| CATEGORII DOCUMENTE |
| Agricultura | Asigurari | Comert | Confectii | Contabilitate | Contracte | Economie |
| Transporturi | Turism | Zootehnie |
UNIVERSITATEA ORADEA
FACULTATEA DE INGINERIE MANAGERIALA SI TEHNOLOGICA
PROFIL INGINERIE ECONOMICA (I.E.D.M.)
CAIET DE PRACTICA
ANUL II
Cuprins
Scurt istoric..5
3. Referinte..6
4. Definitiile operatiilor de prelucrare efectuate pe aceste masini7
5. Definirea si descrierea diferitelor tipuri.8
5.1. Strunguri verticale cu un singur montant..9
5.2. Strunguri verticale cu doi montanti..10
6. Documentatie tehnologica11
7. Analiza nodului de amplasare a locului de munca..12
8. Studiu de caz.14
9.Bibliografie24
1. PROTECTIA MUNCII
Functiile elementeleor structurii organizatorice a protectiei muncii
Patron
Raspunderea principala pentru realizarea securitatii muncii revine potrivit legii, angajatorului. In consecinta lui ii revine functia de decizie si control, respectiv de indeplinire a urmatoarelor atributii:
stabilirea posturilor si atributiile celorlalte elemente ale structurii organizatorice a protectiei muncii;
stabilirea politicii generale de prevenire a accidentelor si imbolnavirilor profesionale;
aprobarea programului anual de protectia muncii;
urmarirea indeplinirii programului de protectia muncii;
asigurarea conditiilor de informare a angajatilor asupra masurilor si rezultatelor ce tin de domeniul protectiei muncii si de consultare a acestora in toate situatiile care privesc sanatatea si securitatea lor;
medierea, alaturi de sindicate, sau reprezentantii salariatilor dupa caz, a tuturor conflictelor din domeniul protectiei muncii conform legii;
raportarea situatiei accidentelor si imbolnavirilor profesionale, factorilor stabiliti prin lege.
Conducatorul direct al locului de munca (sef de echipa, atelier, sectie etc.):
La acest nivel ierarhic, functia principala de protectia muncii este cea de realizare a deciziei in domeniu, si, numai prin delegare de autoritate, poate fi cea de decizie.
Conducatorul direct al locului de munca, ii revine deci, urmatoarele atributii:
aplica sectiunea din programul de protectie a muncii aferent locului de munca coordonat;
urmareste permanent respectarea cerintelor de securitate de catre personalul din subordine si ia masuri pentru mentinerea mijloacelor de productie si a mediului de munca-fizic intr-o stare corespunzatoare cerintelor de securitate a muncii;
stabileste sarcini de munca si organizeaza procesul de munca in conformitate cu cerintele de securitate a muncii;
anunta nivelul ierarhic superior de producere a oricarui accident de munca si ia masuri pentru a nu schimba starea de fapt, daca aceasta nu conduc la agravarea situatiei sau la mentinerea potentialului de periculozitate;
ia masuri pentru acordarea primului ajutor si stabilizarea situatiei in cazul producerii unui accident de munca;
raporteaza organului ierarhic superior cazurile de imbolnavire profesionala.
In ceea ce priveste functia de fundamentare a deciziei de protectie a muncii, conducatorul locului de munca poate avea urmatoarele drepturi si obligatii:
sa furnizeze toate informatiile necesare comisiei care cerceteaza evenimentele;
sa furnizeze compartimentului de protectie a muncii si serviciului medical si nivelului ierarhic superior, toate datele evaluarii nivelului de risc al activitatii si stabilirii masurilor preventive adecvate;
sa faca propuneri privind politica generala si programul de prevenire pe linia de protectie a muncii;
sa solicite modificari a programului de protectia muncii in functie de prioritatile si situatiile rare survenite la locul de munca;
sa informeze salariatii din subordine si sa-i consulte in legatura cu toate aspectele activitatii de prevenire care ii efecteaza.
Conducatorii locului de munca raspund administrativ, juridic, pentru felul in care se realizeaza activitatea de prevenire a accidentelor de munca in sectorul subordonat, implicit pentru orice abatere de la legile, normele si celelalte reglementari legale in vigoare fara exceptie, relativ la toate elementele sistemului de munca pe care il organizeaza si conduce.
Executantul:
Fiecare salariat are obligatia de a se proteja pe sine si pe cei din jurul sau impotriva posibilitatii producerii accidentelor si imbolnavirilor profesionale.
In consecinta, fiecarui angajat ii revin urmatoarele atributii:
sa respecte cerintele de securitate a muncii in timpul executarii sarcinii de munca;
sa nu permita, ridicarea, deplasarea, distrugerea unui dispozitiv de securitate, sau sa nu faca el insusi si sa nu impiedice aplicarea metodelor si a producerilor adaptate in vederea reducerii/eliminarii factorilor de risc de accidente si imbolnavire profesionala;
sa mentina locul sau de munca, din punct de vedere al mediului, intr-o stare corespunzatoare de securitate, inclusiv de igiena;
sa semnaleze imediat conducatorului locului de munca orice defectiune sau alta situatie care poate constitui un facor de risc de accidente si imbolnavire profesionala;
sa anunte imediat conducatorului sau direct in cazul producerii unui accident de munca si sa ia masuri pentru acordarea primului ajutor si stabilirea situatiei, astfel incat pericolul sa nu se extinda;
sa intrerupa activitatea si sa refuze sa o continue daca nu sunt respectate cerintele de securitate, fara sa fie sanctionat pentru aceasta, cu conditia ca astfel sa nu dea nastere unui pericol iminent de accidentare ori imbolnavire profesionala si sa-si anunte conducatorul direct.
Executantul are si dreptul de participare la fundamentarea deciziei in care sens el poate sa:
faca propuneri pentru masurile inscrise in programul de protectia muncii;
solicite modificarea politicii generale de prevenire si sa faca propuneri in acest sens, pentru obtinerea unui grad mai mare de securitate.
![]() 2.Scurt
istoric G.M.A.B
2.Scurt
istoric G.M.A.B
SC
EuroAm Industires SRL este detinuta
in proportie de 90% de SC GMAB Consulting SRL si de 10% de catre D-na.
SC EuroAm Industires SRL este bratul de manufacturare a firmei International
Engineering & Technologies Inc. in Europa.
|
|
Servicii oferite:
- operatiuni de mecanica generala, precum si confectionari, montari, ansamblari
in domeniul industriei constructoare de masini;
- fabricarea de elemente de dulgherie si tamplarie din metal;
- fabricarea altor masini-unelte si accesorii;
- echipamente de inalta performanta: centre de prelucrare cu comanda numerica,
masini de masurat in 3D;
- inalta calificare in munca.
Referinte
ISO 230/1, Masini unelte - Cod de receptie a masinilor-unelte - Partea 1: Precizia geometrica a masinilor functionand in gol sau in conditii de finisare.
ISO 841, Masini unelte cu comanda numerica - Nomencaltorul axelor si miscarilor
ISO 1101, Desene tehnice - Tolerante geometrice - Tolerante de forma, de orientare ,de pozitie si de bataie - Generalitati, definitii, simboluri, indicatii pe desene.
Definitiile operatiilor de prelucrare efectuate pe aceste masini
a. Operatii de strunjire
Strunjirea consta in prelucrarea suprafetelor interioare sau exteioare, cilindrice sau conice sau alte suprafete de revolutie cu unul sau mai multe cutite cu un singur varf de taiere.
b. Operatii de strunjire plana
De asemenea, un strung vertical poate fi folosit la prelucrarea suprafetelor plane, perpendiculare pe axa de rotatie a platoului. Aceasta operatie este denumita strunjire plana.
c. Operatii de filetare
Pe suprafete cilindrice, exterioare sau interioare, pot fi prelucrate filete cu diferiti pasi, cu ajutorul unor scule de filetare de forma speciala.
Operati de strunjire in spirala
Strunjirea in spirala (spirala arhimedica) consta in prelucrarea unor canale in forma de spirala intr-o suprafata perpendiculara pe axa de rotatie a platoului.
Definirea si deschrierea diferitelor tipuri
Caracteristica comuna a tuturor strungurilor vericale este ca acestea au cel puitin un platou circular care se roteste pe un batiu fix sau mobil. Axa de rotatie a platoului este verticala, iar suprafata orizontala a acestuia se foloseste ca surafata de asezare pentru dispozitivele de pozitionare si fixare a piesei de prelucrat.
Aceste masini sunt de doua tipuri:
strunguri verticalecu un singur montant;
strunguri vericale cu coi montanti;
In plus, masinile din prima categorie, adica "strunguri cu un singur montant", sunt masini cu:
monatant fix si platou fix;
montant fix si platou mobil;
monant mobil si platou fix.
Masinile din a doua categorie, adica "strunguri cu doi minanti", pot fi impartite in:
masini cu montansi ficsi si platou fix;
masini cu montanti mobili si platou fix;
masini cu monatanti ficsi si platou mobil.
5.1. Strunguri verticale cu un singur montant
Se refera la masini de mica pana la medie capacitate, avand dimetrul platoului cuprins intre 630 si 2500 mm (25 si 100 in) pentrumasini cu platou fix, si cuprins intre 1600 si 10000 mm (63 si 400 in) pentru masini cu platou mobil si montant mobil.
Batiu, platou, suport platou si montant:
La masinile cu un singur montant platoul este easezat pe un batiu la care este atasat rigid montantul. In anumite cazuri batiul si montantul sunt in sistem monobloc. In cazul masinilor cu platou mobil cuvantul batiu poate fi inlocuit cu cuvantul "soclu".
Suportul platoului il constitituie batiul masinii, care include mecanismul de actionare a platoului si cutia de viteze. Axa platouluisi ghidajele montantului se gasesc in plane verticale paralele.
Traversa, suport lateral si culise
Traversa este elementul al carui ghidaje sunt perpendiculare pe ghidajele monatantului. Traversa poate fi fixa sau mobila. Daca traversa este fixam ea este legata rigid de montant sau in anumite cazuir formeaza impreuna cu acesta un sistem monobloc; daca traversa este mobila, ea se deplaseaza in lungul ghidajelor verticale ale montantului, care sunt paralele cu axa platoului.
Traversa este prevazuta cu ghidaje orizontale pe care se deplaseaza unul sau doua suprturi verticale. Aceste suporturi verticale sussin o culisa sau o sanie cu deplasare verticala sau inclinata si pe care este montat un dispozitiv de prindere a sculei cu cap revolver.
In anumite cazuri, masina poate avea un suport suplimentar denumit suport lateral. Acest suport este montat in partea laterala a platoului si este ghidat de ghidajele verticale care sunt paralele cu directia de deplasare verticala a traversei. Suportul lateral sustine o culisa prevazuta cu un dispozitiv de prindere a sulei sau un cap revolver si care are o deplasare orizontala sau inclinata.
Miscari de aschiere si avans
Miscarea de aschiere este generata de platou.
Masinp poate fi prevazuta cu urmatoarele miscari de avans:
miscarea orizontala a supoturilor verticale in lungul traversei;
miscarea veriticala sau inclinata a culisei sau a saniei verticale;
miscarea verticala a suportului lateral;
miscarea orizontala sau inclunata a culisei orizontale.
Aceste miscari au, deasemenea, si "deplasare rapida". Miscarea verticala a traversei si, cand este cazul, miscarea platoului sau a montantului pe batiu sunt numai miscari de pozitionare si nu miscari de avans.
5.2. Strunguri verticale cu doi monatanti
Se refera la masini de capacitate mare, avand diametrul platoului mai mare de 1800 sau 2000 mm (72 sau 80 in).
La acest tip de masina platoul este asezat pe un batiu, care este atasat rigid la montantii dreapta si stanga.
In partea lor superioara, montantii sunt legati intre ei printr-un element denumit traversa de inchidere. Din motive estetice, partea superioara a masinii pate fi prevazuta cu un capac frontal.
Traversa, suporturi vericale si culise
Strungurile verticale cu doi montanti, cu exceptia acelora de constructie speciala, au intotdeauna o traversa care poate fi deplasata vertical. Traversa are ghidaje orizontale pe care se deplaseaza unul sau doua suporturi verticale. Suporturile verticale sustin o culisa sau o sanie de deplasare verticala sau inclinata, si pe care este montat un dispozitiv de prindere a sculei sau un cap revolver. In cazul traversei cu doua suporturi verticale dreapta si stanga, cu referire la pozitia operatorului in fata masinii.
In anumite cazuri, masina poate avea un suport lateral plasat pe montantul dreapta si ghidat de ghidajele verticale paralele cu diractia de deplasare verticala a traversei. Culisa orizontala poate avea directia de deplasare orizontala sau inclinata. Suportul lateral poate fi prevazut cu un ispozitiv de prindere a sculei sau cap revolver.
Miscari de aschiere si avans:
Miscarea de aschiere este generata de platou. Masina poate avea urmatoarele miscari de avans:
miscarea orizontala a celor doua suporturi vericale in lungul traversei;
miscarea verticala sau inclinata a culisei verticale sau saniei verticale;
miscarea verticala sau inclinata a culisei orizontale;
miscarea verticala a saniei laterale.
Aceste miscari au, deasemenea, si "deplasare rapida". Miscarea verticala a traversei si, cand este cazul, miscarea pe batiu, sunt numai miscari de pozitionare si nu miscari de avans.
6. Documentatie tehnologica

Fig 1. Masina de frezat
MASINA DE FREZAT CU CAP UNIVERSAL FP800
|
Echipament de comanda numerica |
Fanuc 21 i-MB |
|
Suprafata mesei |
800 x 800 mm2 |
|
Cursa X (longitudinala a mesei) |
2500 mm |
|
Cursa Y (transversala a mesei) |
1000 mm |
|
Cursa Z (verticala a saniei culisei) |
1000 mm |
|
Con arbore principal |
ISO 50 |
|
Domeniu de turatii |
30 - 2500 rpm |
|
Putere motor actionare principala |
22 kW |
|
Viteza de avans de lucru X, Y, Z |
2 - 6000 mm/min |
|
Viteza de avans rapid X, Y, Z |
6000 mm/min |
|
Greutate maxima a piesei de prelucrat |
4000 kg |

Fig.1.3. Masina de frezat
MASINA DE FREZAT CU CAP UNIVERSAL FU71
|
Echipament de comanda numerica |
Fanuc 21 i-MB |
|
Suprafata mesei |
710 x 2240 mm2 |
|
Cursa X (longitudinala a mesei) |
2000 mm |
|
Cursa Y (transversala a mesei) |
700 mm |
|
Cursa Z (verticala a saniei culisei) |
900 mm |
|
Con arbore principal |
ISO 50 |
|
Domeniu de turatii |
30 - 2500 rpm |
|
Putere motor actionare principala |
15 kW |
|
Viteza de avans de lucru X, Y, Z |
2 - 6000 mm/min |
|
Viteza de avans rapid X, Y, Z |
6000 mm/min |
|
Greutate maxima a piesei de prelucrat |
4000 kg |
MASINA DE FREZAT ORIZONTAL CU MONTANT MOBIL SI MASA FIXA EMTECH 4500
|
Echipament de comanda numerica |
Fanuc 21 i-MB |
|
Suprafata mesei |
5000 X 2000 mm2 |
|
Cursa X (longitudinala a mesei) |
4350 mm |
|
Cursa Y (transversala a mesei) |
1980 mm |
|
Cursa Z (verticala a saniei culisei) |
1140 mm |
|
Con arbore principal |
ISO 50 |
|
Domeniu de turatii |
10- 5000 rpm |
|
Putere motor actionare principala |
22 kW |
|
Viteza de avans de lucru X, Y, Z |
15000 mm/min |
|
Viteza de avans rapid X, Y, Z |
20000 mm/min |
|
Greutatew maxima a piesei de prelucrat |
15000 kg |
MASINI CONVENTIONALE, DIVERSE
Masina de rectificar plan, cu arbore orizontal PRO: 500x2000;
Masina de rectificat rotund RU350: Ø350x1000;
Masina de rectificat rotund RU100: Ø100x600;
Masina de rectificat rotund: Ø620x4000;
Masini de gaurit radial: GR820, GR616;
Strung paralel: Ø400x750, Ø350x1300.
7. Analiza modului de amplasare a locului de munca:
Firma GMAB TECHTRANS S.R.L. este impartit in doua unitati de lucru:
zona de montaj;
zona de prelucrari.
Partea de montaj este procentual reprezinta 80% din totalul de activitati desfasurate in cadrul societatii. Este impartita in doua sectoare: sectorul de prelucrari conventionale: strunguri, shepinguri si sectorul de prelucrari cu CNC: masini, piese prismatice, mici, medii si mari.
Amplasarea locurilor de munca este in asa fel conceputa pentru a avea o cat mai buna legatura intre executia pieselor si monajul masinilor unelte.
Mare parte de piese prelucrari mecanice este directionata spre zona de montaj. Firma GMAB executa atat retrofitul la masini existente in tara si in strainatate cat si masini noi sau la tema.
Firma avand o conceptie proprie numita EMTECH, cea mai noua realizare in domeniul masinilo noi, executie proprie este EMTECH 7800 cu masa fixa si cu cap MC la curse de X7800, Y2500, Z1100. Capul MC sunt de tip FTP cu reglaj din doua pozitii din 2,5˚ in 2,5˚. Astfel ca masina poate executa atat prelucrari de piese mari
-batiu, mese montanti - in potitie fixa, culcata pe masa cat si fixate pe mijloc.
Materialele sunt asigurate de catre colaboratori prin intermediul biroului comercial. Exista un depozit de materiale in sediuls firmei in care se asigura stocurile planificate pentru executie pentru perioada urmatoare.
Ca si prelucrari prin aschiere firma GMAB TECHTRANS poate asigura urmatoarele: strunjire, frezari, rectificari, rabotari, gauriri, alezari etc., aproape toata gama de prelucrari prin aschiere.
Structura atelierelor de prelucrare mecanica este in asa fel impartita ca sa asigure un flux tehnologic pentru piesa data - debitare, ajustare, ebosuri, trasare, control, finisari, rectificari, vopsire, ambalare.
Pentru exemplificare am ales urmatoarele piese: o caseta piulita, un adaos de completare stanga si un suport reductor.
8. Studiu de caz
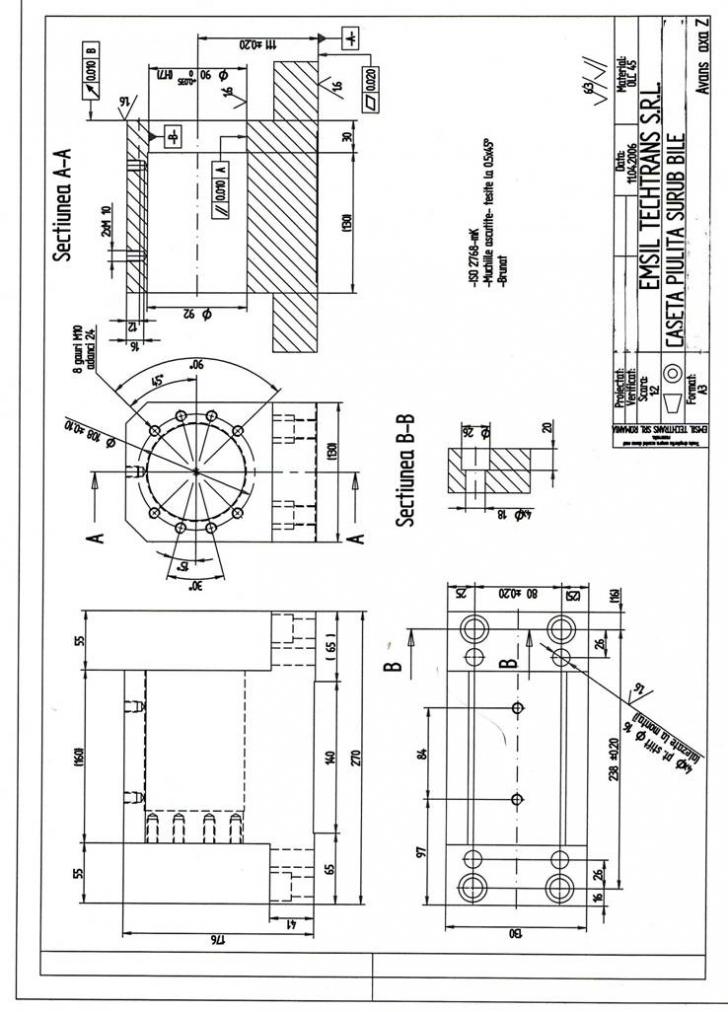
Operatia 10:
Debitare din patrat 180x180 la cota 280.
Operatia 20:
Rabotat doua suprafete paralele la cota 177.
Operatia 30:
Prinderea 1:
frezare ebos suprafetelor cotate: FU71
preluvrat talpa 270x130
prelucrat talpa 140 pe adancime 1 mm, trasat conturul exterior cu freza cilindro-frontala 170x130
gaurit 4xØ18, gaurit 4xØ16 pentru stift conic
tasire gauri.
Prinderea 2:
intoarcem piesa
prelucrat capat 176
prelucrat conturul la 270x130
prelucrat cota 16
gaurit 2xM10
lamat 4xØ26
Prinderea 3:
fixat pe masa suplimentara pe talpa in pozitie verticala
gaurit axa de Ø90 h7 la Ø60
gaurit 8xM10 adancime 24
alezat ebos Ø90 h7 la Ø88
tesit axa de Ø90 h7 tinand cont de adaos.
Operatia 40: CPH 2
Fixare pe talpa centrat dupa axa ebosata la Ø88
Alezat axa de Ø22
Rotit 180˚ ebos cu axa la 89,7 si finisat axa la Ø90+0,095 (h7).
Operatia 50:
Ajustare.
Operatia 60:
Control final.
Operatia 70:
Predare la montaj (ambalare).

Operatia 10:
Receptionare.
Operatia 20:
Debitare din patrat de 50x50 la cota 120, material OLC 15 (ajustare).
Operatia 30: FUS 22
Frezat gabaritul la 114x38x43.
Operatia 40: FU71
Gaurit 3x Ø11 strapuns
Lamat 3x Ø18 tinand cont de cota 22
Intoarcem piesa:
Prelucrat cota 94 pe adancime de 4 mm
Intoarcem piesa:
Prelucrat cota 39 (degajare).
Operatia 50: CPH 2
Frezat cota de 30 tinand cont de cota de 8
Rotit masa la +30˚: Frezat in colt pe adancime de 3 mm
Rotit masa la -30˚: Frezat in celalalt colt la cota definita.
Operatia 60:
Ajustare.
Operatia 70:
Control final.
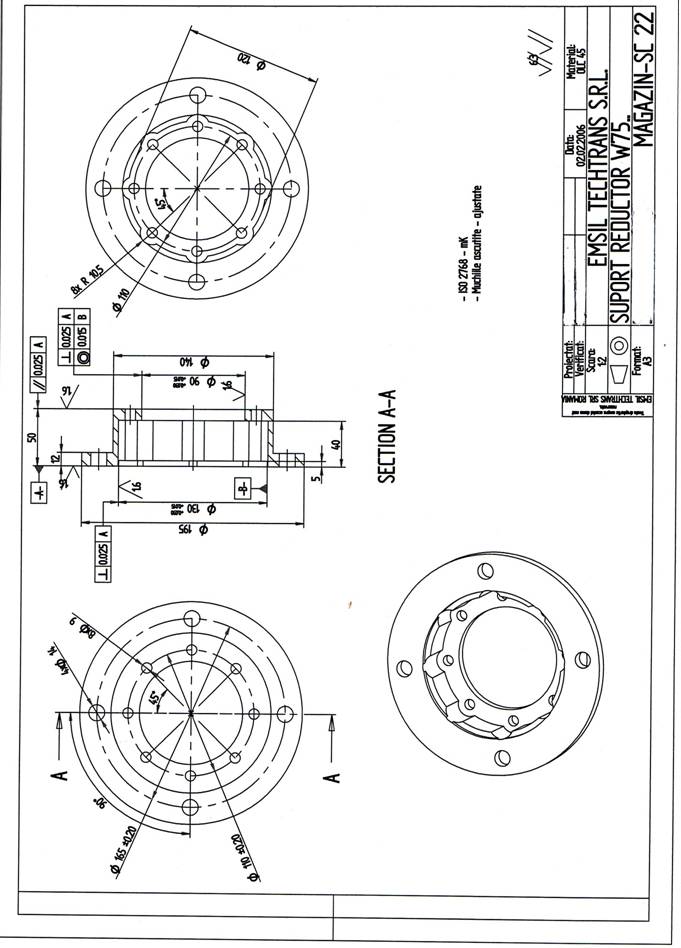
Operatia 10:
Receptionare.
Operatia 20:
Deditare din bara de 200 la cota de 60.
Operatia 30: SN350
Strunjit
Prinderea 1:
prins in bacuri strunjit frontal la cota de 53 cu adaos de 3 mm pentru partea opusa
strunjit exterior la cota 140 final timand cont de cota 12
tesire exterioara
gaurit axa centrala cu burghiu de Ø32
strunjit interior la cota de 89 axa de 90
gaurit si strunjit strapuns
Prinderea 2:
prins exterior 140
strunjit exterior Ø195
strunjit frontal la cota 50,5 cu adaos de 0,5 mm la rectificare
tesire exterioara 0,5x45˚
strunjit ebos interior al cota de Ø120
strunjit ebos interior al cota de Ø130, la Ø129
strunjit finis Ø130 la Ø129,5
strujit finis la Ø90 la 129,5
tesire interioara 0,5x45˚.
Operatia 40: FU71
Frezat 8 degajari cu raza de 10,5 la cota de 40 mm
Centruit 8x Ø9
Gaurit strapuns 8x Ø9
Gaurit strapuns 4x Ø14.
Operatia 50: Masina de rectificat rotund
Prinderea 1:
rectificat frontal la cota de 50
rectificat exterior la cota Ø140 tehnologic
Prinderea 2:
intors piesa prins la cota 140
rectificat frontal la cota de 50
rectificat interior axa Ø90
rectificat interior axa Ø130.
Operatia 60:
Ajustare.
Operatia 70:
Control final.
LISTA DE S.D.V. -URI LA OPERATIA 40:
Freza carbura Ø20, partea activa min 40;
Centruitor Ø16;
Burghiu Ø9, partea activa min. 60;
Burghiu Ø14 scurt.
PROGRAM:
%O 0001 (suport reductor)
N10 T1 M6 (freza Ø20)
N20 Go G54G90x25 Y0 S 1400 M3
N30 G43 Z20 H01
N40 #1=0
#2=-40
N50 G1 Z3 F2000
N60 M99 P9001
N70 X25Y25
N80 M98 P9001
N90 X0 Y25
N100 M98 P9001
N110 X-25 Y-25
N120 M98 P9001
N130 X-25 Y0
N140 M98 P9001
N150 X0 Y-25
N160 M98 P9001
N170 X25 Y-25
N180 M98 P9001
N190 M5
N200 Go Z300
N210 T2 M6 (centruitor)
N220 Go G54 G90 X55 Y0 S1100 M3
N240 G31 Z-2,5 R3 F70
N250 X38,885 Y38,885
N260 X0 Y95
N270 X-38,885 Y38,885
N280 X-55 Y0
N290 X-38,885 Y-38,885
N300 X0 Y-55
N310 M5
N320 Go Z30
N330 T3 M6 (batiu Ø9)
N340 Go G54 G90 X55 Y0 S960 M3
N350 G43 Z20 Ho3
N360 G81 Z-58 R-35 F54
N370 Go G54 G90 X55 Y0 S1100 M3
N380 G31 Z-2,5 R3 F70
N390 X38,885 Y38,885
N400 X0 Y95
N410 X-38,885 Y38,885
N420 X-55 Y0
N430 X-38,885 Y-38,885
N450 X0 Y-55
N460 M5
BIBLIOGRAFIE
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6055
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved
