| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
P.S.M.N
Structura integrala a operatiilor de prelucrare a suprafetelor active ale reperului PASTILA FIXA si a electrozilor necesari pentru prelucrarea prin electroeroziune
Cap.1
Date initiale pentru proiectarea procesului si sistemului tehnologic de fabricare a reperului pastila fixa .
Desenul de executie al reperului
Desenul de executie al reperului este reprezentat in plansa nr.1
Desenul de subansamblu/ansamblu
Reperul pastila fixa face parte din ansamblul matrita T.S.P care este folosita pentru obtinerea unei scrumiere din aluminiu.
Volumul de productie
Prin tema de proiect se cere proiectarea unui process si sistemului tehnologic de fabricare pentru o bucata (unicat).
Durata de realizare a produsului
Durata impusa de realizare a produsului este de o saptamana
Termenul de livrare al produsului
Termenul de livrare este 12.06.2008
Date referitoare la unitatea de productie
a) Denumirea unitatii : S.C Dr. LOCHER SRL
b) Dotarea tehnica: inalta
c) Gradul de calificare al operatorilor: foarte inalta
d) Regimul de utilizare al resurselor umane: doua schimburi pe zi, 8 ore/schimb 5 zile pe saptamana.
Cerinta tehnico economica
Prin tema de proiect se impune ca principala cerinta tehnico-economica sa fie costul minim al reperului.
Obiectivul principal
Obiectivul principal il constituie proiectarea unei noi tehnologii.
Cap.2
Analiza caracteristicilor prescrise piesei
Analiza desenului de executie al piesei
Pe baza analizei desenului de executie al piesei a fost refacut desenul primit. In urma acestei analize se pot face urmatoarele observatii:
Desenul nu respecta normele ISO in ceea ce priveste cotarea ;
Desenul de executie in varianta finala este prezentat in plansa nr. 1.
2.2 Analiza caracteristicilor constructive prescrise piesei
Caracteristicile prescrise materialului piesei 1.2343 echivalent (X38CrMoV5-1)
-Simbolul materialului
Simbolul materialului este 1.2343
-Compozitia chimica
Compozitia chimica a materialului 1.2343 este prezentata in tabelul 2.1.
Compozitia chimica a materialului
Tabel 2.1
|
C |
Si |
Cr |
V |
Mo |
-Structura metalografica
● macrostructura
la controlul in ruptura sau pe probe transversale taiate din productia in stare de livrare otelul nu trebuie sa prezinte defecte;
► calibilitatea: se controleaza pentru fiecare sarja prin duritatea obtinuta dupa calire pe epruvete de 20mm sj prin aspectul sparturii probelor de 20mm crestate in prealabil.
Pentru detectarea defectelor interne, barele cu sectiune prismatica sau cu diametrul de peste 100mm vor fi supuse controlului ultrasonic, dupa recoacerea si dilatarea capetelor.
-Proprietati fizico-mecanice si tratamente termice
Acestui material, i se pot aplica urmatoarele tratamente termice:
Recoacere de inmuiere - realizata intre 750790C, obtinandu-se o duritate HB maxima de 229;
2. Calire - realizata la temperaturi intre 10001050'C, cu racire in ulei sau apa, saruri cu temperaturi intre 500550C, obtinandu-se duritati minime HB de 52;
Pentru alte detalii,secventele tratamentului termic si diagrama de calire,vezi plansa 1.1
2.2.2. Caracteristicile prescrise suprafetelor
Numerotarea suprafetelor piesei este reprezentata in Plansa Nr.2
Toate suprafetele care alcatuiesc piesa, sunt trecute si analizate in tabelul 2.3.
Tabel 2.3
|
Nr. Supraf. |
Forma si caracteristicile suprafetei |
CARACTERISTICI PRESCRISE |
||||||
|
Toleranta/Treapta(clasa)de precizie |
||||||||
|
Precizia dimensionala |
Precizia de forma |
Precizia de pozitie relativa |
Rugozitatea suprafetei |
|||||
|
S1 |
plana exterioara |
|
Suprafata de referinta |
|
||||
|
S2 |
plana exterioara |
|
|
|
||||
|
S3 |
plana exterioara |
|
|
|
||||
|
S4 |
plana exterioara |
|
|
|
||||
|
S5 |
plana exterioara |
|
|
|
||||
|
S6 |
plana exterioara |
|
|
|
||||
|
S7,S8, S9,S10 |
Cilindrica exterioara |
|
|
|
||||
|
S11 |
Cilindrica exterioara |
|
|
|
||||
|
S12,S13 |
Suprafete complexe |
|
|
|
||||
|
S14 |
plana exterioara |
- |
|
|||||
|
S15,S17 |
Suprafete elicoidale interioare |
G 1/4 |
|
- |
|
|||
|
S16 |
Cilindrica interioara |
|
|
|
||||
|
S18-S23 |
Suprafete elicoidale interioare |
M12 |
- |
- |
|
|||
|
S24-S27 |
Cilindrice interioare |
|
|
|
||||
|
S28-S31 |
Cilindrica interioara |
|
|
|
||||
|
S32-S35 |
Cilindrice interioare |
|
|
|
||||
|
S36-S39 |
Cilindrice interioare |
|
|
|
||||
|
S40-S43 |
Cilindrice interioare |
|
|
|
||||
|
S44-S47 |
Cilindrice interioare |
|
|
|
||||
|
S48-S51 |
Cilindrice interioare |
|
|
|
||||
|
S52-S63 |
Cilindrice interioare |
|
|
|
||||
|
S24 |
Complexa |
- |
|
|||||
2.2.3 Masa piesei
M= 6.101 kg
Masa piesei a fost calculata in SolidWorks 2006
2.2.4 Clasa piesei
Conform literaturii de specialitate reperul pastila fixa face parte din clasa placi.
2.3 Analiza caracteristicilor functionale ale piesei
2.3.1 Rolul functional al piesei
Piesa constituie o semimatrita care montata intr-un ansamblu cu cealalta semimatrita permite obtinerea prin T.S.P. a doua scrumiere.
2.3.2 Rolul functional al suprafetelor piesei
Pe baza analizei suprafetelor piesei s-au stabilit urmatoarele roluri functionale:
S1,S2,S5,S4,S6, S7.,-rol functional de limitare a piesei in spatiu.
S5,S4,S6, S7-rol functional de asamblare
S23, - rol functional de racire.
S9,S22 -rol functional de asamblare (filet).
S10 pana la S20 - suprafete care intra in contact cu piesa .
2.3.3 Analiza concordantei dintre caractersticile prescrise si rolul functional
S8 -nu necesita o rugozitate de 0,8 pentru ca se prelucreaza greu si trebuie o masina de rectificat dupa profil si nu se impune prin rolul functional.
S23 - nu necesita o rugozitate de 0,8 deoarece este o suprafata cu rol functional de racire prin care circula apa si nu trebuie o rugozitate foarte buna.
S10 pana la,S20 - trebuie sa aibe o rugozitate foarte scazuta deoarece sunt suprafete unde se toarna piesa.
S9,S22 - nu necesita o rugozitate de 0.8.La filete impunem un Ra=3.2 sau Ra=6.3; rol de fixare.
In concluzie realizarea unei rugozitati foarte bune in locuri care nu necesita o precizie foarte buna creste costul matritei si timpul de obtinere a acesteia.
Cap.3
Proiectarea structurii preliminare a procesului si sistemului tehnologic de fabricare a piesei
3.1 Proiectarea structurii preliminare a variantelor de proces tehnologic
|
DENUMIREA OPERATIEI |
SCHITA OPERATIEI |
FAZELE OPERATIEI |
SDV-uri |
|
1.SEMIFABRICARE (forjare libera) |
. Prindere semifabricat 2. Forjare libera. |
*presa *berbec *nicovala *subler |
|
|
2.FREZARE PLANA SI DE CONTUR |
1.Prindere piesa 2.Frezare degrosare la (70) 3.Intoarcere piesa cu 180 4.Frezarede degrosare la (70) 5.Frezare de degrosare la (500) 6.Frezare de degrosare la (160) |
*MFU *Cap de frezat cu placute *Subler |
|
|
3.Rectificare plana de degrosare |
1.Prindere piesa pe platou magnetic 2.Rectificare de degrosare la (70) 3.Intoarcere piesa cu 180 4.Rectificare de degrosare la (70) |
*Masina de rectificat plan *platou magnetic *disc abraziv *subler |
|
|
4.Gaurire,largire,alezare |
1. Prindere piesa 2. Gaurire 4 gauri Ф11 3. Largire Ф17 4 gauri 4. Alezare Ф6H7 |
*subler *alezometru *Masina de gaurit cu coloana *burghie elicoidale *largitoare *bara portcutit cu cutit pentru alezat *subler |
|
|
5.Filetare |
1. Prindere piesa 2. Filetare 2 gauri G1/4 3. Filetare 6 gauri M12 4. Desprindere piesa |
*Banc de lucru *Tarod *Menghina |
|
|
6.Frezare cavitati si contur |
1.Prinderea si pozitionare piesei 2. Frezare de degrosare la cota (70) 3.Rotirea piesei cu 180˚ 4. Frezare de degrosare la cota (70) 5. Frezare de finisare la cota (70) 6.-22. Analog pt cotele (160) si (500) 23. Desprinderea piesei 24. Control |
*Masina de frezat cu CN *Freze cilindro-frontale pt cavitati *subler |
|
|
7.Tratament termic (calire+revenire joasa) |
1.Introducere in cuptor cu arc electric si incalzire la T de t.t. 2.Racire in baie de saruri |
*Cuptor cu arc electric *Baie de sarururi |
|
|
8.Rectificare plana de finisare |
1.Prindere piesa pe platou magnetic 2.Rectificare de finisare la 70 +/- 0.3 3.Intoarcere piesa cu 180 4.Rectificare de degrosare la 70 +/- 0.3 |
*Masina de rectificat plan *disc abraziv |
|
|
9.Rectificare dupa contur |
1. Prindere piesa 2. Rectificare de degrosare dupa contur 3. Rectificare de finisare dupa contur 4. Desprindere piesa |
*Masina de rectificat in coordonate *Piatra abraziva |
|
|
10.Electroeroziune cu electrod masiv |
1.Prindere piesa 2.Se ia referinta pe piesa X,Y=0 in centrul piesei. 3.Se ia Z=0 la suprafata piesei 4.Aliniere electrod masiv 5.Electroeroziune propriu-zisa |
*Masina de prelucrat prin electroeroziune cu electrod masiv *Electrod masiv din cupru electrolitic |
|
|
11.Lustruire elecrtochimica |
1.Prinderea piesei 2. Prinderea electrodului 3.Pozitionarea electrodului pentru prelucrare 4. Umplerea bazinului cu dielectric 5. Stabilirea regimului de lucru 6.Prelucrarea propriu-zisa 7.Evacuarea dielectricului 8. Spalare, uscare 9. Control |
*Camera de contrapresiune *Electrod |
|
|
13.Inspectie finala |
*Masina de masurat in coordinate *Desen de executie |
Cap. 4
Proiectarea structurii integrale a procesului si sistemului tehnologic de fabricare
In acest capitol conform temei de proiect va fi proiectata structura integrala doar pentru operatiile de prelucrare neconventionale (prelucrari prin electroeroziune).
Conform procesului tehnologic preliminar optim considerat a fi cel prezentat in capitolul 3 (tabel 3.1), aceasta operatie este:
Prelucrarea prin electroeroziune cu electrod masiv
4.1 Denumirea operatiei
Operatia analizata este operatia Nr.10.
Prelucrarea prin electroeroziune cu electrod masiv
4.2 Schita operatiei
In figura 4.1 este prezentata schita operatiei in care se prezinta suprafetele care sunt prelucrate, caracteristicile acestora, schema de pozitionare si orientare, electrodul in pozitia de lucru si miscarile acestuia.
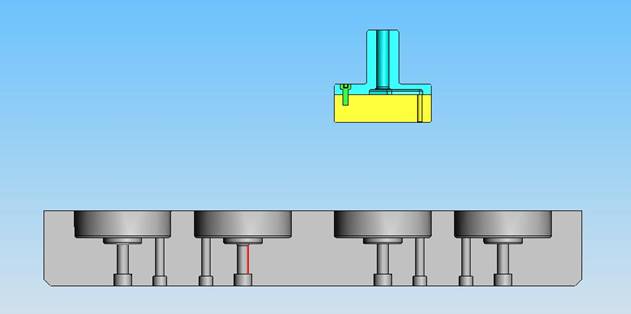
Fig. 4.1
4.3 Stabilirea fazelor operatiei si a succesiunii acestora
Fazele descrise sunt pentru cavitatile 1 si 2.
1. Prinderea piesei
2. Prinderea electrodului (electrod de degrosare cavitate)
3. Pozitionarea electrodului in raport cu piesa pt prelucrare (reglarea la dimensiune)
4. Umplerea bazinului cu dielectric.
5. Stabilirea regimului
6. Reglarea masinii pentru regimul stabilit
7. Prelucrarea propriu-zisa
9. Desprinderea piesei
10. Spalare
11. Control
Masina de prelucrat EDM SODICK face prelucrarea de degrosare si de finisare in aceeasi operatie fara a fii nevoie sa avem un alt electrod de finisare.
4.4 Stabilirea metodei de reglare la dimensiune
Avand in vedere ca tipul productiei este de unicat, reglarea la dimensiune se face prin metoda reglarii individuale, deci prelucrarea se face fara scula reglata la cota si se pot folosi lamele spion sau prin tangentarea pe contur sau pe elemente calibrate
4.5 Stabilirea schemei de pozitionare orientare a piesei si a cotelor tehnologice
Schema de pozitionare si orientare a piesei precum si cotele tehnologice sunt prezentate in procesul tehnologic la operatia Nr10.
4.6 Stabilirea regimului de lucru
Se face introducand ca date aria suprafetei proiectate a electrodului,masina SODICK facand automat calculele pentru timpul de impuls,timp de pauza,tensiune,intensitate electrica pentru regimul de degrosare cat si aceeasi parametrii pentru regimul de finisare.
Interstitiul de lucru standard ,a masinii de prelucrat EDM SODICK este Sl=0.12mm
Cap. 5
Proiectarea electrozilor pentru prelucrarea prin electroeroziune a suprafetelor active
5.1 Dimensionarea electrozilor
Dimensionarea electrozilor s a facut in programul SOLIDWORKS 2006.
Pornindu-se de la desenul 3D al pastilei fixe s-a dimensionat electrodul masiv pastrand o distanta (offset) de 0,12 mm (exact interstitul de lucru al masinii SODICK)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2203
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved