| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CALITATEA SUPRAFETELOR PRELUCRATE PRIN ASCHIERE
Rolul prelucrarii prin aschiere este de a genera suprafete ce trebuie sa corespunda cerintelor impuse de proiectant prin desenul de executie al piesei.
Calitatea suprafetei unei piese este o notiune foarte complexa si cuprinde doua aspecte:
geometria stratului superficial prin care se determina abaterile suprafetei reale fata de suprafata teoretica si rugozitatea (microneregularitatile) suprafetei reale;
starea stratului superficial al suprafetei prelucrate din punct de vedere fizic (grad de deformare, tensiuni remanente, tratamente termice, chimice, termochimice, etc.).
Din punct de vedere al prelucrarilor prin aschiere intereseaza primul aspect si in mod deosebit rugozitatea suprafetei.
1. Rugozitatea suprafetelor prelucrate prin aschiere.
Inaltimea si forma microneregularitatilor suprafetei aschiate depind de o multitudine de factori. Din punctul de vedere al formarii rugozitatii suprafetei se pot deosebi doua categorii:
rugozitate datorata modului de generare a suprafetelor, ce reprezinta urme ale taisului sculei, denumita rugozitate calculata (h);
rugozitate datorata fenomenelor fizice ce insotesc procesul de prelucrare prin aschiere.
Rugozitatile din prima categorie (figura1) reprezinta sectiunea restanta a aschiei nedeformate.
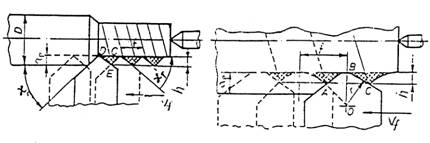
Figura 1 Rugozitate formata datorita modului de generare a suprafetelor
Sunt caracterizate prin periodicitatea aparitiei lor, perioada fiind egala cu marimea avansului si reprezinta (din punct de vedere teoretic) rugozitatea minima a suprafetei generate. Marimea acestor rugozitati poate fi determinata prin calcul.
In cazul strunjirii rugozitatea h poate fi determinata cu relatiile:
- pentru cutit fara raza de varf (re 0), figura 1, a;
![]() (1)
(1)
pentru cutit cu raza de varf (re ¹ 0), figura 1, b;
![]() (2)
(2)
sau cu aproximatie
![]() (3)
(3)
Din considerente geometrice se pot deduce si alte tipuri de relatii de calcul pentru rugozitatile din aceasta categorie.
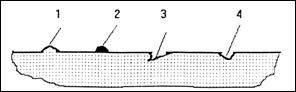
Rugozitatile din a doua categorie se datoreaza fenomenelor legate de procesul de formare a aschiilor, depunerilor pe tais, frecarilor, vibratiilor si se prezinta sub urmatoarele forme (figura 2):
ondulatii (1) ale suprafetei generate in raport cu suprafata teoretica, datorate vibratiilor din timpul aschierii;
solzi de depunere (2) luciosi si duri, ce reprezinta particule din depunerile pe tais inglobate in suprafata generata;
- fisuri (3) ce reprezinta urme ale locurilor din care s-a facut desprinderea aschiei;
cratere sau porozitati (4) ce reprezinta zonele din care au fost smulse particule dure ce au fost inglobate in masa de baza a piesei.
Rugozitatile din aceasta categorie sunt rezultatul influentei unui numar mare de factori, aparitia acestora nefiind sistematica.
Pe baza modului de formare a rugozitatii, rezulta ca inaltimea reala a microneregularitatilor suprafetei, respectiv rugozitatea Rz, este data de relatia:
Rz = h + Dh1 + Dh2 + Dh3 mm] (4)
unde:
- h, inaltimea sectiunii restante a aschiei (rugozitatea calculata);
Dh1, rugozitatea datorata deformatiilor elastice la nivelul sculei si piesei;
Dh2, rugozitatea datorata deformatiilor plastice;
Dh3, rugozitatea datorata fortelor de frecare de pe fata de asezare activa a sculei.
2. Influenta parametrilor procesului de aschiere asupra rugozitatii suprafetei prelucrate.
Influenta materialului de prelucrat. Materialul de prelucrat influenteaza deosebit de complex rugozitatea suprafetei prelucrate prin caracteristicile sale fizico-mecanice.
Oteluri. La prelucrarea otelului carbon, prin marirea duritatii (HB) rugozitatea scade din cauza reducerii deformatiilor plastice (figura 3).
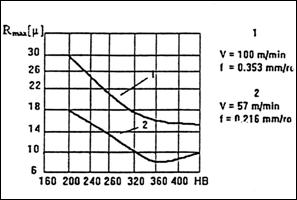
Figura 3 Influenta duritatii otelului prelucrat asupra rugozitatii
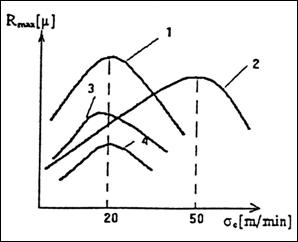
Figura 4 Influenta structurii otelului asupra rugozitatii
Influenta structurii otelului asupra rugozitatii suprafetei prelucrate este prezentata in figura 4.
a) Otelurile cu perlita globulara (1), prezinta un maxim al rugozitatii pentru valori mai mici ale vitezei de aschiere, deoarece la aschierea acestor oteluri, temperatura este mai mare si deci, marimea depunerii pe tais este maxima la valori mai mici ale vitezei de aschiere.
Valoarea mai mare rugozitatii fata de perlita lamelara (2), in domeniul vitezelor mici de aschiere, se explica prin plasticitatea mai mare a otelului cu perlita globulara. Pentru sorbita (3) si troostosorbita (4), deplasarea catre stanga a curbelor se datoreaza temperaturii de aschiere ridicate, iar faptul ca sunt mai joase fata de curbele perlitei lamelare, se datoreaza duritatii lor mari, respectiv posibilitatilor mici de deformare.
b) Rugozitatea este cu atat mai mare cu cat continutul de ferita libera din otel este mai mare. Ferita fiind foarte plastica, da nastere la deformatii mari ale suprafetei prelucrate si permite formarea cu usurinta a depunerii pe tais.
c) Otelurile cu structura ferito-perlitica (in care perlita este lamelara), prelucrate cu viteze mici de aschiere, dau rezultate mai bune (in privinta rugozitatii) fata de otelurile cu structura de perlita globulara, la aceleasi viteze de aschiere.
Fonte. La prelucrarea fontei cenusii influenta vitezei de aschiere asupra rugozitatii este mai mica decat in cazul otelurilor. La prelucrarea fontei apar scobituri (cratere) repartizate neuniform pe suprafata, din cauza ruperii incluziunilor din grafit.
O rugozitate buna se obtine cand incluziunile de grafit sunt repartizate uniform si cantitatea de ferita este mica.
Influenta parametrilor regimului de aschiere. Rugozitatea suprafetei si starea stratului superficial caracterizata prin deformatii plastice si tensiuni interne, sunt puternic influentate de valorile parametrilor regimului de aschiere.
Viteza de aschiere vc, este factorul care influenteaza cel mai mult rugozitatea suprafetei (figura 5).
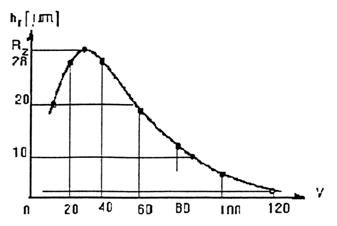
Figura 5 Influenta vitezei de aschiere asupra rugozitatii
In domeniul vitezelor mici, prezenta depunerilor pe tais face ca hr sa fie mult mai mare decat h calculat.
In domeniul vc = 6080 m/min depunerile pe tais sunt mai mici si ca urmare componenta Dh2 reprezinta 25% din inaltimea reala a microneregularitatilor.
Pentru componenta Dh1, la prelucrarea otelurilor si aliajelor de aluminiu s-a obtinut o valoare de 3% din (Dh2 Dh ). Componenta Dh3 are valori relativ mici si depinde de valorile unghiului de asezare a si de valorile componentei Dh1 Pentru vc > 80 m/min rugozitatea va fi formata numai de urmele lasate de scula (h calculat) si de ondulatii datorita vibratiilor.
Avansul f, influenteaza rugozitatea suprafetelor prelucrate conform figura 6.
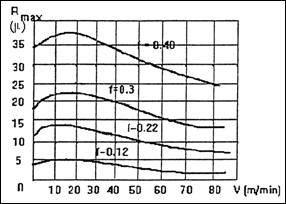
Figura 6 Influenta avansului asupra rugozitatii
Prin cresterea avansului rugozitatea creste datorita cresterii lui h calculat. Pentru orice valoare a avansului, valoarea maxima a rugozitatii se obtine la o valoare a vitezei de circa 20 m/min.
Pentru valori mici ale avansului (f < 0,1 mm/rot) rugozitatea variaza foarte putin iar, prin variatia avansului (componenta Δh2 creste din cauza micsorarii grosimii aschiei).
Din aceasta cauza, la finisare, nu este necesar a se micsora la maximum avansul deoarece aceasta nu duce la o imbunatatire a rugozitatii si totodata duce la micsorarea productivitatii, imbunatatirea rugozitatii la finisare se poate obtine printr-o marire a vitezei de aschiere.
Cele aratate despre influenta vitezei si avansului asupra rugozitatii sunt valabile la prelucrarea materialelor tenace.
In cazul prelucrarii materialelor fragile (fonta, bronz, etc.) curba Rz = f (vc) nu prezinta un maxim ci ea are o variatie monotona. Aceasta se explica prin capacitatea redusa la deformatiile plastice si prin afinitatea chimica mica intre materialul sculei si materialul de prelucrat.
Influenta geometriei sculei aschietoare. Parametrii geometrici ai sculei aschietoare ce influenteaza in mare masura rugozitatea suprafetei prelucrate sunt cr c'r, g lT a, rn.
Unghiul de atac principal cr si secundar c'r influenteaza in aceeasi masura valorile lui Rz si anume cu micsorarea acestor unghiuri, valoarea Rz se micsoreaza, datorita micsorarii h calculat (figura 7).
Cercetarile experimentale au aratat ca utilizarea cutitelor cu unghiuri de atac mici nu conduc totdeauna la obtinerea unei rugozitati bune.
La alegerea valorii unghiului de atac principal trebuie sa se tina seama de legatura acestuia cu alti factori si anume raza de varf a sculei re si avansul f. Tot pe cale experimentala s-a stabilit ca influenta unghiului de atac secundar c'r este pur geometrica.
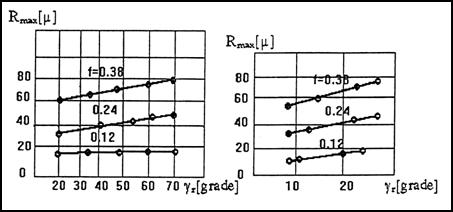
Figura 7 Influenta unghiului de atac principal si a celui
secundar asupra rugozitatii
Unghiul de degajare g, influenteaza rugozitate suprafetei prelucrate prin intermediul deformatiilor plastice, inclusiv prin fenomenul depunerilor pe tais.
Cercetarile teoretico-experimentale au aratat ca pentru conditii de aschiere larg utilizate la modificarea lui g are loc o variatie mica si neregulata a rugozitatii.
Fenomenul se explica prin faptul ca valoarea unghiului de degajare variaza de-a lungul taisului, micsorandu-se in zona curbilinie si mai ales in partea taisului secundar unde poate atinge valori negative.
Aceasta portiune de tais (zona varfului) este cea care influenteaza intensitatea deformatiilor plastice si contribuie in mod direct la formarea rugozitatii suprafetei prelucrate. La ascutirea cutitelor utilizate la operatii de finisare trebuie sa se asigure o valoare optima a unghiului de degajare in regiunea varfului cutitului.
Unghiul de inclinare al taisului lT influenteaza prin directia de curgere a aschiilor si prezinta importanta cand acesta trece de la valori pozitive la valori negative. La operatii de finisare aschiile nu trebuie sa atinga suprafata prelucrata, deci se vor folosi cutite cu lT >
Unghiul de asezare a influenteaza prin deformatiile plastice ale suprafetei prelucrate ca urmare a suprafetei de contact fata de asezare/suprafata prelucrata. Prin cresterea unghiului a , raza rn a taisului se micsoreaza, suprafata de contact va fi mai mica si ca urmare deformatiile plastice se diminueaza iar rugozitatea Rz scade.
Raza de ascutire (rotunjire) a taisului rn . Prin cresterea razei de ascutire rn, rugozitatea Rz creste datorita cresterii deformatiilor plastice si a fortei de aschiere. Fenomenul este mai pronuntat la aschii subtiri si trebuie luat in considerare la operatii de finisare.
Influenta mediului (lichidului) de aschiere. Mediile de aschiere lichide imbunatatesc calitatea suprafetei prelucrate in special la prelucrarea cu viteze mici si foarte mici. Acest lucru se explica prin proprietatile de racire, ungere si spalare. La viteze vc > 50 m/min eficienta utilizarii lichidului (condus prin metode clasice) scade, deoarece accesul acestuia in zona de aschiere este mai dificil si se micsoreaza substantial durata de actiune a fenomenelor fizico-chimice si termice de pe suprafetele active.
3. Influenta calitatii suprafetei prelucrate asupra comportarii piesei in exploatare.
Actiunea taisului sculei aschietoare se resimte si in stratul superficial al suprafetei prelucrate sub forma de deformatii plastice si tensiuni interne ce se manifesta pana la anumite adancimi (figura 8).
Marimea deformatiilor, eforturilor remanente si grosimea stratului superficial afectat, depind de geometria taisului, parametrii de aschiere si natura materialului aschiat. Practic, fortele si temperatura la aschiere dicteaza starea de deformare si de eforturi din stratul superficial al suprafetei prelucrate.
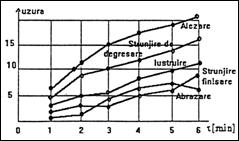
Uzura in timp a suprafetelor prelucrate prin aschiere evolueaza in functie de procedeul de prelucrare (figura 9).
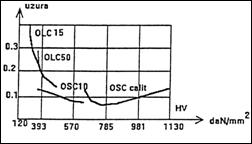
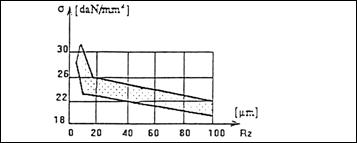
Influenta starii otelurilor carbon asupra uzurii lor este prezentata in figura 10. Rezistenta la oboseala scade cu cresterea rugozitatii suprafetei prelucrate (figura 11).
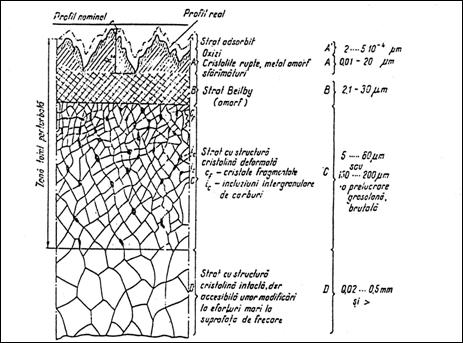
Figura8 Deformatii plastice si tensiuni interne in stratul de material prelucrat
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6038
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved