| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Tehnician electrotehnist
Exploatarea, intretinerea si repararea motoarelor electrice
Argument
Masinile electrice sunt utilizate in toate sferele de activitate ale omului. Ele formeaza, practic, toate sursele de energie electrica si elemente de actionare in vederea efectuarii unui lucru mecanic de catre mecanisme si instalatii.
Din analiza principiilor de functionare ale masinilor electrice, rezulta ca acestea sunt reversibile din punct de vedere energetic, adica conversia energiei poate fi facuta in ambele sensuri prin intermediul aceleiasi masini. Dar, in toate cazurile, conversia se face cu pierderi ireversibile de energie, pierderi transformate in caldura.
Din punct de vedere constructive, orice masina electrica prezinta un sistem magnetic, unul electric si unul mecanic. Sistemul magnetic, numit si circuit magnetic, este format din doua armaturi separate de un strat de aer, numit intrefier. Intrefierul permite miscarea relativa a celor doua armaturi. Masinile cele mai raspandite au una din armaturi cu miscare de rotatie si se mai numesc masini rotative. La acestea, armatura exterioara este fixa fata de batiusi se numeste stator, iar cea interioara, care se pate roti, se numeste rotor. Din cele doua armaturi, cel putin una este prevazuta cu un sistem electric format din conductoare electrice izolate intre ele prin care circula curenti electrici. Armatura care produce fluxul magnetic inductor se mai numeste inductor, iar cea cu sistemul electric in care se induc curentii se numeste indus.
Pentru buna functionare a masinilor electrice exploatarea, intretinerea si repararea corecta a acestora este de o deosebita importanta.
in general, problemele privitoare la intretinerea masinilor electrice sunt comune diferitelor tipuri de masini. Exista insa o serie de elemente specifice, cum ar fi problema intretinerii colectoarelor la masinile de curent continuu sau la cele de curent alternativ cu colector, problema intretinerii lagarelor la masinile mari si de foarte mare turatie.
Pentru asigurarea unei exploatari si intretineri corecte este necesara cunoasterea aprofundata a principiilor de functionare, a regimului de functionare normala si anormala, precum si a schemelor e montaj care se intalnesc in mod curent.
Pentru utilizarea corecta a masinilor electrice trebuie respectate conditiile de exploatare in siguranta a motoarelor trifazate de joasa tensiune in conformitate cu HG 457-2003, privind asigurarea securitatii utilizatorilor de echipamente electrice de joasa tensiune care transpune prevederile Directivei 73/23 EEC - joasa tensiune.
Motoarele electrice au parti active (sub tensiune), componente in rotatie si posibile suprafete fierbinti. Toate lucrarile pe timpul transportului, instalarii, punerii in functiune si mentenantei trebuie efectuate de personal tehnic calificat, autorizat. Efectuarea necorespunzatoare a acestor lucrari poate conduce la accidente si/sau pagube materiale. Nerespectarea prevederilor din prezenta Carte Tehnica anuleaza orice raspundere din partea producatorului pentru eventualele accidente sau pagube materiale aparute, iar in perioada de garantie nerespectarea prezentelor prevederi duce si la scoaterea din garantie a produsului (motorului).
Functionarea corecta, economica si de lunga durata a masinilor electrice depinde atat de alegerea tipului de masina corespunzator conditiilor in care urmeaza sa lucreze, cat si de exploatarea lor conform regimului de lucru.
Exploatarea corecta a motoarelor electrice necesita ca personalul de serviciu inca de la luarea lor in primire (dupa montarea sau reparatie capitala) sa controleze si sa verifice realizarea corecta a montajului si starea motorului.
Functionarea sigura si continua, fara avarii, a motoarelor electrice din cadrul instalatiilor electrice este strans legala de realizarea unei exploatari cat mai rationale, in vederea detectarii din timp a inceputurilor de defecte si luarii de masuri pentru inlaturarea acestora. Exploatarea motoarelor electrice se face de catre personalul sectiei de exploatare a utilajului de baza, care executa toate manevrele de pornire-oprire si controleaza permanent motoarele in functiune, in ceea ce priveste ungerea lagarelor, sarcinile, temperaturile statorului si lagarelor, temperaturile la intrarea si iesirea aerului de racire.
Regimul de functionare se va conduce prin urmarirea permanenta a curentului statoric absorbit, a tensiunii de alimentare, si a temperaturii statorului si aerului de racire.
In regim normal, motoarele electrice nu trebuie sa fie supraincarcate. La alimentarea statorului cu tensiunea nominala, curentul de incarcare nu va depasi curentul nominal.
Proiectul prezinta doar o parte din tipurile de functionari anormale ale masinilor electrice ce pot aparea in utilizarile industriale cat si remedierea defectelor.
Lucrarea de fata cuprinde generalitati despre masinile electrice, cu functionari anormale, defecte si remedieri.
Cap .i Defecte comune ale masinilor electrice
Masinile electrice au multe elemente comune si de aceea si unele defecte sunt comune tuturor masinilor.
1.Masina electrica vibreaza in timpul functionarii.Acest defect se poate datora urmatoarelor cauze:
-rotorul cuplajul sau saiba de transmisie sunt dezechilibrate; in aceasta situatie se va echilibra rotorul in mod suplimentar, iar saibele mari sunt cuplaje care pot cauza vibratii se scot si se echilibreaza separate de rotor.
-bobinajul rotorului s-a slabit datorita uscarii izolatiei. Pentru remediere se consolideaza bobinajul ( izolandu-se in mod suplimentar), se preseaza si se strange cu atentie. Dupa consolidarea bobinajului se impune impregnarea si echilibrarea rotorului
-agregatul, care consta din cateva masini, nu este bine centrat; in acest caz se verifica centrarea axelor si la nevoie se corecteaza.
2.Lagarele de alunecare se supraincalzesc peste temperaturile admisibile. Cauzele care au produs acest defect sunt expuse in continuare:
-debitul de ulei este insuficient; in aceasta situatie, in cazul ungerii cu inele se va verifica starea inelelor de ungere: inelele defecte ( deformate) se vor repara sau se vor inlocui cu altele noi;cele usoare se vor inlocui cu altele mai grele; inele de otel daca sunt magnetizate se vor inlocui cu altele din alama; uleiul ingrosat si vechi se va inlocui cu altul proaspat; se va verifica nivelul uleiului cu ajutorul indicatorului de nivel.
In cazul ungerii prin pompa se vor verifica conductele de ulei, filtrele de ulei si pompa de ulei; se vor verifica orificiile din flansele de imbinare si din diafragma conductei de ulei si la nevoie se vor mari acestea pana la dimensiunile normale.
-se intrebuinteaza ulei de o calitate necorespunzatoare; in acest caz se va alege uleiul in conformitate cu indicatiile fabricii producatoare.
3.Lagarele prin rostogolire ( rulmentii ) se supraincalzesc. Defectul poate proveni din urmatoarele cauze:
-lagarul este murdar de praf sau de alte particule; unsoarea este murdara; in acest caz se inlatura unsoarea veche din lagar, se spala lagarul si se pune unsoare noua.
-lagarul nu este bine montat, masina electrica nu este centrata corect fata de masina cu care este cuplata; in aceasta situatie se verifica montarea rulmentilor si centrarea masinilor.
4.Inele colectoare si colectoarele se uzeaza intens si neuniform. Defectul se poate datora urmatoarelor cauze:
-marca periilor este necorespunzatoare ( periile sunt prea mari )
in acest caz se vor monta periile recomandate de fabrica producatoare.
-presiunea periilor pe colector ( inele colectoare)este prea mare; in situatia aceasta se va regla presiunea periilor conform instructiunilor fabricii producatoare.
-periile utilizate sunt diferite si necorespunzatoare formand santuri inelare pe suprafata colectorului ( a inelelor colectoare ). Remedierea consta in montarea unui singur fel de perii pe intreaga masina, conform indicatiilor fabricii producatoare; daca aceasta nu este posibila, se vor monta in asa fel, incat pe fiecare tija de perii sa se gaseasca numai perii de aceeasi marca.
5.Periile se uzeaza foarte intens. Trebuie mentionat, ca un fenomen normal, ca in cazul curentului continuu periile de polaritate negative se uzeaza mult mai repede decat cele de polaritate pozitiva.
Uzura periilor se poate datora urmatoarelor cauze:
-colectorul ( inelele colectoare ) este imbacsit cu praf de la perie sau cu pulbere de metal, de nisip sau de ciment; in aceasta situatie se vor imbunatati conditiile de intretinere a colectorului ( inelelor colectoare ) si a periilor colectoare, curatirea lor facandu-se mai des si mai minutios; se va proteja masina impotriva patrunderii din exterior a prafului.
-curentul este repartizat neuniform intre perii. In acest caz se va verifica daca presiunea periilor asupra colectorului este uniforma si se va regla aceasta presiune astfel incat sa nu depaseasca limitele admisibile. Se va verifica starea tuturor contactelor ansamblului, prin metoda caderii de tensiune.
6. Se produc strapungeri ale izolatiei. Principalele cauze care pot produce acest defect sunt:
-in incaperea in care se afla masina patrunde praf. La nevoie se vor instala filtre sau se vor etansa masinile. In aceasta problema trebuie consultata fabrica producatoare.
-aerul murdar din incaperea in care se afla masina a patruns in aceasta prin locurile neetanse ale carcasei masinii cu ventilatie in sistem inchis sau deschis sau din cauza defectarii filtrelor de aer; in acest caz se va etansa carcasa masinii si conductele de aer sau se vor repara filtrele de aer.
-din cauza uzurii excesive a periilor, a colectorului si a inelelor colectoare au aparut punti conducatoare de curent formate din pulbere de carbune si cupru; pentru remediere se sufla masina cu un jet de aer comprimat.
Capitolul II
defectele si repararea masinilor electrice
2.1. DEFECTELE MASINILOR ELECTRICE
Cele mai frecvente defecte ale infasurarilor masinilor electrice sunt: scaderea rezistentei de izolatie fata de masa, intreruperea infasurarilor si-scurtcircuitul.
Scaderea rezistentei de izolatie se produce, de obicei, datorita umezirii infasurarilor, ca urmare: a transportului; a depozitarii timp indelungat in incaperi umede, neincalzite; a patrunderii apei sau vaporilor de apa in masina; a nefunctionarii timp indelungat in anotimpul umed al anului.
Masinile electrice care au infasurarile umezite se vor usca inainte de pornire. Uscarea se face in functie de dimensiunile masinii, de tipul si importanta acesteia, prin unul din urmatoarele procedee : suflare cu aer cald, demontare si uscare in cuptor (in special la masini mici), incalzire prin alimentare cu tensiune redusa etc.
Scaderea rezistentei de izolatie se mai poate produce: datorita imbacsirii cu praf conductor a infasurarilor, praf rezultat mai ales prin uzarea periilor si colectoarelor sau inelelor colectoare, caz in care se va curata masina si se vor inlocui periile uzate; datorita imbatranirii izolatiei, ca urmare a incalzirii excesive sau datorita mediului coroziv. in aceste cazuri este necesara rebobinarea masinii.
Intreruperea infasurarilor se produce, de obicei, in punctele unde s-au executat lipituri pentru realizarea conexiunilor necesare. Cazurile mai frecvente in care are loc dezlipirea sunt: calitatea lipiturilor este necorespunzatoare, aliajul de lipit nu corespunde solicitarilor termice sau densitatea de curent este prea mare in locul de lipire. In functie de cauzele care au determinat dezlipirea, se vor reface lipiturile, cu aliaj mai greu fuzibil sau cu lipituri tari.
Scurtcircuitul intre infasurari si masa, dintre infasurari sau intre spirele aceleiasi infasurari pot duce la intreruperea infasurarilor si la deteriorarea partiala sau totala a acestora. Remedierea se face prin rebobinarea partiala sau totala a masinii, dupa caz.
Metode operative de localizare a defectelor infasurarilor la masinile electrice
Localizarea punerilor la masa si a scurtcircuitului intre faze. Punerea la masa a infasurarilor este foarte des intalnita in exploatarea masinilor electrice. Cauzele care duc la punerea la masa sunt multiple. Punerea neta la masa are loc de obicei, in timpul bobinarii, din cauza neatentiei celui care executa bobinarea sau din cauza lovirii infasurarilor.
Punerea la masa (in cazul ca nu este neta) se depisteaza prin incercarea infasurarii la supratensiune fata de masa ; supratensiunea se aplica gradat, observandu-se in acelasi timp, cu atentie, infasurarea. Se va da o atentie deosebita acestei incercari; nu se admite apropierea prea mare de masina. Corpul masinii va fi legat la masa. Locul in care izolatia este slaba cedeaza sub efectul supratensiunii si se produce o descarcare prin arc electric, care este usor vizibila.
La fel se procedeaza si pentru depistarea scurtcircuitelor intre fazele statorului, de data aceasta legandu-se toate fazele la masa cu exceptia celei a carei izolatie se controleaza, care se leaga la borna de incercare a sursei.
Pentru localizarea punerii nete la masa, este necesara o sursa reglabila de joasa tensiune, care poate debita un curent mai mare. In cazul statorului sau rotorului unei masini trifazate se procedeaza astfel:
se leaga o borna a sursei la carcasa sau arborele masinii, aceasta fiind legata la pamant;
se leaga cealalta borna a sursei la conexiunile de iesire ale masinii (toate impreuna) ;
se aplica gradat tensiunea, masurandu-se, in acelasi timp, curentul care este absorbit. Locul scurtcircuitului se va incalzi si va fi vizibil dupa fumul degajat.
Sursa reglabila poate sa fie un transformator de sudura sau un generator de sudura de curent continuu.
Depistarea punerii nete la masa la un rotor de curent continuu se face cu ajutorul aceluiasi procedeu; respectandu-se urmatoarele etape :
se leaga o borna a sursei la arborele masinii, acesta fiind legat Ia masa;
se leaga cealalta borna a sursei la colector, prin intermediul unui colier de cupru care cuprinde tot colectorul, scurtcircuitandu-se. in lipsa colierului se poate controla si lamela cu lamela, avandu-se grija sa nu se deterioreze colectorul;
se aplica gradat tensiunea, in timp ce se observa infasurarea. Si aici locul defectului se va incalzi si va fi localizat, cu ajutorul fumului ce se degaja.
Localizarea scurtcircuitelor dintre spire. De obicei, datorita supraincalzirii puternice a spirelor scurtcircuitate ale infasurarii indusului, la toate tipurile de masini, acestea au izolatia arsa si localizarea spirelor defecte se face vizual. Totusi, la generatoarele de curent continuu cu excitatie derivatie se poate intampla ca generatorul sa nu se mai excite si izolatia spirelor scurtcircuitate ale indusului sa nu se arda. De asemenea, la statoarele masinilor trifazate, protectia s-a deconectat inainte ca defectiunea sa lase urme vizibile.
Pentru rotoarele de curent continuu, care nu au legaturi echipotentiale, scurtcircuitul se depisteaza usor prin metoda electromagnetului.
in,cazul rotoarelor cu legaturi echipotentiale, se poate utiliza metoda caderilor de tensiune. Verificarea se face utilizandu-se o sursa de curent continuu, de joasa tensiune, in serie cu un ampermetru, un reostat si cu doua sonde in capetele circuitului. Cele doua sonde se pun pe doua lamele vecine ale colectorului si cu un milivoltmetru se masoara caderea de tensiune intre cele doua lamele. Scurtcircuitul este indicat de caderea minima de tensiune, masurata cu milivoltmetrul.
Pentru a se preveni defectarea milivoltmetrului, sondele acestuia se vor aplica pe colector, fara a atinge sondele circuitului de incercare (intre sondele circuitului de incercare exista tensiunea ridicata in lipsa contactului cu colectorul).
Depistarea scurtcircuitelor dintre spirele infasurarii rotoarelor sau statoarelor trifazate se face prin alimentarea de la o sursa de tensiune trifazata, reglabila, sau fixa, care poate debita curentul nominal al statorului sau rotorului incercat, rotorul fiind scos din stator.
Spirele in scurtcircuit se vor incalzi puternic, ceea ce permite o localizare expeditiva a defectului.
Defecte ale lagarelor
Defectele lagarelor masinilor electrice se manifesta prin: supraincalzirea lagarelor, mers zgomotos sau eliminarea lubrifiantului.
Supraincalzirea lagarelor cu alunecare se poate produce datorita: debilului de ulei prea mic, imbacsirii uleiului cu praf.
Se va verifica instalatia de ungere si se va asigura debitul de ulei necesar sau se va inlocui uleiul necorespunzator cu ulei curat de calitatea prescrisa de fabrica constructoare.
Supraincalzirea lagarelor cu rulmenti se produce, de obicei, in urmatoarele cazuri: unsoarea este de calitate necorespunzatoare, imbacsita cu praf sau cantitatea este prea mare. Se va inlocui unsoarea cu unsoare curata, de calitatea prescrisa, dupa ce, in prealabil, s-a spalat lagarul.
Mersul zgomotos la lagare se produce cand rulmentul este murdar sau are caile de rulare uzate sau deteriorate. Se inlocuieste rulmentul.
Eliminarea lubrifiantului se produce in cazul in care garniturile de etansare sunt defecte, debitul de ulei prea mare sau nivelul uleiului prea ridicat. Se vor inlocui garniturile uzate ; se va regla debitul sau nivelul de ulei.
Vibratiile si zgomotele masinilor electrice rotative
Vibratia se datoreaza, de obicei, dezechilibrului partilor rotative, unor cauze sau defecte mecanice sau unor cauze electromagnetice.
Dezechilibrul partilor rotative apare la rebobinarea rotorului, la slabirea si deplasarea bobinelor rotoarelor cu poli aparenti etc. in aceste cazuri, dupa consolidarea acestora, se va echilibra rotorul.
Cauzele si defectele mecanice cele mai frecvente sunt: centrarea necorespunzatoare si strambarea arborelui datorita unor socuri sau exploatari necorespunzatoare. Se centreaza masina, se inlocuieste arborele stramb (sau se indreapta, pe utilaje speciale).
Cauzele electromagnetice care pot duce la vibratii sunt: conexiunile gresite ale infasurarii statorului (la masinile de curent alternativ), scurtcircuitul in rotorul bobinai la motorul asincron, scurtcircuitul intre spire in excitatia masinii sincrone sau cu polii incorect legali intre ei etc.
Zgomotele anormal de mari, produse de masinile electrice, pot avea urmatoarele cauze: presarea slaba a miezului magnetic, legaturile gresite in infasurari sau ajustarile defectuoase ale cailor de ventilatie la masinile de turatie ridicata.
Remedierea se face prin impregnarea miezului sau chiar reimpachetarea acestuia, refacerea conexiunilor infasurarii, ajustarea cailor de ventilatie sau utilizarea unor atenuatoare de zgomot sau, uneori, prin izolare fonica.
In anexa 1 sunt prezentate defectele si remedierile masinii asincrone.
2.2. Repararea masinilor asincrone
1. Repararea infasurarilor masinilor asincrone
La repararea infasurarii masinilor asincrone, se executa o serie de operatii, si anume:
a) Intocmirea
schemei infasurarii. Inainte de demontarea
infasurarii
in vederea rebobinarii se noteaza cateva date in legatura
cu infasurarea statorului si rotorului, si anume: schema
infasurarii, marca si diametrul conductorului de bobinaj,
pasul infasurarii, dimensiunile si materialul
izolatiei din crestatura, numarul crestaturilor pe pol si faza, numarul de spire, lungimea, forma si izolatia
partii frontale a infasurarii.
b) Calculul de
control.
Acest calcul se executa deoarece uneori se
doreste schimbarea anumitor parametri ai masinii, iar alteori s-ar
putea
ca masina sa mai fi fost rebobinata, iar cu aceasta ocazie s-ar
fi putut
face abateri de la datele fabricii constructoare.
c) Repararea infasurarilor statorice. Infasurarea se poate executa prin mai multe procedee: prin asezarea conductorului cu mana in crestaturi deschise; prin infasurarea pe sablon, cu confectionarea prealabila a bobinelor dupa sablon; prin introducerea conductoarelor cu mana prin partea laterala a crestaturilor (bobinaj cusut).
Metoda bobinajului cusut se aplica in cazul crestaturilor inchise sau semiinchise (cand latimea deschiderii crestaturii nu permite trecerea conductorului prin ea).
Executarea infasurarii se incepe cu confectionarea izolatiei din crestatura sub forma de teci.
Infasurarea trebuie sa inceapa de la bobinele inferioare. Dupa asezarea sablonului, in teci se introduc bare de otel rotund, al caror diametru trebuie sa fie egal cu diametrul exterior al conductorului care trebuie asezat.
Numarul barelor din otel rotund este egal cu numarul conductoarelor care trebuie sa fie asezate. Umplerea intregii crestaturi cu bare este necesara pentru asezarea corecta a conductorului care urmeaza a fi introdus si care se aseaza in locul unei bare care se scoate.
Asezarea conductorului se face de catre doi lucratori, dintre care unul scoate bara rotunda din crestatura, iar al doilea introduce, in locul acesteia conductorul in teaca. Conductorul este indreptat in prealabil, prin tragerea lui printr-o clema de strangere, si este frecat usor cu parafina.
Pentru reducerea numarului de lipituri, lungimea unui conductor se alege astfel incat sa fie suficienta pentru infasurarea intregii bobine.
Dupa asezarea tuturor sectiilor bobinelor inferioare partile frontale ale infasurarii se izoleaza cu un strat de panza lacuita si se leaga sau se infasoara cu o banda de bumbac.
Bobinele superioare se bobineaza ca si cele inferioare, partile lor frontale nu se indoaie insa lateral, ci conductoarele se trec direct de la o crestatura la alta. Totusi, pentru prevenirea atingerii cu corpul, conductoarele trebuie sa iasa putin din crestatura. In acest scop, la infasurarea lor se intrebuinteaza un sablon.
Pentru asamblare, infasurarea statorului motorului asincron se imparte in trei parti, care se leaga intre ele in serie sau in paralel, astfel incat sa formeze fazele infasurarii. La capetele celor trei grupuri de bobine se lipesc conductoarele de iesire care se leaga la bornele cutiei cu borne.
d) Repararea rotoarelor bobinate. Infasurarile rotoarelor bobinate sunt de doua feluri : infasurari cu bobine preformate, cand fiecare sectie a infasurarii este compusa din mai multe conductoare, si infasurari in bare, cand fiecare sectie consta dintr-o bara.
- Confectionarea infasurarilor cu bobine preformate ale rotorului nu difera de loc de infasurarile de acelasi fel ale statorului.
- Infasurarile ondulate in bare cu doua straturi sunt cele mai raspandite.
Reconditionarea completa a infasurarii in bare este necesara in cele mai multe cazuri, in urma deteriorarii izolatiei din crestatura, din cauza supraincalzirii ei excesive. Barele avand o sectiune mare se deterioreaza rar si pot fi utilizate pentru noua infasurare. In cazul deteriorarii barelor, ele trebuie inlocuite, confectionandu-se bare noi, dupa forma celor vechi, din material cu aceeasi sectiune si de aceeasi calitate. In caz de deteriorare a numai catorva bare, se poate inlocui numai o parte a infasurarii.
Inainte de demontarea infasurarii este necesar sa se faca schema infasurarii si sa se marcheze cu un semn pe partea frontala acele crestaturi ale caror bare se leaga la inelele colectoare.
La scoaterea lor, barele se aseaza intr-o anumita ordine. Pentru a se scoate o sectie, este suficient sa se desfaca partile ei frontale din acea parte in care se face asamblarea infasurarii si in care se gasesc inelele colectoare.
Barele se curata de izolatia veche si se indreapta pe o placa. Aceasta operatie trebuie executata cu atentie, fara lovituri puternice, pentru a nu schimba sectiunea barei. Bavurile de pe bare trebuie sa fie bine razuite. Apoi se inlocuieste izolatia barelor (din acelasi material si de aceeasi dimensiune) si se impregneaza cu lac.
Dupa inlocuirea izolatiei din crestatura deteriorata se procedeaza la asamblarea infasurarii rotorului. Mai intai se aseaza stratul inferior, indoindu-se capetele barelor intr-o parte, apoi se aseaza stratul superior al barelor si capetele lor se indoaie in cealalta parte.
Dupa terminarea lucrarilor la randul de jos, in crestaturi se introduc garnituri izolante, iar partea frontala a infasurarii se infasoara cu un bandaj provizoriu din banda sau sarma de otel. Dupa asezarea stratului superior al infasurarii, se scoate bandajul, se aseaza izolatia dintre straturile infasurarii si apoi se indoaie capetele barelor superioare. Dupa aceasta se aseaza din nou bandajul pe rotor, cu scoabe si cu dispozitive pentru strangere.
Intrucat fiecare spira a infasurarii consta din doua bare, la asezarea acestor bare, capetele lor, la indoire, se aseaza pe verticala in directia razei rotorului. Pe aceste capete ale barelor se aseaza colierele.
Pentru o lipire de buna calitate, capetele barelor, ca si colierele trebuie sa fie cositorite inainte de asezarea lor. Intre bare, in fiecare colier se introduc pene de cupru, care asigura un contact mai bun. Rotorul lipit se incearca pentru a se verifica daca exista atingeri cu corpul si intre spirele infasurarii, iar apoi se impregneaza.
e) Repararea rotoarelor in scurtcircuit. Un rotor in scurtcircuit se repara mai simplu decat un rotor bobinat, intrucat schema infasurarii lui este foarte simpla.
Dupa indepartarea infasurarii vechi se va urmari cu o deosebita atentie sa nu existe bavuri intre diferitele tole separate ale pachetelor rotorului.
Barele de rotor noi, de cupru electrolitic, confectionate dupa dimensiunile celor vechi, se bat in crestaturile rotorului pregatit pentru reparatie. Inelele de scurtcircuitare se confectioneaza dintr-un material avand o rezistenta mai mare decat barele (de exemplu, din bronz). Barele se leaga cu inele de scurtcircuitare prin lipire cu aliaje de lipit tari sau prin sudura.
Infasurarile in scurtcircuit ale rotoarelor se confectioneaza adesea din aluminiu, prin turnare. Colivia care se formeaza serveste simultan si ca infasurare si pentru fixarea fierului rotorului.
La rotoarele de aluminiu, cele mai frecvente deteriorari sunt rupturile si fisurile inelelor de scurtcircuitare, retasurile si rupturile barelor.
In cazul unui numar mic (1-3) de fisuri scurte si putin adanci, coliviile de aluminiu ale rotoarelor se repara prin lipire, iar in cazul unor deteriorari mai grave, printr-o returnare completa.
Inainte de lipire, locul fisurii este largit in forma unei cavitati avand forma cozii de randunica. Locul de lipire se cura|;a si se incalzeste cu lampa de lipit pana la temperatura de 400-450C, la care lipirea se efectueaza printr-o simpla atingere a vergelei de aliaj de lipit (cositor 03%, zinc 33% si aluminiu 4%), de 6-8 mm diametru si 200-250 mm lungime. Locul care se lipeste trebuie sa fie orizontal. Dupa umplerea locului deteriorat, prisosul aliajului este indepartat.
Inelele de scurtcircuitare se confectioneaza din cupru la strung, si pe circumferinta lor exterioara se frezeaza crestaturile pentru bare, cu ajutorul unui cap divizor.
Barele se imbina cu inele de cupru prin sudura autogena.
f) Bandajarea
rotoarelor. Infasurarile rotorice se fixeaza cu
ajutorul
penelor si bandajelor. Bandajarea rotorului se executa de obicei manual, cu
ajutorul unei masini-unelte. Pentru bandaje se intrebuinteaza
sarma de otel necositorita, curatita in prealabil cu
panza abraziva, pana la luciu. Inainte de infasurarea
bandajului, pe rotor se aseaza o banda de prespan cu grosimea de
0,3-0,5 mm. Latimea acestei garnituri se alege astfel incit sa se
poata aseza pe ea bandajul compus in general din 15-35 de spire si in
plus sa depaseasca cu 10-15 mm marginile bandajului. Chiar de la inceperea infasurarii bandajului, intre ele si
banda de prespan se pun niste placi subtiri (scoabe de
intindere) din tabla sau din cupru cositorit cu grosimea de 0,3-0,5 mm si latimea de 10 mm.
Dupa executare, intregul bandaj trebuie lipit in asa fel incit sa aiba aspectul unui brau metalic continuu. Capetele scoabelor trebuie sa fie indoite deasupra bandajului si lipite. Pentru lipirea bandajelor se intrebuinteaza aliajul de lipit de cositor-plumb, iar ca fondant - colofoniul.
g) Impregnarea si uscarea infasurarilor. Deoarece materialele izolante ca firele, panzele si benzile, prespanul si hartia sunt foarte higroscopice ele trebuie impregnate cu lacuri. Infasurarile masinilor electrice trebuie deci supuse unui tratament care cuprinde: uscarea, impregnarea cu lac si uscarea lacului.
2. Echilibrarea rotoarelor.
Exista doua feluri de echilibrari ale rotoarelor si indusurilor:
echilibrarea statica,
echilibrarea dinamica.
Echilibrarea dinamic[ este absolut obligatorie pentru masini cu turatii mai mari de 1 000 rot/min. Pentru echilibrarea pieselor in rotatie ale masinii, procedeul cel mai raspandit este echilibrarea statica pe cutite sau pe role situate orizontal, deoarece aceasta metoda este simpla si suficient de sigura.
In figura 7 este reprezentata schematic o instala|ie pentru echilibrarea statica a rotorului. Rotorul de echilibrat 7 se aseaza pe cutitele 2 sau pe rolele 3 de otel, situate absolut orizontal si paralele intre ele. Daca rotorul este neechilibrat, el va tinde sa se intoarca astfel incat partea lui cea mai grea sa ocupe pozitia cea mai de jos. Dupa ce miscarea rotorului va inceta, se fixeaza pe el o contragreutate in punctul lui cel mai de sus, in partea interioara a rotorului, langa coroana otelului activ. Apoi se roteste din nou rotorul intr-o alta pozitie, si daca el nu manifesta nici o tendinta de balansare sau rotatie si ramane imobil in orice pozitie in care este lasat, echilibrarea se considera terminata.
Dupa ce s-a stabilit valoarea contragreutatii necesare din incercarile provizorii sau de proba, aceasta se inlocuieste cu o bucata de metal de aceeasi greutate, care se sudeaza pe rotor printr-un procedeu oarecare.
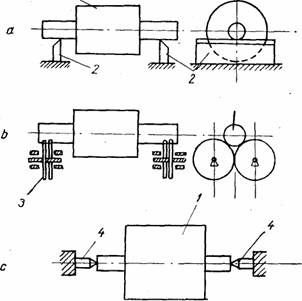
Fig. 1. Echilibrarea statica a rotoarelor:
a - pe cutite orizontale; b - pe role; c - intre varfurile strungului; 7 - rotorul de echilibrat;
2- cutite; 3 - role; 4 - varfurile strungului
In numeroase cazuri rotorul poate fi echilibrat scotand o parte din material din locul in care s-a dovedit a fi mai greu. Echilibrarea statica se poate face si asezand rotorul intre varfurile 4 ale strungului (fig. 7, c).
Echilibrarea rotoarelor si a indusurilor trebuie sa se faca dupa repararea acestor ansambluri ale masinii, inainte de asamblare. Pentru ca functionarea masinii asamblate sa se faca fara trepidatii este necesar ca indusul sa fie echilibrat o data cu colectorul si daca exista, cu ventilatorul.
3. Repararea colectoarelor
In cazul cand s-a uzat intregul colector sau numai o parte din lamele, acestea se pot confectiona din cupru laminat, avand un profil corespunzator. In cazul cand lipseste cuprul de colector de profilul necesar, lamelele se pot face din bare de cupru, carora li se da forma si dimensiunile necesare, prin frezare sau rabotare. In acest caz este necesar sa se obtina unghiul, latimea, inaltimea si lungimea ceruta a lamelei. Dimensiunile mentionate se verifica cu ajutorul unui sablon. Dupa executarea lamelelor si indreptarea lor pe placa metalica, in ele se practica taieturi pentru lipirea conductoarelor infasurarii. Inainte de montarea colectorului taieturile trebuie sa se cositoreasca, apoi se indeparteaza bavurile si picaturile de cositor si se sterg cu o carpa muiata in benzina.
Pentru prelucrarea unui complet de lamele noi si executarea ,,cozii de randunica" se asambleaza toate lamelele impreuna cu izolatia de micanita de grosimea 0,8-1 mm. Cu ajutorul unui inel (saiba) de presare se preseaza uniform acest complet, astfel incat sa ia o forma cilindrica corecta. Dupa presarea ansamblului de lamele, completul se incalzeste pana la o temperatura de 180-200C, apoi se preseaza a doua oara. Dupa aceasta, completul de lamele se aseaza pe strung pentru a se aleza cozile de randunica in ambele parti si a se prelucra partile frontale. Alezarea cozilor de randunica se face dupa un sablon, care corespunde exact cu vechea alezare.
Pentru montarea colectorului pe arbore, pe bucse se pune un con de micanita,
peste care se aseaza completul de lamele si cilindrul izolant, saiba de presare cu un alt con de micanita asezat pe ea si se strange piulita. Colectorul impreuna cu inelul de presare se incalzesc pana la 160C si se preseaza. Dupa aceasta inelul de presare se scoate, se verifica colectorul in privinta lipsei scurtcircuitului intre lamele si se face o a doua incalzire a colectorului pana la aceeasi temperatura, se preseaza din nou si se strang piulitele.
Asamblarea colectorului se considera terminata dupa a treia incalzire si dupa incercarea la turatie marita a colectorului cald, timp de 15-30 minute, cu o turatie de 2-2,5 ori mai mare decat cea nominala.
In cazul deteriorarii unui numar redus de lamele reparatia se face mai usor. Dupa ce conductorul infasurarii a fost dezlipit de lamela defecta, se scot inelele de presare, piulita colectorului si mansetele de micanita. Noua lamela se pregateste dupa dimensiunile vechii lamele de colector, brida se slabeste si lamela defecta se scoate cu grija prin lovituri de ciocan. In locul ramas liber se introduce noua lamela. In ordinea inversa demontarii se asambleaza mai intai conurile si apoi se strange piulita colectorului, se scoate brida si se lipeste conductorul infasurarii in taietura lamelei. Daca izolatia dintre lamele este strapunsa ea se inlocuieste la fel ca lamela.
Mansetele de micanita defecte se inlocuiesc cu altele noi, confectionate pe un sablon executat din lemn de esenta tare sau de metal. Dupa inlocuirea lamelelor sau reconditionarea completa a colectorului, acesta se strunjeste, se caneleaza si se slefuieste.
4. Repararea otelului activ al masinilor.
Otelul activ al unei masini trebuie astfel presat, incat intre tole sa nu poata patrunde taisul unui cutit. Deoarece saibele de presare si tolele marginale sunt insuficient de rigide, tolele dintilor de pe margini tind sa se departeze axial, formand un evantai. Acest fenomen este periculos pentru integritatea izolatiei infasurarilor, in timpul bobinarii masinii.
La intreprinderile de reparatii mici, otelul activ poate fi presat cu ajutorul unor discuri stranse cu buloane. Buloanele trebuie astfel calculate, incat sa creeze presiunea necesara de 20 kg pe fiecare cm2 din suprafata otelului masinii.
In general bavurile de tot felul, adanciturile etc. pot provoca atingerea metalica a diferitelor tole, cauzand astfel incalziri locale ale otelului. In aceste locuri, suprafata otelului se curata cu atentie de bavuri, cu o pila fina, ascutita, iar adanciturile se inlatura. Daca tolele sunt izolate cu lac, suprafata lor se spala cu o pensula inmuiata in petrol lampant sau alcool. Dupa uscare, se introduce cu pensula, dintr-o parte, un strat subtire de lac izolant.
Repararea arborilor
Principalele defecte ale arborilor sunt incovoierea lor, uzura fusurilor si a canalelor de pana, deteriorarea capetelor arborelui si fisurile.
Arborele incovoiat poate fi indreptat la prese cu ajutorul unor prisme. In locul unde capatul de actionare al prismei se reazema pe arbore, trebuie sa se introduca o scandura, pentru a se preveni strivirea arborelui in acest loc.
Cand incovoierile arborilor sunt pana la 0,3% din lungime, se recomanda ca indreptarea lor sa se faca la rece. Daca incovoierile sunt mari, arborii trebuie indreptati la cald. Indreptarea prealabila, la sectia de forje, trebuie sa se faca cu o precizie de cel putin 1 mm la 1 m lungime. Dupa indreptare, arborii trebuie strunjiti in locurile de prelucrare.
Daca fusurile arborelui au neregularitati locale ale caror suprafete nu depasesc 3 - 4% din valoarea suprafetei fusului, aceste neregularitati se slefuiesc prin strunjire si slefuire. Daca suprafata zgarieturilor si a altor neregularitati ale fusului arborelui depaseste proportia mentionata mai sus, ele trebuie indreptate prin strunjirea fusului, asa incat diametrul lui sa se micsoreze cu cel mult 5 - 6% din marimea lui normala. In caz contrar, repararea fusului arborelui se executa in modul urmator: se degroseaza fusul la strung, apoi se incarca cu sudura. Dupa strunjirea fusului reparat, el se slefuieste, dandu-i-se dimensiunea necesara. Ovalitatea admisibila a fusului nu trebuie sa depaseasca 0,002, iar conicitatea 0,003 din diametrul lui.
Canalele de pana se repara prin incarcare cu sudura si prin taierea lor ulterioara cu o dalta in cruce sau prin frezare. Neregularitatile canalelor de pana se inlatura prin marirea latimii lor cu cel mult 15% din dimensiunea lor normala. In acest caz, pana trebuie inlocuita cu o pana noua, mai lata.
Capetele conice ale arborelui se pot corecta printr-o noua strunjire, daca roata de transmisie sau mansonul pot fi deplasate mai aproape de scutul lagarului masinii.
Fisurile arborelui se sudeaza dupa prelucrarea lor prealabila. In acest caz, se admite numai sudarea fisurilor transversale in corpul arborilor, cu o adancime de cel mult 10 - 15% din diametrul acestora si cu lungimea de cel mult 10% din lungimea arborelui. Inainte de sudare, fisura se prelucreaza pe capatul din fata locului sanatos, pe lungimea fisurii, plus aproximativ 10 mm pe margine. Dupa sudare, arborele este supus unei recoaceri locale sau totale. Locul de sudat nu trebuie sa coincida cu racordarile.
Repararea lagarelor
Rulmentii cu bile se repara rar. De obicei, rulmentii uzati se inlocuiesc cu altii noi. Indiciul caracteristic al uzurii este jocul marit intre inele si bile sau role. Rulmentul cu bile trebuie inlocuit cand jocul, masurat cu calibrul de interstitii depaseste: 0,1 mm pentru arborii cu diametrul pana la 25 mm; - 0,2 mm pentru arborii cu diametrul pana la 100 mm; 0,3 mm pentru arborii cu diametrul peste 100 mm.
Pentru inlocuirea rulmentului este necesar sa se verifice daca dimensiunile interioare si exterioare ale rulmentului nou corespund dimensiunilor rulmentului vechi. Pentru inlocuirea rulmentului se demonteaza capacul de protectie si scutul port-palier, lovind usor cu ciocanul pe garnitura de lemn, uniform, pe toata circumferinta scutului. Rulmentul se demonteaza de pe arbore cu ajutorul unui dispozitiv de demontare. In lipsa acestuia se loveste usor cu ciocanul inelul interior al rulmentului, prin intermediul unei pene de lemn de esenta tare sau de cupru electrolitic.
Rulmentul demontat se spala cu benzina sau petrol si se examineaza pentru descoperirea inelelor si bilelor uzate sau deteriorate, apoi este uscat si umplut cu unsoare. Pentru a inlesni montarea rulmentului pe arbore, el se incalzeste intr-o bale de ulei, pana la temperatura de 70-75C. In timpul acestei operatii, rulmentul nu trebuie asezat pe fundul baii, ci suspendat cu sarma.
Rulmentul se monteaza pe arbore prin lovituri usoare de ciocan date pe o teava gaz, care se sprijina pe inelul interior al rulmentului. Inelul exterior trebuie sa intre in locasul scutului port-palier nici prea usor, nici prea greu. In primul caz s-ar produce strangerea bilelor, iar in al doilea caz, rulmentul cu bile ar deveni un lagar de alunecare de proasta calitate.
Operatia de baza la lucrarile de reparatii ale lagarelor de alunecare este inlocuirea bucselor uzate sau turnarea din nou a cuzinetilor.
La repararea lagarului se scurge mai intai uleiul din el si se demonteaza scutul port-palier de pe corpul motorului, demontand mai intai roata de curea sau semicupla din partea transmisiei.
Pentru demontarea scutului port-palier se scot suruburile de fixare si se aplica lovituri de ciocan pe muchiile scutului, prin intermediul unei placi de lemn.
Cuzinetul scos se spala bine cu petrol si se masoara cu precizie toate dimensiunile lui, printre care si dimensiunile canalelor. Se topeste apoi compozitia veche, se curata cu acid, se cositoreste si imediat dupa aceasta cuzinetul se incarca din nou.
Pentru umplerea cuzinetilor din lagarele motoarelor electrice normale se intrebuinteaza babit (compozitie pentru lagare), aliaj din cositor, plumb, antimoniu si cupru, care contine 16% cositor.
La 2-3 min dupa terminarea incarcarii, cuzinetul impreuna cu miezul se racesc cu apa, incepand cu partea de jos a cuzinetului. Cuzinetul incarcat se strunjeste la interior, se ajusteaza prin razuire, dupa arbore, si se taie in el canale longitudinale pentru distribuirea uleiul.
In sfarsit, cuzinetul se examineaza, se curata de aschii, se sufla cu aer comprimat, se spala cu petrol si se trimite la montare.
2.3. DEFECTELE SI REGIMURILE ANORMALE DE FUNCTIONARE ALE MOTOARELOR ELECTRICE DE CURENT CONTINUU. CAUZE SI REMEDIEREA LOR
2.3.1. Scantei la colector
Scanteiaza toate periile sau o parte din ele
Scanteierea poate fi insotita de incalzirea colectorului si a periilor. Cazurile in care poate aparea aceasta situatie sunt urmatoarele:
masina este supraincarcata. Se verifica sarcina cu un ampermetru; daca nu se poate reduce, se va proceda la inlocuirea motorului cu unul corespunzator sarcinii reale ( de putere mare );
starea periilor este necorespunzatoare: au suprafata de lucru arsa, sunt prost slefuite, au joc in portperii, contactul periilor cu armatura este defectuos. Se vor verifica cu atentie periile; cele necorespunzatoare se vor schimba. Periile se vor slefui cu atentie;
portperiile sunt gresit montate: distanta casetei fata de colector este prea mare sau pozitia fata de sensul de rotatie este incorecta si din aceasta cauza se intepeneste peria in caseta. Se va monta corect portperia;
presiunea de contact a periei pe colector este prea mica. Se va masura presiunea cu dinamometrul. Presiunea trebuie sa fie la masinile normale de circa 0,15.0,25 daN/cmS. Se vor schimba arcurile uzate, sau se vor remedia, prin intindere sau scurtare, dupa caz ; - polii principali si cei auxiliari sunt repartizati neuniform. Se vor verifica distantele dintre polii principali si dintre cei auxiliari. Abaterile distantelor pot fi de cel mult 1,5 mm la polii principali si 1mm la polii auxiliari, la diametre ale rotorului pana la 600mm. Daca aceste limite sunt depasite, se va proceda la uniformizarea repartitiei polilor prin ovalizarea gaurilor carcasei;
Colectorul scanteiaza la sarcini reduse, iar scanteierea creste mult cu sarcina. In gol nu scanteiaza.
Amplasarea periilor ( in zona neutra ) nu este corecta. Se vor deplasa periile conform marcajului fabricii sau in lipsa acestuia, se verifica asezarea periilor in axa neutra;
Polii principali si auxiliari nu alterneaza corect. Se va verifica modul de realizare a conexiunilor si se va realiza corect succesiunea polilor in functie de regimul masinii, generator sau motor;
Infasurarile polilor auxiliari sunt partiali sau in intregime suntate, prin atingerea cu infasurarile polilor principali sau prin scurtcircuit intre spire. Se controleaza, vizual sau cu o lampa de control, starea infasurarilor. Dupa ce se stabileste locul atingerii se va izola locul respectiv.
Se observa innegrirea unora dintre lamelele colectorului. Se arde izolatia intre lamelele respective.
S-a dezlipit conductorul la lamela urmatoare. Se va verifica lipirea si se va executa din nou, in conditii corespnzatoare. Se va strunji sau slefui colectorul, dupa caz ( in functie de abaterea radiala ).
Unele lamele ale colectorului sunt iesite in afara. Se va strunji si canela colectorul, dupa ce in prealabil s-au strans suruburile de asamblare a colectoeului.
S-au dezlipit legaturile echipotentiale. Se vor controla legaturile echipotentiale si se vor lipi din nou.
Cercul de foc la colector
Este un defect foarte periculos, putandu-se solda cu distrugerea colectorului. Se produce din urmatoarele cauze:
periile nu sunt corect plasate, in zona;
polii principali si auxiliari nu se succed corect.
Explicarea formarii cercului de foc consta, in aceea ca, la functionare cu suprasarcini mari si cu scantei intense la perii, acestea se incalzesc si se evapora producand ionizarea aerului. Apar arcuri mici, care se intind intre lamelele alaturate, apoi in jurul colectorului.
Pentru prevenirea cercului de foc se vor utiliza intreruptoare cu actiune rapida, care protejeaza masina impotriva scurtcircuitelor. De asemenea, se va evita functionarea cu scantei intense la colector.
cap. iii.
EXPLOATAREA Si intretinerea MOTOARELOR ELECTRICE
3.1. EXPLOATAREA MOTOARELOR ELECTRICE
Exploatarea corecta a motoarelor electrice necesita ca personalul de serviciu inca de la luarea lor in primire (dupa montarea sau reparatie capitala) sa controleze si sa verifice realizarea corecta a montajului si starea motorului, in acest sens, in functie de tipul si marimea motorului si particularitatile instalatiilor actionate se executa urmatoarele operatii :
se controleaza cu atentie toate partile exterioare si interioare accesibile ale motorului si se sufla, la nevoie, cu aer comprimat la 0.2-0,25 MPa (fara vapori de apa si fara ulei) ;
se verifica strangerea buloanelor de fundatie;
se verifica starea fusurilor arborelui si a lagarelor precum si daca exista ulei (in cazul lagarelor cu alunecare) sau unsoare consistenta (in cazul rulmentilor);
se actioneaza manual rotorul motorului si se controleaza daca lagarele nu sunt prea stranse si daca rotorul are jocul axial necesar ;
se verifica starea aparatajului de pornire si protectie si reglajul corect al releelor de protectie;
se executa cateva porniri in gol si in sarcina pentru a verifica comportarea motorului in aceste situatii mai ales in ceea ce priveste sensul de rotatie curentul absorbit si vibratiile.
Functionarea sigura si continua, fara avarii, a motoarelor electrice din cadrul instalatiilor electrice este strans legala de realizarea unei exploatari cat mai rationale, in vederea detectarii din timp a inceputurilor de defecte si luarii de masuri pentru inlaturarea acestora. Exploatarea motoarelor electrice se face de catre personalul sectiei de exploatare a utilajului de baza, care executa toate manevrele de pornire-oprire si controleaza permanent motoarele in functiune, in ceea ce priveste ungerea lagarelor, sarcinile, temperaturile statorului si lagarelor, temperaturile la intrarea si iesirea aerului de racire.
Regimul de functionare se va conduce prin urmarirea permanenta a curentului statoric absorbit, a tensiunii de alimentare, si a temperaturii statorului si aerului de racire.
In regim normal, motoarele electrice nu trebuie sa fie supraincarcate. La alimentarea statorului cu tensiunea nominala, curentul de incarcare nu va depasi curentul nominal.
La supraincarcarea masinii asincrone, curentul statoric, care este suma curentului rotoric si a curentului de functionare in gol, va creste in proportie mai redusa decat curentul rotoric, deoarece curentul de functionare in gol ramane constant. Cum in mod normal nu se instaleaza aparate de masura in circuitul rotoric si incarcarea motorului se urmareste prin citirea ampermetre-lor montate in circuitul statoric, pentru a nu periclita infasurarea rotorica, este necesar sa nu se admita cresterea curentului statoric, in regim normal, cu mai mult de 5% peste cimentul nominal. Se recomanda ca aceasta marime sa fie marcata vizibil pe scala ampermetrelor, cu linie rosie.
3.2. Intretinerea motoarelor electrice
O conditie de baza pentru functionarea sigura a masinilor este ca, in orice moment, starea lor, din punct de vedere mecanic si electric, sa fie normala, iar eficacitatea ventilatiei sa nu fie afectata prin infundarea circuitelor de ventilatie. Pentru aceasta, se impune stabilirea periodicitatii lucrarilor de intretinere (intretinere curenta, revizii partiale si generale), ce trebuie respectata cu rigurozitate.
Periodicitatea acestor lucrari depinde de gradul de protectie al masinilor si de conditiile in care sunt exploatate.
Trebuie mentionat ca nu exista norme cu privire la perioadele la care trebuie efectuare operatiile de intretinere ci numai indicatii.
Intretinerea masinilor electrice se refera, in principal, la intretinerea pieselor de contact (colectoare, inele de contact, perii si portperii) si a lagarelor precum si la pastrarea curateniei masinii.
O data cu revizia motorului se verifica in mod curent si aparatajul de comutare si pornire aferent motorului. Reostatul de pornire se curata in exterior, se controleaza contactele si, in caz de nevoie, se inlocuiesc. De asemenea, se inlocuiesc partile din rezistenta care sunt defecte si se completeaza uleiul in cuva reostatului.
O functionare necorespunzatoare, a unei masini sau a unui aparat electric, cu o anumita manifestare, poate fi provocata de doua categorii de factori diferiti, si anume :
de defectiuni ale masinii sau aparatului propriu-zis, cand functionarea necorespunzatoare se incadreaza la, defecte ale masinii sau aparatului electric
de ceilalti factori care concura la buna functionare a masinii sau aparatului, ca : sursele de alimentare, instalatiile de comanda si protectie, calitatea unor piese de schimb folosite, diferite reglaje periodice ele. cand functionarea necorespunzatoare se incadreaza la regimuri anormale de functionare ale masinii , desi manifestarea este aceeasi ca in primul caz.
Nedepistarea la timp a oricarei functionari necorespunzatoare, evidentiata prin manifestarile ei, indiferent de categoria din care face parte, poate conduce la scoaterea din functiune a produsului si deci a instalatiei in care este folosit el.
De asemenea, o delimitare precisa, pe cele doua categorii mentionate, a cauzelor care provoaca functionarea necorespunzatoare pentru o aceeasi forma de manifestare, este pe de o parte destul de dificil de realizat, iar pe de alta parte nu prezinta decat o importanta teoretica, aspectele practice fiind aceleasi.
BIBLIOGRAFIE
Florin Mares - Elemente de comanda si control pentru actionari si sisteme de reglare automata
Manual pentru clasele a XI-a si aXII-a , Editura Economica,2002
Toma Dordea - "Masini electrice",
E.D.P. Bucuresti , 1977
Doinita Balasoiu - "Masini electrice si actionari"
Editura Economica, Bucuresti 2000
A. KELEMEN - "Actionari Electrice", Editura Didactica si Pedagogica
Bucuresti 1980
Dragos Simulescu - "Intretinerea si repararea masinilor si aparatelor
electrice",
Manual pentru scolile de maistri, Editura Didactica si Pedagogica Bucuresti 1980
ANEXA
tabel cu defectele si remedierile masinii asincrone
|
Defectul |
Cauza |
Remediul |
|
|
1.Supraincalzirea miezului magnetic |
a) Tensiunea retelei este mai mare decat cea nominala |
Se reduce tensiunea retelei, Daca nu este posibil, se intensific ventilatia motorului |
|
|
b) Scurtcircuite intre tole (incalziri locale) din cauza unei executii neingrijite (bavuri, crestaturi pilite etc.) |
b) Se inlatura bavurile, se pilesc locurile unde s-a produs scurtcircuitul, se dezlipesc tolele, se izoleaza cu lac sau cu hartie |
||
|
c) Contact intre bulonul de strangere si pachetul de tole |
c) Se repara sau se inlocuieste izolatia buloanelor |
||
|
2.Supraincalzirea bobinajului statorului |
a) Scurtcircuit in bobinajul sta-torului (intre spire, intre bobine sau intre faze) |
a) Se identifica locurile unde s-a produs scurtcircuitul, se repara bobinele defecte sau, eventual, se rebobineaza statorul |
|
|
b) Suprasarcina |
b) Se reduce sarcina |
||
|
c) Ventilatie necorespunzatoare |
c) Se iau masuri pentru imbunatatirea ventilatiei |
||
|
d) Rezistenta scazuta a izolatiei sau bobinajul umezit |
d) Se verifica rezistenta de izolatie; se curata bobinele si se usuca statorul |
||
|
e) Conexiunea gresita a bobinajului statorului (triunghi in loc de stea) |
e) Se conecteaza bobinajul statorului in stea |
||
|
3.Supraincalzirea bobinajului rotorului |
a) Scurtcircuit in bobinajul rotorului (intre spire, intre bobi-ne sau intre faze) |
a) Se identifica locurile unde s-a produs scurtcircuitul, se repara bobinele defecte sau eventual se rebobineaza statorul |
|
|
b) Suprasarcina |
b) Se reduce sarcina |
||
|
c) Ventilatie necorespunzatoare |
c) Se iau masuri pentru imbunatatirea ventilatiei |
||
|
d) Rezistenta scazuta a izolatiei sau bobinajul umezit |
d) Se verifica rezistenta de izolatie; bobinele se curata si se usuca rotorul |
||
|
e) Contact imperfect in locul de conectare a bobinelor |
e) Se verifica legaturile si se recositoresc cele slabite |
||
|
f) Rotorul freaca cu statorul |
f) Se controleaza intrefierul si eventual se inlocuiesc rulmentii (cuzinetii) |
||
|
4. Producere de scantei la inelele de contact |
a) Perii de calitate necorespunzatoare |
a) Se inlocuiesc periile |
|
|
b) Contact necorespunzator intre perii si inele |
b) Se regleaza presiunea periilor si se slefuiesc periile |
||
|
c) Inelele de contact uzate si murdare |
c) Se curata inelele, se slefuiesc si eventual se inlocuiesc |
||
|
5. Motorul nu porneste |
a) In una din fazele bobinajului statorului nu circula curent (bobinaj intrerupt sau ars) |
a) Se reface legatura sau se rebobineaza masina (total sau partial) |
|
|
b)
Bobinele au conexiuni gresite |
b) Se verifica conexiunile si se refac cele gresite |
||
|
c) Intrerupere in circuitul statorului sau rotorului; contact necorespunzator la perii; intrerupere in circuitul reostatului |
c) Se verifica circuitele si se elimina intreruperile |
||
|
d) Bobinajul statorului este conectat in stea in loc de triunghi (motorul nu porneste la plina sarcina) |
d) Se schimba conexiunea din stea in triunghi |
||
|
e) Barele coliviei rotorice s-au dezlipit (la motoarele cu rotorul in scurtcircuit) |
e) Barele desfacute se sudeaza sau se nituiesc |
||
|
f)Sarcina prea mare la pornire |
f) Se reduce din sarcina |
||
|
g) Scurtcircuit in bobinajul statorului (la pornire se ard sigurantele) |
g) Se repara sau se inlocuiesc bobinele defecte |
||
|
6. Motorul se roteste cu o turatie mai mica decat cea nominala |
a) Motorul este supraincarcat |
a) Se reduce din sarcina |
|
|
b) Tensiunea la bornele motorului este scazuta |
b) Se mareste tensiunea |
||
|
c) Bobinajul statorului este conectat in stea in loc de triunghi |
c) Se schimba conexiunea din stea in triunghi |
||
|
d) Contact prost in circuitul motorului din cauza functionarii necorespunzatoare a mecanismului de scurtcircuitare, sau a dispozitivului de ridicare a periilor |
d) Se repara atat inelul de scurtcircuitare a periilor cat si dispozitivul corespunzator |
||
|
e) Contact imperfect in circuitul statorului |
e) Se repara contactul defect |
||
|
f) Intrerupere intr-una din fazele statorului |
f) Se identifica locul defect si se repara |
||
|
g) Una din fazele statorului este inversata (inceputul cu sfarsitul). In acest caz, valorile curentului pe cele trei faze nu sunt egale |
g) Se inverseaza faza |
||
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5542
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved