| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEHNOLOGII DE PRELUCRARE A METALELOR PRIN EROZIUNE ELECTRICA
Procesele de eroziune a metalelor se caracterizeaza prin interactiunea unui agent eroziv cu obiectul supus prelucrarii, avand ca rezultat distrugerea materialului in straturile superficiale ale acestuia.
Dupa natura agentului eroziv si energia primara care intervine in proces, poate avea loc o eroziune electrica, electromagnetica, electro-chimica, chimica si, uneori, termica si mecanica.
Ne propunem a analiza, in acest capitol, doar metodele legate de actiunea unui agent de eroziune predominant electric, mai precis cele date in Fig. 1.
Fig. 1. Tehnologii electrice pentru producerea eroziunii metalului.
Metoda, utilizand eroziunea electrica, se bazeaza pe actiunea unor descarcari electrice in impuls - amorsate intre un electrod si piesa supusa prelucrarii - dupa un regim bine stabilit si in general variabil, creand prin aceasta actiune erodarea piesei.
Metoda ce utilizeaza eroziunea electrochimica se bazeaza pe dizolvarea anodica a materialului din care este realizat materialul de prelucrat cu ajutorul unei surse de curent, ce permite realizarea unor densitati diferite (deci regimuri de lucru diferite) si a unui electrolit; o atentie deosebita trebuie acordata la aceste echipamente localizarii eroziunii pe portiunea dorita, alegand geometrii convenabile de electrozi.
Metoda mixta de eroziune (electrica si electrochimica) se bazeaza pe actiunea unor procese de eroziune electrica si electrochimica descrise mai sus, dar actionand simultan in timp si diferentiat in spatiu.
Echipamentele bazate pe eroziunea electrica asupra materialului vor fi intalnite sub doua variante : cu electrod masiv si cu electrod filiform.
Echipamente bazate pe eroziunea
electrica cu electrod masiv
1.1. Istoric
Eroziunea electrica a unui material metalic este un fenomen observat de multa vreme; uzura pieselor de contact in echipamentele de joasa si inalta tensiune, datorita arcului electric, este un exemplu pe care l-ati intalnit.
C. Marti afirma ca primele observatii privind actiunea unor descarcari electrice asupra unui metal se atribuie lui Priestley (1768), dar Benediks (1912) este acela care explica eroziunea metalului printr-un fenomen complex termic si electric, opinie la care au ajuns de altfel, majoritatea cercetatorilor. De-abia in 1943, apar primele aplicatii ale acestui fenomen sub forma unor echipamente realizate de sotii Lazarenco, profesori la politehnicile din Chisinau si Cernauti.
Acestora li se poate atribui prioritatea in realizarea acestui tip de echipament, cunoscut si sub numele de electroeroziune prin scantei.
De atunci, numeroase echipe au adancit fenomenul si asociat acestuia, au cautat sa clarifice o serie de aspecte ce pot promova procedeul si diversifica aplicatiile si anume:
localizarea actiunii descarcarilor intr-o anumita zona;
repetabilitatea si reproductibilitatea procedeului in realizarea unor piese de forma complexa;
conditii de lucru compatibile cu normele de securitate;
evidentierea unor avantaje specifice procesului;
asigurarea unor principii si productivitati superioare tehnolo-giilor conventionale;
gasirea unor electroliti care sa asigure izolatia necesara intre electrozii dispusi la distante mici (10-500m) si a unor materiale de electrozi corespunzatoare;
necesitatea realizarii unor surse puternice de curent care sa genereze impulsuri de forma determinata si specifice unor genuri de prelucrari;
posibilitatea introducerii controlului numeric si a calculatoa-relor de proces, a microprocesoarelor.
In rezolvarea acestor cerinte, isi gasesc explicatia numarul ridicat al acestor echipamente, complexitatea si diversitatea lor pe care o intalnim, in special, in sculariile din constructia de masini.
Faptul ca pot fi uzinate metale si aliaje dure ce nu puteau fi prelucrate prin tehnologii conventionale sau ca pot fi reproduse automat formele cele mai complexe de piese motiveaza numarul echipamentelor ce se produc astazi in lume, inclusiv in Romania.
Daca, la metodele conventionale de prelucrare, scula
lucreaza
de-a lungul unei linii sau punct, deplasandu-se tangential la suprafata piesei,
la prelucrarea prin electroeroziune, miscarea electrodului fata de piesa este
absolut oarecare, de unde si posibilitatile mari in uzinarea unor piese.
1. Principiul prelucrarii prin electroeroziune
Intre doi electrozi - dintre care unul este scula, iar celalalt este constituit din piesa ce urmeaza a se prelucra - se aplica de la o sursa de alimentare impulsuri ce provoaca o serie de descarcari electrice. Descarcarea dintre electrozi poate avea loc in vid, in gaz la temperatura si presiune normala, in lichide; in echipamentele de electroeroziune, pentru eficienta procesului, se alege un mediu dielectric lichid, a carui conductivitate este de aproximativ 10-10 (1/ohmi.cm).
Se prevede aplicarea de impulsuri care sa provoace descarcari electrice si nu o tensiune continua, pentru ca descarcarile sa nu se transforme in arc electric continuu, nemaiputand stapani procesul de erodare al metalului care trebuie sa fie perfect controlat.
La aplicarea tensiunii pe electrodul scula - care joaca in acest caz rolul de catod - va aparea o emisie puternica de electroni care in campul stabilit intre electrozi, 105-107V/cm, vor fi accelerati, vor castiga energie cinetica si prin ciocniri succesive vor crea noi electroni secundari, vor disocia moleculele dielectricului, vor crea deplasari ale atomilor de metal evaporat din electrozi. Avalansa ce se formeaza intre cei doi electrozi se caracterizeaza printr-un front bogat in sarcini pozitive si negative, a carui temperatura este de 8-12000C. Densitatile de curent in plasma ating valori de ordinul a 104-109A/cm2, usurand crearea canalului ionizat a carui raza este limitata insa de inertia lichidului. Dilatarea acestui canal si formarea unei bule, in care presiunea este foarte inalta, sta la baza explicatiei privind efectele mecanice si termice ce se stabilesc, extragerea de metal din piesa ce trebuie prelucrata.
In Fig. 2, este prezentat schematic acest fenomen. In primele sutimi sau zecimi de s ale descarcarii intre electrozii E si PP, se constituie un canal ionizat din plasma fierbinte (b), constituita ca urmare a socurilor violente pe care le suporta piesa de prelucrat PP.
a) b)
c) d)
Fig. Etapele de
formare a canalului de plasma si evolutia bulei de gaz
la aparitia si disparitia descarcarii dintre electrozi.
Cand particulele incarcate lovesc suprafata piesei, la punctul de impact, energia mecanica a acestora se va transforma aproape fara pierderi in energie termica, ca intr-un proces adiabatic. Se va extrage material din piesa, atunci cand energia descarcarilor va produce o temperatura superioara temperaturii de topire a materialului, care sa permita volatilizarea lui.
Canalul de descarcare sufera o expansiune rapida (c),
forman-
du-se o bula de vapori de inalta presiune care depaseste canalul, impingand
lichidul dielectric. Presiunea in bula, de ordinul sutelor de atmosfere,
rezulta din rezistenta pe care o opune lichidul la expansiunea sa. La
intreruperea curentului, descarcarile se vor stinge, iar bula de gaz va suferi
o dilatare exploziva cu active fenomene de cavitatie. Mate-rialul topit va fi
proiectat in afara canalului, ramanand in lichidul de uzinare sub forma unor
particule de 1 - 1000m in suspensie (d) ce urmeaza a fi evacuate din zona
electrozilor si retinute de echipamentul de filtrare.
Dupa K. Inoue, temperatura coloanei de arc poate fi calculata cu relatia:
 (1)
(1)
unde: Z - numarul de ioni; lnl - logaritmul natural al coeficientului de coliziune a particulelor (3-6); r - rezistivitatea specifica a coloanei de descarcare in dielectricul lichid ( 0,0025 ohmi/cm); K - o constanta.
Utilizand aceasta formula pentru calculul unei coloane de descarcare intr-un dielectric lichid, a rezultat o valoare de 104K foarte aproape de datele masurate.
Raza coloanei de arc r se calculeaza de acelasi autor cu o relatie de tipul:
r = K![]() (2)
(2)
unde: K = 25 - 5 (aer - lichid); t - durata impulsului.
O concluzie ce trebuie retinuta: diametrul coloanei este in functie de durata impulsului.
Presiunea P in coloana de gaz se poate calcula cu o relatie de tipul:
P = (ne + ni) K T (3)
unde: ne si ni -
numarul de electroni si de ioni pe unitatea de volum;
K - constanta lui Boltzman (1,38.1023 J/oK);
T - temperatura absoluta in grade Kelvin.
1.3. Mecanisme si modele ale strapungerii intre electrozi
Proces foarte complex, el nu se diferentiaza de modelul clasic al descarcarii 'streamer' stabilit de Loeb, Meek si Raether in gaze de inalta presiune, dar are insa o serie de particularitati specifice descarcarilor intre electrozii - cu o anumita geometrie - unei masini de electroeroziune.
Daca, in primul moment, la formarea bulei de gaz dominant este fenomenul de 'streamer', de formare a plasmei si de circulatie diferita a purtatorilor de sarcina (electronii mai rapizi vor atinge mai rapid anodul, in timp ce ionii pozitivi, mai grei, vor avea o deplasare mai inceata), urmeaza o etapa in care se sesizeaza unele efecte 'skin', de concentrare a sarcinilor pe peretii bulei sau 'pinch', de circulatie prin axul bulei a sarcinilor pozitive si negative pana la dilatarea cunoscuta a bulei si 'implozia' sa. Energia, cedata de generatorul de impulsuri, se transforma in etapele urmatoare in alte forme de energie:
energie termica (topire, vaporizare, incalzire electrozi si dielectric);
energie chimica (arderea si descompunerea dielectricului);
energia mecanica (unde de presiune, deplasari ale dielectricului);
energie electromagnetica (fenomene magnetice si electro-statice, procese de ionizare, radiatii luminoase sau sonore).
Desi exista la unii autori tendinta de a atribui un rol preponderent unor forte de natura mecanica, hidraulica, electrostatica, magnetica, aerodinamica etc., este rational de presupus ca procesul de prelevare al metalului din corpul ce sufera aplicarea descarcarii este un fenomen complex, influentat de toate aceste forte, dar cu ponderi diferite in timp.
Cateva modele ale prelevarii de metal in procesul de eroziune merita a fi mentionate:
a. Williams explica prelevarea materialului prin aparitia unor campuri electrice puternice, ca urmare a densitatii mari de curent (105 - 107 A/cm2) si a fortelor relativ mari.
Actionand pe o suprafata redusa, tensiunile mecanice ce apar depasesc rezistenta materialului, aparand conditiile necesare de 'smulgere' a particulelor metalice din metalul ce urmeaza a fi prelucrat.
Volumul de material prelevat de o descarcare, Vw, este dat de o relatie de tipul:
 (4)
(4)
unde: st - rezistenta la tractiune a metalului; ie - curentul mediu de descarcare; te- durata de descarcare.
Cercetarile lui Konnert facute ulterior arata existenta unor diferente fata de calculele lui Williams pentru diverse durate ale impulsurilor.
b. Zingerman presupune ca intreaga energie din coloana de plasma se transmite la electrozi printr-o sectiune circulara de raza b. Pornind de la ecuatia generala de transmisie a caldurii:
![]() - conductibilitatea termica in J/cm.s.grad; c- caldura
specifica, in J/g.grad; r - densitatea de masa, g/cm3,
factori presupusi a nu depinde de temperatura; temperatura pe axa ce trece prin
centrul sectiunii, este:
- conductibilitatea termica in J/cm.s.grad; c- caldura
specifica, in J/g.grad; r - densitatea de masa, g/cm3,
factori presupusi a nu depinde de temperatura; temperatura pe axa ce trece prin
centrul sectiunii, este:
 (6)
(6)
In aceasta relatie, h este adancimea craterului, iar q t) debitul caloric dat pe unitatea de arie si de timp.
Volumul de metal, determinat pe baza acestei relatii, s-a verificat cu o precizie de 10%, putandu-se stabili si o scara a eroziunii metalelor, in ordinea: W, Mo, Ta, Cu, Cd, Ol, Va, Al, Am.
c. Modelul lui Kurr, Obaciu si Wertheim. Modelul propus are la baza ideea ca energia impulsului We se distribuie intr-o serie de energii echivalente dupa cum urmeaza:
W = W1 + W2 + W3 + W4 + W5 (7)
unde: W1 - energia
consumata pentru prelevarea de metal din piesa;
W2 - energia disipata direct in electrodul-piesa; W3
- energia disipata direct in electrodul-scula; W4 - energia
prelevata de dielectric prin conductie; W5 - energia
consumata pentru ionizare in vederea mentinerii coloanei de descarcare.
Rezultatele obtinute prin masuratori dau o mare exactitate a modelului. Extragerea de material are loc in primele microsecunde sub actiunea fortelor electrodinamice si prin vaporizare, iar la sfarsitul descarcarii, pe baza fierberii care are loc ca urmare a scaderii presiunii in bula de gaz ce inconjoara coloana de plasma. Orice fenomen care conduce la scaderea densitatii permite scaderea uzurii electrodului pozitiv ; utilizarea de impulsuri de curent sub forma de trapez poate fi convenabila pentru protejarea electrodului-scula.
d. Modelul prelevarii de material elaborat de Nekrashevitch si Bakuto este poate unul din modelele cele mai elaborate, care atribuie un rol important caldurii dezvoltate prin efect Joule, in procesul de topire si vaporizare a metalului electrozilor. Relatiile de calcul stabilite si rezultatele fac din acesta mijlocul cel mai apropiat de studiere a fenomenului de prelevare a metalului ca urmare a descarcarilor.
Ca o concluzie generala, se poate spune ca nu exista o teorie unitara a prelevarii de metal; din toate metodele prezentate, majoritatea autorilor acorda o importanta majora factorului termic.
O analiza deosebit de serioasa, cu numeroase contributii originale, este prezentata de Gh. Jitianu intr-un referat sustinut in cadrul unei teze de doctorat in domeniu.
1.4. Scheme electrice de generare a descarcarilor utilizate in constructia masinilor de electroeroziune
S-a aratat in paragraful 1. rolul descarcarii electrice in procesul de eroziune a metalului.
Masinile de electroeroziune - cunoscute in literatura de specialitate sub prescurtarea EDM - Electrical Discharge Machine - au ca surse de descarcari doua tipuri de generatoare:
generatoare de relaxare, circuite tip RC in diverse variante constructive;
generatoare de impulsuri cu semiconductoare.
Din aceste tipuri de baza, se pot intalni si alte variante derivate.
Fig. 3. Dezvoltarea generatoarelor de impulsuri pentru masinile de electroeroziune: RC - generator de relaxare; RLC - generator de relaxare; RLCD - generator de relaxare; GITV-generator de impulsuri cu tiratroane si tuburi in vid; TP -generator de impulsuri cu tranzistoare de putere; AA- generatoare de impulsuri autoadaptive; TA-generatoare de impulsuri, total automatizate.
Evolutia in timp a acestor generatoare este data in Fig. 3, din care se deduce tendinta sesizata astazi de utilizare masiva a generatoarelor de impulsuri cu semiconductoare, dar cu o completare de la an la an mai complexa a electronicii de comanda si a automatizarii procesului.
Indiferent de tipul constructiv, functiile principale ale acestor generatoare sunt:
sa furnizeze tensiunea necesara procesului;
sa limiteze curentul si durata descarcarii;
sa impuna frecventa de repetitie a descarcarilor.
a. Generatoare de relaxare
Cel mai simplu circuit de generator de relaxare este
cel dat in
Fig. 4, in care sursa de c.c. incarca prin intermediul rezistentei R,
capacitatea C legata in paralel intre electrodul E si piesa de
prelucrat, PP.
Fig.
4. Circuit de descarcare RC;
U- sursa de tensiune continua; R- rezistenta de sarcina; C- condensator; E-
electrod; PP- piesa de prelucrat; DE - dielectric lichid; Ustrap-tensiunea
de strapungere a intervalului dintre electrozi; Idesc - curentul de
descarcare; ![]() -durata impulsului ;
-durata impulsului ;![]() -pauza dintre impulsurile de curent;
-pauza dintre impulsurile de curent;
Ui si Ud tensiunea de incarcare si descarcare a
condensatorului.
Cand condensatorul C atinge tensiunea de strapungere Ustrap dintre electrodul E si piesa de prelucrat PP, el se va descarca brusc ca in figura, producand un curent de descarcare Id de tipul:
![]() (8)
(8)
unde: L - inductantele parazite din circuit.
Energia completa a descarcarii este data doar de cea inmagazinata in condensator, adica:
![]() (9)
(9)
si poate fi variata doar actionand asupra valorii capacitatii sau a tensiunii sursei, posibil insa doar in anumite limite.
Durata descarcarii ![]() este impusa de
elementele fixe ale schemei si este data de relatia:
este impusa de
elementele fixe ale schemei si este data de relatia:
![]() (10)
(10)
Faptul ca energia W, curentul de descarcare Id
si durata descarcarii ![]() sunt legate si nu pot
fi alese independent, ca prelucrarea este nestapanita datorita dispersiei de
incarcare a condensatorului si deci si a amplitudinii tensiunii face ca schema
- prima ca aplicatie - sa produca curenti diferiti, deci o prelucrare neomogena
a materialului, motiv pentru care - sub aceasta forma - se utilizeaza doar in
cazuri speciale.
sunt legate si nu pot
fi alese independent, ca prelucrarea este nestapanita datorita dispersiei de
incarcare a condensatorului si deci si a amplitudinii tensiunii face ca schema
- prima ca aplicatie - sa produca curenti diferiti, deci o prelucrare neomogena
a materialului, motiv pentru care - sub aceasta forma - se utilizeaza doar in
cazuri speciale.
Fig. 5. Circuit de descarcare RLC; TR - grup
transformator - redresor
restul semnificatiilor idem Fig. 4.
Pentru a limita dispersia pe care o prezinta incarcarea condensatorului, unele firme au introdus un self in circuitul de incarcare al condensatorului, asa cum apare in Fig. 5. Acesta solutie are ca efect o crestere a frecventei descarcarilor in circuitul RC, iar incarcarea se face practic dupa o dreapta. Dezavantajul mentionat anterior privind dispersia tensiunii de incarcare ramane in continuare singurul avantaj fiind insa marirea frecventei.
Se observa ca valoarea curentilor este diferita, deci nici in acest caz nu va putea fi realizata o prelucrare controlata, ci aceasta va depinde de marimea curentilor.
Solutia cea mai reusita insa a fost gasita si brevetata de firma Charmilles; procesul este ameliorat prin introducerea unei diode D, care va 'taia', la o valoare predeterminata, circuitul de incarcare al conden-satorului. Prin aceasta solutie, nu se elimina dispersiile, dar nu pot aparea tensiuni de incarcare mai mari ca cele stabilite, iar valorile mai mici, care ar putea sa se produca, nu vor influenta procesul, stiut fiind ca periculoase pentru suprafata piesei de prelucrat nu sunt valorile mici ale impulsurilor de curent, ci cele mari. Schema de principiu este data in Fig. 6.
Fig. 6. Circuit de descarcare RLCD; D - dioda;
restul de simboluri idem ca in Fig. 4.
Aceste circuite, cunoscute in literatura de
specialitate sub denumirea de circuite RLCD, sunt robuste, simple si capata
largi utilizari in domeniul superfinisarilor si pentru alte microuzinaje ce
reclama energii diferite. Generatoarele de relaxare produc, in general, curenti
de amplitudini mai ridicate (100 - 1000A) decat cei dati de generatoarele de
impuls si au durate de timp mai mici, de ordinul a
1 - 50s; acest lucru permite - si este recomandabil - a lucra cu piesa de
prelucrat si la polaritatea pozitiva, invers de cum se va proceda in cazul
generatoarelor de impuls (valori mici de curenti 25 - 200A, durate lungi de
timp a pulsurilor, 10 - 2000s).
Circuitul prezentat are largi utilizari in constructia generatoarelor pentru masini de electroeroziune.
Preocuparile constructorilor de echipamente au mers in continuare pe linia asigurarii unei prelucrari uniforme, cu regimuri de viteze diferite si de mare randament, cu intreruperea curentului de fiecare data dupa producerea descarcarii si temporizarea revenirii rigiditatii spatiului dintre electrozi, cu evitarea transformarii regimului de descarcari pulsate in arc, care ar putea deteriora suprafata. Astfel s-a ajuns la generatoarele de impulsuri care, ca regim de lucru si ca valori ale parametrilor, pot fi comandate cu usurinta si eleganta.
b. Generatoare de impulsuri
Generatoarele de impulsuri pentru masinile de electroeroziune au in general pentru functiile de baza o schema bloc asemanatoare, motiv pentru care se va explica functionarea pe o schema tipica data in Fig. 7a.
Fig. 7a. Generator de impulsuri. Schema bloc; TR grup
transformator - redresor;
R - rezistenta de limitare; Uo- tensiunea de gol a redresorului.
Ca parti importante deosebim: grupul transformator - redresor TR, constructie conventionala care nu pune probleme; etajul de comutare (respectiv tranzistorul P); blocul de rezistente R pentru limitarea curentului in tranzistor; schema de comanda formata din sesizorul de descarcare F, baza de timp pentru prescrierea timpului impulsului de curent ti; baza de timp pentru prescrierea timpului de pauza tp intre impulsuri; etajul de amplificare A pentru comanda tranzistoarelor de comutatie.
Daca distanta dintre electrodul - scula si piesa de prelucrat PP este suficient de mica pentru ca spatiul dintre acestea sa fie strapuns (spre exemplu 25m), iar tranzistorul P este saturat prin spatiul de lucru va circula un curent care este limitat de rezistenta R. In timp, tensiunea dintre electrozi va scadea de la valoarea tensiunii de mers in gol a redresorului U0 la Ud care este in functie de distanta dintre electrozi, in functie de caracteristicile dielectricului si ale materialului (in general 20-30V). Scaderea tensiunii de la V0 la Vd este sesizata de circuitul F (un trigger Schmitt), care va declansa circuitul pentru temporizarea duratei impulsului de curent ti.
Pentru a nu avea un regim de arc - deci scurtcircuite - se prevede in schema un circuit pentru temporizarea pauzei dintre impulsurile de tensiune tp, care se declanseaza, blocand blocul de tranzistoare P.
Fig. 7b. Diagrama de tensiuni si curenti.
Tensiunea dintre electrozi scade la zero, mediul isi reface rigiditatea dielectrica si schema este pregatita pentru o noua secventa.
Durata de pauza dintre impulsuri tp este o cerinta tehnologica si se regleaza in functie de energia descarcarii, conform tehnologiei aplicate. Ideal tp ar trebui sa fie cat mai mic pentru a asigura o viteza mare de prelucrare.
Timpul de amorsare ta nu poate fi prestabilit, el depinde de distanta dintre electrozi, de tensiunea de mers in gol a redresorului, de caracteristicile dielectricului etc.
Se observa, din diagrama curentilor (7b) ca acest tip de generator asigura impulsuri de curent egale, de mare regularitate, deci este de asteptat ca si calitatea prelucrarii sa fie excelenta.
In afara generatorului de impuls, echipamentul electric al masinilor de electroeroziune mai poate fi prevazut cu un al doilea generator - generatorul de finisare - format dintr-un oscilator de relaxare tip RLCD, ca in Fig. 8.a,b.
Fig. 8a. Generator de finisare RLCD. Notatiile din Fig. 6.
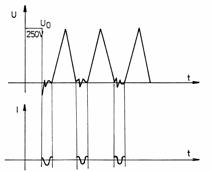
Fig. 8.b. Generator de finisare RLCD. Notatiile din
Fig. 5
diagrame de curenti si tensiuni.
Functionarea sa decurge in urmatorul mod: cand intre electrozi distanta este suficient de mare, intre acestia se va stabili tensiunea de mers in gol a redresorului. La apropierea electrozilor la o distanta de circa 25m, rigiditatea dielectrica a lichidului in care se afla electrozii devine insuficienta, se produce o descarcare dupa mecanismul descris anterior cu preluarea de material din piesa, proportional cu energia inmagazinata in condensator CU2/ Variatia curentilor si tensiunii este data in Fig. 8.b.
Cand toata energia condensatorului a fost cedata, mediul isi reface rigiditatea, condensatorul C se va incarca din nou, dioda D limitand tensiunea de incarcare. Variatia energiei descarcarilor se poate produce prin schimbarea condensatoarelor, iar frecventa lor prin schimbarea rezistentei R.
1.5. Partile constructive ale unei masini de prelucrare prin electroeroziune
Constructiv, aceste tipuri de masini au numeroase elemente comune in ceea ce priveste batiul, lanturilor cinematice, dar contin si elemente specifice tehnologiei de prelucrare. Mai mult, unii constructori isi realizeaza aceste masini pornind de la echipamente de serie carora le aduc modificarile specifice.
Fig. 9. Elementele componente ale unei masini de electroeroziune.
In general, o masina de electroeroziune, asa cum se arata in
Fig. 9, este formata dintr-un corp de baza, batiul masinii a, pe care
este dispusa cuva e, care contine masa de lucru b, cu
posibilitate de deplasare in planul x . y si pe care
este fixat suportul de care se prinde piesa de prelucrat. Cuva trebuie sa fie
etansa pentru a putea pastra dielectricul in care are loc procesul de
prelucrare a piesei. Cuva este conectata la un grup dielectric de filtrare a
dielectricului c, care-l recircula cu ajutorul unor pompe, retinand
particulele metalice rezultate din prelucrarea piesei si pompand dielectricul
regenerat spre masa de lucru.
De corpul de baza al masinii se sprijina o coloana d de care este montat capul portscula f cu ghidajul pistonului, cu mecanismul electrohidraulic si comanda servomecanisului hidraulic. Electrodul-scula poate fi masiv sau, la alte constructii de care vom aminti, poate fi sub forma de fir, cinematica masinii fiind evident alta. Intre acest electrod masiv, care are o forma specifica 'amprentei' care se doreste a se realiza in metal si acesta se vor stabili descarcari electrice, care permit ca, prin eroziunea materialului, electrodul sa inainteze in piesa precum avanseaza un corp cald intr-o bucata de ceara. Pistonul se deplaseaza pe o singura axa, dar, in cazuri speciale, se poate realiza si pivotant. Oprirea pistonului la o anumita adancime se face automat cu ajutorul unui micrometru dispus pe panoul frontal.
Partea de generator, de electronica de comanda si automatizare se gaseste intr-un dulap h, conectat masinii prin cablul g.
In momentul anclansarii masinii, pistonul care contine electrodul-scula se gaseste in partea superioara a cursei, apropiindu-se de piesa de prelucrat pana vor aparea descarcarile. Trebuie atrasa atentia asupra necesitatii de a avea o deplasare foarte fina, dat fiind ca este vorba de curse de ordinul micronilor, ceea ce presupune o hidraulica deosebit de elaborata. Deplasarile mecanice sunt strans corelate cu partea de comanda a masinii si de sesizare a descarcarilor ceea ce impune mentinerea distantei de eclatare, micsorarea sau marirea ei, in cazul aparitiei unui scurtcircuit.
Exista preocupari la unii constructori de echipamente de redare a variatiei distantei de strapungere dintre electrozi printr-o modificare a tensiunii medii a descarcarilor - si deci abaterea de tensiune ca semnal - care sa faca posibila comanda automata a avansului in functie de cantitatea de metal prelucrat sau retragerea sculei in cazul stabilirii unui scurtcircuit (pentru piesa aceasta situatie nu este periculoasa pentru ca la scurtcircuit, tensiunea scade la zero).
Randamentul cel mai bun se obtine atunci cand electrodul-scula se gaseste in acea pozitie in care se asigura continuitatea descarcarilor.
Alti constructori - si este o directie deosebit de interesanta - propun masurarea duratei amorsarii dupa fiecare descarcare.
Pentru evitarea scurtcircuitelor produse de o acumulare accidentala a particulelor conductoare erodate si aflate intre electrozi, se impune o spalare atenta si permanenta cu dielectric a spatiului de lucru.
1.6. Masini de electroeroziune cu electrod masiv
fabricate in Romania
In Romania, prin conceptie proprie - ICTCM pentru partea mecanica si ICPE pentru partea electrica - au fost realizate primele masini de electroeroziune cu electrod masiv, seria ELER; fabricarea lor este asigurata de I. Electromotor - Timisoara si I. Electrotehnica din Bucuresti. Cu performante electrice si dinamice deosebite, acestea au reprezentat o spargere tehnologica in sculariile noastre datorita productivitatii oferite si a calitatii prelucrarilor pe care le asigura.
In Tab. 1 sunt prezentate tipurile de generatoare realizate in Romania dupa o conceptie ICPE si principalele caracteristici pe care le asigura.
Tab. 1.
|
CARACTERISTICI TEHNICE |
TIP GENERATOR |
|||
|
GEP 25 MF |
GEP 50 MF |
GEP 100 MF |
GEP 100 MP |
|
|
Tensiune alimentare [V] |
3x380V |
|||
|
Putere absorbita [kVA] | ||||
|
Curent de lucru maxim [A] | ||||
|
Tensiune amorsare [V] | ||||
|
Tensiunea sursei de putere V] | ||||
|
Trepte curent de lucru [A] | ||||
|
Trepte curent amorsare [A] | ||||
|
Forma de unda a curentului |
dreptunghiulara, dreptunghiulara cu palier pieptene trapezoidala, trapezoidala cu palier pieptene |
|||
|
Domeniul
impulsului de curent | ||||
|
Domeniul pauzei |
|
|||
|
Polaritatea pe electrodul-scula | ||||
|
Numar canale prelucrare | ||||
|
Prelucreaza cu electrozi din: |
Cupru, grafit, aluminiu, alama, cu uzura minima |
|||
|
Regimuri de prelucrare |
Degrosare, semifinisare, finisare in doua trepte |
|||
|
Strategie de comanda adaptiva a regimului energetic in functie de conditiile reale din interstitiu. Generatorul GEP 100 MP lucreaza numai pilotat de GEP 100 MF pentru obtinerea curentilor de lucru mai mari de 200A. |
||||
Tab. Analiza unor solutii constructive la GEP 50 F si Charmilles D4.
|
Functia si rezolvarea data |
Generatorul elvetian Charmilles D4 |
Generatorul romanesc ELERO 1 - GEP50F |
|
Sistemul de protectie la scurtcircuit |
Testare periodi-ca a interstitiu-lui dintre elec-trozi la 40ms |
Testare a interstitiului dupa fiecare descarcare si blocare a impulsurilor de iesire - in cazuri nefavorabile - pana la disparitia scurtcircuitului |
|
Sistem de comanda avans |
Bazat pe valoarea medie a tensiunii |
Se bazeaza pe masurarea duratei amorsarii la fiecare descarcare Independent de regimul tehnologic ales (nu depinde de factorul de umplere a impulsului dintre electrozi) Viteza foarte mare de reactie a sistemului neexistand constante de integrare |
|
Filtrare dielectric |
Numai prin medii poroase |
Medii poroase, dublate de o filtrare electrostatica (30-38kV) cu o eficienta foarte buna. |
O serie de contributii originale au adus specialistii romani la dezvoltarea unor functii si regimuri pe care le ofera masinile produse de industria noastra. In special, acestea se refera la sistemele de protectie la scurtcircuit, sistemul de comanda al avansului si filtrarea dielectricului ; comparatia s-a facut intre masina romaneasca ELER 01 - GEP 50F cu o masina elvetiana de inalta performanta, existenta si in dotarea unor fabrici, masina Charmilles D4. Analiza este prezentata in Tab.
1.7. Elemente tehnologice specifice prelucrarii prin electroeroziune
a. Regimuri de uzinare
Se intelege prin regim de uzinare modul in care se aplica descarcarile erozive. Parametrii care fixeaza energia individuala a descarcarilor, curentul de varf, durata de impuls si polaritatea, valoarea capacitatii si tensiunii de incarcare stabilesc si regimurile de uzinare. Generatoarele actuale sunt in masura sa asigure precizii de uzinare de ordinul a 5% din distanta de eclatare, ceea ce in regim de finisare corespunde la 1-2m.
Rezultat al actiunii descarcarilor, in piesa uzinata apar cratere de forma unor calote sferice al caror volum si adancime depind de energia descarcarii. Aspectul suprafetei prelucrate prin electroeroziune prezinta o mare omogenitate si o lipsa a striatiunilor intalnite la prelucrarile clasice. Suprafata are un aspect mat, datorita craterelor ce se stabilesc prin prelucrare. Daca, la metodele conventionale de prelucrare, structura metalului se poate modifica, la aceasta tehnologie, datorita localizarii energiei de prelucrare pe zone reduse (craterul), nu se intampla nimic care sa dauneze calitatii piesei. Finisarea ce urmeaza dupa o operatie de ebosare face sa dispara si usoarele modificari ale stratului vecin suprafetei uzinate.
Merita a fi remarcat faptul ca detensionarea pieselor calite prin prelucrarile cu masini conventionale nu se intampla in cazul utilizarii electroeroziunii.
b. Viteza de uzinare
Viteza de uzinare este proportionala cu intensitatea curentului de uzinare; vitezele mari corespund unor descarcari de mare intensitate; o descarcare de scurta durata, dar de amplitudine mare, va produce un volum mai mare de metal topit decat una de valoare mai mica, dar mai lunga in timp din cauza bilantului termic si a proceselor ce se produc in coloana de descarcare. Multi cercetatori considera ca exista o durata optima a impulsului pentru diversele prelucrari specifice.
Unele lucrari propun ca viteza de uzinare specifica cantitatea de material extras prin prelucrare din piesa uzinata in unitatea de timp si pe amper. Alti cercetatori socotesc ca viteza este data de avansul elec-trodului in piesa, de ordinul a ¼ - 1/5mm de material erodat pe minut.
Debitul unei masini este de ordinul a 7500mm3/min sau de 3,5kg material erodat pe ora, ceea ce reprezinta o cifra ridicata, neasigurata prin nici o alta tehnologie.
c. Lichide de uzinare
Utilizarea unor lichide cu functie de dielectric si mediu de racire este recomandata pentru faptul ca, spre deosebire de gaz, unde descarcarea difuzeaza, energia este concentrata si extragerea materialului din piesa de uzinat se face cu un bun randament.
Lichidul de uzinare trebuie sa indeplineasca urmatoarele conditii:
sa prezinte o rigiditate dielectrica ridicata si sa aiba o buna capacitate de racire;
sa produca putin gaz sau fum atunci cand lichidul este solicitat termic prin descarcarile de electroeroziune;
sa fie fluid si sa dispuna de o buna "capacitate de udare" pen-tru a putea patrunde in spatiile mici dintre electrod si scula;
sa nu-si modifice continutul, formand reziduuri care sa alcatuiasca punti conductoare intre electrozi;
sa constituie mediul de transport al reziduurilor din zona de prelucrare si sa le indeparteze din spatiul de lucru;
sa fie chimic neutru, sa-si pastreze un timp proprietatile si sa nu atace piesa, electrodul sau piesele masinii;
sa aiba temperatura mare de inflamare si sa nu degaje miros sau vapori nocivi;
sa aiba pret accesibil.
Cateva lichide, utilizate in prelucrarile prin electroeroziune, sunt date in Tab. 3.
Unele cercetari arata ca rugozitatea piesei depinde, in mare masura, de proprietatile lichidului dielectric si de capacitatea sa de a patrunde intre electrozi. Cele mai mici rugozitati (2,5 - 2,7m) s-au obtinut utilizand apa distilata si alcool, in timp ce, in cazul folosirii unor uleiuri, aceasta valoare era cuprinsa in zona 3 - 5,4m.
Tab. 3. Lichide de lucru utilizate la prelucrarea prin electroeroziune.
|
Mediu |
Avantaje |
Dezavantaje |
Domenii de aplicare |
|
|
Natura |
Denumirea | |||
|
Anorganic |
Apa distilata |
Intensificarea procesului de incarcare la generatoarele RC. Murdarirea minima a spatiului de lucru cu produse de piroliza. Evacuarea produselor de eroziune prin convectie cu H2 si O Nu carbureaza suprafata. Exploatare buna, pret de cost redus |
Necesitatea unor
generatoare de impulsuri specializate. |
Prelucrarea materialelor semiconduc-toare |
|
Organic |
Apa industriala, solutii si suspensii apoase |
Murdarie minima a
spatiului de lucru. Pret cost redus. |
Imbatranirea rapida. Consum mare de energie si corodarea supra-fetei prelucrate datorita proceselor electrochimice |
Prelucrari de degrosare |
|
Petrol lampant |
Formarea peliculelor protectoare de grafit cristalin pe suprafata electrodului. Evacuarea favorabila a produselor eroziunii |
Murdarirea lichidului dielectric cu cenusa fin dispersata. Inflamabilitate |
Prelucrari de degrosare si finisare cu orice tip de generator de impulsuri |
|
|
Alcooli: etilic, metilic, butilic |
Murdarirea redusa a spatiului de lucru |
Punct de inflamabilitate coborat |
Prelucrari de precizie de lucru mici |
|
|
Mixt |
Emulsii uleioase |
Prelucrari de degrosare |
||
Viscozitatea lichidului are un rol important, cresterea rugozitatii cu vascozitatea dielectricului explicandu-se prin modificarea frontului descarcarii datorita schimbarii parametrilor hidrodinamici ai lichidului dielectric.
In Fig. 10 este data variatia rugozitatii Ra in functie de viscozitatea dielectricului dintre electrozi.
Fig. 10. Variatia rugozitatii Ra in functie de viscozitatea dielectricului dintre electrozi.
d. Materialul electrozilor
Are un rol important in procesul tehnologic, cerandu-i-se asigurarea unui numar important de caracteristici:
sa prezinte punct de topire si fierbere ridicat;
sa permita o buna stabilitate a prelucrarii;
sa prezinte o conductivitate si rezistenta mecanica ridicate;
sa permita transferul unei puteri electrice mari in spatiul de lucru;
sa permita o prelucrare la fel de precisa pentru un numar cat mai mare de materiale ce urmeaza a se uzina;
sa dispuna de o buna rezistenta mecanica si sa fie totusi usor prelucrabile (de multe ori insasi realizarea electrozilor este o problema),
sa aiba pret de cost redus.
Materialele cele mai intalnite pentru constructia electrozilor sunt: cuprul si alama, aluminiul si aliajele sale, wolframul si molibdenul, pulberile de W - Cu, W - Ag, Mo - Cu, fonta, grafitul.
Cele mai bune sunt: cuprul electrolitic si aliajele sale (in special pe baza de Cr si Te), grafitul, Cu - W, carbura de wolfram.
Criteriile ce dicteaza alegerea unui sistem de electrozi sunt urmatoarele:
uzura slaba;
asigurarea regimului de viteza dorit pentru prelucrare.
Dupa Marty - Laracine, se apreciaza ca materialele care
au produsul constantelor termice ![]() si
si ![]() simultan ridicat ofera
rezistente la uzura bune. Cu cat regimul de lucru se va desfasura la frecvente
de descarcari mai reduse, durata de viata a electrozilor va fi mai ridicata.
simultan ridicat ofera
rezistente la uzura bune. Cu cat regimul de lucru se va desfasura la frecvente
de descarcari mai reduse, durata de viata a electrozilor va fi mai ridicata.
Tab. 4. Materiale posibil a fi alese pentru realizarea electrozilor.
|
Material |
C |
r |
l |
a |
q |
qS |
rCqS |
lqS a |
Aluminiu | ||||||||
|
Argint | ||||||||
|
Cupru | ||||||||
|
Fier | ||||||||
|
Molibden | ||||||||
|
Nichel | ||||||||
|
Aur |
| |||||||
|
Wolfram | ||||||||
|
Zinc | ||||||||
|
Grafit | ||||||||
|
Grafit cupru |
q - temperatura de topire; rCqS lqS a produse specifice; C-caldura specifica cal/0C; r - masa specifica, gr./cm3;
![]() - conductibilitatea
termica, cal/cm.sec.0C; a- difuzibilitatea termica; qS temperatura de fierbere.
- conductibilitatea
termica, cal/cm.sec.0C; a- difuzibilitatea termica; qS temperatura de fierbere.
In Tab. 4 sunt date caracteristicile catorva materiale ce pot fi utilizate, de unde si optiunile in functie de conditiile enuntate mai sus.
Rezulta din analiza datelor din tabel ca Ag, Cu, W, grafitul ca si pseudoaliajele realizate cu aceste materiale de baza sunt de preferat.
Din analiza tabelului rezulta - luand in considerare si criteriul cost - ca desi exista un numar ridicat de materiale ce ar putea fi alese, ratiuni de cost impun ca optiuni: Cu, W.
Facem observatia insa ca aceasta alegere este facuta doar din punct de vedere al caracteristicilor termice si nu trebuie sa uitam si de celelalte conditii care trebuie indeplinite; rezistivitatea, proprietati mecanice etc., care pot justifica, prin aceasta, necesitatea de cautare a unui optim si alegerea si a altor materiale.
Trebuie retinut, de asemenea, ca uzura electrozilor este mai mare in cazul impulsurilor de amplitudine ridicata, chiar daca durata lor este mai redusa. Descarcari de mica intensitate, dar de durata mai mare nu afecteaza, in aceeasi masura, calitatea electrozilor.
Spalarea electrozilor poate influenta esential gradul de uzura, in sensul ca o spalare violenta sau lipsa acesteia poate conduce la cresterea uzurii, motiv pentru care masinile moderne sunt dotate si cu elemente de reglaj a spalarii.
e. Efectul polaritatii aplicate pe electrozi
Fenomenul de producere a descarcarii electrice intre cei doi electrozi afecteaza practic suprafata ambilor. Se cauta insa ca prin regimul de lucru (durata impulsurilor, polaritatea etc.), volumul materialului erodat sa fie maxim pe piesa de prelucrat si minim pe electrodul-scula. Aceasta pentru a nu afecta scula si pentru a asigura o productivitate ridicata a procedeului.
Electroeroziunea este un produs asimetric datorita faptului ca de pe electrozi nu se indeparteaza aceeasi cantitate de material.
Datorita polaritatii, materialul indepartat de pe fiecare din cei doi electrozi poate fi diferit, chiar daca electrozii sunt din acelasi material. Efectul s-a numit de polaritate si se datoreste repartizarii variabile a energiei termice intre anod si catod, in functie de durata impulsului.
In primul moment, energia pe anod este mare, dar apoi scade, consumul corespunzator de material mare la anod transferandu-se de la anod-catod, pe masura ce creste durata impulsului. Incalzirea este mai rapida la anod, deoarece electronii sunt mai rapizi decat ionii pozitivi, iar incalzirea eficienta a catodului se face cu o intarziere de 5-30s, in functie de material. Daca se va intrerupe descarcarea in limita acestui timp, se va indeparta material doar de la anod, neafectand electrodul-scula.
Daca se prelungeste descarcarea, incepe indepartarea de material de la anod si dincolo de o anumita limita, aceasta este preponderenta din cauza energiei mari antrenata de ionii pozitivi. Din aceasta analiza, rezulta cateva elemente de care trebuie sa se tina seama:
a) in regimuri de degrosare, pentru impulsuri de o singura polaritate, se va aplica polaritatea pozitiva pe electrodul-scula, indiferent de material si negativa pe electrodul piesa;
b) pentru regimurile de finisare si de prelucrare a materialelor dure, se va aplica polaritatea negativa pe electrodul-scula si pozitiva pe piesa de prelucrat;
c) in alegerea regimului de lucru, operatorul trebuie sa aleaga intre productivitatea mai mica si uzura redusa a electrozilor sau uzura sculei, in conditiile unei productivitati ridicate. Eventual, un compromis intre acestea;
d) stabilirea unor regimuri variabile, incepute cu curenti mari, durate scurte - circa 25 - 30% din timp si continuat cu curenti mici, dar cu impulsuri de durata mai mare, poate ameliora procesul de uzura a sculelor;
e) atunci cand se va lucra cu generatoare de relaxare, intrucat acestea asigura curenti ridicati (100 - 1000A) si pulsuri de durate scurte (0,1 - 50s), piesa de prelucrat va fi legata la polaritatea pozitiva.
Asigurarea acestor regimuri de functionare la masinile foarte pretentioase - si este o tendinta a ultimilor ani - se face prin aplicarea tot mai sustinuta a logicii statice si a microprocesoarelor.
In Fig. 11 se prezinta o schema bloc pentru o asemenea comanda care prevede utilizarea unui bloc de tiristoare care aplica electrodului-scula o serie de impulsuri dupa o secventa data, condusa de un sistem logic de aprindere a acestora dupa un control al frecventei si al latimii acestor impulsuri.
Elementul deosebit, pe care il ofera schema, se refera la faptul ca piesa de prelucrat este izolata de pamant, iar curentul de descarcare trece prin rezistenta R, tensiunea culeasa de pe aceasta fiind semnalul care amplificat comanda avansul electrodului sau departarea sa in cazul scurtcircuitului. Indiscutabil ca functiile masinii, regimurile ei si restrictiile justifica si economic introducerea unui microprocesor.
Fig. 11. Schema bloc de comanda a masinii de prelucrare prin electroeroziune cu elemente de logica si comutatie statica.
1.8. Domenii de aplicatii ale electroeroziunii
Procedeul tehnologic prezentat permite realizarea unor piese de forma complicata, detalii ale masinilor hidraulice, piese cu profil foarte complicat, care prin alte procedee conventionale nu se pot obtine la nivelul calitativ impus.
Aplicatii deosebite capata acest procedeu in prelucrarea unor metale si aliaje dure pentru obtinerea unor piese complexe utilizate in constructia de masini pentru scule si stante, in tehnica aerospatiala si nucleara, in industria automobilului.
Practic, se poate afirma ca astazi productivitatea sculariilor din orice industrie prelucratoare a crescut cu peste 40 - 50% prin introducerea acestei tehnologii. Cat despre calitate, faptul ca se poate realiza prin prelucrare un numar identic de piese si toate sa fie realizate la acelasi nivel calitativ si de tolerante, este un fapt de deosebita importanta ce va generaliza si mai mult procedeul. In afara unor gauri si profile speciale, se pot realiza suprafete prelucrate foarte fin fara a mai fi nevoie de alte prelucrari, de slefuiri speciale, de adanciri, de debavurari, de lustruiri, de taieri de contururi bidimensionale.


a) b)


c) d)
Fig. 1
In Fig. 1a,b,c, sunt prezentate o serie de aplicatii ale proce-deului pentru realizarea unor piese. Tendinta de utilizare a acestor tipuri de masini este intr-o crestere exploziva fata de masinile conventionale, justificat de largile posibilitati tehnice pe care si economic le ofera.
PRELUCRARI DE METALE CU ECHIPAMENTE DE ELECTROEROZIUNE CU ELECTROD FILIFORM
1. Schema bloc a unui echipament de electroeroziune cu electrod filiform
In subcapitolul 1, s-a analizat principiul de functionare si constructia unor echipamente de electroeroziune cu electrod masiv.
Un caz particular al prelucrarii prin electroeroziune il constituie echipamentele cu electrod filiform, care, fata de sistemele cu electrod masiv au posibilitatea ca, utilizand acelasi tip de descarcari, sa poata executa programat taieri pe contur. Electrodul-scula va fi, in acest caz, un fir subtire de 0,15 - 0,3mm din cupru calibrat sau alama, otel, wolfram sau molibden de la care se initiaza descarcarile ce vor eroda materialul.
Fig. 13. Schema bloc a unui echipament de electroeroziune cu electrod filiform.
In Fig. 13, este prezentata schema bloc a unui echipament de electroeroziune cu electrod filiform.
Sursa de descarcari (G) este un generator RC sau un generator de impulsuri dreptunghiulare scurte; acelasi generator are inclus si sistemul de comanda al avansului (SA), care dupa informatiile culese din interstitiu si compararea acestora cu datele din blocul de control numeric al conturarii CNC comanda mecanismele electromecanice de avans MA pe axele X si Y, de obicei doua motoare pas cu pas. Trebuie aratat ca precizia conturului pe care il va executa firul este determinata de echipamentul numeric de conturare, de precizia geometrica de deplasare a mecanismelor pe axele X, Y (jocuri, ghidaje etc.) ca si de sistemul de derulare a firului, actionat de motoarele M.
Descarcarile electrice ce vor eroda materialul se aplica intre electrodul fir E si piesa de prelucrat PP; datorita uzurii pe care o provoaca eroziunea electrica, firul se deplaseaza continuu pentru ca scanteile sa apara mereu in alta zona a sa.
Daca la primul tip de echipament, in general, nu erau probleme cu evacuarea reziduurilor metalice din zona de lucru, in cazul electroeroziunii cu fir, din cauza interstitiului mic si a taieturii inguste ce ramane in urma firului, reziduurile nu pot ramane in spatiul de lucru fara a exista pericolul de aparitie a unor scurtcircuite. Pentru a evita acest lucru, se utilizeaza ca dielectric apa deionizata, special pregatita intr-un grup dielectric al masinii, care asigura in mod continuu dirijarea unui jet de apa in zona de lucru (un mediu cu rasini schimbatoare de ioni).
Sistemul de antrenare a firului (M)
Dispozitivul de antrenare a firului si firul insusi constituie un subansamblu al masinii, de a carui buna functionare depind productivitatea si precizia conturarii. Trebuie mentionat ca, pe langa uzura la care este supus firul in zona de prelucrare, se semnaleaza si densitati de curent ridicate care pot conduce la incalzirea firului si ruperea acestuia.
Intinderea firului trebuie sa fie corect facuta si continuu controlata pentru a se evita abaterile de la conturul programat.
In Fig. 14, este prezentata o schema de ghidare a firului si fortele care apar in cadrul procesului. Intre piesa de prelucrat 1 si firul 2 - electrozii sistemului - este aplicata sursa de tensiune la polaritatea din figura.
Firul, care este electrodul de lucru, trebuie sa ajunga la suprafata piesei de prelucrat cu sectiunea nedeformata, perfect intins, fara ovalizari, pentru a permite o executie corecta a conturului.
Pentru aceasta, in schema se dispun dispozitivele de ghidare DG 3 realizate din materiale dure (safir), asa incat firul sa fie ghidat prin sprijinirea in mai multe puncte. Prin aceasta se vor evita si oscilatiile laterale care ar putea produce neregularitati ale traseului si scurtcircuite parazite.
Fig. 14. Schema de ghidare a firului.
In zona de prelucrare, asupra firului se executa cateva forte care trebuie corect stapanite:
forte de natura mecanica, Fp, datorita formarii de bule de gaz, exploziilor in timpul procesului, feonomenelor din interstitiu, forte care tind sa-l scoata din traseul prescris;
forte de natura electrica, Fe, datorita condensatorului reprezentat de sistemul fir - placa, care tind sa apropie cele doua armaturi (deci opuse ca sens fortelor mecanice);
forte de intindere, F1, care tind sa mentina firul coliniar cu dispozitivele de ghidare.
Este evident ca pozitia firului va depinde de echilibrul acestor forte. Pentru a pastra traseul riguros prescris pentru fir, se actioneaza in urmatoarele directii:
micsorarea fortelor electrostatice Fe sa se faca prin micsorarea valorii medii a impulsurilor de tensiune aplicate in interstitiu, cum se si face in ultimul timp, prin utilizarea generatoarelor de impuls dreptunghiulare cu nivel de amorsare ridicat;
cresterea fortelor de intindere in fir, F1 prin utilizarea altor materiale care sa permita acest lucru, in speta alama.
Prin aceste masuri, firului i se pastreaza traseul prescris, productivitatea este asigurata, iar calitatea de executie a conturului este cea impusa. Sistemul de conducere a firului este deosebit de complex, asa cum rezulta si din analiza traseului evidentiat in Fig. 14.
3. Sistemul de comanda a avansului tehnologic (SA)
Rolul sistemului de comanda a avansului tehnologic este de a mentine acea distanta intre fir - piesa care sa permita o frecventa maxima a descarcarilor si evacuarea produselor rezultate din prelucrare; viteza comandata este o consecinta a regimului tehnologic ales si se schimba in functie de informatiile date de un parametru traductor al interstitiului - valoarea medie a tensiunii dintre electrozi - la fel ca la echipamentele de electroeroziune cu electrod masiv.
Aceasta valoare medie a tensiunii dintre electrozi pentru un generator RC comandat este data de o relatie de tipul:
unde: U10 - tensiunea de mers in gol a generatorului; t0 - semiperioada impulsurilor de comanda; RC - constanta de timp a circuitului de putere al generatorului.
Se constata variatia neliniara a valorii medii datorita constantei de incarcare a condensatorului C si frecventei de lucru a circuitului de comanda a tranzistorului la constante de timp mici, ceea ce va impune practicarea de corectii, in functie de regimul tehnologic pentru prelucrare prin valorile R si C.
Schema bloc a unui sistem de comanda a procesului,
folosind ca traductor al interstitiului valoarea medie a tensiunii, este data
in Fig. 15.
Fig. 15. Schema bloc a sistemului de comanda a procesului,
folosind valoarea
medie a tensiunii ca traductor al interstitiului.
In general, un contur programat pentru prelucrare se realizeaza pe baza comenzii pe care blocul de control numeric al conturarii (CNC) il transmite mecanismelor de avans pe cele doua axe, respectiv motoa-relor pas cu pas prin blocul SCMpp, veghind ca intre fir si piesa sa existe un interstitiu corespunzator unei corecte functionari. Aceasta comanda este conforma cu instructiunile prevazute in program privind traiectoria traseului, viteza de deplasare, pastrarea unei egalitati intre viteza de deplasare a firului si viteza de prelevare a materialului din piesa.
La aparitia unor abateri ale valorii tensiunii medii in procesul de prelucrare - pentru ca tensiunea medie este traductorul din interstitiu care creste la cresterea interstitiului si scade la reducerea sa - vor trebui efectuate corectiile necesare.
Practic, schema va functiona astfel: generatorul de tensiune al echipamentului de electroeroziune cu fir produce intre acesta si piesa de prelucrat impulsurile necesare prelucrarii. Impulsurile de tensiune dintre cei doi electrozi sunt mediate prin blocul u/U, valoarea medie reala fiind comparata cu cea fixata de operator (Us1) conform diagramei tehnologice pentru regimul ales pentru prelucrare. Motoarele pas cu pas de pe cele doua axe sunt actionate conform conturului programat prin echipamentul CNC, pe baza unui tren de impulsuri modulate in frecventa, furnizate de convertorul de tensiune - frecventa U/f.
Daca exista o diferenta intre valoarea medie a tensiunii din interstitiu si cea fixata in functie de regim, comparatorul 1 o semnaleaza, iar sumatorul 2 furnizeaza tensiunea Us2 care moduleaza in frecventa un tren de impulsuri ce va comanda motoarele pas cu pas, corectand viteza de avans incat valoarea medie a tensiunii de lucru sa ramana la valoarea proportionala cu Us1 stabilita de operator.
4. Domenii de aplicatii
Masinile de electroeroziune cu electrod filiform constituie astazi masini de baza in dotarea sculariilor. Ele reusesc sa completeze domeniile acoperite de masinile de electroeroziune cu electrod masiv, cu o serie de aplicatii deosebit de complexe, acelea de a prelucra dupa contur. Prin aceasta, apare posibilitatea executiei unor profile complicate, necesare in special in domeniul mecanicii fine, a electrotehnicii, a sculelor de mici dimensiuni.
Lasand la o parte productivitatea si calitatea buna care sunt generale pentru toate aplicatiile, exista unele domenii la care rezolvarea unor probleme tehnice conduce la scurtari spectaculoase de timp. Un exemplu il constituie micromasinile electrice la care pentru prototipuri, executarea unor tole speciale de mici dimensiuni de ordinul sutelor de microni pot fi realizate direct - ca pachet de tole - permitand realizarea circuitelor magnetice ale micromotorului fara a fi nevoie pentru faza de prototip de stante, greu de realizat si care necesita ca timp de executie luni.
Ele urmeaza sa se faca de abia dupa etapa de verificare a solutiilor cand toate elementele sunt clarificate, iar documentatia data pentru scula este sigura. Utilizarea in ICPE a acestei tehnici a permis spectaculoase reduceri de timp in asimilarea unor micromotoare speciale pentru automatizari.
In Romania, rezultat al colaborarii dintre ICTCM, ICPE - IPA si Uzinele ELECTROTIMIS - Electrotehnica, a fost asimilata seria de masini de electroeroziune cu fir - tip ELEROFIL, care au intrat in dotarea industriei romanesti inca din anul 1980. In Fig. 16 este prezentat un echipament de electroeroziune cu fir, realizat in Romania la Electrotimis.

Fig. 16. Masina de electroeroziune cu fir ELEROFIL realizata la Electrotimis.
In Fig. 17 se prezinta o masina de electroeroziune cu fir realizata de firma Charmilles (a) si un detaliu care se refera la cinematica firului.
Electroeroziunea cu fir este o tehnologie neconventionala de performanta, cu tendinte de aplicare in cele mai variate domenii de prelucrare, cu largi posibilitati de completare a functiilor: prelucrari de pachete de piese cu aceeasi precizie, prelucrari dupa anumite simetrii, profile complexe, ceea ce lasa sa se intrevada o extindere continua a aplicatiilor.

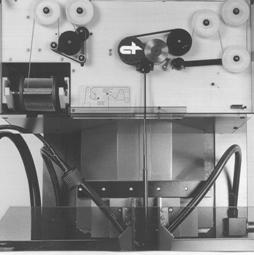
Fig. 17. Masina de electroeroziune cu fir Charmilles si sistemul de antrenare a firului.
METODE DE PRELUCRARE A METALELOR PRIN EROZIUNE ELECTROCHIMICA
3.1. Date generale
Prelucrarea electrochimica isi are originea in principiul electrolizei pus in evidenta de Faraday. Conform acestui principiu, daca metalul ce se doreste a fi prelucrat este pus la anod, iar electrodul-scula la catod, intre ele fiind dispus un electrolit constituit in general dintr-o solutie apoasa de saruri, la aplicarea tensiunii de c.c., metalul de la anod este consumat, materialul desprins deplasandu-se in solutie sau depunandu-se pe catod.
Desi noua, metoda a capatat largi domenii de utilizare , realizandu-se echipamente complexe de prelucrare, care ofera fata de echipamentele clasice productivitati mai mari si suprafete prelucrate de 'calitate superioara'. Trebuie mentionat, de asemenea, faptul ca se pot scoate piese la cota finala fara a mai fi nevoie de alte prelucrari si ca in piesa uzinata lipsesc tensiunile superficiale rezultate dintr-o transformare structurala a piesei in timpul procesului.
3. Principiul prelucrarii prin eroziune electrochimica
Presupunand cei doi electrozi legati la bornele unei surse de c.c. ca in Fig. 18 si cufundati intr-o solutie apoasa de saruri (NaCl sau NaNO3 care contine ioni negativi A¯ si pozitivi B+) se constata ca la inchiderea circuitului, ionii vor migra spre electrozii de semn contrar. In analiza procesului trebuie luati in considerare si ionii rezultati din disocierea moleculelor de apa OH¯ si H+ si de dizolvarea anodica a metalului, adica trecerea sa in solutie. Reactiile care se pot stabili intre cei doi electrozi pot fi dupa cum urmeaza.
Se observa ca la fiecare electrod sunt posibile trei feluri de reactii care se pot desfasura simultan sau - prin variatia conditiilor de lucru (curent, temperatura, concentratia solutiei, pH, agitare etc.) - numai dupa una din ele. Pentru cazul prelucrarii electrochimice a metalelor, spre exemplu, este necesar sa se dirijeze procesul de elec-troliza astfel incat la anod sa se desfasoare in proportie cat mai mare reactia de tip 3 (de care depinde randamentul operatiei), iar la catod reactiile de tip 1' sau 2' si evitandu-se 3', mai ales in cazul prelucrarilor dimensionale, care reclama mentinerea constanta a profilului catodului-scula.
Fig. 18. Schema de principiu al procesului
electrochimic; 1) anod; 2) catod;
3) electrolit; A¯ si B+ - ionii obtinuti prin disocierea
electrolitului; E - campul electric ce se stabileste intre electrozi; R -
rezistenta variabila; V - voltmetru.
- la anod 1.
A- - e ![]() Ao (descarcarea anionului)
Ao (descarcarea anionului)
(reactii de
OH-- e ![]() OH (degajare
de oxigen)
OH (degajare
de oxigen)
oxidare) ![]() 2
OH
2
OH ![]() H2O + 1/2 O2
H2O + 1/2 O2
3.
Me - e ![]() Me (trecerea
metalului in solutie)
Me (trecerea
metalului in solutie)
- la catod 1'.
B+ + e![]() Bo (descarcarea
cationului
Bo (descarcarea
cationului
(reactii de 2'.
H+ + e ![]() H (degajare
de hidrogen)
H (degajare
de hidrogen)
reducere) 2
H ![]() H2
H2
3'.
Me+ + e![]() Me (depunere
de metal)
Me (depunere
de metal)
Pentru un proces anodic reprezentat de o reactie de tip 3, cantitatea de metal mt dizolvata de curentul I(A) in timpul t (ore) este data de relatia:
mt = K I t [g] (Legea lui Faraday) (11)
Coeficientul K, denumit echivalentul electrochimic, este o marime caracteristica fiecarui metal si reprezinta cantitatea de metal dizolvata la anod atunci cand trece un curent de 1A, timp de o ora.
Datorita fenomenelor secundare din procesul de electroliza - pierderi datorita rezistentei electrolitului si reactiilor parazite de tipul 1 sau 2 - cantitatea de metal efectiv dizolvat mef este mai mica decat cea rezultata prin legea lui Faraday mf incat randamentul procesului se poate exprima prin relatia:
 [%] (12)
[%] (12)
Aceeasi relatie poate fi exprimata in energii sub forma:
 (%) cu Wp< Wt (13)
(%) cu Wp< Wt (13)
unde:
Wt - energia teoretica;
Wp - energia practic utilizata;
Ut si Up - tensiunea teoretica si practica masurata in baie;
It si Ip - curentul conform legii lui Faraday si cel stabilit in baie.
Daca principiul prelucrarii electrochimice este relativ simplu, utilajele bazate pe acesta sunt deosebit de complexe, in special in ceea ce priveste realizarea surselor de curent, care ating valori pana la 50.000A (c.c.) si introducerea sub presiune a electrolitului (10 - 70atm) in interstitiul redus de cativa m dintre catod si anod, ceea ce conduce la constructii tip cheson.
Deplasarea electrozilor trebuie sa fie constanta si lina, iar distanta dintre acestia sa se pastreze egala conform programului realizat de schema de automatizare a masinii. Atentie deosebita trebuie acordata filtrarii si regenerarii electrolitului, stiut fiind ca in timpul procesului materialul desprins si arderile pot strica conductibilitatea lichidului. Viteza de curgere a electrolitului fiind in stricta dependenta de densitatea curentului, masinile sunt prevazute cu pompe de debit mare (sute de m/sec).
3.3. Tehnologii bazate pe principiul eroziunii electrochimice. Operatii de prelucrare posibile
Aceste tehnologii permit obtinerea unor prelucrari de precizie care nu se pot obtine prin procedeele mecanice clasice; de asemenea, ofera o mare productivitate datorita capacitatii inalte de eroziune prin dizolvarea anodica a materialelor. Dezvoltarea in continuare a acestor tehnici va depinde in mod decisiv de modul in care se va mari precizia. In orice caz, pentru anumite domenii, masinile bazate pe acest principiu ocupau deja la sfarsitul anului 2000 un procent important, cum este cazul constructiei de masini hidraulice si aerospatiale, domenii de aplicare ideale pentru tehnologiile electrochimice (forma pieselor, materialului si numarul lor).
a) Gaurirea electrochimica
Exista echipamente specializate destinate acestei operatii de practicare a unor cavitati in piese metalice. Electrodul-scula de tip tubular si cu partea frontala de forma cavitatii ce se doreste a se obtine este pus la potentialul negativ al sursei de c.c., piesa supusa prelucrarii fiind anodul. Electrolitul circula prin catodul tubular si antreneaza din locul prelucrarii materialul metalic.
In Fig. 19, este prezentat succint principiul, atragand atentia asupra faptului ca distanta dintre electrozi este de ordinul 0,1 - 0,5mm. Daca tensiunea pe electrozi este de ordinul a 10 - 25V, curentul necesar procesului este de 10 - 50000A, ceea ce permite obtinerea unor viteze de prelevare a materialului de 2 - 3000m/min.cm2 si o calitate a suprafetei Ra de 6,3 - 0,8.
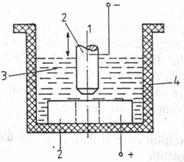
Fig. 19. Schema de principiu a gauririi
electrochimice; 1) electrod scula,
2) piesa de gaurit (anod); 3) piesa suport; 4-5) intrarea si iesirea
electrolitului;
6) orificiul obtinut prin prelucrare.
Catozii se executa in general din materiale electroconductoare rezistente la agentii corosivi: oteluri inox, aliaje speciale, cupru, alama, bronzuri, aliaje de aluminiu. De precizia formei geometrice a sculei depinde precizia prelucrarii obiectului supus coroziunii.
Multe echipamente sunt prevazute cu posibilitati de realizare a unui sistem multiplu de electrozi pentru practicarea unor gauri de forma mai complicata si pentru cresterea productivitatii.
In varianta, se executa masini destinate si taierii pieselor, in care situatie, electrodul executa o miscare de deplasare fata de piesa. Pentru sectionare se foloseste o placa de taiat sau o sarma manevrata cu un ferastrau panglica. Comanda numerica a miscarii relative dintre elec-trod si piesa permite sectionari atat bidimensionale, cat si tridimen-sionale.
b) Strunjirea electrochimica
In ultimii ani numeroase cercetari au fost dirijate spre realizarea unor echipamente de strunjire pe principiul electrochimic.
Piesa ce urmeaza a fi prelucrata se roteste in jurul unei axe care este perpendiculara pe directia avansului electrodului, incat piesa poate fi prelucrata printr-o singura operatie pe intreaga lungime.
Diversele constructii de strunguri asigura in principiu izolarea arborelui in miscare, fata de electrolit, prin carcase realizate in general din material plastic, fibre de sticla etc.
Piesele strunjite prin acest procedeu ofera suprafete curate, nesesizandu-se tensiuni superficiale sau urme de prelucrare mecanica.
Electrozii utilizati la strunjirea electrochimica pot fi tubulari sau plati; la cei tubulari electrolitul curge prin interiorul acestora, pe cand la electrozii plati , el este pompat in spatiul activ prin ajutaje.
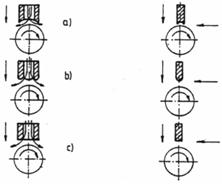
Fig. 20. Forme de electrozi tubulari utilizati in
procese de strunjire;
a) suprafata concava; b) convexa; c) plata.
In Fig. 20, se dau cateva tipuri de electrozi utilizati in procese de strunjire.
Suprafata activa a electrozilor poate fi concava, convexa sau plana. Electrozii cu suprafata activa concava sunt potriviti atunci cand raza de curbura a suprafetei active este egala cu raza piesei de prelucrat, situatie insa intalnita doar scurt timp, pentru ca diametrul piesei scade continuu pe masura prelucrarii. Cand razele de curbura nu sunt egale, densitatea curentului creste la marginile electrodului si apar scurtcircuite care deterioreaza electrodul si piesa prelucrata, iar la electrozii tubulari cu suprafata activa plana se poate ajunge la scurtcircuite in zona colturilor, in timp ce la cei de forma convexa posibilitatea de aparitie este redusa.
Ca electrolit de lucru, rezultate bune da acela constituit din 8% NaCl si 12% NaNO3 in solutie apoasa; otelurile prelucrate sunt cu suprafete bine polizate la care adancimea medie a asperitatilor este de ordinul 0,05 - 0,1m.
c) Eroziunea electrochimica abraziva
Procesul se produce datorita desfasurarii simultane in timp a unui proces de eroziune electrochimica anodica (proces dominant) insotit de o depasivare fortata mecanica prin intermediul unui disc abraziv electroconductor.
Ca totul sa decurga normal, trebuie sa se asigure o presiune p corespunzatoare de contact intre scula si piesa si o miscare relativa intre cei doi electrozi caracterizata printr-o viteza specifica v. Principiul este dat in Fig. 21.
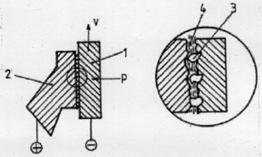
Fig. 21. Principiul eroziunii electrochimice abrazive; 1) discul electroconductor (catod); 2) piesa de ascutit (anod); 3) granule de diamant; 4) asperitati de prelucrat.
Granulele de diamant au un rol dublu: ajuta desprinderea materialului de pe piesa anod, reactivand anodul prin indepartarea peliculei anodice formate si creeaza, in acelasi timp, interstitiul izolant dintre electrozi printre care circula electrolitul. Nu trebuie neglijata nici pelicula anodica insolubila izolanta ce se produce si care creeaza izolatia dintre electrozi.
Procedeul capata o larga raspandire pentru ascutirea fetelor active ale sculelor aschietoare cu placute din carburi metalice, oferind o productivitate de cateva ori mai mare fata de ascutirea abraziva; de asemenea, calitatea suprafetei este mai buna, iar piesa nu se incalzeste.
La aliaje dure, procedeul ofera o productivitate ridicata care ajunge la 300 - 500mm3/minut la o sectiune de 1cm2, realizand si un luciu oglinda al suprafetei (Ra= 0,05 0,2m).
d) Profilarea unor piese
In cazul in care se doreste realizarea unor piese cu un profil spe-cial (roti, biele, palete de turbine etc.), exista masini de mare productivi-tate, bazate pe acelasi principiu al eroziunii electrochimice. Spre exem-plu, in cazul obtinerii unui profil de paleta se procedeaza ca in Fig. 2
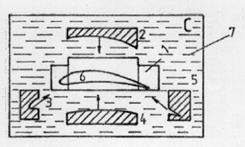
Fig. 2 Profilarea unei piese complexe, utilizand o
tehnologie de prelucrare electrochimica : 1) blocul din care urmeaza sa se
realizeze paleta turbinei;
2-5) electrozi comandati, care executa parti din profil; 6) piesa finala; C)
chesonul in care are loc procesul; 7) electrolitul in care are loc procesul.
Blocul de prelucrat este introdus in chesonul C in care se gaseste introdus electrolitul 7 si prin miscarea succesiva a electrozilor 2-5 asupra piesei bloc 1 (anodul) dirijati de un bloc logic, se ajunge la profilul dorit. Productivitatea masinii este excelenta, realizandu-se timpi de uzinare de 20-30 ori mai mici decat cei oferiti de alte mijloace clasice. Pentru alte configuratii de piese, cum este cazul rotoarelor de turbina, roti dintate etc., tehnica este asemanatoare, bazandu-se pe realizarea unor electrozi care sa reproduca profilul dorit in piesa de prelucrat (anodul).
e) Alte aplicatii ale procedeului
Netezirea electrochimica consta in trecerea piesei metalice a carei suprafata se doreste a i se prelucra asperitatile (anodul) prin fata unei placi lise (catod) si intre care circula sub presiune un electrolit constituit dintr-o solutie de NaCl.
Curatirea pieselor de oxizi metalici, asa-zisul 'tunder', se poate face printr-o decapare anodica, piesa de decapat introducandu-se intr-o baie de diverse solutii de acizi si saruri, ea jucand rolul de anod.
Debavurarea electrochimica este un procedeu prin care este indepartat surplusul de material de pe marginile sau de pe conturul unei piese. Electrodul-scula (catodul) este foarte ingust 0,5 - 3mm si se aseaza la cca 1mm de piesa cu bavura (anodul). In canalul dintre acesti electrozi se scurge un electrolit constituit din 10 - 20% NaCl sau NO3Na. Debavurarea isi gaseste largi aplicatii in industria de mare serie, in special in constructii de masini, putandu-se realiza: biele, arbori cotiti, roti dintate, reductoare, tole de transformator sau dinam.
3.4. Regimuri de lucru optime ale echipamentului
La
obtinerea unor performante optime in functionarea masinii de prelucrare prin
eroziune electrochimica, concura mai multi parametri si anume: interstitiul de
lucru (![]() ), presiunea (p), debitul (Q), temperatura electrolitului
(T), natura electrolitului si concentratia sa, forma sculei si a electrodului,
tensiunea de lucru (U), curentul de lucru (I).
), presiunea (p), debitul (Q), temperatura electrolitului
(T), natura electrolitului si concentratia sa, forma sculei si a electrodului,
tensiunea de lucru (U), curentul de lucru (I).
De
exemplu, pentru un regim de lucru reprezentativ, s-au stabilit urmatorii
parametri: tensiunea U = 15V; densitatea de curent J = 30A /cm2; interstitiul de lucru ![]() = 0,3mm; presiunea p = 4daN/cm2; concentratia - 10%; natura electrolitului - NaCl; intervalul de
temperatura - 30- 40oC; curentul de lucru - 500 - 1500A.
= 0,3mm; presiunea p = 4daN/cm2; concentratia - 10%; natura electrolitului - NaCl; intervalul de
temperatura - 30- 40oC; curentul de lucru - 500 - 1500A.
Interstitiul de lucru necesar prelucrarii unei piese se obtine din relatia:
![]() (14)
(14)
unde: Ew - echivalentul chimic al materialului de prelucrat;
U tensiunea de lucru;
![]() - conductivitatea
materialului de lucru;
- conductivitatea
materialului de lucru;
g - densitatea materialului de lucru;
F - constanta Faraday
![]() - viteza de prelucrare
- viteza de prelucrare
Conform legii II a lui Faraday, la trecerea curentului electric prin solutia de electrolit, cantitatea de substanta eliberata la anod este proportionala cu echivalentul chimic.
Pentru un aliaj format din mai multe elemente avand masele atomice A1, A..An, valentele Z1, ZZn si compozitia in procente X1, XXn, viteza specifica de prelucrare Vsp se va obtine dintr-o relatie de tipul:
 (15)
(15)
Viteza de prelucrare electrochimica se obtine din relatia:
 (16)
(16)
unde:
![]() - greutatea specifica a aliajului g/mm3;
- greutatea specifica a aliajului g/mm3;
S - suprafata de lucru (mm2);
I - curentul de lucru.
In studiul prelucrarii electrochimice, un loc deosebit il ocupa semifabricatul de la care se porneste prelucrarea: asemenea semifabricate se obtin, de regula, prin forjare pentru realizarea unui adaus de prelucrare minim.
3.5. Schema bloc a unei surse de c.c. pentru alimentarea unui echipament functionand pe principiul eroziunii chimice
Partea importanta a unui echipament, functionand pe baza acestui principiu, o constituie redresorul de putere, care trebuie sa asigure o gama larga de curenti, adecvati diverselor regimuri de lucruri.
In Fig. 23, este reprezentata schema structurala a unei surse de curent continuu. Ea este alcatuita dintr-un intreruptor de curent alternativ (1), un variator de tensiune alternativa (2) alcatuit din sase tiristoare in montaj antiparalel (cate doua pe fiecare faza), un transformator de forta (3) in conexiune triunghi-stea (DY 11), o punte trifazata (4) alcatuita din sase diode de putere.
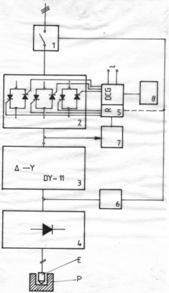
Fig. 23. Schema structurala a unei surse de curent continuu 20V, 100-5000A, cu variator de tensiune in primarul transformatorului de forta.
Puntea
redresoare permite obtinerea unei tensiuni continue intre electrod si piesa de
20Vc.c si un curent de lucru variabil in limitele
100A - 5000A. Tensiunea si curentul asigura astfel valorile necesare unei bune
desfasurari a procesului tehnologic de prelucrare a metalelor.
Punerea in
functiune a sursei se face prin inchiderea intrerupatorului 1. Prin intermediul
dispozitivului de comanda pe grila (DCG) se comanda unghiul de deschidere a
tiristoarelor din variator obtinandu-se o variatie continua cu un reglaj fin al
tensiunii intre
0,1-1,1U nominal. Valoarea tensiunii se
comanda prin intermediul unui bloc de impunere a marimii de referinta (8), care
de regula se compune dintr-un potentiometru de comanda adecvat ca putere si
rezistenta.
Mentinerea constanta a tensiunii la o valoare prestabilita se obtine prin compararea tensiunii obtinute de la traductorul de tensiune (7) si valoarea data de marimea de referinta (8). Semnalul eroare astfel retinut se aplica regulatorului din cadrul dispozitivului de comanda pe grila 5, care permite reglarea automata a tensiunii, respectiv ajustarea unghiului de comanda intre 0 si 90o.
Pentru protectia la scurtcircuit a electrodului (E) si a piesei de prelucrat (P), se foloseste un scurtcircuitor echipat cu tiristoare (6) care la aparitia unui scurtcircuit sau unei tendinte de aparitie a unor scantei sau arc electric comanda blocarea impulsurilor de comanda si deconectarea intrerupatorului de la retea.
3.6. Perspective de utilizare a procedeului
Posibilitatea de a prelucra metale dure si a obtine forme foarte complicate ce nu se pot obtine la aceeasi calitate si rentabilitate prin nici un alt procedeu de aschiere sau transformare a facut ca numeroase firme sa construiasca tipuri de asemenea masini, specializate pentru una sau mai multe operatii.


a. b.
Fig. 24.a,b. Piese realizate prin eroziune electrochimica:
a) roti dintate f 110mm, material 16 MnCr5, timp prelucrare 30 sec.; b)
paleta turbina,
inaltime profil 30 x 30 x 10mm, CrNi, 10
minute.
Din Fig. 24, se observa gama larga de aplicatii a caror complexitate este deosebita: rotoare, palete de turbina, roti de cuplaj, roti dintate, dar si came, biele, cochilii si forme de turnat, valturi, forme pentru placi ceramice, cochilii extrudate de forme speciale, alezaje.
Ca timpi de lucru, trebuie remarcate valorile reduse fata de cele date de alte tehnologii cunoscute, ceea ce, pentru o productie de serie mare, constituie un factor decisiv in stabilirea rentabilitatii procesului.






Fig. 24.c-h. Piese realizate prin eroziune electrochimica; c) piese pentru industria auto, 11 minute la 17.000A; d) pala de compresor, 16 minute la 9800A; e) piesa compresor industria aviatica, 55 minute la 12000A; f) cama ø 50mm, latime 20mm, 0,8 minute la 4000A; roata dintata, dantura realizata cu 960 dinti/ora, la 5000A; h) fanta cu profil de paleta 45 x 8mm, 8mm adancime, CrMo 13, 4 minute la 6000A.
METODE DE PRELUCRARE A METALELOR PRIN EROZIUNE COMPLEXA ELECTRICA SI ELECTROCHIMICA
4.1. Date generale
Prin aceasta tehnologie, prelucrarea metalului are loc datorita efectului simultan al dizolvarii anodice si al descarcarilor electrice prin impulsuri dirijate (electroeroziunea), ce se stabilesc intre electrodul-scula si piesa de prelucrat.
In procesul prelucrarii, poate predomina, la un moment dat, fie dizolvarea anodica (la valori mici ale puterii specifice introdusa in spatiul de lucru), fie procesul termic al descarcarilor electrice. In orice caz, in orice moment, actioneaza ambele tipuri de procese, ceea ce are ca efect cresterea debitului de material extras din piesa, comparativ cu alte procedee. Ca exemplu, productivitatea poate sa atinga valori pana la 8000mm3/minut.
Acest procedeu, cunoscut si sub denumirea de
anodo-mecanic,
si-a gasit aplicatii in operatii de rectificare, in decupari dupa profil, in
taierea metalelor dure.
Procesul de prelucrare este influentat de cativa factori:
tensiunea dintre electrozi; aceasta caracterizeaza stabilitatea procesului;
curentul de lucru, respectiv densitatea de curent;
presiunea dintre electrozi (de aceasta depinde mentinerea celorlalti doi);
viteza dintre electrozi care influenteaza procesul de evacuare a materialului erodat si eficienta electrolitului in zona de uzinare;
lichidul de lucru, care sa fie viscos sau solid pentru a impiedica scurtcircuitarea electrozilor;
natura surselor de alimentare si a circuitelor de lucru, stiut ca de acestea depind variatia tensiunii si a curentului, frecventa si energia descarcarilor etc.
4. Prelucrari realizabile prin acest procedeu
a. Taierea
In cazul unor aliaje dure, oteluri refractare sau calite, aliaje speciale, se poate efectua operatia de taiere cu instalatii functionand pe principiul eroziunii complexe electrice si electrochimice.
Electrodul negativ (catodul) poate fi constituit
dintr-o banda sau disc (1), piesa ce urmeaza a se debita (2) fiind pusa la
polul pozitiv al sursei. Acolo unde are loc taierea, se face o injectie de
electrolit (3)
(Fig. 25).
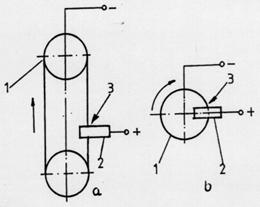
Fig.25. Procedeu de taiere prin eroziune complexa cu
banda a si cu disc b:
1) electrodul scula (catod); 2) metalul de prelucrat (anod);
3) electrolit (silicat de sodiu).
b. Ascutirea
In cazul ascutirii sculelor, echipamentele functionand pe baza acestui principiu ofera caracteristici tehnice superioare atat din punct de vedere al materialului extras prin uzinare, dar si al calitatii prelucrarii taisurilor, al productivitatii net superioare celorlalte procedee. Rezultate excelente a dat acest procedeu in cazul ascutirii cutitelor, frezelor, placutelor pentru operatii de rectificare a unor suprafete plane sau profile. In Fig. 26, se prezinta schema de principiu.
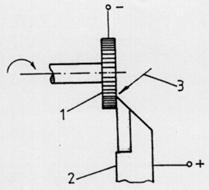
Fig. 26. Ascutirea sculelor: 1) electrodul scula (catod); 2) metalul de prelucrat (anod); 3) electrolit (silicat de sodiu).
c. Gaurirea
Pentru practicarea unor gauri si cavitati in materiale feroase, in aliaje dure si speciale, utilizate mai sus la confectionarea matritelor si stantelor, s-au realizat echipamente functionand pe principiul eroziunii complexe.
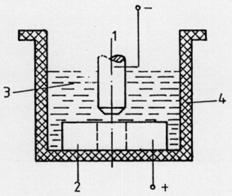
Fig. 27. Gaurirea; 1) electrodul scula (catod); 2)
metalul de prelucrat (anod);
3) electrolit (silicat de sodiu); 4) bac izolant.
Intr-un bac izolant in care se introduce ca electrolit o solutie de silicat de sodiu, se gasesc piesa de prelucrat 2 si electrodul-scula 1, pus la potentialul negativ al sursei. Electrodul este foarte exact prelucrat si are posibilitatea de a se deplasa pe verticala, avansand succesiv in piesa in care se doreste a se practica cavitatea (Fig. 26).
Materialul prelevat si aparut, datorita atat efectului electrochimic, cat si al celui electroeroziv, este transportat de catre electrolit in afara locului de uzinare.
d. Rectificare si mortezare
Pe acelasi principiu, pentru piese de suprafata mare, realizate din metale sau aliaje dure, s-au construit utilaje tehnologice capabile de a oferi gradul de prelucrare dorit si cu o mare productivitate.
In principiu, ele constau din unul sau mai multe discuri ce constituie catodul si care prin rotire asupra piesei de uzinat (2) realizeaza prelucrarea dorita. In Fig. 28, se prezinta principiul.
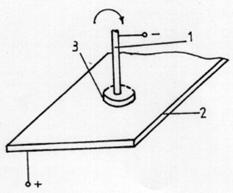
Fig. 28. Rectificare si mortezare; 1) electrodul scula
(catod);
2) metalul de prelucrat (anod); 3) electrolit (silicat de sodiu).
4.3. Consideratii asupra parametrilor oferiti de aceste echipamente
Echipamentele functionand pe principiul eroziunii complexe preiau atat din avantajele eroziunii electrochimice, cat si ale celei electrice, dovedind o mai mare suplete in exploatare. Utilizarile de pana acum in diverse operatii industriale: debitari, rectificari si mortezari, gauriri, profilari etc. arata obtinerea unor parametri tehnici superiori fata de cei oferiti de echipamentele clasice. In special, productivitatea - de cateva ori mai mare - lasa sa se intrevada pentru viitor o extindere a domeniilor de aplicatie.
Bibliografie
Marty, C., Laracine, M.: Principes fondamentaux de l'usinage par lectro-rosion. Materiaux et Techniques, 1978 Juilet-Aut 1978, pp.245-246.
x x x: Introduction à l'usinage par lectro-rosion. Charmilles. Gneve.
Kiyoshu Inoue: Fundamental of Electrical Discharge Machining. Published by The Society of Non-Traditional Technology - Tokyo, 1977.
Marty, C., Laracine, M.: Principes fondamentaux de l'usinage par lectro-rosion. P.III. Matriaux et Techniques, 1979, Janvier-Fvrier, pp.37-39.
Marty, C., Laracine, M.: Principes fondamentaux de l'usinage par lectro-rosion. P.II. Matriaux et Techniques, 1978, Sept.-Oct., pp.309-313.
Maillet, A.: L'usinage par tincelles des outillages de moyennes et grandes dimensions. P.I. Matriaux et Techniques, 1979, Ianv.-Fev., pp.41-44.
Maillet, A.: L'usinage par tincelles des outillages de moyennes et grandes dimensions. P.I. Matriaus et Techniques, 1979, Mars, p.91-94.
Williams, E.M.: Theory of electric spark machining. Electrical Engineering, 195
Kurr, R. s.a.: Zusammen Hnge zwischen Einzelentladungen Energievertei lung und technologischen Kenngrssen bei der electroerosiren Bearbeitung. Bericht der WZL-TH, Aachen, 1974.
Kurr, R., Obociu, Gh.: Werteilung der Impulsenergie bei der elektroerosiren Bearbeitung. Industrie Anzeiger, 93, 1971, nr.54.
Obaciu, Gh., Kurr, R.: Measung der Temperaturen bei der funkenerosisen Bearbeitung. Industrie Anzeiger, 93, 1971, nr.86.
Wertheim, R. s.a.: Temperaturverteilung in Spaltbereich beine funkenerosiren Genken. Industrie Anzeiger, 99, 1977, nr.99.
Jitianu, Gh.: Modele fizice ale prelevarii de material prin electroeroziune. Referat de doctorat, ICPE, 343/1975.
Jitianu, G.: Echipamente electrice pentru prelucrari prin electroeroziune. Documentatie interna ICPE, 343/1975.
Jitianu, G.: Generatoare de impulsuri pentru masini de electroeroziune cu fir. Documentatie interna ELEROFIL/1975.
Morozenko, V.N. s.a.: Kacestvo poverhnosti detalei pri elektroerozionii obrabotke. Vestnik Masinostrostroenia, 1970, nr.11, pp.60-61.
x x x: Equipments d'usinage par lectro-rosion. Exemples de travaux (SIP). Soc.genevoise d'instruments de Physique.
Shae, T.W., Watson, I.: Electronic System for Electrodischarge Machining. Proc. IEE, 1971, 118, nr.12, pp.1878-1880.
Tirpe, Gh.: Procedee noi de prelucrare a materialelor. Bul.Informare Tehnica MICM, BIT, 3.01.1972, pp.3-16.
Nanu, I. s.a.: Manualul inginerului mecanic. Tehnologia constructiilor de masini. Bucuresti, Editura Tehnica, 1973.
x x x: Abtragende Maschinen. Werkstatt und Betrieb 104, 1971, nr.12, pp.926-928.
Gosger, P.: Neue Bearbeitungsmglichkeiten durch elektrochemischer Senken und Entgrate. Elektrowrme International, 1971, nr.4, pp.213-216.
Wolfgang, May: Elektrischer Strom als Bearbeitungswerkzeug. Elektrische Ausrstung, 1971, nr.1, pp.18-20.
Wolfgang, May: Elektrobearbeitung, Eine zukunftsreiche Technik. Elektrotechnik, 53, 1971, nr.4, pp.20-2
Williams, L.: L'usinage electrolytique des matriaux courants. Machine Moderne, 1965, nr. 675, Juine. Hofstede, A. si Brekel, J.: T.Z. fr praktischer Mettallbearbeitung 66, 1972, nr.1, pp.9-16.
x x x: Elektrochemische Profilschleifmaschine. Werkatatt und Betrieb, 105, 1972, nr.5, pp.358-359.
x x x: Electrohimiceskii kopirovalno prosivocinii stanok 4423. Prospect NIIMAS, URSS, 1970.
x x x: ROGIF-20 Generator de impuls pentru masini de electroeroziune cu electrod filiform. Prospect "Electrotehnica", 1989.
x x x: Japan. Electrical Discharge Machine. Prospect Japonia 1990.
x x x: AGIECOT DEM 15. Funkenerosive Schneidmaschine. Prospect AGIE, Elvetia, 1990.
x x x: Machines d'usinage par tincelage. Prospecte Charmilles, Elvetia, 1994.
x x x: Funken schneiden Formen. Firma AGIE, Elvetia, 1993.
x x x: Debavurarea electrochimica. Prospect ICTCM, 1990.
x x x: De la gometrie à la piece finie. Prospect AGIESOFT, Elvetia, 1993.
x x x: Charmilles Technologie. Prospect Charmilles, Elvetia, 1994.
Obaciu Gh., Ivan, M.: Masina de prelucrat electrochimic pentru operatii de mecanica fina. Constructia de masini, 40(1988), Nr.5, pp.267-270.
x x x: Generators used to supply electroerosion processing machines. Prospect Electrotehnica, 1990.
x x x: RISEX, EDM.: Prospect firma YAMATO JUKI, Japonia, 199
TEHNOLOGII BAZATE PE
ELECTROEROZIUNE
IN IMAGINI SI DATE SEMNIFICATIVE
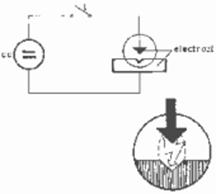
Profesorii Lazarenco (Moldova) realizeaza (in 1943) prima tehnologie ce utilizeaza "scanteia electrica" pentru a produce erodarea materialului. Intre doi electrozi aflati la o anumita distanta si conectati sub o diferenta de potential inalta, aparitia unei descarcari electrice sub forma de scanteie, erodeaza metalul in zona de aparitie a strapungerii. "Explozia" in acest domeniu a echipamentelor apare insa dupa anul 1960, determinata de calitatea, productivitatea si precizia pe care le ofera.
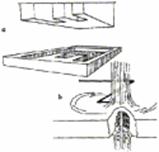
In principiu, erodarea metalului se face datorita unor descarcari electrice ce se produc de la un electrod masiv (a) sau fir (b), dispus la un potential ridicat fata de piesa de prelucrat. Erodarea piesei se face dupa forma electrodului-scula in cazul (a) sau dupa traiectoria taierii pe care o da firul in (b), datorita "scanteilor" electrice ce apar intre electrozi.
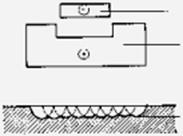
Un ansamblu electrod-piesa de prelucrat arata, in principiu, ca in figura. Se observa ca in piesa de baza se va imprima forma sculei, electrodul intrand in piesa ca un corp cald intr-un bloc de ceara. Aspectul rezultat al suprafetei este neted, la microscop observandu-se mici calote (solzi) de mare regularitate, care dau piesei un aspect mat. Desimea acestora e in functie de frecventa impulsurilor.
a) electrod
b) piesa de prelucrat
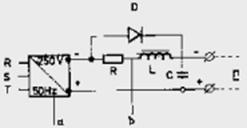
Este dat un sistem clasic cu oscilator de relaxare ce utilizeaza :
a) bloc transformator-redresor
b) sistem de generare a impulsurilor RCLD
c) sistemul scula-electrod de prelucrare
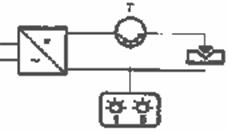
Dezvoltarea electronicii de putere si a tranzistoarelor de putere a permis inlocuirea in zilele noastre a grupului RCRLCD cu un generator de impulsuri ca in figura, cu posibilitatea de a stabili impulsuri de anumite durate, t, pauze intre acestea t, frecvente, amplitudini. Regimurile de lucru pot fi mai corect stabilite, utilizand generatoare de impulsuri.
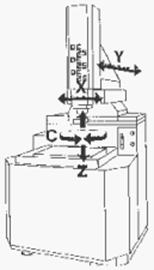
Aspect general al unei masini de electroeroziune cu
electrod masiv
tip DE 25 (Germania)
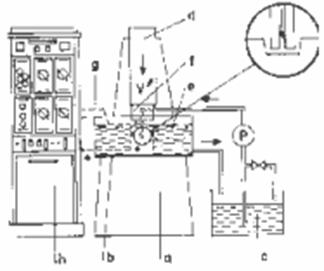
O masina de electroeroziune cu electrod masiv se compune din urmatoarele parti principale:
a) batiul masinii;
b) masa in coordonate x, y;
c) grup dielectric si blocul de distributie al dielectricului;
d) cap portscula;
e) baie cu dielectric;
f) cap de uzinare:
g) sistem de racordare a generatorului cu masina;
h) generator de impulsuri.
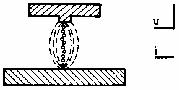
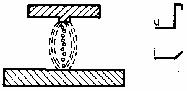


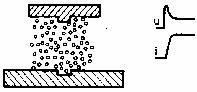
Mecanismul prin care descarcarile electrice de la electrodul scula ataca suprafata piesei de prelucrat se desfasoara astfel: intre cei doi electrozi, datorita campului electric ce se stabileste, se formeaza de catre particulele conductoare si purtatorii de sarcina electrica o punte (a); aceasta permite initierea unei descarcari care evolueaza intre cei doi electrozi (b) pana la stabilirea unui canal (c) sediu al unor temperaturi si presiuni ridicate. Dezvoltarea canalului sta la baza aparitiei unei bule de vapori (d) care, datorita temperaturii si presiunii ridicate, provoaca vaporizarea metalului din piesa de prelucrat si extragerea acestuia. Formarea acestor bule, in functie de frecventa descarcarilor, provoaca un fenomen de cavitatie ce sta la baza extragerii de metal din piesa. La incetarea curentului, bula dispare, particulele de metal, carbune, raman in lichidul dielectric (e), de unde urmeaza a fi indepartate prin grupul dielectric. Procesul se repeta la aparitia urmatoarei descarcari, stabilita ca timp, in functie de procesul tehnologic. In dreapta figurilor a-e, este data variatia tensiunii si curentului, in fazele corespunzatoare.
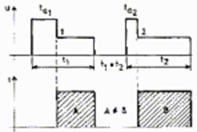
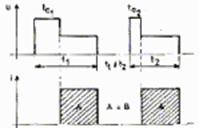
a) b)
Calitatea prelucrarii depinde printre altele si de constanta impulsurilor de curent aplicate, de care depinde extragerea de material din piesa.
In figura a), se observa ca, intrucat timpii de amorsare ta1 si ta2 a descarcarii in interstitiul mic dintre electrozi pot fi diferiti, si impulsurile de curent vor avea durate variabile, lucru nedorit pentru uzinare. Momentele 1 si 2 semnifica strapungerea canalului, deci caderea tensiunii si aparitia curentului. Pentru a elimina acest lucru, schema electrica a echipamentului se prevede cu un detector care sesizeaza inceputul descarcarii si doar din acest moment declanseaza impulsul. Prin aceasta, vor aparea impulsuri riguros constante, deci o suprafata uzinata controlabila (b).
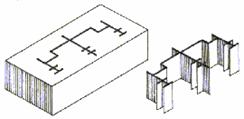
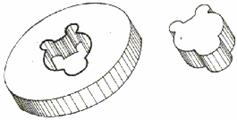
Ca materiale de electrozi pot fi alese urmatoarele:
grafit; cupru; Ag-W; Cu-W.
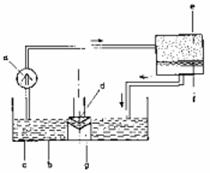
In desfasurarea procesului de erodare pe cale electrica a unei anumite piese, un rol important il are izolarea electrica a spatiului de lucru dintre electrodul-scula si piesa de prelucrat (spatiu de ordinul zecilor de m), printr-un lichid dielectric. In afara de izolare electrica si mediu de racire, el constituie in egala masura, si mediul care evacueaza particulele desprinse de pe piesa, aflate in suspensie; cu ajutorul unui grup dielectric, lichidul este circulat, purificat de particulele metalice, redandu-i-se calitatile initiale.
a) pompa; b) cuva masinii; c) particule metalice in
dielectricul lichid;
d) electrod-scula; e) grup dielectric; f) filtru; g) piesa de prelucrat.
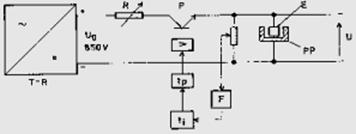
Daca distanta dintre electrodul scula E si piesa de prelucrat PP este suficient de mica pentru a fi strapunsa, prin spatiul de lucru va circula un curent limitat de rezistenta R. Tensiunile dintre electrozi vor scadea de la valoarea tensiunii de mers in gol a redresorului Uo la Ud, scadere sesizata de circuitul F (un trigger Schmidt), care va declansa circuitul pentru temporizarea duratei impulsului de curent t. Un alt circuit temporizeaza pauza dintre impulsurile de tensiune tp, blocand blocul de tranzistoare pentru a nu apare arc permanent.
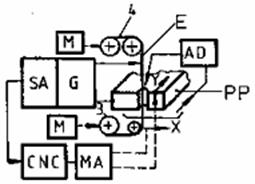
Masina de electroeroziune cu electrod filiform este alcatuita din:
G - sursa de descarcari cu sistemul de comanda a avansului (SA) blocul numeric de comanda (CNC), motoarele de avans pe axele X si Y (MA), motoarele de antrenare (M) a electrodului filiform (E) derulat pe mosoarele 3 si 4, piesa de prelucrat (PP), sistemul de alimentare cu electrolit si deionizatorul (AD)
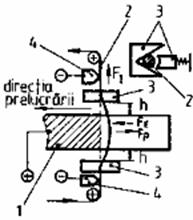
In timpul procesului de electroeroziune, apar forte de natura mecanica si electrica pe care sistemul de ghidare al electrodului filiform le tine sub control.
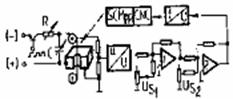
Trenul de impulsuri furnizat de convertizorul U-f comanda prin CNC actionarea motoarelor pas cu pas (SCM). Tensiunea la bornele convertizorului este stabilita in functie de valoarea medie Us1 prescrisa de operator si nivelul de tensiune Us2 prin intermediul comparatorului si al sumatorului






![]()

Electroeroziunea cu electrod masiv sau fir permite realizarea corecta, repetabila din punct de vedere al preciziei, cu mare productivitate, a unui numar important de piese. In figura, se prezinta diverse tole pentru micromasini electrice, axe, piese pentru constructii mecanice de mare finete, diverse scule si stante.
 a)
a)  b)
b)
 c)
c)  d)
d)
 e)
e)  f)
f)
 g)
g)  h)
h)
Piese realizate prin electroeroziune: a) stanta; b) grile pentru componente electronice; c) electrod "pinion" si piesa rezultata; d) matrita complexa; e) placa de baza; f) stanta pentru tole electrice; g) medalii; h) matrite pentru radiatoare componente electronice.
 a)
a)
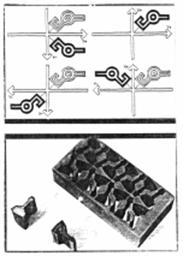 b)
b)  c)
c)
Prelucrari de piese prin electroeroziune: a) cu electrod masiv si fir, realizarea unei piese profilate; b) cu electrozi-scula simpli, prin programe de calcul al echipamentului se realizeaza geometrii variate, cu simetrii la dorinta; c) ventilator de masina electrica.
 a)
a)  b)
b)
 c)
c)  d)
d)
 e)
e)  f)
f)
Prelucrari de piese prin electroeroziune: a) stanta
pentru butelii din plastic;
b) roti dintate; c) cauciuc in relief; d) matrite de injectie pentru material
sportive;
e) matrite de injectie mase plastice; f) matrite pentru industria sticlei.
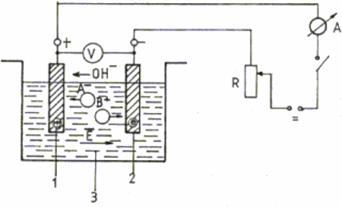
O instalatie de eroziune electrochimica se compune
din:
1) anod; 2) catod; 3) electrolit; A- si B+ ioni; E)
intensitatea campului electric; R)
rezistenta; V) voltmetru
Reactii la electrozi
La anod
A- - e Ao
OH- - e OH
![]()
Me - e Me+
La catod
![]()
B+ + e Bo
H+ + e H
Me+ + e Me
Se va dirija procesul de eroziune chimica, de electroliza, astfel incat ponderea sa o detina reactiile 3, 1' si 2'.
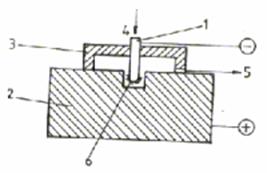
Operatia de gaurire electrochimica
1 - electrod scula; 2 - piesa de gaurit; 3 - piesa
suport;
4-5 - intrare si iesire electrolit; 6 - orificiul obtinut
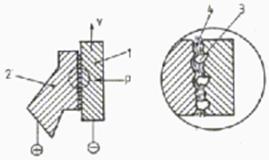
Eroziunea electrochimica abraziva
1 - discul electroductor (catod); 2 - piesa de ascutit
(anod);
3 - granule de diamant; 4 - asperitati de prelucrat
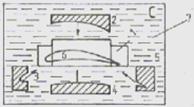
Profilarea unor piese complexe
1 - bloc semifinit; 2-5 - electrozi; 6 - piesa finala; 7 - electrolit
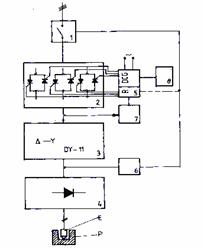
Schema unei surse de CC pentru o masina de eroziune chimica
Punerea in functiune se face inchizand intrerupatorul (1). Diapozitivul de comanda pe grila DCG asigura prin "deschiderea" tiristoarelor o variatie a tensiunii date de transformatorul 3 intre 0,1-1,1 ON. Tensiunea se comanda prin blocul de impunere a marimii de referinta (8). Mentinerea constanta a tensiunii la valoarea prestabilita se obtine prin compararea tensiunii obtinuta de la traductorul de tensiune (7) si valoarea data de marimea de referinta (8). Semnalul eroare se aplica regulatorului din DCG (5) care ajusteaza unghiul de comanda intre 0-90o. Pentru protectia la scurtcircuit a electrodului (E) si a piesei de prelucrat P, se foloseste un scurtcircuitor (6) care la aparitia scurtcircuitului, comanda blocarea impulsurilor de comanda si deconectarea intrerupatorului.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 9755
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved