| CATEGORII DOCUMENTE |
| Astronomie | Biofizica | Biologie | Botanica | Carti | Chimie | Copii |
| Educatie civica | Fabule ghicitori | Fizica | Gramatica | Joc | Literatura romana | Logica |
| Matematica | Poezii | Psihologie psihiatrie | Sociologie |
PROCESE DE STERILIZARE IN BIOTEHNOLOGIE
Procesele de crestere a biomasei microbiene impun, in marea lor majoritate, absenta totala a sporilor de microorganisme straine, provenite din apa, aer sau materii prime, care s-ar putea dezvolta in faza de fermentatie, infectand cultura unica a microorganismului util. Aceasta cerinta tehnologica se poate realiza prin sterilizare si, mai rar, prin pasteurizare.
Sterilizarea este, prin urmare, procesul prin care are loc distrugerea sau indepartarea microorganismelor patogene sau apatogene (atat a formelor vegetative, cat si a sporilor) din substante, preparate, spatii inchise, obiecte etc. Pasteurizarea reprezinta operatia care consta in distrugerea microorganismelor, inclusiv a bacteriilor, prin incalziri repetate sub 100oC.
In industria de biosinteza, unde se obtin culturi microbiene pure, precum si in industria farmaceutica si cea alimentara, procesul de sterilizare este de neinlocuit si poate fi realizat, de obicei, prin:
a) metode termice:
- sterilizare cu aer cald la 140 - 200C;
- sterilizare cu vapori de apa sub presiune la 120 - 140C;
- sterilizare prin incalziri repetate la 70 - 100C.
b) metode fizice:
- filtrare prin umpluturi fibroase;
- filtrare prin materiale poroase;
- filtrare prin membrane;
- utilizarea radiatiilor UV, IR, raze X, β, γ etc.
c) metode chimice:
- utilizarea agentilor chimici: oxid de etilena, formaldehida, fenol, azotiperita, ozon etc.
d) metode de preparare pe cale aseptica.
Sterilizarea termica uscata include si sterilizarea prin flambare, folosita in faza de insamantare a inoculului si a prelevarii probelor. Acest gen de sterilizare consta in trecerea probelor sau a obiectelor prin flacara, timp de cateva secunde.
In general, metoda de sterilizare se alege in functie de proprietatile fizico-chimice ale materialelor supuse sterilizarii, astfel incat sa se evite modificarile calitative ale acestora.
Intre incalzirea uscata si incalzirea umeda, in procesul de sterilizare prin metoda termica, exista o deosebire importanta, ultima avand o eficienta sporita. Fenomenul se explica prin actiunea hidratanta, coagulanta si hidrolizanta a apei si a aburului asupra proteinei microbiene. Comparand performantele sterilizarii prin incalzire uscata si umeda (tabelul 1.), se constata ca sterilizarea cu aer cald necesita temperaturi si durate mult mai mari.
Din aceste motive, in tehnica se prefera sterilizarea umeda, care poate fi urmarita in functie de punctul termic mortal si timpul termic mortal. Punctul termic mortal este definit prin valoarea temperaturii la care sunt omorate toate celulele unei anumite specii, in timp de 10 minute. Timpul termic mortal reprezinta acea valoare a timpului de expunere la o anumita temperatura necesara distrugerii tuturor celulelor sporulate.
Tabel 1. Parametrii sterilizarii prin incalzire uscata (cu aer cald) si umeda (cu abur sau apa fierbinte
|
Denumire microorganism |
Incalzire uscata |
Incalzire umeda |
||
|
Temperatura, C |
Timp |
Temperatura, C |
Timp |
|
|
Salmonella typhi |
min |
s |
||
|
Mycobacterium tuberculosis |
min |
10 s |
||
|
Staphylococcus pyogenes |
min |
s |
||
|
Spori fungici |
min |
min |
||
|
Spori de Bacillus anthracis |
10 min |
min |
||
|
Spori nativi din sol |
min |
min |
||
Dupa cum se observa din tabelul 2, pentru sporii unor anumite microorganisme, timpul termic mortal scade semnificativ odata cu cresterea temperaturii, ceea ce conduce la concluzia ca trebuie ales regimul de sterilizare rapid la temperaturi mai ridicate. In acest mod, se asigura un grad sporit de siguranta in sterilizare si o conservare mai buna a calitatilor nutritive ale mediului de cultura.
Tabelul Timpul termic mortal pentru sporii unor microorganisme in sterilizarea termica umeda
|
Spori |
Temperatura, C |
|||
|
Bacillus subtilis |
- 75 h |
175 min |
37 min |
7,5 - 8 min |
|
Bacillus fusiformis |
10 - 10,5 h |
40 - 45min | ||
|
Bacillus mycoides |
7,5 - 8 h |
10 min | ||
|
Bacillus megaterium |
- 17 h |
15 - 16 min | ||
|
Bacillus cylindricus |
20 h | |||
|
Clostridium botulinum |
5,5 h |
32 min |
4 min |
|
|
Clostridium sporogenes |
10 h |
90 min |
15 min |
|
In concluzie, studiul bazelor termodinamice ale sterilizarii termice reprezinta singurul criteriu concret in alegerea conditiilor de realizare a acestui proces.
Sterilizarea prin filtrare pe materiale poroase se utilizeaza frecvent in cazul preparatelor termolabile. Procedeul este preferat si atunci cand pretul prea mare al energiei si cheltuielile pentru aparatura exclud indepartarea microorganismelor prin metoda termica. In procesul de sterilizare prin filtrare se folosesc filtre poroase Jena G5, filtre de azbest-celuloza (denumite filtre Seitz sau Filtrasic), filtre cu membrana, filtre de profunzime si filtre absolute.
Sterilizarea cu ajutorul radiatiilor, desi prezinta unele neajunsuri, este aplicata din ce in ce mai mult in industrie, atat pentru sterilizarea produselor, cat si a aerului din boxele sterile.
In afara filtrarii, pentru sterilizarea unor produse sau materii prime termolabile, se poate utiliza procedeul sterilizarii la rece cu etilenoxid, formaldehida, fenol, amestec aer-formaldehida etc. Pentru substante mai putin termolabile se recomanda combinarea sterilizarii termice cu cea chimica (sunt utilizate astfel de procedee combinate, care folosesc acidul 5-nitrofenil-acrilic, formaldehida, apa oxigenata).
Prepararea produselor pe cale aseptica se utilizeaza atunci cand nu este posibila sterilizarea lor prin procedeele prezentate anterior. Tehnologia prepararii aseptice se realizeaza in boxe sterile, aerul din acestea fiind sterilizat prin filtrare, iradiere sau cu agenti chimici. In ultima perioada a fost extins la scara industriala sterilizarea aerului din boxe prin curgere peliculara, controlul sterilitatii aerului facandu-se cu ajutorul filtrelor cu membrana.
Pentru industria de biosinteza, procesele de sterilizare a mediului de cultura, a aerului tehnologic, a sistemelor de transvazare si a instalatiilor care deservesc tehnologia respectiva constituie probleme determinante in obtinerea unor culturi pure de microorganisme, respectiv in atingerea unor performante tehnologice sporite, redate prin intermediul randamentului in produs util.
1. Sterilizarea mediilor de cultura
Desi teoretic sterilizarea mediilor de cultura se poate realiza prin metode mecanice (filtrare, centrifugare, flotatie), termice, cu agenti chimici bactericizi, cu radiatii X, β, γ, radiatii UV, aplicatii practice au gasit numai procedeele termice de sterilizare. Aceste procedee se caracterizeaza prin simplitate, usurinta in exploatarea utilajelor de sterilizare si siguranta in realizarea gradului de sterilizare dorit. Sterilizarea termica prezinta, insa, si o serie de inconveniente, generate, in special, de reactiile secundare de degradare care au loc in timpul procesului de sterilizare:
- denaturarea proteinelor si inactivarea lor;
- denaturarea vitaminelor si a unor factori de crestere;
- supraincalziri care initiaza reactii de oxidare a fenolilor si a acidului ascorbic, de polimerizare a aldehidelor nesaturate, de caramelizare a hidratilor de carbon si brunificare a mediului.
De asemenea, in timpul sterilizarii termice, se produc reactii de condensare a gruparilor aldehidice, din zaharuri reducatoare, cu gruparile aminice libere, din aminoacizi sau proteine, cu formare de produsi asemanatori bazelor Schiff (reactia Maillard), produsi toxici pentru majoritatea microorganismelor. Pentru a fi evitata aparitia acestor compusi, este recomandata sterilizarea separata a hidratilor de carbon si a compusilor cu azot. Aceasta recomandare devine obligatorie in cazul in care se lucreaza cu medii de cultura concentrate, la care apar diferente semnificative intre energiile de activare ale reactiilor de degradare (80 - 100 kJ/mol) si cele de distructie termica a sporilor microbieni (400 - 420 kJ/mol).
Multe din neajunsurile sterilizarii cu abur sunt diminuate prin alegerea judicioasa a tehnologiei de realizare a acestui proces, care ramane, practic, cel mai sigur.
Din punct de vedere cinetic, procesul de distructie termica a microorganismelor poate fi descris prin diverse ecuatii, in functie de rata de distructie termica, care poate fi logaritmica sau nelogaritmica.
Distructia termica logaritmica a microorganismelor este descrisa matematic de ecuatia:
![]() (1)
(1)
in care: N - numarul de microorganisme viabile/ml mediu;
k - constanta vitezei de distructie termica, min-1;
τ - timpul de sterilizare, min.
Prin integrarea ecuatiei (1), in conditiile initiale: τ = 0 si N = No (No reprezinta contaminarea initiala, numar de microorganisme/ml mediu), se obtine:
![]() (2)
(2)
Aceasta ecuatie permite determinarea duratei procesului de sterilizare, pentru orice valoare a gradului de sterilizare. Raportul 2,303/k reprezinta timpul necesar reducerii numarului de microorganisme cu a zecea parte si poarta denumirea de reducere decimala, notata cu D.
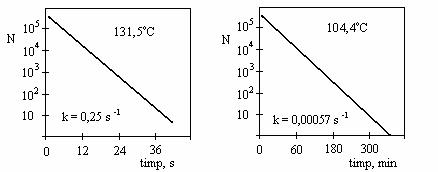
Din reprezentarea grafica a acestei ecuatii pentru sterilizarea sporilor de Escherichia coli si Bacillus stearothermophilus (figurile 1. si ) se constata ca pentru acelasi grad de sterilizare, timpul de expunere variaza semnificativ la diferente reduse de temperatura.
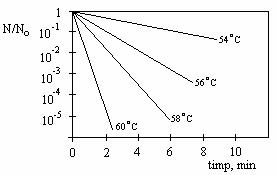
Figura 1. Distructia termica a sporilor de E. Coli
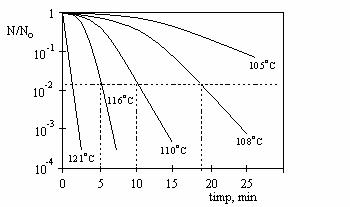
Figura Distructia termica a sporilor de B. stearothermophilus
De asemenea viteza specifica de distructie termica a microorganismelor, k, este functie numai de temperatura si poate fi determinata cu ajutorul urmatoarelor ecuatii:
-
ecuatia Arrhenius: ![]() (3)
(3)
- ecuatia
Eyring: ![]() (4)
(4)
sau in functie de coeficientul termic al reactiei, Q10:
![]()
Datele publicate de Aiba privind valorile vitezei specifice de distructie termica, k, a reducerii decimale, D, si a energiei de activare, Ea, prezentate in tabelul 3, evidentiaza faptul ca sporii necesita conditii mai severe pentru sterilizare, comparativ cu celulele vegetative.
Tabel 3. Valorile vitezei specifice de distructie termica k, a reducerii decimale, D, si a energiei de activare Ea
|
Microorganism |
K la 121C, min-1 |
D la 121C, min-1 |
Ea, kJ/mol |
|
Bacillus subtilis | |||
|
Bacillus stearothermophilus | |||
|
Clostridium sporogenes |
Prokop si Humphrey au dezvoltat un model cinetic nelogaritmic pentru sterilizarea unor medii, model care se bazeaza pe desfasurarea procesului in 2 secvente, conform schemei:
![]()
Acest model este caracteristic comportarii sporilor de Bacillus stearothermophilus, fenomen redat in figura 3. si descris de ecuatiile:
![]() (6)
(6)
![]() (7)
(7)
unde: NR, NS, ND - concentratia sporilor rezistenti, sensibili, respectiv distrusi, nr. microorganisme/ml;
kR, kS - vitezele specifice de distructie termica, min-1.
Energia de activare pentru distrugerea sporilor are valori cuprinse intre 200 si 400 kJ/mol, iar pentru enzime si vitamine intre 10 si 110 kJ/mol.
Solutia ecuatiilor anterioare este:
 (8)
(8)
in care: No si N reprezinta contaminarea initiala si finala.
Procesul de sterilizare a mediului de cultura poate fi realizat prin procedee discontinue (pentru cantitati mici de mediu, de obicei pentru inoculator si, mai rar, pentru fermentatorul intermediar) si continue (pentru cantitati mari de mediu), utilizandu-se ca agent de incalzire abur saturat sau energia electrica.
1.1. Sterilizarea discontinua a mediilor de cultura
Analiza performantelor procesului de sterilizare discontinua a mediilor de cultura se bazeaza pe cinetica distructiei sporilor bacterieni cu cea mai mare termostabilitate, precum si pe relatia timp - temperatura prezentata anterior. Sterilizarea efectiva se produce in perioada de incalzire, mentinere si racire a mediului, iar efectul total al sterilizarii este rezultatul cumulat al efectelor obtinute in fiecare din aceste etape.
Ecuatia vitezei de distructie termica a microorganismelor in sterilizarea discontinua se obtine prin combinarea ecuatiilor (1) si (3):
![]() (9)
(9)
In acord cu Deindoerfer, raportul ln(No/N) se noteaza cu ![]() si
reprezinta criteriul de proiectare a procesului de sterilizare
discontinua:
si
reprezinta criteriul de proiectare a procesului de sterilizare
discontinua:
 (11)
(11)
Acest criteriu adimensional descrie eficacitatea procesului de sterilizare si permite determinarea timpului optim de sterilizare in functie de sursa de incalzire folosita. Timpul total de sterilizare este egal cu suma timpilor de incalzire, mentinere, racire. Prin urmare, unele microorganisme (Escherichia coli, Aerobacter aerogenes) vor fi distruse in faza de incalzire, altele (Bacillus stearothermophilus) in faza de mentinere, iar un numar redus in perioada de racire.
In aceste conditii, ecuatiile (10.) si (11.) pot fi scrise in forma:
![]() (12)
(12)
respectiv: ![]()
in care: N1 - nivelul de contaminare la sfarsitul fazei de incalzire;
N2 - nivelul de contaminare la sfarsitul fazei de mentinere;
N3 - nivelul de contaminare remanent (dupa faza de racire).
Rezolvarea acestor ecuatii se poate face prin utilizarea relatiilor timp-temperatura stabilite de Deindoerfer si Humphrey pentru diferite sisteme de incalzire, relatii prezentate in tabelul 4.
Tabelul 4. Relatii timp-temperatura in sterilizarea discontinua
|
Mod de incalzire |
Relatia timp-temperatura |
Constante |
|
Incalzire cu abur viu |
|
|
|
Incalzire cu abur in manta |
|
|
|
Incalzire electrica |
|
|
|
Racire prin manta |
|
|
Marimile din tabelul 4 au urmatoarele semnificatii:
T - temperatura de sterilizare, K
To - temperatura initiala a mediului, K
Ta - temperatura agentului de incalzire, K
Te - temperatura agentului de racire, K
D - debitul aburului, kg/s
H - entalpia aburului, kJ/kg
M - cantitatea de mediu supus sterilizarii, kg
Cpm - caldura specifica a mediului, kJ/kg∙K
Cpa - caldura specifica a agentului de racire, kJ/kg∙K
K - coeficient global de transfer de caldura, W/m2∙K
S - suprafata de transfer de caldura, m2
W - debit de agent de racire, kg/s
q - flux termic, kJ/s
τ - timp, s.
Durata fiecarei etape din proces se poate determina cu usurinta prin alegerea modului de incalzire a mediului supus sterilizarii. De exemplu, pentru cazul sterilizarii cu abur viu, durata fazei de incalzire se calculeaza cu ajutorul expresiei (17):
![]() (21)
(21)
iar faza de racire din relatia (20.):
Apoi cunoscandu-se contaminarea initiala, No, si cea finala, N, se calculeaza contaminarea la sfarsitul perioadei de incalzire:
 (23)
(23)
si la sfarsitul perioadei de mentinere, care corespunde inceputului etapei de racire:
 (24)
(24)
In continuare, se calculeaza durata fazei de mentinere, pe baza valorilor contaminarilor N1 si N2 determinate anterior:
 (25)
(25)
Cu datele obtinute se traseaza diagrama timp-temperatura pentru procesele de sterilizare discontinue (figura 4).
Pentru unele cazuri concrete, aportul perioadelor de incalzire si racire la distrugerea microorganismelor din mediul de cultura poate atinge 65%.
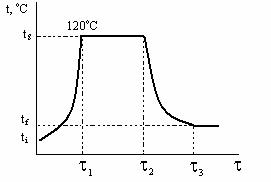
Figura 4. Diagrama timp-temperatura pentru sterilizarea discontinua
ti - temperatura initiala
tf - temperatura finala
ts - temperatura de sterilizare
In prezent, pentru proiectarea procesului de sterilizare a mediilor de cultura si a instalatiilor in care se realizeaza procesul biotehnologic, se recomanda utilizarea caracteristicilor sporilor de Bacillus stearothermophilus susa 1518, pentru care:
![]()
Cu ajutorul acestor date si in ipoteza ca incalzirea si racirea mediului supus sterilizarii se realizeaza cu o viteza de 1 grad/min, Richards rezolva ecuatiile (12) - (25), rezultatele obtinute fiind prezentate in tabelul 5.
Tabelul 5. Valorile vitezei specifice de distructie termica si ale criteriului de sterilizare pentru sporii de B. stearothermophilus susa 1518 functie de temperatura
|
Temperatura, oC |
k,min-1 |
|
Temperatura, C |
k,min-1 |
|
|
|
|
Daca viteza de incalzire sau racire peste 100oC se abate de la valoarea indicata, 1 grad/min, atunci criteriul sterilizarii, in faza de incalzire si de racire, se calculeaza cu expresiile:
![]()
![]()
in care: tS- temperatura de sterilizare, oC;
τincalzire, τracire - durata de incalzire de la 100oC la ts, respectiv de racire de la ts la 100oC;
![]() - valoarea tabelara a criteriului sterilizari determinata in
conditiile unei incalziri cu o viteza de 1 grad/min.
- valoarea tabelara a criteriului sterilizari determinata in
conditiile unei incalziri cu o viteza de 1 grad/min.
In faza de mentinere, temperatura de sterilizare fiind constanta, criteriul sterilizarii se determina cu ecuatia:
![]() (27)
(27)
Valorile vitezei specifice de distructie termica a microorganismelor, k, sunt date in tabelul 5. Astfel, se poate calcula valoarea criteriului total de proiectare a sterilizarii cu ajutorul ecuatiei (13).
Pentru caracterizarea cantitativa a procesului de sterilizare in faza
de mentinere si pentru determinarea limitelor inferioare care
asigura siguranta in sterilizare, literatura propune utilizarea indicelui
de eficacitate aseptica, Sas, si a valorii
obligatoriu necesare pentru criteriul sterilizarii,![]() . Intre cele doua marimi exista dependenta
redata de expresia:
. Intre cele doua marimi exista dependenta
redata de expresia:
![]()
Pentru concretizarea celor prezentate, se va exemplifica calculul de proiectare pentru situatia in care se sterilizeaza discontinuu 3,5 m3 de mediu de cultura prin incalzire de la 100C la 135C, in timp de 30 minute, mentinere la 135oC timp de 25 minute si racire pana la 100C in 40 minute. Indicele de eficacitate aseptica, identic cu contaminarea finala admisa, N, este Sas = 0,001, iar contaminarea initiala este de 106 microorganisme/ml mediu.
Initial, se calculeaza criteriul total al sterilizarii.
Pentru aceasta, din tabelul 5, se ia valoarea criteriului sterilizarii la
135C: ![]() , iar cu relatia (26) se calculeaza valoarea
criteriului sterilizarii pentru perioada de incalzire:
, iar cu relatia (26) se calculeaza valoarea
criteriului sterilizarii pentru perioada de incalzire:
![]()
Din acelasi tabel, valoarea vitezei specifice de distructie a microorganismelor la 135oC este k = 37,2 min-1, iar cu relatia (27) se determina criteriul sterilizarii pentru etapa de mentinere:
![]()
In mod analog, se calculeaza criteriul sterilizarii in faza de racire, cu expresia (26):
![]()
Valoarea totala a criteriului sterilizarii, calculata cu relatia (13), este:
![]()
Criteriul sterilizarii absolut necesar pentru acest caz se calculeaza cu ecuatia (28):
![]()
Aceasta valoare nu include o serie de factori, printre care:
aglomerarea celulelor, actiunea agentilor activi de
suprafata, prezenta unor spori singulari cu rezistenta
termica sporita, fapt care a impus ca, in situatia in care se
obtine din calculele de proiectare ![]() mic, sa se admita in practica valoarea
mic, sa se admita in practica valoarea ![]() = 800.
= 800.
Cu valoarea adoptata pentru ![]() se recalculeaza timpul de mentinere:
se recalculeaza timpul de mentinere:
![]()
iar τmentinere calculat cu relatia (27), devine:
![]() minute
minute
Pentra a evita supraincalzirile si degradarea componentelor mediului de cultura, se recomanda conducerea sterilizarii cu calculatorul de proces, chiar daca aceasta conduce la cresterea investitiei.
Aparatura utilizata pentru sterilizarea discontinua este, de obicei, chiar fermentatorul in care urmeaza a fi realizat procesul de crestere a biomasei microbiene.
1. Sterilizarea continua a mediilor de cultura
Sterilizarea continua a mediilor de cultura se aplica atunci cand debitele de mediu sunt ridicate si ofera o serie de avantaje, comparativ cu sterilizarea discontinua, cum ar fi:
conservarea mai buna a proprietatilor nutritive;
control superior al calitatii procesului;
aparatura cu gabarit redus;
reducerea duratei ciclului de sterilizare;
productivitate si eficienta sporita;
control automat;
realizarea de randamente superioare in faza de fermentatie.
Cea mai dificila problema in proiectarea sterilizatoarelor continue o constituie stabilirea timpului de stationare a mediului in zona de mentinere. Fiind un lichid real, viteza medie de curgere a mediului de cultura este functie de distributia radiala a vitezelor in sectiunea sterilizatorului, distributie reprezentata in figura 5.
Pentru curgerea tip piston, timpul mediu de stationare in zona de mentinere este egal cu timpul de mentinere, respectiv cu timpul de expunere a mediului la incalzire. Desi ar fi ideal sa existe curgerea tip piston, in practica, insa, curgerea mediilor este turbulenta si, ca urmare, timpul de stationare in zona de sterilizare difera de la centru la peretele aparatului, fiind necesara stabilirea unei valori medii.
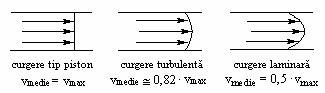
Figura 5. Profilul vitezelor de curgere ale mediului de cultura
Parametrul care caracterizeaza cel mai exact gradul de amestecare, respectiv dispersia, in curgerea turbulenta a mediilor de cultura prin sterilizatoarele continue este criteriul de dispersie al sterilizatorului, D/v ∙ L (D - coeficient de dispersie, v - viteza medie de curgere, L - lungime caracteristica). Acest criteriu reprezinta inversul criteriului Pclet = v∙L/D, notat P, pentru transferul de masa axial si are valori cuprinse intre 0, pentru curgerea tip piston, si infinit, pentru curgerea cu amestecare perfecta.
Dupa cum au demonstrat Levenspiel si Van der Laan, intre aceste valori extreme, criteriul de dispersie al sterilizatorului este descris de o familie de curbe care caracterizeaza curgerea in zona de sterilizare (figura 6). Aceste curbe teoretice redau distributia timpilor de stationare si au drept parametrii marimea dispersiei.
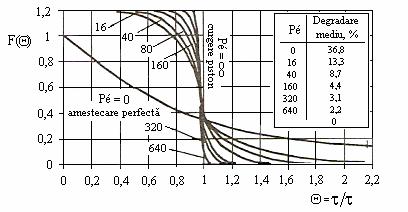
Figura 6. Efectul diferitelor moduri de curgere in sterilizarea continua a mediilor de cultura
Cu ajutorul acestor curbe, s-a stabilit dependenta
dintre natura curgerii in sterilizarea continua, caracterizata prin
criteriul P, si procentul de degradare a mediului, ca rezultat al
supraincalzirilor. Corelarile dintre valorile numerice ale curbei
concentratie - timp din zona de mentinere (denumita curba I) si
timpul redus θ (definit prin raportul dintre timpul de stationare
τ si timpul mediu de stationare![]() ), redate in figura 6, demonstreaza ca odata
cu cresterea gradului de dispersie creste procentul de mediu
degradat.
), redate in figura 6, demonstreaza ca odata
cu cresterea gradului de dispersie creste procentul de mediu
degradat.
Din informatiile prezentate, se constata ca este necesar ca proiectarea si realizarea sterilizatoarelor sa fie astfel efectuate incat sa permita o apropiere cat mai mare de curgerea tip piston.
Pentru a se analiza modul in care criteriul dispersiei influenteaza procesul de distructie termica a microorganismelor, in regim stationar, se combina ecuatia bilantului de materiale din procesul de sterilizare cu ecuatia cinetica care descrie acest proces. In acest sens, se considera un element de volum din sterilizatorul tubular cu lungimea L si sectiunea S, prin care circula mediul de cultura cu viteza medie v constanta si in care dispersia axiala este caracterizata prin coeficientul de dispersie D (figura 7).
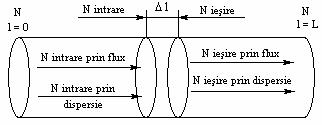
Figura 7. Variabilele zonei de sterilizare
Pentru acest element de volum, bilantul de materiale este descris de relatia urmatoare (29):

Prin rearanjarea termenilor se obtine:
 (30)
(30)
Pentru -(dN/dτ) = kN (ecuatia (1)) si impartind
ecuatia (30) la ![]() rezulta:
rezulta:
 (31)
(31)
iar
prin trecere la limita (![]() → 0):
→ 0):
![]() (32)
(32)
Ecuatia (32) reprezinta expresia generala a bilantului de materiale la distructia termica a microorganismelor prin reactie si dispersie. Pentru rezolvarea ei se trece la o forma adimensionala, prin introducerea urmatoarelor variabile:
![]()
![]()
![]()
![]()
Prin utilizarea acestor variabile, ecuatia (32) devine:
![]() (33)
(33)
Rezolvarea ecuatiei (33) se face pentru urmatoarele conditii de limita:
z → 0+ ![]()
z → 1 ![]() (34)
(34)
solutia ecuatiei (33) in conditiile de limita descrise de ecuatia (34) fiind:
 (35) in care:
(35) in care:
![]()
Expresia (35) reprezinta ecuatia de proiectare a sterilizatoarelor continue si permite determinarea timpului de stationare a mediului in zona de mentinere, in functie de criteriul de dispersie (determinat din figura 6), pentru un anumit nivel al contaminarii remanente. Pentru cazul in care curgerea se apropie de curgerea tip piston (P → ∞), solutia ecuatiei (33) devine:
 (36)
(36)
Prin reprezentarea ecuatiei (35) in coordonatele N/No si Nr se obtine o familie de drepte, al caror parametru independent este criteriul P, si care ilustreaza efectul diferitelor tipuri de curgere asupra gradului de sterilizare, in procesul de sterilizare continua, la diferite valori ale distructiei termice, redata prin raportul k∙L/v (figura 8).
Datele furnizate de aceasta diagrama permit atat proiectarea eficienta a sterilizatoarelor, cat si stabilirea timpului de stationare a mediului in zona de mentinere, pentru un grad de sterilizare impus, intr-o instalatie existenta. In primul caz, instalatia trebuie sa satisfaca performantele tehnologice impuse, iar in al doilea caz, performantele instalatiei de sterilizare limiteaza performantele tehnologiei.
Pentru proiectarea unei noi instalatii continue de sterilizare a mediului de cultura, se cunoaste, de obicei, debitul de mediu si durata sterilizarii (determinata in conditii economice), se impune gradul de sterilizare si se determina lungimea zonei de mentinere, timpul de mentinere si temperatura la care se desfasoara procesul de sterilizare.
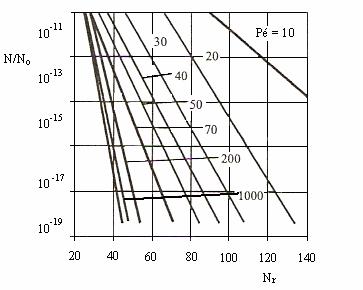
Figura 8. Efectul tipurilor de curgere asupra gradului de sterilizare
In acest scop, se admite viteza de curgere a mediului prin sterilizator si se calculeaza diametrul zonei de mentinere (din ecuatia debitului) si criteriul Reynolds, Re. Cu valoarea Re calculata se determina, din figura 9, valoarea dispersiei axiale D/v∙d (d - diametrul zonei de sterilizare).
Apoi, din figura 6, se alege o valoare a criteriului P astfel incat degradarea mediului sa fie minima. Folosind dispersia axiala determinata anterior, se calculeaza lungimea zonei de mentinere cu relatia:
![]() (37)
(37)
In continure, cu ajutorul diagramei 8, in functie de criteriul P ales si de raportul N/No impus, se determina marimea Nr = k∙L/v, respectiv valoarea vitezei specifice de distructie termica k. Cu aceasta valoare, se poate calcula temperatura de sterilizare, folosindu-se fie relatia (3), fie diagrama din figura 10, care este corelatia dintre viteza specifica de sterilizare si temperatura la care se realizeaza procesul.
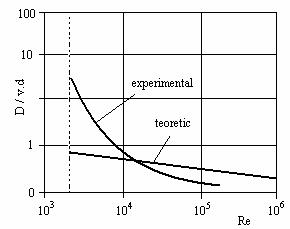
Figura 9. Variatia dispersiei axiale cu criteriul Re
Timpul mediu de stationare in zona de mentinere a instalatiei de sterilizare se determina in functie de viteza de curgere a mediului si lungimea zonei de mentinere, folosindu-se dependenta: τ = L/v.
Daca se doreste stabilirea timpului de stationare a mediului supus sterilizarii intr-o instalatie existenta, se calculeaza viteza de curgere si criteriul Re, iar din diagrama 9 se obtine valoarea raportului D/vd (criteriul dispersiei axiale). Cu aceasta valoare se calculeaza criteriul P, conform relatiei (37), iar din figura 8 se determina, in functie de criteriul P calculat si N/No impus, raportul kL/v si, apoi, valoarea vitezei specifice de sterilizare, k.
Din diagrama 10 se obtine temperatura de sterilizare, iar din relatia % - L/v timpul de mentinere in zona de sterilizare.
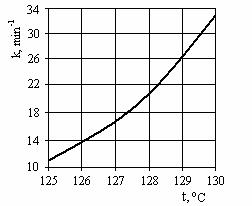
Figura 10. Variatia vitezei specifice de distructie termica a microorganismelor cu temperatura de sterilizare
Trebuie mentionat faptul ca, in ambele cazuri prezentate, raportul dintre cantitatea de mediu supus sterilizarii si cantitatea de abur direct utilizat pentru incalzire fiind de aproximativ 10, influenta aburului condensat asupra criteriului Re este neglijabila, astfel incat toate consideratiile anterioare constituie criteri de proiectare si conducere a instalatiilor de sterilizare.
1.1. Instalatii pentru sterilizarea continua a mediilor de cultura
Pentru sterilizarea continua a mediilor de cultura la nivel industrial se folosesc instalatii care functioneaza la temperaturi de 120 - 125C, precum si instalatii care lucreaza la 135 - 140C.
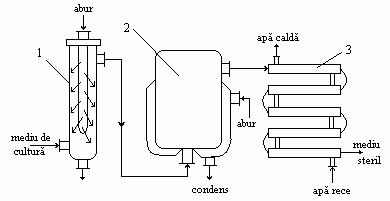
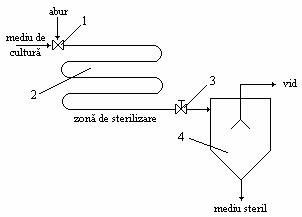
Instalatia de sterilizare continua la 120 - 125oC, prezentata in figura 11, este alcatuita din coloana de sterilizare (1), mentinator (2) si racitor (3). Coloana de sterilizare este conceputa din doua tevi concentrice, prin teava interioara fiind introdus aburul, mediul de cultura circuland prin spatiul dintre cele doua tevi. Incalzirea mediului se face prin barbotarea aburului de 5 ata prin intermediul fantelor practicate pe teava interioara, acesta fiind dirijat tangential si uniform cu ajutorul unui snec montat pe exteriorul tevii. Mediul stationeaza in coloana 4 - 6 secunde, dupa care patrunde in mentinator, unde ramane 15-20 minute pentru perfectarea procesului de sterilizare. In final, mediul este racit, intr-un schimbator de caldura tip teava in teava, la 35 - 40C, temperatura cu care este introdus in fermentator.
Din diagrama timp - temperatura, prezentata in figura 12, se observa ca, in aceasta instalatie, contributia fazei de incalzire si racire la performanta procesului de sterilizare este de 5 - 6%, astfel incat se poate considera ca sterilizarea se realizeaza aproape in totalitate in faza de mentinere.
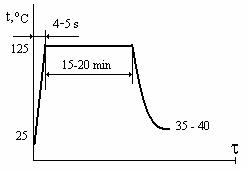
Figura 1 Diagrama timp - temperatura pentru sterilizarea continua la l00 -125C
In procesul de sterilizare continua la 135 - 140oC, realizat industrial fie in instalatii cu injectie de abur, fie in schimbatoare de caldura cu placi, timpul de expunere este foarte scurt, racirea mediului trebuind realizata in cateva secunde. Din aceste motive, problemele tehnice care apar sunt legate, aproape exclusiv, de posibilitatile de realizare a racirii.
In instalatia de sterilizare prin injectie (figura 13), aburul este injectat prin ventilul (1), astfel incat temperatura mediului urca instantaneu la 140 - 142C.
Temperatura se mentine 2-3 minute in serpentina de mentinere (2), dupa care racirea se face prin trecerea prin valva de expansiune (3) in vasul de destindere (4). Prin expansiune si destindere la vid, temperatura scade brusc. In acelasi timp, insa, se pierde si o cantitate de apa prin evaporare, fenomen de care se tine seama la prepararea mediilor de cultura. Apa evaporata genereaza pierderi de energie termica, fapt care constituie punctul slab al instalatiei.
In instalatia de sterilizare prin schimbatoare de caldura cu placi, curgerea lichidului fiind peliculara, schimbul termic este intensificat si in consecinta, incalzirea la 140C se face in 15-20 secunde, iar dupa etapa de mentinere, racirea se produce in 20 - 30 secunde, in recuperatorul de caldura (2) si racitorul (1) (figura 14).
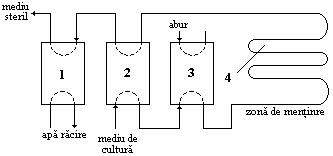
Figura 14. Instalatie de sterilizare la 140C prin schimbatoare de caldura cu placi
1 - racitor, 2 - preincalzitor, 3 - sterilizator, 4 - serpentina de mentinere
Din diagramele timp - temperatura, redate in figurile 15. a. si b., se constata ca, in aceste instalatii, contributia fazei de incalzire si racire, la ciclul de sterilizare, nu depaseste 1 - 2%. Din acest motiv, consideratiile teoretice prezentate anterior, referitoare la curgerea mediilor de cultura prin zona de mentinere, sunt valabile si pentru aceste instalatii.
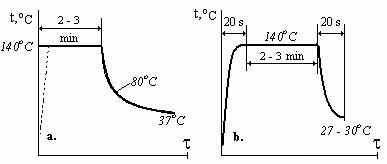
Figura 15. Diagrama timp - temperatura la sterilizarea prin injectie de abur (a.) si in schimbatoare de caldura cu placi (b.)
In ultimul timp, au fost concepute noi instalatii de sterilizare a mediului de cultura la temperatura de 140 - 142C, care contin combinatii ale elementelor ce compun instalatiile de sterilizare prin injectie sau in schimbatoare de caldura cu placi. In instalatia prezentata in figura 16, incalzirea se face in recuperatorul de caldura (3) si prin injectie de abur in (1), iar etapa de mentinere se realizeaza in serpentinele de mentinere (2).
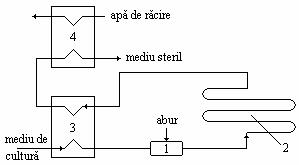
Figura 16. Sterilizarea mediului de cultura in instalatii cu schimbatoare de caldura peliculare si injectie de abur
Racirea se produce in schimbatoare de caldura cu placi si decurge in doua etape: - racirea preliminara in recuperatorul (3) cu mediul supus sterilizarii;
- racirea in racitorul (4).
Instalatia din figura 17 functioneaza pe principiul incalzirii combinate a mediului de cultura:
- prin injectie de abur in (1) pana la temperatura de 70 - 85C;
- in recuperatorul (2) pana la temperatura de 100 - 105C;
- in schimbatorul de caldura cu placi (3) pana la 135 - 140C.
Dupa mentinere in serpentina de mentinere (4), racirea mediului sterilizat se realizeaza in doua etape, folosindu-se schimbatoarele de caldura cu placi (2) si (5).
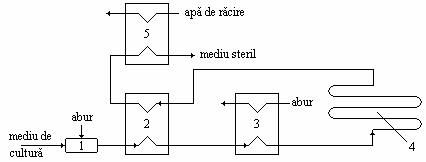
Figura 17. Sterilizarea mediului de cultura in instalatii prin injectie de abur schimbatoare de caldura cu placi
Aceste tipuri de instalatii valorifica superior energia termica reziduala si asigura o sterilizare avansata, concomitent cu conservarea mai buna a calitatatilor nutritive ale mediului de cultura.
Sterilizarea aparaturii de biosinteza
Dintre toate posibilitatile de sterilizare a aparaturii de fermentatie (incalzire cu abur direct, incalzire prin manta sau/si serpentine interioare, incalzire cu aer cald), cel mai eficient procedeu, dupa cum se constata si din figura 18, este sterilizarea cu abur saturat introdus direct in aparat.
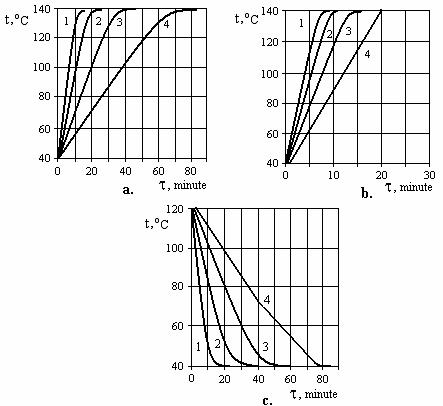
Figura 18. Durata proceselor de incalzire si racire in sterilizarea instalatiilor de fermentatie
a - incalzire cu abur in manta si serpentine, b - incalzire cu abur direct,
c - racire prin manta si serpentine;
1 - fermentator de 200 l, 2 - 600 l, 3 - 2 m3, 4 - 20 m3
Utilizarea aburului direct asigura o incalzire mult mai rapida, comparativ cu varianta de incalzire prin mantaua si serpentinele fermentatorului, permitand astfel, reducerea timpului total de sterilizare cu cel putin o ora.
Eficacitatea procesului global de inactivare a microorganismelor din bioreactor depinde, in mare masura, de modul de actiune al aburului asupra partilor componente ale aparaturii utilizate in fermentatie, inclusiv asupra armaturilor. Se cunoaste faptul ca cel mai dificil se sterilizeaza stuturile prin care se introduc in bioreactor mediile de cultura, aerul, antispumantii, precum si stuturile pentru elementele de masura, control si reglare a parametrilor procesului de biosinteza.
In functie de utilitatea tehnologica, staturile cu care sunt prevazute bioreactoarele pot fi clasificate in doua categorii:
- stuturi pentru utilitati tehnologice;
- stuturi de rezerva si de introducere a materialului de insamantare.
Stuturile pentru utilitati tehnologice se termina cu un ventil care separa zona interioara sterila de restul conexiunilor. Pentru sterilizarea acestora, alimentarea cu abur se face fie direct, prin ventil, fie prin conducta de legatura, situatie in care sunt necesare doua ventile. In cazul stuturilor blindate, unde gaseste o cantitate insemnata de aer, sterilizarea este mult mai dificila. La sterilizarea acestor stuturi trebuie sa se tina cont ca raportul dintre cantitatea de aer la suprafata flansei de blindaj si cantitatea de aer la intrare in stut se gaseste intr-o dependenta exponentiala fata de coeficientul de difuzie, caldura latenta de condensare a aburului si dimensiunile stutului. Analiza detaliata a acestor dependente demonstreaza ca temperatura in stut este cu atat mai mica, cu cat este mai mare cantitatea de aer (nu se admite o temperatura inferioara valorii de 120 - 121C), stuturile cu diametru mai mare sterilizandu-se mult mai usor.
3. Sisteme de inoculare si transvazare sterila
Conservarea proprietatilor aseptice ale culturilor monocelulare unice impun luarea unor masuri severe atat in etapa de inoculare, cat si in faza de transvazare dintr-un bioreactor in altul mai mare, pentru desavarsirea cresterii biomasei microbiene. Pentru insamantarea aseptica a sporilor (materialul de inoculare) au fost dezvoltate doua tehnici:
- insamantarea sub protectia unei flacari;
- insamantarea cu ajutorul unei instalatii conceputa pentru acest scop.
In primul caz, flacara trebuie sa asigure sterilizarea zonei capacului in care se gaseste gura de insamantare, iar in timpul introducerii suspensiei de spori flacara trebuie sa asigure securitatea impotriva unei eventuale infestari.
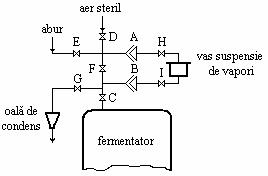
Mai usoara si mai sigura este insamantarea aseptica sub presiune de aer steril (figura 19). Recipientul cu inocul se conecteaza la sistemul de conducte in punctele A si B, sterilizate in prealabil. Dupa conectare, se resterilizeaza traseele prin deschiderea ventilelor E, F, G si slabirea legaturilor din punctele A si B, se trece abur de 125 - 130C, timp de 20 - 25 minute, dupa care se strang etans conexiunile A si B si se inchid ventilele E, F, G. In continuare, se deschide ventilul D, pentru accesul aerului steril comprimat, iar, dupa racire, se deschid ventilele H, I si C, pentru trecerea sporilor in fermentator. La sfarsitul operatiei, se inchid ventilele C si D si canelele A si B, demontandu-se recipientul in care a fost suspensia de spori.
Pentru transvazarea biomasei microbiene dintr-un bioreactor in altul, se poate folosi fie un racord flexibil si o pompa peristaltica, fie transvazarea cu aer steril sub presiune, cu ajutorul unui sistem similar celui descris anterior (figura 20).
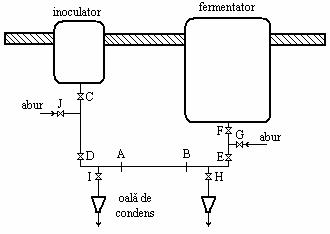
Figura 20. Transferul aseptic al biomasei
Sterilizarea legaturilor dintre bioreactoare se realizeaza cu abur de 5 ata, timp de 20 - 25 minute, prin deschiderea ventilelor A,B, D, E, H, I si a celor de acces a aburului. Condensul se colecteaza in inchiderile hidraulice (oale de condens), iar, dupa sterilizare, se inchid ventilele G, H, I, J si se deschid ventilele C si F pentru transvazare. In scopul prevenirii unei posibile infestari, este recomandat ca circuitul principal (A - B) sa fie prevazut cu conducta insotitoare prin care sa circule abur in timpul transvazarii.
4. Sterilizarea aerului
Procesele industriale de fermentatie sunt, aproape in totalitate, procese aerobe si, in marea lor majoritate, aseptice. Necesarul orar de aer steril variaza intre 60 si 120 m3 aer/m3 mediu de cultura. In sterilizarea acestor debite mari de aer apar dificultati generate, pe de o parte, de varietatea microorganismelor prezente (virusi, bacterii, spori bacterieni, fungi), iar pe de alta parte, de rezistenta lor la temperaturi uscate.
Studiind procesul de sterilizare a aerului, Aiba a determinat speciile reprezentative de bacterii si spori care trebuie indepartate in mod obligatoriu, pentru a fi asigurate conditiile unei fermentatii aseptice (tabelul 6).
Specia bacteriana |
Dimensiunile caracteristice |
|
|
Lungime, μ |
Latime, μ |
|
|
Bacterii: Aerobacter aerogenes Bacillus cereus Bacillus licheniformis Bacillus megateriumBacillus subtilis Bacillus mycoides Micrococcus aureus Proteus vulgaris | ||
|
Spori bacterieni: Bacillus megaterium Bacillus mycoides Bacillus subtilis | ||
Cu toate ca sterilizarea aerului se poate realiza atat prin procedee termice, cat si prin filtrare, metoda cea mai utilizata in industrie este filtrarea. Pentru sterilizare prin filtrare se pot folosi urmatoarele materiale filtrante:
- fibre de sticla cu diametru cuprins intre 5 si 18 μ;
- nitrat de celuloza, pentru filtrul cu membrana;
- teflon cu o mare rezistenta termica (pana la 300C) si caracter hidrofob, utilizat sub forma de folii de teflon sau in amestec cu polietilena;
- poliamida (nylon), caracterizata prin rezistenta termica, hidrofobicitate, elasticitate si durabilitate.
Pentru sterilizarea aerului prin filtrare, in principiu, exista trei tipuri de filtre cu aplicabilitate practica. Primul tip, filtrul cu fibre de sticla, prezentat in figura 21, este alcatuit dintr-un strat de material filtrant fixat intre doua site, sustinute de doua placi perforate (diametrul perforatiilor este de 0,7 - 0,8 cm). Filtrul este prevazut cu manta de incalzire, care permite uscarea materialului filtrant sterilizat cu abur direct. Acest tip de filtru, indicat pentru industria de biosinteza, ofera posibilitatea sterilizarii unor debite ridicate de aer, realizarea unui grad avansat de purificare si durata indelungata de functionare.
Dezavantajele filtrului cu fibre sunt: operatii complicate la schimbarea fibrelor de sticla (durata 2,5 - 3 ore), manipularea neplacuta a fibrelor de sticla si anularea efectului de sterilizare dupa umezirea materialului filtrant fibros.
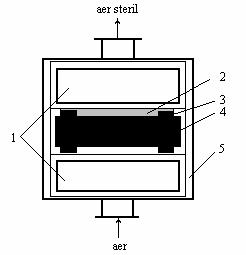
Figura 21. Filtru cu fibre de sticla pentru terilizarea aerului
1 - placa perforata, 2 - plasa de sarma, 3 - garnitura de cauciuc, 4 - material filtrant, 5 - rama
Din a doua categorie fac parte asa-numitele fibre disc cu membrana (filtre absolute, filtre milipori), redate schematic in figura 2 Acest tip de filtru este indicat atat pentru sterilizarea aerului, cat si pentru sterilizarea lichidelor. Membranele folosite sunt membrane microporoase cu dimensiuni ale porilor 0,2 μ. Sterilizarea filtrului se face cu abur direct introdus pe directia fluxului de aer. Daca membrana filtrului este formata dintr-un material hidrofob, umiditatea aerului nu deranjeaza procesul de filtrare, respectiv de sterilizare, ceea ce permite utilizarea lor si ca filtre de iesire.
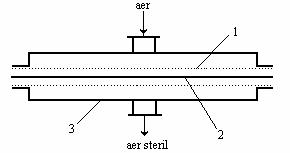
Figura 2 Filtru disc cu membrane
1 - sita-suport, 2 - membrana, 3 - carcasa
Dezavantajele acestor filtre constau in productivitatea redusa, datorita suprafetei mici de filtrare, si durata relativ scurta de viata a membranei.
A treia categorie de filtre include filtrele-lumanare (figura 23).
Carcasa filtrelor poate sa includa unul sau mai multe elemente de filtrare (filtre-lumanare). Filtrarea se realizeaza fie printr-o membrana, fie prin trei straturi de fibre infasurate in jurul unei tevi poroase. Avantajele acestor filtre sunt reprezentate de suprafata ridicata de filtrare, posibilitatea sterilizarii unor debite mari de aer intr-un timp scurt, durata lunga de functionare, intretinere simpla si schimbare rapida a elementelor de filtrare (10 -12 minute).
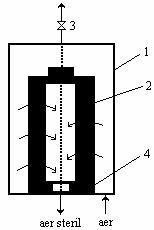
Sterilizarea acestor filtre se face cu abur direct, iar condensul este indepartat prin suflare cu aer steril. Experienta practica a confirmat durata mare de functionare a filtrelor-lumanare, care pot suferi 200 de sterilizari termice in timp de 3,5 - 4 ani.
Schema de principiu a liniei de purificare si sterilizare a aerului prin filtrare pe material fibros este redata in figura 24. Conform acestei scheme, aerul, separat de impuritati in filtrul (1), trece prin compresorul (2), unde este comprimat adiabatic la 3 - 3,5 at, temperatura crescand la 150 - 160C. Dupa racire in (3), aerul este introdus in separatoral de picaturi (4), filtrul principal cu material fibros (5) (prima treapta de sterilizare), filtrul individual cu material fibros (a doua treapta de sterilizare), dupa care patrunde in fermentator.
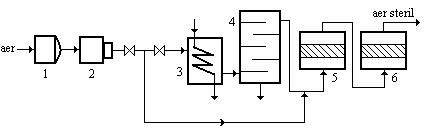
Figura 24. Schema de purificare si sterilizare a aerului
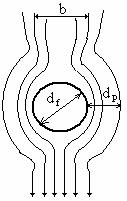
Sterilizarea pe material fibros poate fi descrisa printr-un model de curgere prin ocolire (figura 25), fenomen care impune absenta totala a umiditatii din filtru (prezenta umiditatii transforma curgerea prin ocolire in curgere prin alunecare, anuland total proprietatile filtrante).
Din aceste motive, racirea aerului in racitorul (3) se face pana la aparitia condensului, iar, dupa separarea lui, aerul saturat se preincalzeste cu aer fierbinte pana cand temperatura de iesire din filtrul individual (6) depaseste cu cel putin 12C temperatura punctului de roua. Stabilirea parametrilor de functionare ai instalatiei de sterilizare se face numai in functie de parametrii termodinamici ai aerului.
Retinerea microorganismelor pe fibrele de sticla, in procesul de filtrare a aerului, se realizeaza ca efect al combinarii urmatoarelor fenomene: impact inertial, interceptie, difuzie si atractie electrostatica. Analiza cantitativa a procesului de retinere a particulelor din aer pe filtre de fibra de sticla a evidentiat ca eficacitatea filtrarii depinde de caracteristicile materialului fibros si de parametrii operatiei de filtrare.
Considerandu-se ca influenta atractiei electrostatice este foarte redusa, eficacitatea retinerii microorganismelor pe o fibra individuala, η, poate fi calculata cu relatia urmatoare:
![]() (38)
(38)
in care: ηi - randamentul retinerii prin impact inertial;
ηint - randamentul retinerii prin interceptie;
ηd - randamentul retinerii prin difuzie.
Pentru cazul fibrei individuale cu sectiune sferica, aranjata perpendicular pe directia de curgere a aerului, astfel incat particulele microbiene care lovesc fibra sunt retinute pe aceasta, randamentul separarii prin impact inertial se determina cu expresia urmatoare:
![]() (39)
(39)
unde b reprezinta latimea zonei de impact a fluxului de aer, iar df diametrul fibrei (figura 25). Trebuie mentionat faptul ca retinerea microorganismelor prin impact inertial se anuleaza daca viteza aerului este mai mica decat viteza critica, eficienta totala de colectare reducandu-se. Viteza critica este dependenta de diametrul particulei si de diametrul fibrei, conform ecuatiei:
 (40)
(40)
in care: c - factor de corectie Cunninghan, determinat cu ecuatii empirice;
dP - diametrul particulei;
ρp - densitatea particulei;
- vascozitatea aerului.
Efectul diametrelor d, si dP asupra vitezei critice este redat grafic in figura 26.
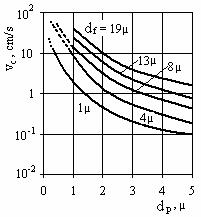
Figura 26. Efectul diametrului fibrei si a diametrului particulelor asupra vitezei critice de curgere a aerului prin filtrul cu fibre
Pentru determinarea randamentului de separare prin interceptie, a fost propusa urmatoarea relatie, cu conditia ca distanta dintre fibrele colectoare sa fie mai mica de dp/2:
![]() (41)
(41)
unde: R - parametrul interceptarii (R = dp/df);
Re - criteriul Reynolds (Re = df v a
v - viteza medie a aerului
ρa - densitatea aerului.
Eficienta separarii prin difuzie se calculeaza cu expresia:
 (42)
(42)
in care:
![]()
xo - grosimea filmului de aer in jurul fibrei;
DB - coeficientul de difuzie al microorganismului;
kB - constanta Boltzman;
T - temperatura, K.
Pentru determinarea acelorasi marimi au fost propuse si ecuatii criteriale, in care retinerea este rezultatul numai a proceselor de difuzie si interceptare:
![]()
![]() (43)
(43)
Consideratiile anterioare sunt valabile pentru o fibra individuala izolata. In realitate, numarul de particule retinute pe fibra individuala din stratul filtrant este mult mai mare, datorita influentei pozitive a fibrelor vecine. Aceasta crestere depinde de fractia de volum a fibrelor in stratul filtrant, α, si de criteriul Re. Relatia dintre randamentul separarii pe fibra individuala din stratul filtrant, ηα, si fibra izolata, η, este de forma:
![]()
sau
![]() pentru 0< α <0,l
si Re = 0,2 (k fiind o constanta).
pentru 0< α <0,l
si Re = 0,2 (k fiind o constanta).
Pentru caracterizarea globala a performantei retinerii microorganismelor prin interceptie si difuzie, factori determinanti in proces, se defineste randamentul de retinere ηt, cu ajutorul relatiei:
![]() (45)
(45)
unde: Nr - numarul de microorganisme retinute pe filtru;
No - numarul initial de microorganisme.
Corelatia dintre ηα si ηt este descrisa de expresia:
![]() (46)
(46)
Ecuatia (46) poate fi utilizata pentru determinarea inaltimii H a stratului filtrant folosit la sterilizarea aerului.
Plecand de la premisa ca daca o particula atinge o fibra este retinuta de aceasta si ca exista o concentratie uniforma a particulelor in orice orificiu al filtrului, astfel incat fiecare strat reduce numarul de microorganisme in aceeasi proportie, Stanberg a propus pentru stabilirea inaltimii stratului filtrant urmatoarea ecuatie:
![]()
N fiind concentratia particulelor din stratul filtrant, iar K o constanta. Prin integrare, se obtine:
![]() respectiv
respectiv ![]() (48)
(48)
unde:
No - concentratia particulelor din aer la intrarea in filtru;
N - concentratia particulelor din aer la iesirea din filtru.
Expresia (48) sub forma logaritmica este cunoscuta sub denumirea de relatia logaritmica a penetratiei. In acest context, eficacitatea filtrului, E, definita ca raportul dintre numarul de particule retinute si numarul initial de particule din aerul supus sterilizarii, va fi:
![]() (49)
(49)
aceasta relatie putand fi utila in calculul inaltimii stratului filtrant.
Relatia logaritmica a penetratiei a fost folosita de Humphrey si Gaden in proiectarea sterilizatoarelor, care au utilizat conceptul X90. Acesta indica faptul ca stratul filtrant retine 90% din numarul total de microorganisme intrate in filtru. Astfel, cu ajutorul ecuatiei (48), se obtine:
![]() sau
sau ![]() (50)
(50)
de unde rezulta:
![]() (51)
(51)
Relatia (48) sugereaza faptul ca dependenta grafica a ln(No/N) functie de H reprezinta o dreapta a carei panta este K. Valoarea constantei K este influentata sensibil de natura materialului filtrant si de viteza liniara a aerului la trecerea prin filtru. De asemenea, dupa cum se constata din tabelul 7, marimea parametrul X90, depinde de aceeasi factori.
Tabel 7. Valorile parametrului X90 in functie de viteza aerului pentru diferite materiale filtrante
|
Material filtrant |
Diametru, μ |
Microorganisme |
v, cm/s |
X90 |
|
Fibre de sticla |
Spori de Bacillus subtilis | |||
|
Seratia murcescens | ||||
|
Fibre de sticla |
Escherichia coli (Fagi tip 129) | |||
|
Norite (15-30 mesh) |
Spori de Bacillus cereus | |||
|
Carbune activ (4-8 mesh) |
Spori de Bacillus cereus |
Din reprezentarea grafica a dependentei marimilor K si X90 de viteza liniara a aerului, v, din figura 27, se constata existenta a doua domenii de variatie a lui K: initial, cresterea valorii lui K odata cu cresterea vitezei liniare a aerului, urmata de reducerea valorii acestui parametru.
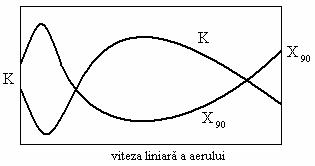
Figura 27. Influenta vitezei liniare de curgere a aerului
asupra performantelor procesului de sterilizare
Pentru primul domeniu de variatie, evolutia parametrului K este rezultatul cresterii importantei retinerii microorganismelor datorita impactului. Insa, odata cu cresterea vitezei de curgere a aerului si depasirea unui anumit nivel, apare fenomenul de vibratie a fibrelor (scuturare) si de generare a canalelor preferentiale de curgere, ceea ce determina antrenarea microorganismelor retinute pe fibra. Din studiile experimentale prezentate in literatura de specialitate, s-a constatat ca viteza liniara optima a aerului este de 0,15 - 0,30 m/s, iar pentru o viteza de 0,15 m/s constanta K are valoarea 1,535 cm-1.
In scopul dimensionarii filtrului prin metoda penetratiei, se utilizeaza gradul de incarcare microbiana initiala a aerului si limita inferioara de incarcare microbiana admisa la intrarea in fermentator si se aplica relatia logaritmica a penetratiei. Astfel, daca procesul de fermentatie se realizeaza intr-un fermentator de 30 m3, timp de 100 ore, cu un consum de aer de 15 m3/min, iar aerul contine 250 microorganisme/m3, contaminarea totala va fi:
![]() microorganisme.
microorganisme.
Deoarece aerul care este barbotat in fermentator nu trebuie sa aiba o contaminare mai mare de 10-3 microorganisme, relatia logaritmica a penetratiei va deveni:
![]() sau
sau ![]()
obtinandu-se: H = 15,52 cm (inaltimea sau grosimea stratului filtrant).
Prin urmare, filtrul utilizat pentru sterilizarea aerului are un strat de fibre de sticla gros de 16 cm, pentru o viteza a aerului de 0,15 m/s, careia ii corespunde K = 1,535 cm-1. Din ecuatia debitului se calculeaza, apoi, diametrul filtrului:

Eficacitatea filtrului proiectat este dependenta, in foarte mare masura, de viteza liniara a aerului. Daca viteza aerului scade de la 0,15 m/s la 0,03 m/s, atunci K va avea valoarea 0,2 cm-1, iar numarul de microorganisme N existente in fluxul de aer la intrarea in fermentator va fi N = 33,80, respectiv, in fermentator, intr-un minut, patrund 33,8 microorganisme. Pentru asigurarea contaminarii admise (10-3 microorganisme), este necesar un strat filtrant de 67,60 cm.
Exemplul prezentat evidentiaza hazardul care poate interveni in proiectarea filtrului si in precizia sterilizarii, fapt ce impune mentinerea stricta a vitezei aerului si montarea a inca unui filtru. Prezenta unui al doilea filtru asigura nivelul de sterilizare dorit, dar mareste consumul de energie si abur.
In plus, dificultatile acestui procedeu de sterilizare a aerului constau si in necesitatea mentinerii fibrelor de sticla, care sunt hidrofile, in afara oricaror urme de umiditate. Pentru stabilirea corecta a parametrilor de functionare a instalatiei de sterilizare a aerului prin filtrare, trebuie sa se tina seama si de caracteristicile termodinamice ale aerului. Sub acest aspect, este necesar sa se determine corect conditiile climaterice initiale (presiunea, umiditatea relativa, temperatura medie), in functie de acestea stabilindu-se regimul de exploatare al instalatiilor de sterilizare a aerului.
Pentru a nu favoriza patrunderea umiditatii in filtrul principal si individual, aerul comprimat se raceste sub valoarea temperaturii punctului de roua, se indeparteaza umiditatea separata si se incalzeste, cu aer fierbinte, pentru depasirea temperaturii critice. Acest procedeu este utilizat in perioada in care aerul are temperatura si umiditate relativ mare. Daca aerul are un continut redus in umiditate, racirea se face pana la o temperatura superioara punctului de roua. In ambele situatii, temperatura aerului la iesirea din filtrul individual trebuie sa fie superioara valorii temperaturii critice, in acest mod, asigurandu-se functionarea normala a filtrelor.
In industria de biosinteza, presiunea aerului la iesirea din compresor este de 1,5 - 2,5 at, iar dupa filtrul individual de 1 - 2 at. Scaderea presiunii aerului conduce la reducerea punctului de roua, valoarea acestui parametru stabilindu-se in functie de presiune si umiditate. Astfel, pentru aerul cu umiditatea d g/kg aer uscat si presiunea P, presiunea partiala a vaporilor de apa, p, va fi:
![]() (52)
(52)
in functie de aceasta determinandu-se, din tabele, temperatura punctului de roua.
Valoarea obtinuta se compara cu temperatura aerului dupa filtrul individual.
Parametrii principali ai procesului de sterilizare a aerului sunt:
temperatura punctului de roua a aerului comprimat;
temperatura aerului dupa filtrul individual;
temperatura aerului dupa destinderea adiabatica la iesirea din barbotor.
Stabilirea regimului optim de exploatare a instalatiilor de sterilizare a aerului se face cu ajutorul diagramelor care redau dependenta dintre continutul de umiditate si temperatura punctului de roua (figura 28), precum si dependenta dintre temperatura aerului dupa scaderea presiunii si temperatura initiala (figura 29).
De exemplu, pentru aerul cu presiunea de 2,5 ata si un continut de umiditate de 20 g/kg aer uscat, temperatura punctului de roua, conform diagramei 28, este de 47,5C.
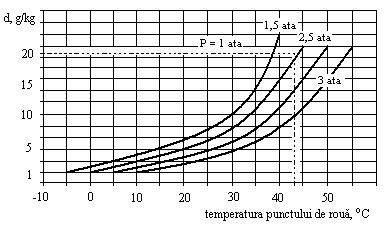
Figura 28. Dependenta dintre temperatura punctului de roua si continutul de umiditate al aerului in functie de presiune
In situatia in care aerul a fost racit pana la 75C, iar caderea de presiune este de 0,35 ata, temperatura dupa filtrul individual, determinata cu ajutorul diagramei 29, pentru P2/P1 = (2,5-0,35)/2,5 = 0,86 este de 60oC. Valoarea obtinuta depaseste cu 12,5oC temperatura punctului de roua, fiind, astfel asigurata buna functionare a filtrelor de aer.
Aerul cu temperatura de 60C este barbotat in lichidul de fermentatie, la iesirea din barbotor, temperatura sa reducandu-se datorita destinderii adiabatice. Reducerea temperaturii nu trebuie sa afecteze desfasurarea in conditii optime a procesului de biosinteza, valoarea acesteia determinandu-se in functie de presiunea aerului dupa filtrul individual si presiunea din fermentator. Daca presiunea din fermentator este de l,28 ata, atunci temperatura aerului la iesirea din barbotor se stabileste din diagrama 29 pentru raportul P3/P2 = 1,28/2,14 = 0,6 si va fi 15C, valoare care nu perturba procesul de fermentatie (temperatura procesului este cuprinsa, in general, intre 24 si 30C).
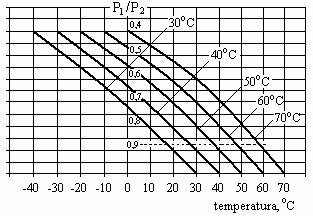
Figura 29. Dependenta dintre temperatura aerului comprimat
dupa scaderea presiunii si temperatura initiala
Datorita dificultatilor care apar in procesul de filtrare a aerului in filtre cu fibre, au fost studiate si alte posibilitati de sterilizare, dintre acestea impunandu-se sterilizarea prin membrane hidrofobe, cu pori de 0,2 - 0,45 μ, adecvate pentru indepartarea bacteriilor. Aceste membrane au condus la crearea filtrelor de excluziune, de dimensiuni variabile, in functie de debitele de fluide supuse sterilizarii (aer sau lichide).
Studiind comparativ sterilizarea aerului prin membrane si prin filtrare pe fibre de sticla, Scragg a evidentiat avantajele membranelor hidrofobe, recomandand utilizarea acestora in constructia filtrelor de aer (tabel 8).
|
Caracteristicile filtrarii |
Strat de fibre de sticla |
Membrane de 0,2 - 0,45 μ |
|
Retinerea absoluta a contaminantilor |
Nu |
Da |
|
Capacitatea de indepartare a impuritatilor |
Inalta |
Scazuta |
|
Eficacitatea retinerii particulelor mici |
Inalta |
Inalta |
|
Eficacitatea retinerii depinde de viteza de curgere si presiune |
Da |
Nu |
|
Posibilitati de strapungere (trecere prin filtru) |
Da |
Nu |
Utilizarea filtrelor cu membrane inregistreaza costuri mai mari, ceea ce poate limita, in anumite situatii, extinderea in aplicarea practica.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3999
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved