| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Generalitati
Mortezarea este o operatie asemanatoare cu rabotarea sub aspectul modului de generare a suprafetelor cat si in ceea ce priveste modul de comportare a sculelor fata de procesul de aschiere. Mortezarea este utilizata la prelucrarea de degrosare si semifinisare la productie individuala sau serie mica. Se prelucreaza suprafete interioare sau exterioare, relativ simple, unde nu este permis accesul sculei de rabotat sau sectiunea ei este prea mica pentru solicitari de incovoiere. Prelucrarea prin mortezare utilizeaza scule elementare cu o parte activa cu cel putin doua taisuri (unul principal si unul sau doua taisuri secundare). Masinile-unelte se numesc masini de mortezat sau morteze.
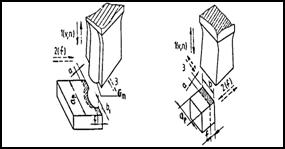
Miscarile necesare generarii suprafetei sunt (figura 1, figura 2):
miscarea de aschiere 1, este o miscare rectilinie alternativa, in pian vertical, realizata de catre cutitul fixat de un berbec mobil, indepartarea materialului sub forma de aschii se realizeaza intr-un singur sens, existand o cursa inactiva;
- miscarea de avans 2, se produce prin deplasari intermitente de translatie sau rotatie ale mesei masinii pe care este fixat semifabricatul si se efectueaza dupa un ciclu al miscarii de aschiere. Contactul sculei cu adaosul de prelucrare se face cu soc, corpul sculei fiind supus la flambaj. Productivitatea este scazuta deoarece scula indeparteaza material numai intr-un singur sens al miscarii de aschiere.


Figura 2 Miscarile necesare pentru generarea unei
suprafete prin mortezare Figura 1 Prelucrarea unei suprafete pe o masina de mortezat
2. Generarea teoretica a suprafetelor prin mortezare.
Metodele de generare a suprafetelor pieselor la prelucrarea acestora prin mortezare sunt prezentate in figura 3.Generatoarea G, de diverse forme, este materializata de muchia aschietoare a sculei sau poate fi obtinuta cinematic ca traiectorie rectilinie sau curbilinie a unui punct. Miscarea pentru descrierea curbei generatoare se realizeaza prin deplasarea intermitenta pe directia miscarii 2 dupa fiecare ciclu al miscarii de aschiere 1.
Directoarea D, totdeauna rectilinie, se obtine cinematic ca traiectorie a unui punct de pe generatoare, prin deplasarea planului generator G0 paralel cu el insusi pe directia miscarii 1, efectuata in ciclul de curse duble. Pentru repozitionarea generatoarei, planul G0 se deplaseaza Intermitent prin miscarea 3.
Miscarea 1 este realizata de catre scula aschietoare, iar miscarile 2 si 3 sunt executate de masa masinii.

2.1. Generarea suprafetelor cu generatoare cinematica
Generatoarea cinematica se obtine ca traiectorie a varfului sculei (generatoarea elementara) care se deplaseaza intermitent dupa efectuarea ciclului de aschiere pe directia miscarii 2 cu avansul f, exprimat in mm/cd. Aceasta miscare intermitenta poate fi rectilinie pentru suprafete plane (figura 4,a,b) sau curbilinie in cazul suprafetelor circulare (figura 4,c).
Miscarea 3, egala cu adancimea de aschiere ap, in sensul patrunderii in adaosul de prelucrare este realizata de piesa pentru obtinerea cotei finale a suprafetei de prelucrat.
 a) b) c)
a) b) c)
Figura4 Generarea suprafetelor prin mortezare cu generatoare cinematica
2.2. Generarea suprafetelor cu generatoare materializata
Pentru suprafete de dimensiuni mici si forme complicate generatoarea G este materializata de muchia aschietoare a sculei, iar directoarea D este rectilinie si descrisa de un punct de pe taisul sculei care executa miscarea de aschiere 1 (figura 5,a,b).Pentru repetarea ciclului de aschiere, piesa executa o miscare intermitenta 2 pentru obtinerea marimii avansului de aschiere. Miscarea 3 este necesara pentru reglarea pozitiei sculei fata de piesa.
Pentru prelucrarea canalelor de pana sau canelurilor, forma suprafetei este obtinuta cu generatoare materializate (Gm) de catre muchia aschietoare a sculei si cu generatoare cinematice (Gc). Acestea din urma sunt realizate de catre punctele care materializeaza varful sculei ca urmare a miscarii de avans 2 (figura 6,a,b).


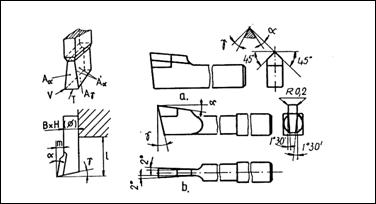
3. Geometria sculei
Forma constructiva a cutitelor de mortezat este dictata de urmatoarele considerente: solicitarea la flambaj a cutitului sub actiunea componentei Fc, respingerea sculei din contact cu aschia datorita componentei Ff fapt ce provoaca incovoierea sculei si reducerea grosimii aschiei, contactul sculei cu materialul de prelucrare se realizeaza cu soc. Elementele constructive si geometrice ale cutitelor de mortezat sunt prezentate in figura 7.
4. Regimul de aschiere la mortezare
Parametrii regimului de aschiere la mortezare au valori apropiate, ceva mai reduse, fata de cei ai rabotarii transversale. Acest lucru se datoreaza rigiditatii scazute a sculelor de mortezat in comparatie cu cele de rabotat si faptului ca miscarea de aschiere se produce in plan vertical. Forta de inertie la capatul cursei se insumeaza cu greutatea berbecului si pentru a limita valoarea fortei de aschiere se adopta viteze de aschiere mai reduse.
Adancimea de aschiere(ap) si numarul de treceri se stabileste pe baza unor criterii similare cu cele de la mortezare. Valoarea minima a adancimii de aschiere este ap = 0,150,3 mm. Pentru degrosare adancimea de aschiere se alege la valori cu 10.. 15 % mai mici fata de rabotarea de degrosare pe seping. Pentru finisare adancimea de aschiere se alege egala cu adaosul intermediar care se stabileste din conditia de realizare a rugozitatii si preciziei impuse.
Avansul (f) se stabileste similar ca la rabotare, valoarea minima este f = 0,040,06 mm/cd, sub aceasta valoare, aschia devine foarte subtire si nu mai poate fi detasata. Valoarea adoptata pentru avans trebuie sa se regaseasca in gama de avansuri a masinii-unelte.
Viteza de aschiere (v) se poate alege din tabele sau se poate calcula cu relatii similare ca la rabotare. S-a constatat ca valoarea economica a vitezei de aschiere la rabotare este v 1025 m/min.
Numarul de curse duble ale berbecului rabotezei se determina cu relatia prezentata la rabotare.Pentru reglarea masinii in vederea prelucrarii, se adopta valori pentru avans si pentru numarul de curse duble astfel incat sa existe in gama de reglaj a masinii si cat mai apropiate de valorile alese sau calculate.
5. Fortele si puterea de aschiere
Componentele fortei de aschiere la mortezare sunt definite asemanator rabotarii si strunjirii (figura 8). Componenta Fc va solicita cutitul de mortezat la compresiune iar componentele Ff si Fp la incovoiere. In cazul mortezarii cu lT = 0, avand in vedere ca unghiul de atac principal cr = 90 componenta Fp = 0. Componenta principala Fp, care determina lucrul mecanic respectiv puterea la aschiere, se poate calcula cu o relatia de formele (13.7), (13.8) similare celor de la rabotare. Componenta Ff solicita cutitul si suportul acestuia la incovoiere producand abateri dimensionale si de forma geometrica ale suprafetei prelucrate si chiar ruperea sculei. De aceea componenta Ff sa indeplineasca relatia:
Ff = (0,30,4)Fc (1)

Figura8 Compenentele fortei de aschiere la mortezare
Puterea consumata la mortezare se determina cu relatia (13.9) ca la rabotare.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3151
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved