a lichidului prin robinet;
dozatoare cu pompe cu piston cu simplu efect, actionate cu aer comprimat si prevazute cu posibilitatea de reglare a cursei pistonului.
Alimentarea dozatoarelor de apa se face din rezervoare cu nivel constant, la care reglarea temperaturii se obtine in mod automat.
Dupa operatia de dozare, urmeaza cea de amestecare a materiilor prime, cu ajutorul amestecatorului (malaxorului). Acesta se compune din trei parti distincte:
amestecatorul de mare viteza si
realizeaza distributia uniforma a
apei in granulele de faina, cu scopul tehnologic de formare a retelei
de gluten;
amestecatoarele propriu-zise, al caror
numar variaza functie de tipul
presei; amestecarea este rezultatul rotirii bratelor amestecatorului
- amestecatorul sub vacuum, in forma de W , astfel configurat, incat sa realizeze cele doua functii, de amestecare a componentelor si de impingere a aluatului obtinut spre partea de iesire.
Amestecatorul de mare viteza se compune dintr-un cilindru cu doua sectiuni, fiecare continand cate un brat cu palete rotative care se intersecteaza si se rotesc in sens trigonometric cu viteze foarte mari (900 rot/min).
Aceste malaxoare fac corp comun cu instalatia de modelare prin presare. Acestea nu ar trebui sa fie denumite malaxoare, deoarece cu ajutorul lor aluatul nu se framanta, ci numai se umecteaza faina uniform prin contactul cu apa.
Prin rotirea bratelor se produce amestecarea si formarea masei granulare de aluat pe parcursul deplasarii inspre capatul cuvei opus celui de alimentare. Instalatiile moderne realizeaza amestecarea sub vid (650-720 mmHg), ceea ce contribuie in mod substantial la imbunatatirea calitatii produselor, obtinandu-se paste mai sticloase, cu nuanta galbuie si rezistenta mecanica superioara. Framantarea sub vid, reducand contactul dintre aluat si aer, diminueaza oxidarea si degradarea substantelor carotenice ale fainii. Pe de alta parte, vidul franeaza actiunea tirozinazei si deci reduce inchiderea la culoare a aluatului.
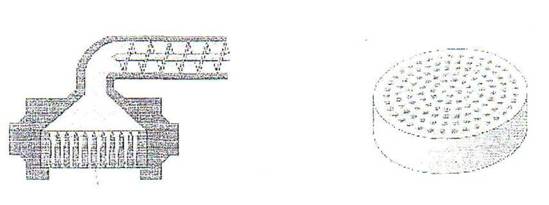
Utilaje pentru modelarea aluatului
Extruderul figura 2 are un dublu rol: de a realiza framantarea aluatului, cu scopul omogenizarii complete a acestuia, si comprimarea aluatului la partea finala a extruderului. obligandu-l sa treaca prin orificiile matritei de extrudare, conferind astfel pastei fainoase forma finala.
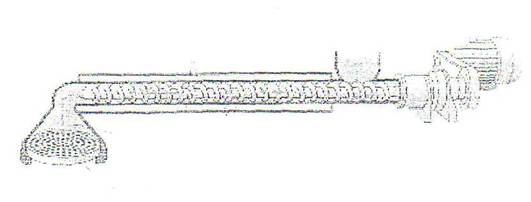
Figura3. -Extruder
Extruderul se compune dintr-o gura de alimentare, un melc de amestecare - presare si matrita de extrudare.
Datorita temperaturilor mari care se dezvolta in interiorul cilindrului (pana la 89C), acesta este prevazut la manta cu un circuit de racire figura3:
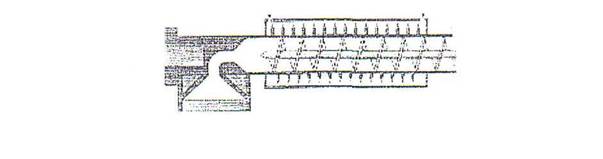 Figura4. - Sistemul de racire al extruderului
Figura4. - Sistemul de racire al extruderului
Modelarea propriu-zisa a formei pastei fainoase se realizeaza in partea finala a extruderului, in capul matritei (figura4.) in care este dispusa matrita propriu-zisa de modelare(figura5.). Aceasta se compune dintr-un corp in care sunt realizate mai multe orificii, functie de tipul pastei care trebuie produsa. in aceste orificii se introduc pastilele, printre care aluatul de paste fainoase, datorita fortei de presare a extruderului, este obligat sa treaca, fiind astfel configurat in forma dorita.
|
|
Fig. 5. Matrita Fig.6. Capul matritei
Corpul matritei este realizat din materiale metalice (otel inoxidabil, bronz), iar pastilele, care constituie suprafata activa de modelare - extrudare, din bronz sau materiale plastice (Teflon - politetrafluoretilena). Datorita acestor materiale se obtin suprafete mai lucioase, cu rezistenta scazuta la deplasarea aluatului. Principalele calitati pe care trebuie sa le indeplineasca materialele destinate constructiei matritelor sunt:
rezistenta mare la uzura, presiune si temperatura;
prelucrare usoara, spre a se putea da forme diferite orificiilor;
- coeficienti de frecare foarte mici si aderenta cat mai scazuta cu aluatul, spre a usura presarea, a evita lipirea si a nu deforma pastele;
- sa nu oxideze in contact cu aerul sau sub actiunea componentilor aluatului;
- sa nu intre in reactie cu aluatul ori sa-i transmita miros, gust sau culoare straina.
Dispozitive pentru taierea pastelor dupa modelare;
Taierea aluatului pentru paste scurte se face cu un cutit rotativ montat sub matrita. Lama cutitului are o viteza de rotatie reglabila, in functie de lungimea pe care urmeaza sa o aiba pastele.
Taierea firelor de aluat se poate face perpendicular pe directia de curgere a aluatului prin matrita, situatie care este cel mai des intalnita, sau oblic pentru unele sortimente.
Taierea perpendiculara se face cu un cutit a carui lama este paralela cu suprafata interioara a matritei. Taierea oblica se face cu un cutit de constructie speciala, avand forma unui con cu suprafata interioara oblica, iar cea exterioara in trepte. Conul este prevazut cu o serie de orificii amplasate corespunzator punctelor de curgere de pe matrita. In interiorul conului se afla montat un cutit cu lama paralela cu suprafata interioara. La iesirea din matrita, firele de aluat intra in orificiile conului, iar prin rotirea cutitului sunt taiate oblic la lungimea dorita.
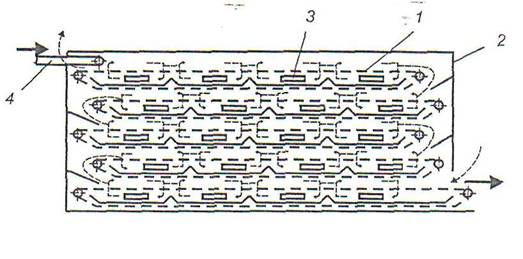
Utilaje pentru uscarea pastelor
Dupa ce pasta fainoasa a fost modelata, urmeaza operatia de uscare in uscator. Un astfel de uscator cu benzi suprapuse realizeaza uscarea pastelor fainoase prin circulatia in contracurent a acestuia si a aerului. Produsul este deplasat continuu, in strat subtire, in interiorul unei incinte, prin intermediul uneia sau mai multor benzi transportoare.
In figura7. este prezentata schema unui astfel de uscator cu benzi suprapuse pentru paste fainoase. Uscatorul este format din mai multe benzi perforate 1, in miscare usor vibratorie. Benzile sunt dispuse suprapus intr-o carcasa metalica 2.
Capetele benzilor sunt decalate pentru a permite produselor de pe benzile superioare sa cada peste benzile inferioare.
Sub fiecare banda se afla ventilatoarele 3, actionate individual de la electromotoare.
Actionarea benzilor se face prin ansamblu electromotor - reductor. miscarea transmitandu-se la unul din valturile care infasoara banda.
Alimentarea cu produs se face cu ajutorul transportorului 4 pe banda superioara. De aici, produsul, partial uscat, cade din banda in banda. Uscarea produsului se realizeaza prin suflarea aerului in contrasens cu deplasarea produsului si de sub banda.
|
|
Fig. 7 Uscator cu benzi suprapuse pentru uscarea pastelor fainoase: 1 - benzi de uscare; 2 - carcasa; 3 - ventilator; 4 - banda de alimentare.
CAPITOLUL III
PRINCIPALELE CARACTERISTICI ALE MATERIEI PRIME
III.1. Faina de grau
Culoarea fainii de grau
Dupa culoare, in practica, faina de grau se clasifica in:
faina alba,
faina semialba,
faina neagra.
Metoda cea mai folosita in brutarii pentru verificarea culorii fainii astea cea comparativa, denumita si metoda Pekar. Ea consta in compararea culorii probei de faina cu, culoarea unei faini etalon. Etaloanele de faina se stabilesc pentru fiecare sort de faina si se pastreaza la intuneric, loc uscat, in recipienti inchisi si se reinnoiesc lunar
Culoarea fainii in practica industriala este un indice cantitativ orientativ, aprecierea exacta a fainei facandu-se pe baza continutului de cenusa.
Fainuri contin pe langa particulele provenite din endosperm si particule de tarata. Culoarea fainurilor este determinata pe de o parte de proportia in care se gasesc particulele de endosperm si invelis si pe de alta parte de marimea acestora. Particulele provenite din endosperm au culoare alb-galbuie, ca urmare a pigmentilor carotenici pe care ii contin, in timp ce partile provenite din invelis au culoare inchisa, data de pigmentii flavonici.
Fainurile de extractie ridicata, au culoare mai inchisa, datorita particulelor de tarata din componenta si in unele cazuri datorita continutului de impuritati ramase in masa de grau dupa curatire, a continutului de boabe malurate, incinse, incoltite, caramelizate datorita uscarii.
Culoarea fainii este influentata de gradul de participare al diferitelor parti anatomice ale bobului de grau la constituirea fainurilor
Marimea granulelor poate defini de asemene culoarea fainii, in sensul ca particulele mari, ca urmare a umbrelor pe care le creaza pe suprafata fainii, dau o culoare mai inchisa. Prin macinarea fainii de granulatie ridicata, culoarea se deschide.
Culoarea fainii mai poate fi influentata si
de temperatura cu care aceasta iese dinte tavalugi, temperatura care este
determinata de regimul de macinare. La o temperatura de
Modul de combinare, amestec si dozare a diferitelor fractiuni rezultate in procesul de cernere, conditioneaza culoarea fainii, atat ca nuanta, dar mai ales ca uniformitate.
In timpul depozitarii, faina, functie de conditiile si durata de pastrare, ca urmare a proceselor fizice, chimice si biochimice ce au loc, este supusa unui fenomen de deschidere la culoare, datorat transformarii sub actiunea oxigenului a combinatiilor carotenoide nesaturate in combinatiile de forma peroxidica saturate si incolore.
Accelerarea procesului de deschidere la culoare se poate realiza in atmosfera bogata in oxigen si prin tratarea fainurilor cu diferite substante oxidante. De regula intre culoarea fainii de grau si culoarea miezului de paine trebuie sa existe o legatura directa: o faina de culoare deschisa conduce la o paine cu miez de culoare deschisa.
Cu toata aceasta corelatie intre culoarea fainii si a miezului piinii exista cazuri cand dintr-o faina alba se obtine o piine de culoare inchisa. Acest lucru se explica prin actiunea enzimei tirozinaza asupra aminoacidului tirozina, pe care sub actiunea oxigenului din aer il oxideaza cu formare de melanine de culoare neagra, care imprima atat aluatului cit si miezului piinii o culoare inchisa.
Gustul fainii de grau
Fainurile corespunzatoare calitativ au gust placut, dulceag, caracteristic unui produs sanatos. Prezenta unui gust strain, impropriu de amar, acru, ranced sau de alta natura, face ca faina sa nu fie corespunzatoare calitativ. Aceste defecte se pot datora, fie macinarii unui grau cu defecte de gust si depozitarii necorespunzatoare a fainii, fie datorita atacului daunatorilor.
Faina cu astfel de defecte conduce la obtinerea unei paini cu miros impropiu care nu poate fi consumata. Odata cu aprecierea gustului se stabileste si eventuala prezenta a impuritatilor minerale, prin scrasnetul pe care il produce la mestecare.
Gradul de finete al fainurilor
Finetea fainurilor, reprezentata de marimea particulelor rezultate la macinis, este un indice de calitate foarte important, intrucat determina in mare masura viteza proceselor fizico-chimice, biochimice, coloidale, insusirile de panificatie ale aluatului, randamentul fainii in paine, precum si digestibilitatea.
Finetea fainii se stabileste prin cernerea unei cantitati de faina folosind un set de site calibrate si tinand seama de cantitatea de faina ce ramane si trece prin site.
Cu cat faina este mai fin macinata, cu atat suprafata specifica a particulelor de faina este mai mare si deci si capacitatea de a lega coloidal apa in procesul framantarii aluatului este mai mare. Cu cat faina este mai fin macinata cu atat durata formarii glutenului si a aluatului este mai mica. In cazul fainurilor fin macinate activitatea enzimelor proteolitice este pronuntata, ceea ce conduce la o descrestere accentuata a consistentei aluatului in fazele de framantare, fermentare si prelucrare.
Din aceste considerente se recomanda ca fainurile cu gluten slab sa aiba particule mai mari de 46 μm. Faina provenita din grane normale, nu contine enzima α amilaza, iar actiunea enzimei β-amilaza, care se gaseste in exces, este direct proportionala cu suprafata particulei de amidon. In faina fin macinata, suprafata de actiune pentru β-amilaza este mai mare ceea ce favorizeaza cresterea continutului in maltoza, rezultata din hidroliza amidonului.
Capacitatea de formare a maltozei depinde nu numai de marimea particulelor ci si de gradul de deteriorare a granulelor de amidon sub actiunea mecanica a valturilor. Starea granulei de amidon influenteaza capacitatea fainurilor de a absorbi apa.
Faina cu un continut mai mare de granule de amidon deteriorate prezinta o capacitate de hidratare ridicata si un indice de sedimentare mai bun.
O faina prea fin macinata, in contact cu apa, formeaza aluatul intr-un timp scurt, avand o consistenta normala, insa care se inmoaie pe parcursul prelucrarii conducand la o paine aplatizata, de volum mic, cu porozitate necorespunzatoare. Daca faina este foarte fina mergand pana la distrugerea granulei de amidon - asa numitele fainuri moarte - randamentul de panificatie este redus, similar cu cel al fainurilor de granulatie mare. Se recomanda ca faina sa aiba o granulatie mijlocie.
Continutul de impuritati
Sunt considerate impuritati numai acele particule care nu fac parte din bobul din care provine faina. In aceste conditii particulele de tarata si germenele nu sunt considerate impuritati.
Cele mai intalnite impuritati in faina sunt cele provenite din macinarea altor seminte cerealiere si de buruieni, care nu au putut fi indepartate in procesul de pregatire si conditionare a cerealelor. Prezenta acestora in faina este imposibil de determinat.
Cele mai importante impuritati din acesta categorie sunt cele vatamatoare, provenite din seminte de neghina, malura, cornul secarei si altele care nu trebuie sa depaseasca la neghina 0,1%, malura 0,04%, cornul secarei 0,01%, raportat la graul intrat in macinis.
In faina se pot intalni impuritati feroase sub forma de aschii, pulbere. se pot admite numai pulberi feroase in proportie de 0,01 mg/kg faina
Umiditatea fainii.
Prin umiditatea unui produs se intelege continutul de apa al produsului respectiv, exprimat in procente fata de masa totala. Dupa forma in care se gaseste apa, umiditatea produsului se poate imparti in:
umiditatea din macrocapilare, respectiv apa libera;
umiditatea din microcapilare, care umple porii ingusti;
umiditatea de imbibare, respectiv de structura, care patrunde in interiorul micelelor cu structura macromoleculara;
umiditatea de absorbtie, respectiv apa legata.
Umiditatea fainii este data de umiditatea initiala a graului la care se adauga umiditatea castigata in timpul conditionarii si se scade cea care se pierde prin evaporare in timpul procesului tehnologic de macinare.
Din punct de vedere al umiditatii, faina se poate clasifica in:
faina uscata cu umiditatea de pana la 14%;
faina cu umiditate medie cuprinsa intre 14-15%;
faina umeda cu umiditatea peste 15%.
Umiditatea fainii este un indicator de calitate important, intrucat umiditatea influenteaza atat comportarea in procesul de preparare, prelucrare a semifabricatelor cat si randamentul in paine
Faina are caracter higroscopic, ceea ce face ca in timpul depozitarii sa-si modifice umiditatea, in sensul cresterii sau scaderii. Modificarea umiditatii este determinata de o serie de factori cum ar fi: umiditatea initiala a fainii, conditiile de microclimat din depozit, respectiv temperatura si umiditatea relativa a aerului, modul de ambalare, in vrac sau in saci, modul de depozitare, de stivuire, precum si de durata depozitarii.
In timpul depozitarii fainii, functie de factorii mentionati se stabileste un echilibru intre umiditatea fainii si umiditatea relativa a aerului din depozit. Conform normelor in vigoare, in conditii normale, umiditatea initiala a fainii este de 14-15%, iar umiditatea relativa a aerului este de 55-60%.
Faina umeda, ridica in timpul depozitarii o serie de probleme datorita conditiilor favorabile pe care le asigura pentru transformarile biochimice si microbiologice care conduc la alterarea si incingerea fainii.
Aciditatea fainii.
Fainurile, ca de altfel toate produsele de macinare a cerealelor prezinta reactie acida. Aciditatea fainurilor este data de prezenta unor substante din compozitia fainii dar si de o serie de combinatii ce se formeaza in timpul depozitarii, maturizarii fainii ca urmare a actiunii diferitelor enzime.
Aciditatea fainurilor se datoreaza fosfatilor acizi rezultati din hidroliza fitinei sub actiunea fitazei. Din hidroliza acidului fitic se pune in libertate acid fosforic care intra in compozitia acizilor liberi ai fainurilor. Proteinele sunt degradate de enzimele proteolitice cu formare de peptone, polipeptide, oligopeptide si aminoacizi. Acidul glutenic continut in proteinele generatoare de gluten, fiind un aminoacid dicarboxilic, are reactie acida. Acizii monoamino-monocarboxilici, prin dezaminare se transforma in oxiacizi.
Aciditatea fainurilor mai este data si de o serie de acizi organici ca: acid lactic, acetic, succinic, citric, malic, care se formeaza datorita proceselor biochimice anoxibiotice, sub actiunea pseudobacteriilor lactice in timpul depozitarii fainurilor, in conditii necorespunzatoare, cu umiditate si temperatura ridicata.
In timpul maturizarii fainii, aciditatea creste mai mult in primele 7 zile dupa care cresterile sunt din ce in ce mai mici, iar dupa 14 zile sunt neinsemnificate. Aciditatea fainurilor creste odata cu cresterea gradului de extractie. Astfel, fainurile albe au o aciditate redusa de 1,8-2 grade, datorita continutului mic de substante minerale de 0,45% si de substante grase 0,5%, in timp ce fainurile de larg consum au o aciditate de 3-4 grade, urmare a continutului de substante minerale de 1,2% si de substante grase de 1,3%.
Aciditatea fainurilor se exprima prin
numarul de mililitri de NaOH n/10, folositi la neutralizarea a
5,8-6 pentru faina alba (0-30%);
5,5-5,7 pentru faina semialba (0-75%);
5,3-5,5 pentru faina de larg consum (0-85%).
Prospetimea fainurilor
Prospetimea fainii se poate aprecia in general dupa gustul si mirosul fainii. Un miros de inchis, mucegai sau de ranced, precum si gustul amar sau acru, indica daca faina este proaspata sau veche. Cand aciditatea depaseste 6 grade, aceasta denota ca faina este veche.
Compozitia chimica a fainii.
Definirea fainii din punct de vedere al compozitiei chimice are o importanta deosebita in stabilirea valorii nutritive precum si in comportarea fainii in procesul de panificatie.
Principalele componente chimice care intra in compozitia fainurilor sunt:
apa,
substantele proteice,
glucidele,
lipidele,
substantele minerale,
vitaminele,
enzimele.
Compozitia chimica a fainurilor depinde de o serie de factori, printre care un loc important il ocupa compozitia chimica a bobului de grau. Datorita repartizarii neuniforme in diferitele parti anatomice a bobului de grau, in invelisul fructului, invelisul semintei, stratul aleuronic, embrion, endosperm, a principalelor componente chimice, rezulta ca un factor important care determina compozitia chimica a fainurilor il constitue gradul de extractie.
Regimul tehnic de producere a fainii sub aspectul intensitatii, al capacitatii de pregatire, conditionare a boabelor, de indepartare mai mult sau mai putin a unor parti anatomice ca: embrion, invelis, reprezinta de asemenea un factor care conditioneaza compozitia chimica a fainii.
Continutul in apa al fainurilor
Apa constitue un component chimic principal de care depinde atat valoarea nutritiva cat si capacitatea de conservare in timpul depozitarii. Apa in faina se gaseste sub forma de apa libera si legata, dar este greu de stabilit continutul real de apa.
Continutul in substante proteice
Din clasa substantelor azotoase, cele mai intalnite in fainuri sunt substantele proteice. Continutul in substante proteice al fainii depinde de calitatea graului, de partile din bob care participa la formarea tipului de faina si de gradul de extractie. Tipurile de faina neagra sunt mai bogate in substante proteice decat tipurile de faina alba.
Prin procedee de extractie fractionata din faina de grau se pot obtine urmatoarele grupe de proteine:
proteine aglutenice din care fac parte albuminele solubile in apa si globulinele solubile in solutii de sare;
proteine glutenice din care fac parte gliadinele solubile in solutie de etanol si glutenine solubile sau dispersabile in acizi sau alcalii diluate.
Proteinele din faina contin aminoacizi esentiali ca: lisina, lecitina, izoleucina, metionina, fenilalanina, triptofan, treonina si valina, repartizarea fiind neuniforma in diferite parti anatomice ale bobului de grau. Proteinele din faina de grau sunt formate din substante proteice generatoare de gluten, care mai provin din endospermul bobului si din proteine cornoase din stratul aleuronic, spermoderma si pericarp.
Alaturi de proteine in fainuri se mai gasesc nucleoproteide de lecitina, substante azotoase minerale mai ales in fainurile de extractie ridicata. In faina de grau se mai gasesc albumine in proportie de 0,05-2 %, globuline in proportie de 0,08-0,25%.
Proteinele generatoare de gluten, respectiv gliadina si glutenina reprezinta 75-80% din totalul proteinelor din faina, se gasesc numai in endosperm, unde au o repartizare neuniforma, in sensul ca in centrul endospermului proportia lor este de 7,6% iar in zona periferica de 16,25%.
Dupa gradul de asimilare in organism, proteinele se clasifica in:
proteine digestibile care se gasesc in endospermul bobului de grau;
proteine nedigestibile sau cornoase care se gasesc in stratul aleuronic.
Fainurile superioare obtinute din endosperm au un continut ridicat de proteine digestibile, in timp ce fainurile inferioare si in mod deosebit tarata au un continut ridicat de proteine nedigestibile.
In faina de calitate superioara continutul de azot neproteic este de 1,7%, la tarata de 8,5%, in timp ce la praf acesta ajunge la 14,9%.
Gliadina reprezinata 30-35% din totalul
proteinelor. Prin extractie cu alcool 70% s-a obtinut un continut de
Tot pe cale electroforetica s-au determinat 5 grupuri de gliadina, si -gliadina. Dintre acestea cea mai mobila este -gliadina. - gliadinele sunt prolamine, bogate in sulf si reprezinta 34-38% din total gliadine, iar -gliadinele fac parte din categoria prolaminelor sarace in sulf si reprezinta 8-13% din total gliadine.
Gliadinele au o masa moleculara cuprinsa de regula intre 30.000-40.000. Exista si gliadine cu masa moleculara intre 100.000-200.000 numite HMW, care pot fi reduse la gliadine cu masa moleculara mica. In complexul glutenic, gliadinele sunt cele care dau extensibilitatea glutenului.
Gluteninele
reprezinta 40-50% din totalul proteinelor, ceea ce
reprezinta 5,9 g/
subunitati LMW, cu masa moleculara mica, cuprinsa intre 30.000-50.000;
subunitati HMW, masa moleculara mare.
In complexul glutenic, gluteninele sunt cele care dau elasticitate glutenului. Gluteninele influenteaza insusirile de panificatie ale fainii prin:
reportul gliadina/glutenina;
distributia masei moleculare;
prezenta unor subunitati de glutenine cu masa moleculara mare.
Continutul in glucide al fainurilor.
In compozitia fainii, glucidele ocupa proportia cea mai mare de peste 82%. Continutul de hidrati de carbon din faina depinde de tipul de faina si gradul de extractie. Primul loc in hidratii de carbon il ocupa amidonul. Odata cu cresterea in extractie de faina, continutul in amidon descreste, ceea ce inseamna ca fainurile albe de extractie mica au un continut in amidon mai mare decat al fainurilor negre de extractie ridicata.
Faina alba de extractie 0-30 are un continut de 84,85% amidon, in timp ce faina de extractie 0-85% are un continut de 71,10%. Granulele de amidon din faina de grau au forme si dimensiuni diferite. Ca forma predomina granulele sferice, iar ca greutate cele lenticulare. In contact cu apa, granula de amidon isi mareste diametrul cu 10% si volumul cu 33%, degajand o caldura de hidratare de 32 cal/g.
Granulele de amidon sunt formate din mai multe membrane, straturi concentrice in jurul unui punct fix. Zonele dintre membrane sunt impartite in alveole, in interiorul carora se gasesc niste saculeti cu substante amilacee, amiloza si amilopectine, sub forma de granule mici.
Amidonul prezinta o structura primara, in care elementele de constitutie sunt moleculele de glucoza legate prin legaturi glucozidice si o structura secundara in care amiloza si amilopectina sunt asociate intre ele. Amidonul este constituit din doua componente:
amiloza care reprezinta 17-29%;
amilopectina.
Amidonul mai contine: 0,48-0,61% materii grase, 0,17-0,29% materii proteice, 0,14-0,28% substante minerale. Dinte substantele minerale, ponderea cea mai mare o are fosforul, respectiv 0,058-0,072%.
Amiloza este formata din lanturi liniare in care resturile de glucoza sunt legate prin legaturi α 1,4. Structura liniara a amilozei face ca β-amilaza sa o hidrolizeze aproape complet. β-amilaza desface legaturile α 1,4 de la capatul nereducator al catenei, punand in libertate unitati de β maltoza.
Amilopectina este formata din resturi de glucoza, legate prin legaturi α 1,4 si legaturi de saponificare α 1,6 in proportie de 5-6%. Amilopectina este componenta ramificata a amidonului.
Asocierea intre amiloza si amilopectina se realizeaza prin legaturi de hidrogen direct intre gruparile oxidril ale resturilor de glucoza din amiloza si amilopectina sau prin intermediul moleculelor de apa. In procesul tehnologic de fabricare a produselor de panificatie amidonul are un rol important
Prin hidroliza, amidonul se scindeaza treptat pana la glucoza, dupa un ciclu care cuprinde produse intermediare numite dextrine:
amilodextrine eritrodextrine acrodextrine maltodextrine maltoza glucoza
Endospermul bobului de grau sticlos este format din granule de amidon de 30-40 m si granule de amidon de 8-10 m, in timp ce granulele de 2-3 m sunt in cantitate mica, la care adera puternic pelicule de substante proteice. Endospermul graului fainos este format din granule de amidon de 30-50 m si granulele de amidon de 2-3 m.
Faina de grau contine alaturi de amidon si alti hidrati de carbon solubili in apa, cum sunt: dextrinele, zaharoza, maltoza, glucoza, fructoza a caror cantitate creste odata cu gradul de extractie. Dintre aceste glucide solubile, zaharoza se gaseste in cantitatea cea mai mare de 1,67-3,67%, raportat la substanta uscata. In timpul maturizarii fainii, ca urmare a proceselor enzimatice cantitatea de zaharoza creste. Faina mai contine in cantitati mici rafinoza si trifructoza.
In faina se gasesc hemiceluloze provenite din invelisul bobului de grau si din invelisul celulelor mari ale endospermului unde se gasesc in proportie de 2,4% si sunt constituite din: pentozane si hexozane.
Continutul de pentozani al fainurilor albe este de 2-3%, al fainurilor negre de 4-6% iar al taratei de 25-30%. Faina de grau mai contine si celuloza care provine din invelisul bobului si din stratul aleuronic. Cantitatea de celuloza creste odata cu marirea gradului de extractie.
Depozitarea fainurilor in conditii necorespunzatoare, in spatii neaerisite, umede conduce la cresterea cantitatii de zaharuri reducatoare. Acelasi lucru se intampla si cand umiditatea initiala a fainii depozitate este mai mare de 15%.
Continutul de lipide al fainii
Continutul de lipide al fainii depinde in proportii diferite de o serie de factori precum soiul graului din care provine faina, marimea bobului, calitatea graului, gradul de extractie al fainii. Continutul de lipide creste odata cu marimea bobului de grau, spre deosebire de cel al substantelor proteice si minerale, care creste pe masura ce marimea boabelor scade.
Lipidele se gasesc in unele parti anatomice ale bobului de grau cum ar fi: embrionul, stratul aleuronic si endospermul. functie de gradul de participare al diferitelor parti anatomice ale bobului de grau, la alcatuirea tipurilor de faina, s-a stabilit ca faina alba are un continut de substante grase sub 1%, in faina neagra depaseste 2% iar in tarata ajunge la 4%.
Lipidele fainurilor sunt formate in cea mai mare parte (90%) din gliceridele acizilor grasi nesaturati si in mod deosebit ale acidului oleic, iar restul din gliceridele acizilor saturati stearic si palmitic, precum si o cantitate mica de acizi grasi liberi, linoilenic si linolenic. In cantitati mici faina de grau mai contine: steride, ceride, lipide complexe. Cantitatea de lipide complexe din faina creste odata cu cresterea gradului de extractie. Dintre lipidele complexe ponderea o detine lecitina, respectiv 0,65%.
In timpul pastrarii fainii, lipidele sub influenta luminii, caldurii, umiditatii si a unor enzime, se descompun in acizi grasi si alti compusi. Lecitina este scindata de o fosfataza, in colina, acizi grasi si acid glicorofosforic care in continuare este scindat de glicorofosfataza in glicerina si acid fosforic. Cresterea aciditatii fainii in timpul depozitarii se explica prin formarea acizilor ca rezultat al scindarii lipidelor.
Continutul de fitina in faina.
Fitina este sarea dubla de calciu si magneziu a acidului fitic. Alaturi de fitina, in faina de grau se mai intalnesc si saruri de potasiu ale acidului fitic. Cantitatea mai mare de fitina si acid fitic se gaseste in embrion si in stratul aleuronic.
Aceasta repartizare explica continutul mai ridicat de fitina si acid fitic existent in fainurile de extractie ridicata fata de fainurile albe.
In timpul depozitarii fainei, acidul fitic, sub actiunea fitazei este scindat partial sau total, cu formare de acid fosforic si derivati penta, tetra, tri, bifosfati ai inozitolului. Procesul de scindare poate sa aiba loc pana la formarea inozitolului.
Fitina din faina urmeaza acelasi lant de scindare hidrolitica. Ca urmare a scindarii acidului fitic si a fitinei pe timpul depozitarii fainii, se formeaza fosfati acizi si acid fosforic care determina cresterea aciditatii fainei.
Continutul de substante minerale al fainurilor.
Cantitatea de substante minerale existente in faina de grau depinde de o serie de factori, printre care se pot enumera: soiul de grau, conditiile de dezvoltare, marimea boabelor, calitatea graului sub aspectul greutatii hectolitrice si al continutului in substante minerale, gradul de extractie al fainurilor. Substantele minerale determina valoarea alimentara a fainurilor.
Determinarea continutului de cenusa se face prin calcinare, indepartandu-se prin evaporare apa si unii compusi organici, ramanand sub forma de cenusa, numai acizi de P, Ca, K.
Existenta in proportie mare a fosforului fitic in faina, si deci in paine, are un rol negativ in alimentatia omului, deoarece functionalitati biologice cum ar fi: Ca, Fe, Mg, Zn, provoaca carente in regimul alimentar.
Substantele minerale se gasesc raspandite in mod neuniform in diferitele parti anatomice ale bobului de grau. In granele romanesti bobul intreg are un continut de substante minerale in medie de 1,9-2%.
Continutul de substante minerale variaza de la 0,4% in endosperm la 7% in stratul aleuronic. Acest lucru explica cresterea continutului de substante minerale odata cu cresterea gradului de extractie.
|
Cantitati in fainuri de extractie |
|||||||
|
Componente |
UM |
0-42 la | |||||
|
Substante minerale totale |
g/100 | ||||||
|
Fier |
mg/100 | ||||||
|
Sodiu |
mg/100 | ||||||
|
Potasiu |
mg/100 | ||||||
|
Calciu |
mg/100 | ||||||
|
Magneziu |
mg/100 | ||||||
|
Cupru |
mg/100 | ||||||
|
Zinc |
mg/100 | ||||||
|
Fosfor (total) |
mg/100 | ||||||
|
Fosfor fitic |
mg/100 | ||||||
Tabel 3.Continutul in substante minerale al fainurilor de diferite extractii
Continutul in vitamine al fainurilor
Cantitatea de vitamine din faina de grau, depinde in principal de continutul acestora in bob, daca prin macinare si dirijarea fractiunilor intermediare, o parte din vitamine ajung in subproduse, se diminueaza astfel continutul total de vitamine din faina.
In bobul de grau, vitaminele care apar in proportia cea mai mare sunt cele din complexul B, respectiv B1, B2, B6, B12 si biotina, iar dintre cele liposolubile amintim vitaminele F si A. Faina de grau mai contine vitamina PP si acidul pantotenic. Vitaminele sunt acumulate in embrion si in stratul aleuronic si de aceea continutul lor in faina creste odata cu gradul de extractie.
Acest lucru duce la concluzia ca fainurile albe sunt sarace in vitamine, iar cele de larg consum au un continut ridicat in vitaminele B1,si B2 Continutul in vitamine B6, si B12 este proportional cu cel in vitaminele B1,si B2.
Continutul in vitamine are o importanta deosebita, deoarece painea ca aliment principal aduce organismului cantitati insemnate de vitamine.
Fata de necesarul organismului uman consumul zilnic de 300g paine alba asigura: 15% tiamina (B1); 10% riboflavina ( B2); 20% niacina (PP) si 30% piridoxina (B6 ).
Painea provenita din fainuri de extractie mare ( 85-90%) asigura: 40% tiamina, 20-25% riboflavina, 60-80% niacina si 45% piridoxina din necesarul nutritional zilnic.
Tabel 4. Continutul in vitamine in fainurile de diferite extractii
|
Cantitatea in fainuri de extractie |
|||||||
|
Vitamina |
UM |
0-42 la | |||||
|
Tiamina (B1) |
g/g | ||||||
|
Riboflavina (B2) |
μg/g | ||||||
|
Piridoxina (B6) |
μg/g | ||||||
|
Niacina (PP) |
μg/g | ||||||
|
Acid pantotenic |
μg/g | ||||||
|
Acid folic |
μg/g | ||||||
|
Biotina |
μg/g | ||||||
Continutul in enzime al fainurilor
In fainurile de grau se gasesc toate enzimele care se gasesc in bobul de grau. Enzimele constitue clasa de substante care catalizeaza procesele biochimice ce au loc in faina in timpul pastrarii si prelucrarii.
Principalele enzime pe care le contine faina sunt: amilazele, proteazele, lipazele, fosfatazele, oxidazele si peroxidazele. Enzimele sunt localizate in embrionul bobului de grau la periferia endospermului si in stratul aleuronic. Acesta distributie neuniforma in diferitele parti anatomice ale bobului, face ca fainurile de extractie ridicata sa aiba un continut mai mare de enzime decat cele de extractie redusa.
Enzimele amilolitice din faina de grau, sunt constituite din -amilaza, numita si dextrinamilaza care scindeaza amidonul in dextrine in principal, si intr-o masura mai mica in maltoza si -amilaza numita si amilaza zaharogena, ce transforma amidonul in maltoza in principal si intr-o masura mai mica in dextrine.
Amilazele actioneaza pe substraturile constituite din amiloza si amilopectina, cele doua componente ale amidonului si din produsele de degradare ale acestora.
- Amilaza 1,4-glucan-4-glucohidrolaza), intrucat ataca legaturile din cadrul macromoleculelor se considera o endoenzima. Prin activitatea -amilazei asupra legaturilor 1,4 -glucozidice din moleculele de amiloza si amilopectina, fara a ataca legaturile terminale, rezulta dextrine din clasa: amilodextrine, eritrodextrine, achrodextrine si maltodextrine.
In
concentratie mare si sub actiune prelungita -amilaza
hidrolizeaza complet amiloza cu formare de maltoza 87% si glucoza 13%, iar
amilopectina este scindata complet in maltoza 73%, izomaltoza 58% si glucoza
19%. Prin incalzire la peste 60-
Activitatea enzimei este determinata de urmatorii factori:
starea si marimea granulei de amidon;
calitatea graului din care s-a obtinut faina;
cantitatea de amidon;
aciditatea, pH-ul mediului;
activitatea enzimelor proteolitice;
temperatura.
Granulele de amidon degradate mecanic, hidrotermic sau enzimatic sunt atacate cu intensitate de α-amilaza. Granula de amidon gelatinizata este atacata de α-amilaza cu o intensitate de 165-7000 ori mai mare decat in cazul granulei intacte.
Granulele intacte sunt hidrolizate de amilaze a caror activitate este crescanda numai de la anumite valori ale concentratiei in substrat si anumite temperaturi. In fainurile provenite din grane incoltite, atacate de plosnita graului sau incinse in timpul conditionarii, activitatea enzimelor amilolitice este foarte intensa.
Astfel -amilaza are o activitate de circa 10.000 ori mai mare in timp ce -amilaza de 3-4 ori. In cazul fainii fin macinate care contine deci granule de amidon mai mici, granule deteriorate, cantitatea de maltoza este mai mare ca urmare a unei activitati mai intense a enzimei -amilaza.
Activitatea -amilazei este de nedorit, intrucat prin transformarea amidonului in dextrine, acesta isi pierde principala insusire de panificatie, aceea de a gelifica in procesul coacerii.
- Amilaza numita si zaharogen-amilaza, actioneaza asupra amilozei si amilopectinei, formand direct maltoza, fara a mai trece prin stadiu de dextrine. In concentratii mari, -amilaza, scindeaza complet amiloza in maltoza, iar amilopectina numai in proportie de 60%, restul macromolecului fiind o dextrina limita.
-amilaza este o exoenzima, care scindeaza amiloza, molecula cu molecula cu formare de maltoza. -Amilaza actioneaza la fel si asupra amilopectinei, insa numai pana cand enzima ajunge la o ramificatie, peste care nu poate sa treaca si in acest caz activitatea enzimei inceteaza.
In fainurile provenite din grau atacat de plosnita graului sau cu inceput de germinare, urmare a actiunii intense a -amilazei, exista o cantitate mare de dextrine pe care -amilaza le transforma usor in maltoza.
Insusirile de panificatie ale fainii
Insusirile de panificatie ale fainii reprezinta un complex de proprietati care determina calitatea si randamentul painii fabricate. Pentru a se fabrica o paine de buna calitate si in limita randamentului fixat, trebuie sa se cunoasca aceste insusiri ale fainii in vederea conducerii procesului tehnologic in mod corespunzator.
Cele mai importante insusiri de panificatie ale fainurilor sunt:
capacitatea de hidratare;
puterea de panificatie;
Capacitatea de a forma si retine gazele de fermentare (prin care se intelege cantitatea de bioxid de carbon produsa in aluat in timpul fermentarii, precum si insusirea de a retine o cantitate din aceste gaze pentru a se obtine o paine cu miez poros);
Dupa proprietatile de panificatie fainurile se clasifica in:
fainuri foarte bune (puternice);
fainuri bune (medii);
fainuri slabe.
Capacitatea de hidratare a fainii
Capacitatea de hidratare a fainii depinde de urmatorii factori:
cantitatea si calitatea glutenului;
conditiile climatice;
gradul de maturizare fiziologica a granelor;
gradul de maturizare al fainii;
gradul de extractie al fainii;
umiditatea fainii;
gradul de finete al fainii;
numarul de granule deteriorate mecanic la macinare;
substante folosite la prepararea aluatului.
Prin puterea fainii se intelege capacitatea acesteia de a forma un aluat care sa aiba dupa framantare si in cursul fermentarii si dospirii, anumite proprietati fizico-reologice.
Puterea de panificatie a fainurilor de grau, care depinde in mod deosebit de continutul in gluten umed si de proprietatile coloidale, determina proprietatile fizice ale aluatului exprimate prin: tenacitate, extensibilitate si vascozitate.
Aluatul ocupa un loc intermediar intre un corp elastic, un corp plastic si un lichid vascos, si face parte din grupa corpurilor elastico-vasco-plastice. Aluatul este un corp elastico-vasco-plastic care in procesul de prelucrare este supus unor forte exterioare ce determina aparitia unor tensiuni ce pot provoca deformatii incadrate in elasticitate, plasticitate, curgere vascoasa.
Caracteristicile principale ale aluatului sunt: tenacitatea, respectiv proprietatea de a se rupe sub actiunea fortelor exterioare, dupa deformatii permanente vizibile si extensibilitatea.
Cantitatea si calitatea glutenului
In faina obtinuta din boabe de grau normale, (neatacate de plosnita graului, neinghetate) exista o dependenta directa intre continutul de substante proteice si continutul de gluten umed: cu cat faina are un continut mai mare de substante proteice cu atat este mai mare si cantitatea de gluten umed si proprietatile reologice sunt mai bune.
Enzimele proteolitice actioneaza asupra substantelor proteice modificand proprietatile reologice ale aluatului: scad consistenta si elasticitatea si cresc extensibilitatea aluatului.
Activitatea enzimelor proteolitice depinde de:
1. insusirea substantelor proteice ale fainii de a fi atacate, ca substrat pentru actiunea enzimelor proteolitice,
2. continutul de enzime proteolitice,
3. cantitatea de activatori ai proteazei.
Capacitatea fainii de a forma gaze
Aceasta se caracterizeaza prin cantitatea de CO2 care se degaja dupa o anumita perioada de timp la fermentarea aluatului preparat din: faina, drojdie si apa.
Drept
indice pentru capacitatea fainii de grau de a forma gaze se considera numarul
de mililitri de CO2 care se degaja in curs de 5 ore de fermentare la
o temperatura de
Factori care conditioneaza capacitatea fainii de a forma gaze.
Formarea gazelor in aluat la fermentare, are loc datorita fermentarii zaharurilor sub actiunea enzimelor drojdiei dupa ecuatia:
C6H12O6 ----------►2C2H5OH + 2CO2 + 24kcal
Aceasta fermentare a monozaharidelor (glucoza si fructoza) este catalizata de complexul enzimatic, zimaza, al celulelor de drojdie. Drojdia contine si enzimele zaharoza si maltoza.
Cu ajutorul enzimelor din drojdie vor fi fermentate atat zaharurile proprii ale fainii cat si zaharurile care se formeaza in aluat din amidon sub actiunea enzimelor amilolitice.
Capacitatea fainii de a forma gaze este conditionata de:
a. continutul in zaharuri proprii ale fainii
b. capacitatea fainii de a forma zaharuri
Culoarea fainii si capacitatea de a se inchide la culoare in timpul procesului tehnologic
Culoarea painii si a miezului este unul din indicii dupa care este apreciata painea. Aceasta culoare depinde direct de culoarea fainii.
Proprietatea fainii de a-si schimba culoarea pe parcursul procesului tehnologic este determinat de prezenta enzimei tirozinaza si a enzimelor proteolitice care in urma degradarii proteinelor formeaza aminoacidul tirozina sau derivatii sai.
Tirozina, in prezenta oxigenului si sub actiunea tirozinazei formeaza melanine care au o culoare inchisa si care realizeaza efectul de inchidere a culorii fainii in timpul prelucrarii ei.
III.2. Principalele caracteristici ale materiilor auxiliare
III.2.1. Apa folosita la fabricarea produselor fainoase scurte.
Apa este o importanta mateie prima in panificatie, atat din punct de vedere cantitativ cat si calitativ. In functie de capacitatea de hidratare a fainii la 100 kg faina se folosesc 40-70 litri apa. Prin amestecarea apei cu faina rezulta aluatul al carui comportament mecanic permite ormarea structurilor dorite in timpul panificarii, iar dupa coacerea aluatului, apa ramasa in produs va influenta proprietatile acestuia.
Apa trebuie sa fie potabila, cu proprietati organoleptice ( culoare, gust, miros, turbiditate) si fizico-chimice normale. Foarte important este incarcarea microbiologica a apei: trebuie sa contina maxim 20 mocroorganisme / ml si sa nu contina bacterii coliforme. Metalele toxice cum ar fi : plumbul, cadmiu, bariu, mercur si arsen nu trebuie sa depaseasca limitele sau cal putin continutul in aceste metale sa nu depaseasca limitele admise in legislatia sanitara. Continutul in substanta organice inerte trebuie sa fie de asemenea redus sub 0,0035%.
Pentru panificatie are importanta duritatea apei, datorita efectului ameliorator pe care il exercita asupra insusirilor reologice ale aluatului. Sarurile de calciu si magneziu influentiaza pozitiv proprietatile fainurilor slabe, impiedicand solubilizarea gliadinei si gluteinei, maresc elasticitatea si rezistenta gtutenului la actiunea enzimelor proteolitice, determina compactizarea moleculelor proteice printr-o actiune superficiala activa. Seprefera apa cu duritate medie 5-10 grade de duritate si duritate mare 10-20 grade. Cele cu duritate foarte mare sunt alcaline si au actiune negativa pentru calitatea aluatului. In aceste cazuri se procedeaza le dedurizarea apei.
Apa trebuie sa aiba temperatura astfel potrivita incat aluatul rezulta sa aiba 27-30 ºC. In productia de paine nu se foloseste apa fiarta si apoi racita, deoarece prin fierbere apa elimina aerul continut, al carui oxigen este necesar activitatii drojdiilor si totodata se reduce duritatea. De asemenea nu se recomanda folosirea apei care a stat mult in rezervoare deoarece aceasra este lipsita de aer.
Apa folosita in panificatie este in permanenta sub control bacteriologic al unui laborator de specialitate.
Trebuie sa indeplineasca conditiile apei potabile, adica sa fie lipsita de microorganisme, sa nu contina substante organice, sa nu aba gust si miros particulare, sa aiba un continut redus de substante minerale. Sunt preferate apele de duritate medie (sub 15 grade duritate). Apele dure, in cazul folosirii fainurilor de calitate foarte buna, maresc excesiv rezistenta si elasticitatea aluatului,aceasta se prelucreaza greu si produsele pot avea suprafata striata. In plus, aluatul preparat cu apa dura deterioreaza matrita. In cazul folosirii fainurilor de calitate slaba la prepararea pastelor fainoase,apa dura are actiune favorabila pentru insusirile reologice ale aluatului si calitatea pastelor.
Lipsa microorganismelor din apa este necesara pentru evitarea alterarii pastelor in timpul uscarii prelungite, cand poate avea loc cresterea aciditatii sau mucegairea lor.
III.3. Principalele caracteristici ale produsului finit: paste fainoase scurte
Din punct de vedere organoleptic, pastele fainoase trebuie sa prezinte suprafata neteda, fara urme de faina, cu aspect sticlos in sectiune, pentru pastele extra sau super, de culoare uniforma alba/alb-galbuie. Dupa fierbere trebuie sa fie elastice si sa nu se lipeasca intre ele. Din punct de vedere fizico-chimice, se apreciaza umiditatea, aciditatea, insusirile culinare, iar pentru macaroane si sarcina la rupere.
Tabelul 5. caracteristici fizico-chimice si mecanice ale pastelor fainoase
|
Caracteristici |
Paste fainoase obisnuite |
Paste fainoase extra |
Paste fainoase super |
|||
|
Simple |
Cu adaosuri |
Simple |
Cu adaosuri |
Simple |
Cu adaosuri |
|
|
Umiditatea, % maximum | ||||||
|
Aciditatea, grade maximum | ||||||
|
Crestera in volum la fierbere, % min. | ||||||
In ce prveste aspectul se are in vedere ca produsele sa fie netede , mate, fara urme de faina neframantata, fara deformari vizibile, elastice, rezistente la rupere si sticloase in sectiune. Gustul si mirosul sa fie placute, caracteristice pastelor fainoase. Nu se admit nici un fel de corpuri strine sau infestate de orice forma. La pastele ambalate se examineaza starea pungilor sau a cutiilor, precum si datele marcate specificate in normele de ambalare, depozitare si transport a produselor. Pastele fainoase au o conservabilitate de 10-12 luni, in cazul pastelor fainoase din faina de grau, porumb sau orez si de 4-8 luni la cele cu diferite adaosuri ca: oua, tomate, spanac. Pastele de buna calitate isi maresc volumul de cel putin 2,5 ori, nu se lipesc la fierbere apa de ierbere este putin opalescenta si sedimentul redus.
CAPITOLUL IV
MEMORIU TEHNIC
IV.1. Bilantul de materiale
Bilantul de materiale se calculeaza dupa umatoarea formula:
AMBALAREA![]()
![]()
MPF MA
![]()
![]() P1
P1
MPF - masa de paste fainoase scurte livrate, kg/h;
MA - masa de paste fainoase ambalate, kg/h;
P1 - pierderile la ambalare, %.
Bilantul de materiale se calculeaza dupa umatoarea formula:
STABILIZARE![]()
![]()
MA MS
![]()
![]() P2
P2
MS - masa de paste fainoase scurte stabilizate, kg/h;
MA - masa de paste fainoase ambalate, kg/h;
P2 - pierderile la stabilizare, %.
Bilantul de materiale se calculeaza dupa umatoarea formula:
USCARE PASTELOR![]()
![]()
MS MU
![]()
![]() P3
P3
MS - masa de paste fainoase scurte stabilizate, kg/h;
MU - masa de paste fainoase uscate, kg/h;
P3 - pierderile la uscare, %.
Bilantul de materiale se calculeaza dupa umatoarea formula:
PREUSCARE PASTELOR
![]() MU MP
MU MP
![]()
![]()
![]() P4
P4
MP - masa de paste fainoase scurte preuscate, kg/h;
MU - masa de paste fainoase uscate, kg/h;
P4 - pierderile la preuscare, %.
Bilantul de materiale se calculeaza dupa umatoarea formula:
PREGATIREA PASTELOR IN VEDEREA PREUSCARII
![]() MP MPR
MP MPR
![]()
![]()
![]() P5
P5
MP - masa de paste fainoase scurte preuscate, kg/h;
MPR - masa de paste fainoase pregatite pentru preuscare, kg/h;
P5 - pierderile la pregatirea pastelor fainoase supuse preuscarii, %.
Bilantul de materiale se calculeaza dupa umatoarea formula:
TAIEREA PASTELOR FAINOASE
![]() MPR MT
MPR MT
![]()
![]()
![]() P6
P6
MT - masa de paste fainoase scurte taiate, kg/h;
MPR - masa de paste fainoase pregatite pentru preuscare, kg/h;
P6 - pierderile la pregatirea pastelor fainoase supuse taierii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
MODELAREA PASTELOR FAINOASE
![]() MT MM
MT MM
![]()
![]()
![]() P7
P7
MT - masa de paste fainoase scurte taiate, kg/h;
MM - masa de paste fainoase pregatite pentru modelare, kg/h;
P7 - pierderile la pregatirea pastelor fainoase supuse modelarii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
COMPACTAREA ALUATULUI
![]() MM MC
MM MC
![]()
![]()
![]() P8
P8
MC - masa de paste fainoase scurte supuse compactarii, kg/h;
MM - masa de paste fainoase pregatite pentru modelare, kg/h;
P8 - pierderile la pregatirea pastelor fainoase supuse compactarii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
FERMENTAREA ALUATULUI
![]() MC MF
MC MF
![]()
![]()
![]() P9
P9
MC - masa de paste fainoase scurte supuse compactarii, kg/h;
MF - masa de paste fainoase pregatite pentru fermentare, kg/h;
P9 - pierderile la pregatirea pastelor fainoase supuse fermentarii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
AMESTECArEA ALUATULUI
![]()
![]() MF MF
MF MF
![]()
![]() MA
MA
![]() MO
MO
![]() P10
P10
Se calclueaza consumul orar de faina pentru a produce 416,66 kg/h paste fainoase scurte:
![]()
Cantitatea de apa necesara pentru prepararea aluatului se calculeaza cu formula:
Bilantul de materiale se calculeaza dupa umatoarea formula:
DOZAREA FAINII
![]() MA MD
MA MD
![]()
![]()
![]() P10
P10
MD - masa de faina dozata kg/h;
MA - masa de faina amestecata , kg/h;
P10 - pierderile la dozarea fainii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
DEPOZITAREA FAINII
![]() MD MDP
MD MDP
![]()
![]()
![]() P11
P11
MD - masa de faina dozata kg/h;
MDP - masa de faina depozitata, kg/h;
P11 - pierderile la depozitarea fainii, %
Bilantul de materiale se calculeaza dupa umatoarea formula:
RECEPTIA CANTITATIVA SI CAKITATIVA
![]() MDP MRP
MDP MRP
![]()
![]()
![]() P12
P12
MRP - masa de faina receptionata kg/h;
MDP - masa de faina depozitata, kg/h;
P11 - pierderile la depozitarea fainii, %
IV.2 . Randamentul de fabricatie.
Randamentul de fabricatie reprezinta cantitatea de produs finit raportata la materia prima inmultit cu 100.
![]()
Consumul specific.
Prin consum specific se inteleg cantitatea de materie prima folosita pentru a obtine un kg produs finit.
![]()
CAPITOLUL V
IMPLEMENTAREA SISTEMULUI DE
CONTROL AL CALITATII HACCP
Aspecte generale
Aplicarea sistemului HACCP - Hazard Analysis Critical Control Point (Analiza Riscurilor Punctelor Critice de Control), in circuitul alimentelor, sistem promovat de OMS in colaborare cu alze organisme internationale, precum : FAO; PNUD; are drept scop asigurarea securitatii alimentelor in vederea protejarii sanatatii consumatorilor fata de factorii de risc biologici, microbiologici si chimici. Acest sistem HACCP este o metoda de identificare, evaluare si control al riscurilor asociate produselor alimentare.In sens larg, reprezinta un ansamblu de elemente., principii, reguli, interdependente, ce formeaza un intreg superior organizat de control al calitatii alimentelor.
Criterii generale de alcatuire a unui plan HACCP intr-un obiectiv de interes alimentar
Criteriile principale pentru conceperea si aplicarea corecta a unui plan HACCP, intr-un obiectiv de interes alimentar sunt urmatoarele :
structura si amenajarea corespunzatoare a localului, pentru diferite circuite tehnologice;
dotarea personalului cu utilaje, echipamente nercesare scopurilor propuse;
existenta personalului de conducere si operativ, instruit, respectiv atestat HACCP.
Pentru alcatuirea unui plan HACCP trebuie avute in vedere urmatoarele criterii generale :
analiza desfasurarii procesului tehnologic pe componente si pe ansamblu;
examinarea vizuala pe ansamblu a intregului circuit, precum si a anexelor si vecinatatilor;
masurarea temperaturii in punctele esentiale din fluxul tehnologic;
stabilirea punctelor critice, cu potential de risc, ce urmeaza sa fie supuse supravegherii si autocontrolului managerial;
stabilirea investigatiilor de laborator si a altor determinari obiective, efectuate asupra punctelor critice de risc, in perioade prestabilite.
1.2. Avantajele aplicarii sistemului HACCP
Aceste avantaje pot fi urmatoarele :
prevenirea unor focare de toxiinfectii alimentare si a altor imbolnaviri cu poarta de intrare digestiva, care, pe langa faptul ca afecteaza starea sanatate, implica pierderi financiare directe, sau indirecte, alaturi de alte repercursiuni nedorite;
ridicarea in mod organizat a nivelului general de cunostinte igienico-sanitare de profil, a personalului din sectorul de producere, desfacere a alimentelor;
fundamentarea educatiei pentru sanatatea populatiei prin mijloace mass-media;
un nou concept eficient privind metodologia inspectiei sanitare in sensul securitatii alimentelor;
ridicarea standardului general privind serviciile in alimentatia publica si turism;
ridicarea calitatii igienico-sanitare a tuturor produselor alimentare;
realizarea unui cadru stimulativ pentru o concurenta selectiva, pe baze obiective, in avantajul consumatorilor;
perspective de colaborare interna si internationala in domeniul industriei alimentare, turism si comert.
1.3. Functiile si principiile de actiune ale metodei HACCP
Conform Codex Alimentarius, HACCP este un sistem ce permite identificarea pericolelor specifice - orice proprietati biologice, chimice sau fizice - suspectate a afecta securitatea unui produs alimentar definit, si determinarea masurilor necesare pentru a asigura prevenirea sau controlul acestor pericole.
Functiile fundamentale ale metodei HACCP sunt :
analiza pericolelor;
identificarea punctelor critice;
supravegherea executiei;
verificarea eficacitatii sistemului - evaluarea performantelor.
Sistemul HACCP se bazeaza pe sapte principii:
P1 - efectuarea analizei pericolelor - riscurilor. In cadrul acestui principiu se face o analiza sistematica. Scopurile acestei analize sunt :
a) identificarea pericolului prezentei microorganismelor patogene, a parazitilor, a substantelor chimice sau a corpurilor straine care ar afecta sanatatea consumatorilor;
b) includerea produsului intr-o anumita categorie de periculozitate, care se face pe baza cunoasterii urmatoarelor detalii : daca produsul contine sau nu ingrediente sensibile;daca procesul de fabricatie contine sau nu o etapa la care este posibila distrugerea eficienta a microorganismelor periculoase; daca exista un risc serios de contaminare a produsului dupa terminarea procesului tehnologic; daca exista pericolul unei manipulari necorespunzatoare (transport, vanzare, pregatiri culinare ); daca produsului i se pot aplica tratamente termice dupa ambalare sau necesita o pregatire culinara;
P2 - determinarea punctelor critice pentru controlul acestor pericole identificate (denumite CCP -uri). Un punct critic de control este definit ca orice punct sau procedura dintr-un sistem specializat in fabricarea produselor alimentare, in care pierderea controlului poate avea drept consecinta punerea in pericol a sanatatii consumatorilor;
P3 - stabilirea limitelor critice care trebuie respectate pentru a tine sub control fiecare punct critic de control identificat. Criteriile utilizate ca limite critice pot fi :
a) parametri senzoriali - aspect, culoare, miros, gust;
b) parametri fizici - temperatura, timp, vascozitate, presiunea O2, presiunea CO2, debit, valoarea activitatii apei;
c) parametri chimici - aciditate, pH, continut in sare, azotati, azotiti, etc.;
d) parametri biologici.
P4 - stabilirea unui sistem de monitorizare care sa permita asigurarea controlului efectic al punctelor critice de control;
P5 -stabilirea de actiuni corective care trebuie aplicate atunci cand sistemul de monitorizare indica faptul ca a aparut o deviere fata de limitele critice stabilite;
P6 - stabilirea unui sistem eficient de pastrare a documentatiei descriptive - planul HACP - si a documentatiei functionale - proceduri si inregistrari operationale referitoare la planul HACCP - care constituie documentatia sistemului HACCP;
P7 - stabilirea de metode, proceduri, teste specifice pentru verificarea sistemului HACCP, destinate sa ateste conformitatea si eficacitatea sistemului HACCP.
1.4. Etapele implementarii sistemului HACCP
Implementarea sistemului HACCP intr-o intreprindere agroalimentara presupune urmatoarele 14 etape, corespunzatoare unui plan de lucru HACCP, specific pentru fiecare proces si/sau bprodus analizat.
Etapa 1. Definirea scopului de implementare a sistemului HACCP: de la inceput se stabilesc termenii de referinta, si anume :
specificarea liniei tehnologice si a produsului;
stabilirea categoriei de pericole care vor fi analizate pe parcursul studiului.
Etapa 2. Constituirea echipei HACCP : echipa HACCP este structura operationala necesara implementarii HACCP. Structura echipei este functionala si neierarhica, si de regula este alcatuita din 5 - 6 persoane. Liderul echipei este stabilit de conducerea intreprinderii. Echipa HACCP - echipa permanenta - este alcatuita din :
liderul echipei - cu experienta in aplicarea HACCP;
secretarul echipei HACCP;
un specialist in probleme de productie - inginer tehnolog;
un specialist in probleme de proces - inginer mecano-energetic;
un specialist in asigurarea si controlul calitatii;
un microbiolog.
Inaintea demararii lucrului in echipa, se face un program de pregatire a echipei HACCP, care va contine :
prezentarea membrilor schipei HACCP;
prezentarea obiectivului general al implementarii HACCP;
prezentarea metodei HACCP;
stabilirea programului de lucru si a responsabilitatilor concrete pentru fiecare membru al echipei HACCP.
Etapa 3. Descrierea produsului si a metodelor de distributie : echipa trebuie sa realizeze un audit al produsului, care trebuie sa cuprinda urmatoarele :
descrierea completa a materiilor prime - se va preciza natura acestora, procentajul in produsul finit, proprietatile fizico-chimice si microbiologice, conditiile de prelucrare, tratamentele suferite, conditiile de conservare si depozitare;
descrierea ingredientelor - se va preciza caracteristicile generale (formula, compozitie, volum, forma, structura, textura), proprietati fizico-chimice si microbiologice, tratamentele suferite, conditiile de ambalare, depozitare si distributie;
descrierea materialelor de conditionare si ambalare a produselor in curs de fabricatie si a produselor finite.
Etapa 4. Identificarea utilizarii date si a categoriei de consumatori al produsului : echipa HACCP trebuie sa identifice daca produsul se adreseaza consumului general sau se adreseaza unei categorii "sensibile" a populatiei, precizand foarte clar aceste detalii pe eticheta produsului. De asemenea, se va preciza valabilitatea, stabilitatea la utilizare a produsului finit, instructiunile de utilizare ale produsului de catre consumator.
Etapa 5. Construirea diagramei de flux tehnologic si descrierea produsului : echipa va elabora schema tehnologica bloc, schema de flusx tehnologic si planul de amplasare al sectiei de fabricatie. Se va studia pe etape elementare desfasurarea procesului tehnologic - de la receptia materiilor prime si materiale pana la distributia produselor finite.
Etapa 6. Verificarea pe teren a diagramei de flux tehnologic : se va verifica concordanta dintre diagrama de flux tehnologic cu situatia existenta in teren. Aceasta verificare se impune, deoarece pot aparea diferente chiar de la un schimb la altul, in functie de modul de conducere a procesului.
Etapa 7.Efectuarea analizei pericolelor : este etapa cheie a sistemului HACCP, deoarece o analiza unadecvata a pericolelor poate conduce la proiectarea unui plan HACCP total gresit. Aceasta etapa implica o expertiza tehnica si o documentatie stiintifica in diverse domenii pentru a identifica corect toate pericolele potentiale. Analiza pericolelor va include :
identificarea pericolelor asociate unui produs alimentar in toate stadiile de fabricatie;
evaluarea probabilitatii de aparitie a acestor pericole;
identificarea masurilor preventive existente necesare pentru controlul acestor pericole.
Analiza pericolelor este mult mai ampla, si este specifica pentru fiecare intreprindere si proces tehnologic, astfel ca pot aparea mari diferente de la o intreprindere la alta in ceea ce priveste sursele de materii prime si ingrediente, retetele de fabricatie, metodele de fabricatie, echipamentele tehnologice, durata procesului tehnologic si a depozitarii, experienta personalului.
Pentru a realiza o analiza adecvata a pericolelor, echipa HACCP trebuie sa parcurga urmatoarele etape :
a) Stabilirea unei liste a pericolelor potentiale la materiile prime, materiale, ingrediente, produs finit :
Aceasta etapa se va derula conform urmatorului chestionar :
-despre materii prime, ingrediente, materiale - daca produsul contine "ingrediente sensibile" la care pot aparea pericole microbiologice, pericole chimice, pericole fizice; daca se utilizeaza apa potabila in procesul de fabricatie sau de prelucrare a produsului;
- despre factorii intriseci ai alimentului - caracteristicile fizice si chimice (pH, tipul de scizi utilizati, activitatea apei, conservanti , e-uri folosite; daca produsul alimentar va permite supravietuirea saumultiplicarea agentilor patogeni si/sau formare toxinelor in tinpul prelucrarii; daca exista alte produse alimentare simlare pe piata, care sunt informatiile referitoare la inocuitatea pentru aceste produse;
- despre continutul microbian al produsului alimentar - daca este produsul comercializat steril, daca exista posibilitatea ca produsul alimentar sa contina bacterii patogene nesporulate sau spori viabili; care este continutul microbian normal al alimentului depozitat in conditii proprii; daca populatie microbiana se poate modifica in timpul duratei normale de pastrare; daca schimbarea in populatia microbiana poate afecta securitatea produsului alimentar;
- modul de utilizare a produsului - daca alimentul produs necesita incalzire sau un alt tratament termic in vederea consumului; daca exista posibilitatea ca alimentul continut intr-un ambalaj sa fie consumat o singura data sau mai popate ficonsumat ulterior;
- despre destinatiaprodusului - daca este destinat publicului larg, unui segment al populatiei care nu poseda un risc ridicat de imbolnavire.
b) Identificarea pericolelor potentiale : pentru a obtine o lista completa a pericolelor potentiale se poate propune urmatorul chestionar ajutator :
- despre proiectarea spatiului de fabricatie - daca este prevazut prin modul de amplasare, o separare adecvata a materiilor prime de produsele finite, si daca acest lucru reprezinta importanta pentru securitatea alimentului; daca in sectorul de ambalare este mentinuta o presiune de aer pozitiva in raport cu mediul spatiilor de ambalare - pentru evitarea recontaminarii de la aerul exterior; daca reprezinta circulatia personalului o potentiala sursa de contaminare;
- despre proiectarea si constructia instalatiilor si echipamentelor - daca permit instalatiile si echipamentele existente controlul regimului temparatura/timp, daca acesta este necesar pentru mentinerea securitatii alimentului; daca sunt utilajele dimensionate corespunzator pentru cantitatea de produs ce se va fabrica; daca utilajele sunt suficient de precise; daca echipamentele au un inalt coeficient de siguranta; daca sunt utilajele proeiectate astfel incat sa permita curatirea si dezinfectarea lor; daca exista posibilitatea contaminarii produselor cu substante periculoase, si mai ales, care sunt metodele utilizate pentru cresterea securitatii produselor alimentare;
- despre procesul tehnologic de fabricatie - daca procesul tehnologic include o etapa controlabila in care se disting agentii patogeni si/sau toxinele; deca produsul este predispus la recontaminare spre sfarsitul etapei de fabricatie si ambalare;
- despre ambalarea produsului - daca metoda de ambalare afecteaza inmultirea numarului de agenti patogeni; daca materialul de amabalat utilizat este destul de rezistent la depreciere, prevenind astfel, recontaminarea; daca sunt specificate destul de clar pe eticheta conditiile de pastrare a produsului, instructiunile de manipulare i utilizare/preparare; daca ambalajul este inscriptionat corect si lizibil (codul de bare, lotul, data fabricatiei);
- despre conditiile de depozitare intre etapa de ambalare si etapa de consum - care este probabilitatea ca alimentul sa fie impropriu depozitat; daca temperatura incintei de depozitare este sau nu improprie contaminarii de tip microbian;
- despre igienizare - daca masurilede igienizare aplicate pot afecta securitatea alimentului; daca poate fi igienizata instalatia si ce masuri de igienizare adecvate pot fi luate;
- despre sanatatea, igiena si educarea personalului - daca starea de sanatate sau practicile igienice ale personalului pot sa aiba impact asupra securitatii produsului alimentar; daca personalul angajat intelege procesul tehnologic si factorii care trebuie controlati; daca personalul angajat informeaza conducerea intreprinderii despre problemele care ar putea afecta securitatea produsului alimentar;
c) Efectuarea unei evaluari a riscului de aparitie a pericolelor : care consta in analiza probabilitatii aparitiei fiecarui pericol identificabil, precum si a severitatii acestora. Evaluarea cantitativa si calitativa a acestor pericole se poate realiza cu ajutorul urmatoarelor tehnici : brainstorming-ului, analiza functionala, digrama cauza-efect. Analiza cauza-efect este folosita in mod curent.
d) Dupa identificarea si evaluarea riscului de aparitie a pericolelor se trece la specificarea masurilor preventive existente : se stabilesc masurile care sunt necesare eliminarii pericolelor identificate , sau reducerii acestora, pana la niveluri acceptabile. Structura pericolelor si a masurilor preventive sub forma unui tabel constituie o modalitate foarte buna de prezentare. Dupa parcurgerea acestor etape, echipa HACCP este gata pentru determinarea punctelor critice de control.
Etapa 8. Determinarea punctelor critice pentru controlul pericolelor identificate (CCP -uri) : punctele critice de control (CCP) corespund punctelor, operatiilor sau etapelor care pot si trebuie sa fie controlate in scopul eliminarii unui pericol sau minimizarii probabilitatii sale de aparitie. Termenul "critic" este cuvantul cheie al metodei HACCP. Selectarea punctelor critice de control se va face pornind de la urmatoarele :
- identificarea pericolelor care pot produce o contaminare inacceptabila si a probabilitatii de aparitie a acestora;
- operatiile tehnologice la care este supus produsul pe parcursul procesului tehnologic;
- utilizarea data produsului.
De remarcat ca punctele critice de control care nu au impact asupra securitatii alimentului, nu sunt considerate puncte critice de control, si deci, nu vor fi incluse in planul HACCP. Determinarea punctelor critice de control se realozeaza cu ajutorul "Arborelui de decizie" stabilit de Codex Alimentarius. Potrivit acestui arbore, pentru a determina punctele critice de control se va raspunde succesiv la fiecare intrebare, in ordinea indicata, pentru fiecare etapa a procesului si pentru fiecare pericol identificat (Q1 → Q4).
Un "Arbore decizional" se poate folosi si pentru a determina daca materiile prime sunt sau nu sunt puncte critice. Numarul punctelor critice nu este limitat, el fiind cu atat mai mare , cu cat procesul de fabricatie sau produsul ce se realizeaza este mai complex.
Schema unui "Arbore decizional" propusa de Codex Alimentarius pentru punctele critice de control (CCP)
Etapa 9. Stabilirea unui sistem de monitorizare care sa permita asigurarea controlului efectiv al punctelor critice de control : sistemul de monitorizare stabilit pentru asigurarea controlului punctelor critice , in cazul ideal, trebuie sa urmareasca functionarea sistemului astfel incat sa poata fi sesizata orice tendinta spre iesire de sub control si sa fie luate imediat masuri corective, care sa aduca procesul sub control, inainte de aparitia unor abateri de la securitatea produsului. Pentru monitorizarea fiecarui punct critic de control trebuie sa se raspunda la 5 intrebari, care sunt :
Obiectivele cele mai importante ale monitorizarii sunt :
urmarirea functionarii sistemului astfel incat sa poata fi sesizata orice tendinta spre iesire de sub control si sa fie luate masuri corective care sa aduca operatia/faza/procesul sub control inainte de aparitia unei abateri de la securitatea produsului;
indicarea momentului cand s-a pierdut controlul si apare o abatere intr-un punct critic de control, moment in care trebuie aplicate actiuni corective;
prevederea unei documentatii foarte utile la verificarea planului HACCP.
Etapa 10. Stabilirea de actiuni corective care trebuie aplicate atunci cand sistemul de monitorizare indica faptul ca a aparut o deviatie fata de limitele critice stabilite - cand un punct critic de control este in afara pericolului : cand functia de monitorizare sesizeaza o situatie aflata in afara limitelor critice, trebuie avute in vedere urmatoarele repere :
decizia care se ia atunci cand un punct critic de control a fost detectat a fi "in afara controlului" si deci exista posibilitatea aparitiei unui pericol identificat;
corectarea cauzelor care au generat neconformitatea - se refera la activitatea ce trebuie efectuata pentru apreveni reaparitia neconformitatii;
mentinerea inregistrarilor care descriu rezultatul actiunii corective aplicate CCP-urilor.
Important in HACCP este intrebarea "DE CE SE IMTAMPLA ?", inainte de a se intampla ceva si, in consecinta, intreprinderea este datoare sa stabileasca un plan de actiuni corective care sa ia in considerare situatia ce amai defavorabila, inainte de aparitia unei deviatii de la limitele critice.
Etapa 11. Stabilirea unui sistem eficient de pastrare a documentatiei descriptive - planul HACCP - si a documentatiei operationale - proceduri si inregistrari operationale referitoare la planul HACCP - care constituie documentatia sistemului HACCP : stabilirea unui sistem documentar, practic si precis este esentiala pentru aplicarea sistemului HACCP. Acest sistem documentar trebuie sa cuprinda doua tipuri de documente esentiale, si anume :
elementele si deciziile corespunzatoare etapelor care constituie planul HACCP - documentatia descriptiva;
inregistrarile - rezultatele, observatiile, rapoartele, luarile de decizii - care rezulta din aplicarea planului HACCP - documentatia operationala.
Documentul de baza pentru implementarea sistemului HACCP este "Manualul HACCP", care este un document oficial sintetic, de baza in relatiile societatii comerciale cu clientii sai, precum si in relatiile cu autoritatile locale. Acest "Manual HACCP" cuprinde urmatoarele sectiuni :
Sectiunea A : Generalitati
A1 - Lista de difuzare a manualului HACCP;
A2 - Lista de modificare;
A3 - Aprobarea manualului HACCP de catre manager;
A4 - Declaratia managerului general.
Sectiunea B : Prezentarea si organizarea societatii comerciale
B1 - Prezentarea societatii - denumire, adresa, telefon/fax, obiect de activitate, atestari/autorizari, certificari;
B2 - Structura organizatorica a societatii;
B3 - Definitii si abrevieri.
Sectiunea C : Planul HACCP
C1 - Definirea scopului actiunii de implementarea sistemului HACCP;
C2 - Constituirea echipei HACCP;
C3 - Descrierea produsului si ametodelor de distributie - pentru materie prima si pentru fiecare produs in parte;
C4 -Identificarea utilizarii date - consumatori, instructiuni de utilizare, stabilitatea la utilizare, specificatii pe etichete;
C5 - Construirea diagramei de flux tehnologic;
C6 - Verificarea pe teren a diagramei de fabricatie - se va atasa orice modificare aparuta in diagrama de fabricatie;
C7 - Efectuarea analizei pericolelor, nr.crt., produs/etapa procesului, risc, risc potential, masuri de control (prevenire);
C8 - Determinarea punctelor critice de control (nr.cr., produs/etapa procesului, riscuri, nr.intrebari din arborele decizional Q1 - Q4), CP,CCP;
C9 - Stabilirea punctelor critice , CP - se stabileste fisa de control pentru urmarirea respectarii limitelor de control in punctele critice de control;
C10 - Stabilirea sistemului de monitorizare. Aici se intocmeste fisa de monitorizare a parametrului¶metrilor, la fiecare produs si la operatia care intereseaza in raport cu limita critica;
C11 - Stabilirea de actiuni corective. La C11 se intocmeste fisa de inregistrare a unei actiuni corective;
C12 - Stabilirea sistemului documentar;
C13 - Validarea sistemului HACCP cuprinzand validarea planului HACCP, auditul planului HACCP;
C14 - Revizuirea sistemulsui HACCP.
Sectiunea D : Anexe.
Fiecare sectiune este paginata separat, paginile fiind identificate prin numar, revizie curenta si editie. Redactarea si administrarea acestui Manual HACCP revin , de regula, liderului echipei HACCP, iar avizarea/aprobarea acestuia se face de catre directorul general al societatii. Administrarea Manualului HACCP se face prin revizii periodice si anuale. Toate editiile paginate, sectiunile originale inlocuite cu prilejul reviziilor efectuate sunt :
D1 - Procedurile sistemului HACCP;
D2 -Instructiuni de lucru, formulare, inregistrari;
D3 - Documente de referinta.
Procedurile operationale sunt detaliate prin : instructiuni de lucru, fise tehnologice,formulare de supraveghere. Ca anexa la Manualul HACCP se vor elabora urmatoarele proceduri operationale :
procedura operationala de igiena;
procedura de etalonare a echipamentului de lucru;
procedura operationala de instruire a personalului;
procedura operationala de identificare a produselor;
lista cu substante chimice periculoase;
procedura referitoare la cerintele si reclamatiile clientilor;
procedura operationala de supraveghere a CCP-urilor.
Etapa 12. Stabilirea de metode, proceduri si teste specifice pentru verificarea sistemului HACCP, destinate sa ateste conformitatea si eficacitatea sistemului HACCP: echipa HACCP este responsabila de organizarea si formalizarea procedurilor acestor verificari, iar procesul de verificare a HACCP va fi condus de persoane din interiorul intreprinderii, care nu sunt implicate in realizarea programului HACCP. Activitatile de verificare difera de activitatile de monitorizare, verificarea avand drept scop modul de functionare si eficienta intregului program HACCP:
verificarea conformitatii sistemului HACCP, care se face prin verificarea procedurilor planului HACCP si prin auditul HACCP - se stabilesc programe de inspectie, se trec inrevista inregistrarile din punctele critice de control si actiunile corective, precum si revizuirea limitelor critice pentru a vedea daca acestea sunt adecvate tinerii sub control a pericolelor. Pentru ca auditul sa se desfasoare in bune conditii se utilizeaza urmatoarele documente - liste de verificare(pe baza de intrebari), formulare pentru raportarea observatiilor auditorului;
pentru verificarea eficientei sistemului HACCP, procedurile de verificare pot include - un bilant anual al nonconformitatilor intalnite, un bilant al laturilor respinse, un bilant al reclamatiilor clientilor, teste aprofundate pentru principalele CPP-uri.
Etapa13. Revizuirea sistemului HACCP : aceasta revizuire se face pe baza unei verificari periodice, bine documentate a activitatilor incluse in planul HACCP, rezultatul fiind modificarea planului HACCP, atunci cand aceasta este necesara. Revizuirea se impune cand :
au loc modificari ale materiilor prime si retetei de fabricatie;
au loc modificari ale conditiilor de fabricatie;
au loc modificari ale conditiilor de depozitare si distributie;
au loc evolutii ale obiceiurilor de utilizare a produsului de catre consumatori;
au loc evolutii ale informatiilor stiintifice si epidemilogice referitoare la aparitia pericolelor;
se constata ineficacitateain ceea ce priveste verificarea sistemului HACCP.
Revizuirile sunt pastrate ca o evidenta a istoricului acestui manual. In fiecare din copiile difuzate ale manualului se introduc paginile modificate, aceste inlocuiri fiind consemnate in lista de modificari a manualului.
Definitii
Control (substantiv): Verificarea corectitudinii procedurilor si a indeplinirii criteriilor.
A controla (verb): Actiunile necesare pentru a asigura si mentine criteriile stabile in acord cu planul HACCP.
Controlul
masurilor: Orice actiune sau activitate care poate fi utilizata
pentru
prevenirea sau eliminarea pericolelor sau
pentru reducerea lor pana la un nivel
acceptabil;
Actiune corectiva: Orice actiune care este luata atunci-cand monitorizarea unui punct critic de control (PCC) indica o pierdere a controlului.
Punct critic de
control (PCC): O etapa la care controlul poate fi aplicata si in
care este
esential sa fie prevenit sau eliminat un pericol sau sa fie redus la un nivel
acceptabil.
Limita critica: Un criteriu care separa acceptabilitatea de neacceptabilitate.
Deviatie: Abaterea de la limitele critice.
Diagrama
proceselor: O reprezentare sistematica a etapelor sau operatiilor
utilizate in
realizarea unui produs.
HACCP: Un sistem care identifica,
evalueaza si controleaza pericolele semnificative
pentru siguranta alimentelor.
Planul HACCP: Un document, realizat in acord cu principiile HACCP, care asigura controlul pericolelor semnificative pentru siguranta produsului in segmentul lantului alimentar luat in considerare.
Pericolul: Un agent biologic, chimic sau fizic care este sau poate fi o cauza potentiala de producere a imbolnavirilor.
Analiza riscurilor: Procesul de colectare si evaluare a informatiilor privind pericolele si conditiile de indepartare a lor, care este esential pentru siguranta produsului alimentar si, prin urmare trebuie de inclus in planul HACCP.
Monitorizare: Actiunea planificata de observare a masuratorilor parametrilor de control pentru a verifica daca un punct critic de control (CCP) este sub control
Etapa : Un punct, proces sau operatie din lantul alimentar, inclusiv materia prima, de la productia primara la consumatorul final.
Validare: Obtinerea confirmarii ca un punct din planul HACCP este efectiv.
Verificare: Aplicarea metodelor, procedurilor, incercarilor sau a altor evaluari, suplimentar la monitorizare, care sa ateste conformitatea cu planul HACCP.
Curatire: Indepartarea pamantului, a reziduurilor alimentare, a murdariei, a unsorilor sau a oricaror alte materii straine produsului respectiv.
Contaminant: Orice agent biologic sau chimic, materie straina sau alta substanta care nu este introdusa in mod intentionat in alimente, care poate compromite siguranta sau acceptabilitatea sa.
Contaminare: Introducerea sau patrunderea intamplatoare a unui contaminant in alimente sau in mediul inconjurator al lor.
Dezinfectie: Reducerea, prin metode chimice sau fizice, a numarului de microorganisme, la locul de producere, depozitare sau transport al produselor agroalimentare, la un nivel care sa nu compromita siguranta si acceptabilitatea lor.
Constructie: Orice cladire sau spatiu in care produsele alimentare sunt manipulate si sunt sub controlul aceluiasi manager.
Igiena alimentelor: Toate conditiile si masurile necesare pentru asigurarea sigurantei si acceptabilitatii produselor alimentare, prevazute pentru toate etapele lantului alimentar.
Operator: Orice persoana care manipuleaza direct sau indirect produsele alimentare ambalate sau neambalate, echipamentul de prelucrare sau ustensile, sau suprafetele de contact a alimentelor, care trebuie sa respecte cerintele privind igiena alimentelor.
Siguranta alimentului: Asigurarea conditiilor prin care alimentele, atunci cand sunt preparate sau consumate conform scopului sau indicatiilor, sa nu provoace carente sanatatii consumatorilor.
Acceptabilitatea alimentului: Asigurarea ca alimentele sunt apte pentru consumul uman, conform scopului pentru care au fost produse.
Productia primara: aceasta etapa in lantul alimentar trebuie sa includa, spre exemplu, producerea si recoltarea produselor agroalimentare, sacrificarea animalelor, colectarea laptelui, pescuitul, etc.
Evaluarea punctelor critice de control.
Aplicarea planului HACCP la obtinerea pastelor fainoase lungi.
|
Etapele - punctele critice de control (PCC) |
Riscuri |
Masuri preventive |
Limite critice- masuri de toleranta |
Monitorizare |
Actiuni corective |
Imbunatatiri planificate |
|
Receptie calitativa si cantitativa PCC |
Faina necorespunzatoare calitativ. Melanj lichid de oua si apa calitativ necorespunzatoare.. |
Selectarea furnizorilor, receptie calitativa corecta, respingerea materiilor prime necorespnzatoare. |
Grad de deteriorare si contaminare corespunzator normelor legale in vigoare. |
Analize |
Productie compromisa. |
Selectarea furnizorilor pe baza planului HACCP. |
|
Depozitare ¡ PCC |
Cresterea temperaturii sau prelungirea duratei, dezvoltarea bacteriilor cu producere de toxine, enzime, contaminare. |
Respectarea temperaturii mediului de depozitare si a duratei operatiei respective. |
Temparatura maxima; durata maxima. |
Urmarirea perioadei etapei tehnologice, inspectie vizuala pentru stabilirea gradului de curatenie la locul de munca. |
Productie compromisa sau in carantina. | |
|
Transport intern ¡ PCC |
Deteriorare pe parcursul transportului la beneficiar, manipularii ulterioare. |
Asigurarea unor conditii de transport sigure. Asigurarea marfii transportate la firme de asigurari. |
Scurtarea rutelor de transport intern. Folosirea unor mijloace moderne de transport intern mai sigure si mai protective. |
Productia compromisa. | ||
|
Amestecarea PCC |
Respectarea conditiilor de amestecare : durata, temperatura, raportul dintre componenti amestecului.Curatenia la locul de munca. |
Verificarea periodica a instalatiei de amestecare. |
Conform normelor tehnologice. |
Urmarirea perioadei etapei tehnologice, inspectie vizuala pentru stabilirea gradului de respectare a parametrilor de lucru. |
Productie compromisa. | |
|
Framantarea aluatului ¡ PCC |
Nerespectarea tehnologiei.Utilaje murdare, deteriorate. |
Respectarea parametrilor operationali. |
Verificarea parametrilor de functionare si a gradului de uzura a utilajelor. Control curatenie. |
Productie compromisa. | ||
|
Compac tarea ¡ PCC |
Nerespectarea tehnologiei.Utilaje murdare, deteriorate. |
Respectarea parametrilor operationali. |
Verificarea parametrilor de functionare si a gradului de uzura a utilajelor. Control curatenie. |
Productie compromisa. | ||
|
Taierea pastelor ¡ PCC |
Nerespectarea tehnologiei.Utilaje murdare, deteriorate.Taierea necorespunzatoare : lumgime. |
Respectarea tehnologiei. Controlul periodic al dimensiunilor pastelor. Reglajul utilajelor. | ||||
|
Uscarea propriu-zisa a pastelor PCC |
Variatii mari de temperatura, uscare neuniforma. Utilaje murdare si vechi. Pericol de impurificare.Perioade depasite pentru procesul de uscare. |
Folosirea unor utilaje curate, moderne cu o uzura fizica mica. Controlul temperaturii de uscare. |
Temparatura maxima; durata maxima. |
Urmarirea perioadei etapei tehnologice, inspectie vizuala pentru stabilirea gradului de curatenie la locul de munca. |
Productie compromisa sau in carantina. | |
|
Ambalare ¡ PCC |
Ambalaje necorespunzatoare din punct de vedere estetic, igienic, si al durabilitatii. |
Selectarea furnizorilor de ambalaje. Studii periodice privind cele mai bune solutii de ambalare. |
Grad de deteriorare si contaminare corespunzator normelor legale in vigoare. |
Controlul calitatii ambalajelor . |
Productie compromisa sa in carantina. |
Selectarea furnizorilo pe baza planului HACCP. |
|
Depozitare ¡ PCC |
Cresterea temperaturii sau prelungirea duratei, dezvoltarea bacteriilor cu producere de toxine, enzime, contaminare. |
Respectarea temperaturii mediului de depozitare si a duratei operatiei respective. Deratizare deparazitare. |
Temperatura maxima; durata maxima. |
Urmarirea perioadei etapei tehnologice, inspectie vizuala pentru stabilirea gradului de curatenie la locul de munca. |
Productie compromisa sau in carantina. | |
|
Livrare ¡ PCC |
Deteriorare pe parcursul transportului la beneficiar, manipularii ulterioare. |
Asigurarea unor conditii de transport sigure. Asigurarea marfii transportate la firme de asigurari. |
Un maxim de 10% pierderi la transport. |
Productia compromisa. |
![]()
![]()
Receptie calitativa si cantitativa
Receptia cantitativa si calitativa
![]()
![]()
Depozitare
![]()
Dozarea apei
Cernerea fainii
![]()
![]()
Dozarea fainii
![]()
![]()
![]()
Framantarea aluatului
![]()
Compactarea aluatului
![]()
Modelarea aluatului
![]()
Taierea pastelor
![]()
Pregatirea pastelor modelate
in vederea uscarii
![]()
Preuscarea pastelor modelate
![]()
Uscarea propriu-zisa a pastelor preuscate
![]()
Stabilizarea pastelor fainoase
![]()
Ambalarea pastelor fainoase
![]()
Depozitarea pastelor fainoase
![]()
Livrarea pastelor fainoase scurte
Fig. Schema tehnologica
pentru obtinerea pastelor fainoase scurte
Determinarea punctelor critice de control (PCC)
¡ - risc minor ; - risc major; PCC - punct critic de control (Critical Control Point - CCP).
CAPITOLUL VI
NORME DE PROTECTIA MUNCII SI REGULI DE IGIENA.
Norme de igiena privind protectia sanitara a alimentelor
Se interzice
folosirea de piese, scule, de dispozitive, furtunuri, garniture, aparatura de masura si control deteriorate sau in pericol iminent deteriorare;
stropirea sau spalarea pompelor, a tablourilor si conductorilor electrici cu apa existant pericol de electrocutare;
interventia la piesele si subansamblurile masinilor sau gresarea acestora in timpul functionarii;
executarea de improvizatii la instalatiile electrice , masini dispozitive si aparatura de masura si control;
folosirea pieselor aflate sub tensiune fara ca acestea sa fie protejate impotriva atingerii directe (cu capace, aparatura, ingradiri, etc.);
punerea in functiune a masinilor si instalatiilor,fara verificarea periodica a legaturii la nulul de protectie si functionarea corespunzatoare a tuturor aparaturilor de masura si control din dotare conform cartii tehnice;
deservirea instalatiilor si utilajelor, executare de interventii, analize de laborator de catre personal neinstruit care nu corespunde functiei prevazute de nomenclator pentru meseria respective;
mentinerea in dotarea masinilor oricaror piese dispozitive subansamble si aparaturi de masura si control care nu sunt in stare perfecta de functionare;
folosirea de cinducte de aburi si apa calda neizolate termic pentru a preveni pierderile de caldura si accidentele de natura tehnica;
exploatarea masinilor, instalatiilor, utilajelor fara cunoasterea perfecta a instructiunilor de exploatare care trebuie sa fie afisate la fiecare loc de munca;
prezentarea la locul de munca a personalului muncitor si tehnic, care nu poarta echipamentul sanitar si de protecite conform normativelor in vigoare;
parasirea locului de munca sau incredintarea instalatiilor unor personae neinstruite,prezenta altor personae straine in apropierea masinilor de functiune;
nerespectarea indicatiilor de montaj date de firma constructoare;
mentinerea in functiune a pompelor, separatoarelor, altor utilaje, a instalatiilor la care se constata zgomote suspecte;
folosirea sculelor, dispozitivelor, masinilor si instalatiilor in alte scopuri decat cele pentru care au fost construite;
folosirea in activitatea de spalare si curatire interioara a tancurilor de depozitare, vanelor si cazanelor, a echipamentului care se folosesc si in alte sectoare de activitate;
folosirea dezordonata a echipamentului de protectie, care prin prinderea de catre organele masinilor in misacare poate duce la accidente de munca;
blocarea spatiului in jurul masinilor si instalatilor cu ambalaje, produse sau alte obiecte;
fumatul in sectii si laboratoare, folosindu-se in acest scop numai locurile special amenajate;
folosirea conductelor care transporta apa rece, calda, abur care nu sunt vopsite in colori conventionale fundamentale (conform STAS 8589-1970);
amplasarea la distante mari a sistemelor de pornire si oprire a electromotoarelor, utilajelor si instalatiilor;
pastrarea in sectiile de productie, de obiecte, ambalaje, piese care sunt straine de acestea.
Norme de igiena privind terenul, amplasarea unitatilor si mediul inconjurator
Pentru ca activitatea din unitatile de industrie alimentara sa se desfasoare in condii de igiena, trebuie respectate o serie de reguli:
planificarea, proiectare si amplasarea constructiilor trebuie sa se faca astfel incat sa existe posibilitatea unei intretineri, curatiri dezinfectii corespunztoare;
la amplasarea cladirilor in incinta itreprinderii, trebuie sa se tina seama de directia vanturilor;
caile de acces si de circulatie, trebuie sa fie bine delimitate, marcate vizibil pentru a evita blocajele si riscuirile de accidente si de a asigura fluiditatea necesara;
gunoiul sau rezidurile trebuie asezate in incinta cu respectarea anumitor distante fata de cladirile in care se desfasoara activitati de depozitare;
caile de acces, rampele trebuie sa fie mentinute in stare corespunzatoare de igiena, intretinute;
verificarea periodica a acestora;
cladirile trebuie sa fie inconjurate de suprafete curate, prevazute cu trotuare astfaltate sau pavate
igienizarea, combaterea daunatorilor trebuie sa se execute cu regularitate si cu eficienta scontzata, controlata;
spatiile verz sa fie intrtinute in mod corespunztor.
In cazl unitatilor producatoare de alimente, yonele poluante industrial cuprind;
depozitul instrumentelor destinate curatirii canalelor;
centrala termica;
locuri pentru manipularea apelor uzate;
spatii destinate depozitarii gunolului si reziduului;
garaje pentru vehicule;
spatii pentru curatirea vehiculelor;
Norme pentru utilajele, instalatiile, echipamentele si aparatura care vine in contact cu alimentele.
Amplasarea utilajelor, instalatiilor, echipamentelor trebuie sa se faca in conformitate cu fluxul tehnologic adoptat pe baza tehnologiei alese, astfel incat sa se respecte distantele minime intr utilajele, si pereti, caid e acces distante impuse de cerintele tehnologice, de cele de montare, intrtinerem, reparatii curatire igienizare, dezinfectie.
Utilajele, instalatiile si echipamentele trebuie sa fie confectionate din materiale avizate pentru un alimentar, de regula otel, inox, aluminiu, materiale textile, plastice care sa nu contamineze produsul cu care vin in contact;
Organele in miscare a utilajelor, instalatiilor, echiapamentelor, care necesita ungere, vor fi prevazute cu carcase etanje, sau jgheaburi de picurare.
Masuri de igiene specifice produselor alimentare
Toate operatiile prin care trec produsele alimentare, respective manipulare, depozitare, ambalare, transportare trebuie sa se faca in anumite conditi care sa previna conatminarea, care le-ar face improprii consumului alimentar, periculoase pentrusanatatea umana;
Materiile prime si auxiliare si produsele finite, datorita continutului de umiditate ridicat, favorizeaza dezvolatrea microorganismelor patogene, producerea toxinelor de catre acestea. Pentru a preveni acestea este necesara pastrarea acestor produse la temperatri adegvate, care sa fie strict controlate, dupa o procedura riguroasa.Acest control al temperaturii poate fi anulat pe perioade scurte, respective in timpul manipularii in operatiile de preparare, prelucrare, transport, depozitare, expunere, servire.
Produsele alimentare care se pastreaza sau se servesc la temperature scazute, nu trebuie sa prezinte nici un risc pentru sanatate.
Tema speciala
Analiza influentei tipului de faina asupra proprietatiilor sale specifice (Determinarea volumului si a comportarii la fierbere, sarcinii de rupere la incovoiere, substantelor proteice si calitatii proteinelor)
1.Scopul lucrarii
Pentru obtinerea unor paste fainaose de calitate un rol important il are tipul si caracteristicile fainurilor folosite in procesul tehnologic. La nivelul tarilor europene ,cum este Italia pastele fainoase se obtinfie numai din faina de garu din specia Triticum durum.
Fabricarea pastelor fainoase doar din specia de grau Triticum aestivum este considerata a fi o contrafacere.
Legislatia UE nu permite adaosul mai mare de 3% de faina din T.aestivum in produsele de acest tip, depistarea unui continut mai mare fiind considerata falsificare.
Tot contrafacere, si una din cele mai grave, o constituie adaugarea in aluatul pentru paste a macinaturii de produse invechite.
Scopul acestei teme experimentale il constituie analiza influentei tipului de faina asupra catorva dintre proprietatile specifice acestei materii prime
S-au determinat experimental determinarea volumului si a comportarii la fierbere, sarcinii de rupere la incovoiere, substantelor proteice si calitatii proteinelor pentru un numar de 5 tipuri de faina.
2. Materiale
Pentru realizarea partii experimentale au fost supus analizelor un numar de 5 probe, din care una este din grau durum, una din grau aestivum, iar 3 au fost obtinute din mixurile de grau durum si aestivum in diferite proportii, recoltate de la cateva intreprinderi cu profil de panificatie, mixurile fiind realizate in laborator. Cele 5 probe sunt relevate in Tabelul 1.
|
Nr. proba |
Proba analizata |
|
I |
Faina de grau durum pentru paste fainoase |
|
II |
Faina de grau aestivum pentru paste fainoase |
|
III |
Faina de grau: aestivum+durum(10g+90g) |
|
IV |
Faina de grau: aestivum+durum(30g+70g) |
|
V |
Faina de grau: aestivum+durum(50g+50g) |
Tabel 1.Probe pentru analizat
3. Parte experimentala, rezultate si discutii
Determinarea cresterii volumului si a comportarii la fierbere
A. Principiul metodei:
Masurarea cu cilindrul gradat a volumului pastelor fainoase, inainte si dupa fierbere in apa si examinarea apei de fierbere.
B. Aparatura:
- vas cilindric emailat sau din tabla inox, cu capacitatea de 2-3l si care in interior este prevazut cu o sita, cu tesatura de sarma de 1,25 conform STAS 1077-67, de aceeasi forma cu vasul emailat, cu diametrul exterior si inaltimea mai mica cu 10mm decat dimensiunile acestuia si cu doua sau 4 toarte de sprijin.
- cilindru gradat de 500cm3.
C. Reactivi:
- clorura de sodiu, solutie 0,7%.
D. Mod de lucru:
In cilindrul gradat se introduce apa la temperatura ambianta, pana la un anumit nivel si se noteaza nivelul apei. Se introduc apoi 50g paste fainoase, se agita cilindrul pentru indepartarea bulelor de aer si se noteaza din nou nivelul apei.
Diferenta dintre a doua si prima citire reprezinta volumul ocupat de pastele fainoase.
Se scurge apa din cilindrul prin sita, iar pastele fainoase se trec in vasul emailat in care in prealabil s-au introdus 1000cm3 apa si 7 g clorura de sodiu si s-a adus la fierbere.
In functie de sortiment, fierberea se mentine 10.30 min. Dupa terminarea fierberii se scoate sita, se clatesc pastele fainoase cu circa 250cm3 apa rece si se determina din nou volumul ca mai sus.
In timpul fierberii se verifica mirosul, iar dupa terminarea fierberii se examineaza si se noteaza comportarea produsului si aspectul apei in care s-a facut fierberea. Se apreciaza gustul, mirosul si opalescenta apei, apoi se toarna intr-un pahar Berzelius de 250cm3, se lasa in repaus aproximativ 15 min si se masoara inaltimea sedimentului cu o linie gradata.
E. Calcul si exprimarea rezultatelor:
Cresterea volumului pastelor fainoase exprimata in procente se calculeaza cu formula:
Cresterea volumului = V1/ V x 100
In care:
V- volumul probei luat pentru determinare, inainte de fierbere, in centimetri3
V1- volumul probei dupa fierbere, in cm3
Sedimentul depus se masoara in cm.
Tab.2 Rezultate:
|
Nr. crt |
Denumire proba |
Cresterea in volum si comportarea la fierbere; det.% |
Cresterea in volum si comportarea la fierbere; STAS % min. |
|
Paste fainoase din grau durum | |||
|
Paste fainoase din grau aestivum | |||
|
Paste fainoase din grau ( 10% - aestivum + 90% durum) | |||
|
Paste fainoase din grau ( 30% aestivum + 70% durum) | |||
|
Paste fainoase din grau ( 50% aestivum + 50 % durum ) |
F. Discutii:
Din tabelul de mai sus se poate observa faptul ca pastele fainoase din grau durum cresc cel mai mult in timpul fierberii 450 , iar pe masura ce cantitatea de grau aestivum creste in paste, scade ajungand pana390.
3.2 Determinarea sarcinii de rupere la incovoiere
A. Principiul metodei
Supunerea unei macaroane sau spaghete la incovoiere sub actiunea unei greutati din ce in ce mai mari, pana la rupere.
B. Aparatura:
- suport confectionat din lemn, conform figurii:
C. Mod de lucru:
Se asaza o macaroana sau o spagheta din proba pentru analiza pe suportul aparatului, iar la mijlocul distantei dintre punctele de reazem se atarna un saculet din panza cu gura deschisa. In saculet se introduce treptat nisip, in prealabil uscat, sau alice, pana cand proba se rupe. Masa incarcaturii care a provocat ruperea reprezinta sarcina de rupere la incovoiere si se exprima in N (1gf= 9,88 N).
Ca rezultat se ia media aritmetica a 10 determinari.
Tab.3 Rezlutate:
|
Nr. crt |
Denumire proba |
Determinarea sarcinii la ripere la incovoiere · 10-3gf |
||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
media |
||
|
Paste fainoase din grau durum | ||||||||||||
|
Paste fainoase din grau aestivum | ||||||||||||
|
Paste fainoase din grau ( 10% - aestivum + 90% durum) | ||||||||||||
|
Paste fainoase din grau ( 30% aestivum + 70% durum) | ||||||||||||
|
Paste fainoase din grau(50% aestivum + 50 % durum) | ||||||||||||
D. Discutii:
Din tabelul de mai sus se observa ca pastele fainoase din grau durum sunt cele mai rezistente la rupere, iar aceasta rezistenta scade proportional cu cresterea cantitatii de grau aestivum in pastele fainoase.
Determinarea substantelor proteice prin metoda Kjeldhal
acid sulfuric, faina, sulfat de cupru, sulfat
rosu de metil, de sodiu, acid sulfuric
hidroxid de sodiu
![]()
![]() fenolftaleina
fenolftaleina
|
MINERALIZARE |
![]()
|
|
|
DISTILARE |
![]()
![]()
|
TITRA RE |
![]()
![]()
|
REZULTATE |
A. Principiul metodei:
Mineralizarea probei de analizat cu acid sulfuric , in prezenta unui catalizator , dupa metoda Kjedhal, urmata de alcalinizare, distilare si titrare a amoniacului eliberat.
B. Aparatura:
Aparat de distilare format din :
balon de distilare de 750. 1000 cm3;
deflegmator,
refrigerent si vas colector de 500cm3 .
Biureta de 50 cm3, cu valoarea diviziunii de 0,05 cm3
Balon Kjeldhal de 500 cm3.
C. Reactivi:
Acid clorhidric 0,1n;
Hidroxid de sodiu, solutie 30% si 0,1 n ;
Sulfat de cupru ;
Sulfat de amoniu, solutie 0,1 n ;
Sulfat de sodiu sau sulfat de potasiu anhidru ;
Rosu de metil, solutie alcoolica 0,2% ;
Fenolftaleina. solutie 1% in alcool etilic 60% volum .
D. Mod de lucru:
a) Mineralizarea
Intr-o fiola de cantarire, tratata, se cantaresc prin diferenta, cu precizie de 0,001g, cca. 2g proba de faina . Se trece faina in balonul Kjeldhal, se adauga 1g sulfat de cupru, 8g de sulfat de sodiu anhidru sau 10g de sulfat de potasiu anhidru, cateva bucatele de parafina (ca antispumant), o bila de sticla cu diametrul de 6-7 mm si 25 cm3 acid sulfuric, d=1,83 1,84. Acidul sulfuric masurat cu un cilindru gradat sau cu o pipeta automata, se lasa sa se prelinga pe gatul balonului, pentru a-l curata de eventualele particule aderente din proba. Se amesteca totul prin agitare usoara .
Se aseaza pe gatul balonului o palnie mica de sticla si se incalzeste moderat pentru a evita formarea unei spume abundente. Din momentul incetari spumarii, se intensifica incalzirea, astfel incat, vaporii de acid sulfuric sa se condenseze spre mijlocul gatului balonului. Dupa ce lichidul s-a limpezit si nu-si mai schimba nuanta, se continua incalzirea timp de 40 minute.
Balonul trebuie inclinat la 30 - 45 grade.
b) Distilarea si titrarea
Dupa racire, continutul balonului Kjeldhal se trece cantitativ prin spalari succesive , in balonul de distilare, care contine cca. 100 cm3 apa. Volumul de lichid din balonul de distilare trebuie sa fie de min. 400 cm3.
In vasul colector se introduc dintr-o biureta 30 cm3 acid sulfuric 0,1n sau acid clorhidric 0,1n, exact masurati, apoi 2-5 picaturi de solutie de rosu de metil. In balonul de distilare se adauga 0,5 cm3 solutie de fenolftaleina, cateva granule de portelan poros si se monteaza balonul la aparatul de distilare, dupa ce s-a montat vasul colector . In balonul de distilare se adauga cca. 100 cm3 solutie de hidroxid de sodiu 30%, cu precautie, prin palnia cu robinet astfel ca lichidul sa se prelinga pe peretii balonului, pana ce continutul acestuia capata reactie alcalina.
Se incalzeste balonul si se distila pana cand volumul lichidului din vasul colector ajunge la cca. 300 cm3. In timpul distilarii, capatul tubului prelungitor al refrigerentului trebuie sa fie sub nivelul lichidului din vasul colector . Se coboara apoi vasul colector, astfel incat varful tubului prelungitor sa fie deasupra nivelului lichidului; se spala peretii vasului colector si capatul tubului prelungitor cu apa si se continua distilarea inca 5 minute.
Se titreaza excesul de acid din vasul colector cu solutie de hidroxid de sodiu 0,1n pana la virarea culorii.
Se efectueaza in paralel doua determinari din aceeasi proba de analizat.
E. Calculul si exprimarea rezultatelor:
a) Continutul de substante proteice raportat la substanta uscata si exprimat in %, se calculeaza cu formula:
![]()
In care :
- 0,0014 = cantitatea de azot, in g, corespunzatoare la 1 cm3 acid sulfuric sau acid clorhidric 0,1n ;
V1 =volumul de acid sulfuric si acid clorhidric 0,1 n folosit la titrare,in cm3
V = volumul de hidroxid de sodiu, solutie 0,1 n folosit la titrarea, in cm3;
F = cantitatea de proteina, in g, corespunzatoare la 1 g azot;
M = masa produsului luat pentru determinare, in g;
U = umiditatea probei, in % .
Ca rezultat se ia media aritmetica a celor doua determinari, daca sunt indeplinite conditiile de repetabilitate .
b) Repetabilitate
Diferenta dintre rezultatele a doua determinari paralel efectuate de catre acelasi operator in cadrul aceluiasi laborator trebuie sa nu depaseasca 0,5g substante proteice pentru 100g proba de produs analizat.
Tab.4 Rezultate:
|
Nr.crt |
Denumire probe |
Substante proteice % |
|
Paste fainoase din grau durum | ||
|
Paste fainoase din grau aestivum | ||
|
Paste fainoase din grau ( 10% - aestivum + 90% durum) | ||
|
Paste fainoase din grau ( 30% aestivum + 70% durum) | ||
|
Paste fainoase din grau ( 50% aestivum + 50 % durum ) |
F. Discutii:
In urma analizei efectuate s-a constatat faptul ca pastele fainoase din grau durum au 14% substante proteice,aceasta valoare scade proportional cu cresterea cantitatii de grau aestivum in paste
3.4 Determinarea calitatii proteinelor prin metoda sedimentatii a lui Zeleny
faina, albastru de bromfenol
![]() amestec
Zeleny
amestec
Zeleny
![]()
|
AGITARE, t=5sec.,12 ori |
![]()
|
|
![]()
|
CITIRE SEDIMENT |
A. Metoda de analiza:
In prima apreciere a calitatii glutenului se face imediat dupa spalare . Glutenul de buna calitate are o structura spongioasa, prezinta o extensibilitate redusa, o elasticitate si o tenacitate mare. Tinut in apa cateva ore , glutenul se transforma intr-o masa compacta cu structura uniforma, pastrandu-si tenacitatea si elasticitatea.
Glutenul unei faini de calitate slaba, dupa spalare prezinta o extensibilitate relativ mare, cu o elasticitate si tenacitate scazuta . Dupa un repaus de cateva ore in apa isi pierde aproape complet elasticitatea si tenacitatea si se transforma intr-o masa extensibila, vascoasa si de consistenta siropoasa .
Pentru determinarea calitatii glutenului se folosesc diferite metode care se pot grupa in mai multe categorii :
metode pentru
determinarea proprietatilor fizice ale glutenului (intindere,
elasticitate, degradarea consistentei);
metode pentru
determinarea proprietatilor coloidale ale glutenului (umflare
specifica in solutii slabe de acizi organici),
metode pentru determinarea insusirilor fizice ale aluatului (consistenta deformare, capacitate de intindere, viteza de fluiditate la o anumita presiune).
Dintre numeroasele metode care apartin celor trei categorii sunt mai frecvent utilizate : metoda sedimentari, metoda umflarii glutenului in solutie de acid lactic, metoda fermentarii srotului, determinarea puterii fainii cu ajutorul farinografului.
B. Metoda sedimentatiei:
Aceasta metoda a fost elaborata de Zeleny, este o metoda simpla si rapida si se bazeaza pe umflarea si sedimentarea peliculelor de gluten in mediu acid .
Numerosi cercetatori au adus acestei metode o serie de modificari care constau in micsorarea cantitatii de faina necesara, precum si in posibilitatea inlocuirii acidului lactic cu alti acizi, modificari care o fac pretabila analizelor in serie .
Cu 48 de ore inainte de intrebuintare se prepara amestecul Zeleny (180ml solutie de acid lactic 85% si 200ml alcool izopropilic 90% introdusi intr-un litru de apa distilata).
In vederea determinarii indicelui de sedimentatie se cantaresc 3,2g faina, care se introduc intr-un cilindru gradat de 100ml. Se adauga 50ml solutie de albastru de bromfenol 4% si se astupa cu un dop . Se agita timp de 5 secunde de 12 ori, dupa care se adauga 25ml de amestec Zeleny .
Cilindrul asupat cu un dop , se aseaza in agitator, unde se agita timp de 15 minute, dupa care se citeste inaltimea sedimentului. Aceasta cifra reprezinta valoarea indicelui de sedimentatie .
Pe baza valorilor indicelui de sedimentatie , Elena Boldea stabileste urmatoarele categorii de calitate pentru granele din tara noastra :
Categoria I - indicele de sedimentatie 50ml .
Categoria II - indicele de sedimentatie cuprins intre 49 - 35ml.
Categoria III - indicele de sedimentatie cuprins intre 34 - 20 ml.
- Categoria IV -indicele de sedimentatie mai mic de 20ml. Granele din categoria a IV-a sunt destinate patiseriei. Determinarea indicelui de sedimentatie se poate face si cu ajutorul micrometodei sedimentatiei. In acest caz se folosesc 0,5g faina de extractie 70% . Faina se introduce intr-un cilindru gradat de 10 ml (cu gradatii de 0,1ml), in care s-a turnat anterior 2-3ml solutie de acid acetic glacial 2,4% pentru a evita lipirea fainii de peretii cilindrului. Se adauga apoi, spre completare pana la semn, acid acetic glacial 2,4%. Cilindrul gradat, acoperit etans cu un dop de cauciuc, se agita puternic pe verticala timp de 5 secunde iar apoi pe orizontala timp de 55 secunde. Se lasa apoi cilindrul in repaus 5 minute, dupa care se citeste inaltimea sedimentului in diviziuni de 0,1 ml, aceasta cifra reprezentand valoarea indicelui de sedimentatie.
Tab.5 Rezultate:
|
Nr, crt |
Denumire proba |
Indicele de sedimentatie [ml] |
Media |
Calita tea |
||||
|
I |
II |
III |
IV | |||||
|
Paste fainoase din grau durum |
19 |
20 |
III |
|||||
|
Paste fainoase din grau aestivum |
V |
|||||||
|
Paste fainoase din grau ( 10% - aestivum + 90% durum) |
IV |
|||||||
|
Paste fainoase din grau ( 30% aestivum + 70% durum) |
V |
|||||||
|
Paste fainoase din grau ( 50% aestivum + 50 % durum ) |
IV |
|||||||
C. Discutii:
Indicele de sedimentatie este mai mare la pastele fainoase din grau durum scazand cu cresterea cantitatii de grau aestivum in paste.
BIBLIOGRAFIE
Tehnologii si utilaje in industria moraritului. Pregatirea cerealelor pentru macinis - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2001.
Tehnologii si utilaje in industria moraritului. Macinisul cerealelor - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2002.
Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Materii prime si auxiliare -Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2003.
Biochimia si tehnologia panificatiei - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2000.
Chimia produselor alimentare Partea I - Dominica Cibanu - Editura Tehnica-Info Chisinau 2001.
Cerinte de igiena - HACCP si de calitate - ISO 9001:2000 in unitatile de indusreie alimentara conform normelor Uniumii Europene - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2006.
Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Metode de preparare a aluatului -Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2004.
Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Coacerea si uscarea aluatului -Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2006.
Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Fermentarea si prelucrarea aluatului - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2005.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 9233
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved