| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
REZOLVAREA PRACTICA A LANTURILOR
DE DIMENSIUNI DE ASAMBLARE
PRIN METODA SORTARII
1. Scopul lucrarii: insusirea procedurii de rezolvare practica a lanturilor de dimensiuni de asamblare prin metoda sortarii.
|
Figura 1 |
|
Figura 2 |
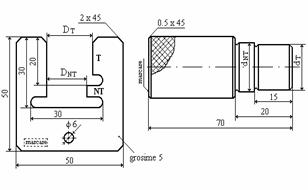
2. Utilajul folosit: piese conjugate de tip arbore si alezaj (v. figura 1); calibre T-NT, de tip potcoava si tampon, marcate corespunzator grupelor de sortare considerate (v. figura 2).
3. Modul de lucru.
a) Se dau urmatoarele date initiale:
- dimensiunile nominale ale suprafetelor conjugate, dN = DN = 20 mm;
- numarul de exemplare ale ansamblului ce se obtin prin asamblarea pieselor conjugate, Nex = 60 bucati;
- valoarea nominala a jocului functional rezultat la montaj, jN = 0 mm, si valorile limita prescrise pentru acesta, jmin = 0 si jmax = 0.008 mm (considerand TD = Td = Tf);
- precizia economica de obtinere a pieselor conjugate, TD = Td = Tec = 0,024 mm;
b) Se determina numarul de grupe de sortare si intervalul de dimensiuni al fiecarei grupe, pentru fiecare tip de piesa ( arbore si alezaj) cu relatia:
![]()
in care:
n este numarul de grupe de sortare;
Tec - toleranta economica adoptata, in mm;
Tf - toleranta functionala prescrisa, in mm.
c) Se controleaza, utilizand doua seturi de calibre limitative T-NT adecvate, dimensiunea efectiva a suprafetei conjugate pentru fiecare dintre componentele ansamblului si, functie de intervalul de dimensiuni in care aceasta se incadreaza, se grupeaza piesele conjugate in n grupe de sortare definite dupa cum urmeaza. Tabelul 1.
|
Definirea grupelor de sortare |
|
|||||
|
Numarul grupei de sortare |
Tipul piesei |
Intervalul de dimensiuni pentru def / Def |
|
|||
|
Arbore |
|
|||||
|
Arbore |
|
|||||
|
Arbore |
|
|||||
|
Arbore |
|
|||||
|
Arbore |
|
|||||
|
n |
Arbore | |||||
|
Alezaj | ||||||
|
Alezaj | ||||||
|
Alezaj | ||||||
|
Alezaj | ||||||
|
n |
Alezaj | |||||
Astfel, daca, la controlul unei piese de tip arbore cu unul dintre cele n calibre de tip potcoava, se constata ca suprafata conjugata a piesei trece prin partea "trece" a calibrului si nu trece prin partea "nu trece" a acestuia, atunci numarul grupei de sortare in care se incadreaza piesa este cel marcat pe calibrul respectiv.
In acelasi sens, daca, la controlul unei piese de tip alezaj cu unul dintre cele n calibre de tip tampon, se constata ca suprafata conjugata a piesei trece prin partea "trece" a calibrului si nu trece prin partea "nu trece" a acestuia, atunci numarul grupei de sortare in care se incadreaza piesa este cel marcat pe calibru.
e) Se asambleaza pe grupe piesele conjugate (arborii din grupa 1 cu alezajele din grupa 1, arborii din grupa 2 cu alezajele din grupa 2 etc.), obtinandu-se exemplarele ansamblului, si se masoara, prin sondaj pentru 12 exemplare (provenind, cate doua, din fiecare grupa de sortare), valoarea efectiva a jocului rezultat la montaj, formulandu-se concluziile care se impun.
4.Concluzii. Se evidentiaza necesitatea aplicarii metodei sortarii pentru rezolvarea practica a lantului de dimensiuni de asamblare. Se comenteaza rezultatele obtinute.
Model de referat
|
Catedra TCM Laborator: TEM |
Lucrarea nr Rezolvarea practica a lanturilor de dimensiuni de asamblare prin metoda sortarii |
Student. AnulGrupa |
1. Scopul lucrarii: ..............................
2. Utilajul si materialele utilizate: ........................
3. Rezultate ale analizei situatiei de fabricatie .
(Se evidentiaza aspectele care impun adoptarea metodei sortarii pentru rezolvarea practica a L.D.A.)
4. Tolerantele de executie a suprafetelor conjugate si pozitiile lor fata de nominal.
5. Distributia componentelor ansamblului in cadrul grupelor de sortare.
(Se verifica piesele si se completeaza tabelele de mai jos)
|
Distributia pieselor de tip arbore pe grupe de sortare |
||||||||||||||||
|
Numarul grupei de sortare in care se incadreaza piesa |
Nr. de piese/grupe de sortare |
|||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei |
| |||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Distributia pieselor de tip alezaj pe grupe de sortare |
||||||||||||||||
|
Numarul grupei de sortare in care se incadreaza piesa |
Nr. de piese/grupe de sortare |
|||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei |
| |||||||||||||||
|
Numarul grupei | ||||||||||||||||
|
Numarul piesei | ||||||||||||||||
|
Numarul grupei | ||||||||||||||||
6. Valori efective ale jocului rezultat la montaj
(Se completeaza tabelul de mai jos si se comenteaza rezultatele obtinute))
|
Valori efective ale jocului rezultat la montaj |
Valori limita prescrise |
|||||||||||||||
|
jmin [mm] |
jmax [mm] |
|||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
|
Numarul ansamblu | ||||||||||||||||
|
Valori efective | ||||||||||||||||
7. Concluzii...............................
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1181
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved