| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Vinul este bautura obtinuta exclusiv prin fermentatia alcoolica completa sau partiala a strugurilor proaspeti zdrobiti sau nezdrobiti , ori a mustului din struguri proaspeti . Stiinta care se ocupa cu tehnologia vinului se numeste oneologie .
Clasificarea vinurilor are la baza compozitia chimica , insusirile gustative-olfactive , tehnologia de fabricatie si destinatia lor .
Considerand aceste criterii , se poate face o clasificare generala a vinurilor :
Vinuri de consum current
vin de masa (VM) : alb , roz si rosu , cu o tarie alcoolica de 8,5 % alcool .
vin de masa superior (VMS) : alb , roz si rosu , cu o tarie alcoolica de minim 9,5% alcool .
Vinuri de calitate :
de calitate superioara (VS) , cu o tarie alcoolica naturala de minim 10,5% alcool si cel putin 9,5% alcool dobndit .
de calitate superioara cu denumire de origine controlata si trepte de calitate (DOCC) , sa provina din musturi cu minim 220g/l zaharuri si vinul sa aiba o tarie alcoolica naturala de min 11,5 % alcool si dobandita de min 10 % alcool . In functie de perioada de culegere acestea se grupeaza astfel : culese la maturitate deplina (CMD) , culese tarziu (CT) , culese la inobilarea boabelor (CIB) si culese la stafidirea boabelor (CSB)
Vinuri speciale , cu un continut variabil de alcool
vinuri efervescente
spumante ( vin spumos)
spumoase
petiante
prelate
vinuri licoroase
vinuri aromatizate
alte vinuri speciale
Materia prima pt obtinerea vinurilor sunt strugurii. Strugurii au in structura lor ciorchine si boabe . Ciorchina reprezinta 3,5% din greutatea strugurelui , iar bobul fara pielita si samanta reprezinta 84,5% din greutatea strugurelui .
Prin urmare , marimea bobului si structura sa , alatri de alti factori influenteaza randamentul la obtinerea mustului .
Bobul sau pulpa in structura sa contine 60.81% apa , 10.20% glucide , 5.6% substante dizolvate , cum sunt: acizi organici , care dau vinului prospetime si buchet , saruri organice (substante colorate) , substante azotoase (saruri amoniacale , aminoacizi , proteine , etc.) , substante pectice (pectina , gume, etc.)substante tanate , enzime , drojdii , vitamine .
Ciorchina , contine 75..81% apa , 1..7% tainuri , 1,4.2% substante azotoase , care se opun limpezirii vinului si 1% substante minerale .
Pana sa ajunga la structura descrisa anterior in dezvoltarea lor , strugurii implicit boabele parcurg patru perioade :
perioada de crestere , dureaza circa 40-45 zile , in care are loc o acumulare se zahar de 0,5.1% .
perioada de parga , dureaza circaca 12 .14 zile , in care acumularea de zahar creste , iar bobul devine elastic .
perioada de maturizare , sau coacere , dureaza circa 40-45 zile , in care se acumuleaza zahar in must in procent de 17-25 % si se diminueaza aciditatea . Este perioada in care via are nevoie de multa lumina si caldura la sfrsitul acestei perioade se recomanda recoltarea strugurilor pentru vin;
perioada de stafidire sau supra coacere , apare cand sa-u lenificat ciorchinii , iar boabele traiesc pe baza rezervelor accumulate .
Materiile auxiliare , se utilizeaza pentru :
limpezire
ambale si transport
agenti de spalare si dezinfectie
utilitati (energie electrica , termica , apa , abur , etc .)
Limpezirea , se realizeaza cu o multime de materiale dintre care :
bentonita , uscata , 20.30g/100 litri vin
gelatina 2.5g/100 litri vin
lapte degresat 0,5.1 litri/100 litri vin
clei de peste (obtinut din basica inotatoare a morunului si nisetrului ) in proportie de o,4 .0,5 litri /100 litri de vin
Ambalarea , presupune aprovizionarea cu :
sticle pentru vin
butoaie
dopuri , capsule
navete, casete , etc
Agenti de spalare , se utilizeaza :
soda calcinata 3.10%
soda caustica 3%
clorura de var 0,3.0,4 %
lapte de var 1%
Tehnica procesarii strugurilor pentru obtinerea vinurilor albe
Procesarea strugurilor pentru obtinerea vinurilor albe cuprinde doua faze tehnologice :
faza de prelucrare primara a strugurilor pana la obtinerea mustului
faza de procesare a mustului pentru obtinerea vinului
[schema procesului de obtinere a vinurilor albe ]
[Operatiile effectuate in cadrul procesului tehnologic ]
Limpezirea mustului dureaza 10 .20 ore , se face prin util . frigului pana la temp. la cre suspensiile se depun prin centrifugare sau prin util. Unor compusi chimici cum este dioxidul de sulf in procent de 5.15g/hl de must
Fermentarea consta in transformarea (in prezenta unor enzyme ) zaharurilor fermentabile accumulate in alcool , dioxid de carbon si microelemente .
Reactia de transformare este :
![]()
![]() C6H1206 2CH3-CH2-OH+2CO2
+ MICROELEMENTE
C6H1206 2CH3-CH2-OH+2CO2
+ MICROELEMENTE
In faza de depozitare pentru fermentare se facce corijarea mustului pentru imbunatattirea calitaii acestuia :
prin adios de zahar , alcool etilic conccentrat sau alcool distilat din vin
prin cupajare care consta in omogenizarea prin amestecarea a doua sau mai multe musturi diferite in proportii bine stabilite .
in procesele tehnologice de obtinere a vinurilor albe sunt cunoscute doua metode de fermentare :
semicontinua
continua
La fermentarea semicontinua se adauga peste mustul de fermentare must proaspat la 25 0C , din acest amestec un volum egal cu cel al mustului proaspat adaugat se muta intr-un vas unde este insamantat cu drojdii .
Fermentarea continua se bazeaza pe diferenta de greutate intre mustul proaspat si vin . Din acest motiv mustul proaspat se introduce in mod continuu in recipientul de fermentare pe la partea inf. A acestuia , iar pe la partea superioara se colecteaza vin .
In formare lui vinul cunoaste doua faze import :
ascendenta
descendenta
Faza de ascendenta , are trei etape : formarea propriu-zisa , maturarea si invechirea vinului .
Descendenta , este faza de deteriorare a calitatilor vinului .
|
|
|
Zdrobire
|
|
|
|
|
|
|
Must ravac |
|
![]()
![]()
|
Sulfitare |
|
|
|
Must extra |
|
|
Corectare grad alcoolic |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Maturare |
![]()
|
|
![]()
|
Cleire |
![]()
|
|
|
|
Vin alb |
|
Vin alb curent |
Schema operatiilor tehnologice de obtinere a viului alb .
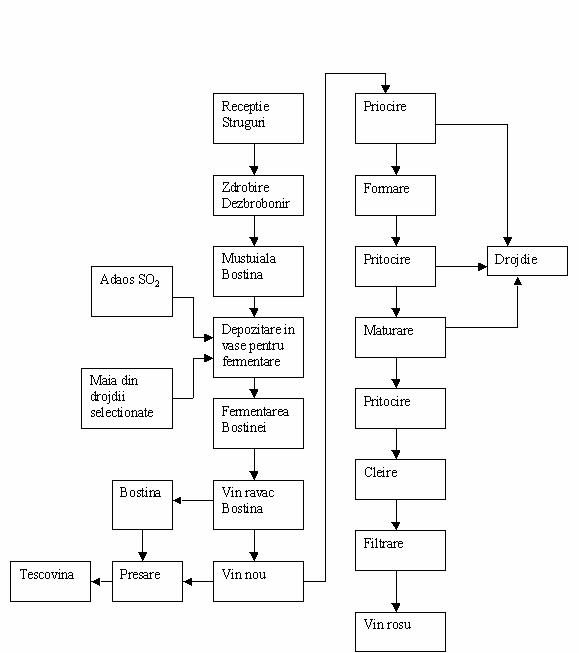
De mentionat faptul ca pana la operatia de fermentare a bostinei procesul tehnologic este diferit de cel pentru obtinerea vinului alb datorita tehnicilor de extractie a compusilor fenolici din partile solide .Dupoa obtinerea vinului nou operatiile sunt identice cu cele pentru obtinerea vinului alb.
Schema fluxului tehnologic de vinificare in rosu cu macerare si fermentare pe bostina .
Schema principalelor operatii din tehnologia de obtinere a vinului alb .
Linii tehnologice in flux pentru obtinerea vinurilor de masa si a sucurilor de struguri
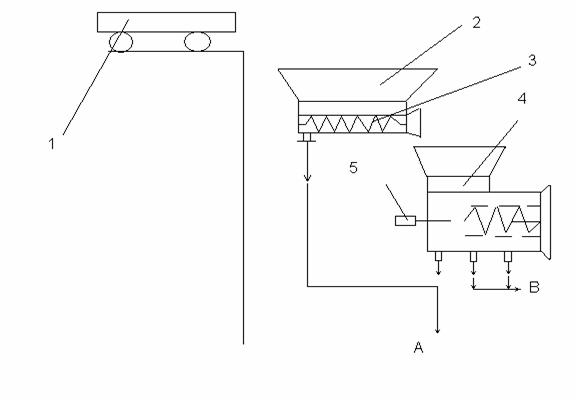
Schema unei instalatii pentru obtinerea vinurilor de masa si a sucurilor din struguri : 1- transportor struguri , 2- buncar , 3- presa , 4-freza, 5- ransportor , A- ravac, B- must fractionar .
Include platforma pt. Descarcarea mijlocului de transport 1 in buncarul 2 . De aici strugurii ajung in dispozitivul de presare 3 care inlocuieste buncarul si zdrobitorul din liniile de prelucrae primara a strugurilor .
De aici strugurii zdrobiti ajung la presare in presa cu falci rotative 4 de unde este captat ravacul A impreuna cu cel p[relucrat de la presa 3 . De la presa 4 este prelucrat mustul fractionar si colectat prin B . De la acest tip de presa musturile obtinute au un buchet evidentiat .
Utilajele de acest tip sunt bazine sau cisterne specializate . Dintre cele de tip cisterna este binecunoscut vinificatorul ROTO .
Vinificatorul cisterna tip ROTO : 1- corpul cisternei , 2- gaura de alimentare , 3 - must , 4- dispozitiv de control , 5 - supapa de siguranta , 6 - reductor , 7 - support cisterna , 8 - motor electric , 9 - robinet golire , 10 - jgheab .
Cisterna vinificator se umple prin gaura 2 cu mustul 3 . La partea superioara cisterna este prevazuta cu dispozitivul de control 4 si supspa de siguranta 5 pentru eliminarea dioxidului de carbon . Cisterna este prevazuta cu jgheabul perforat de ino 10 prin care ravacul trece spre robinetul de evacuare 9 . In timpul procesului de fermentare cisterna se roteste cu 4 rot/min . Un ciclu complet dureaza 1.2 zile interval in care sunt prevazute 4 serii de rotire a cisternei .
Operatia tehnologica initiala din cadrul prelucraii primare a strugurilor este zdrobirea si separarea ciorchinilor (desciorchinarea) .
Zdrobirea consta in distrugerea integritatii boabelor in vedera eliberarii sucului pe carte il contin , fara a farmita pielitele , semintele si ciorchinii . In urma acestei operatii microflora existenta pe struguri este dispersata in intreaga masa de mustuiala . Daca strugurii nu sunt striviti , sucul nu se poate transforma in vin , deoarece levurile prezente in principal pe suprafata boabelor , nu-si pot exercita actiunea lor asupra sucului inchis in boabe
Desciorchinarea strugurilor , numita si dezbrobonire , consta in separarea boabelor de ciorchine si eliberarea separata a sucului si boabelor pe de o parte si a ciorchinelor si a resturilor vegetale pe de alta parte
Prezenta ciorchinelui in mustuiala contribuie la poluarea vinului cu diferite substante chimice fol. La tratarea viei .
Pe de alta paret contribuie la prezenta unui gust intens de ciorchine , bogat in substante astringente si cu o duritate pronuntata atunci cand sunt tinere .
Cerinte tehnice si tehnologice ale masinilor zdrobitoare -desciorchinatoare . Clasificare
Sunt calsificate in doua tipuri de baza :
zdrobitoare cu valturi
zdrobitoare centrifugale cu soc
Se intalnesc de asemenea , combinatii dintre aceste tipuri .
In functie de destinatia tehnologica si de modul in care sunt cuplate , in linia tehnologica cu late masini , zdrobitor - elevator , zdrobitor- scurgator ;
Desciorchinator -zdrobitor , zdrobitor - desciorchinator -pompa .
Cerintele tehnice de baza , impuse masinilor zdrobitoare -desciorchinatoare :
piesele care se afla in contact cu produsul trebuie sa fie fabricate din otle inoxidabil sau din alte materiale corespunzatoare din punct de vedere igienico-sanitar .
piesele fabricate din otele inoxidabil trebuie sa fie tratate termic in scopul ridicarii stabilitatii , rezistentei la coroziune ;
suprafata valturilor , a zdrobitoarelor -desciorchinatore trebuie sa fie acoperita cu cauciuc in conformitate cu standardele in vigoare
zdrobitoarele - descirchinatoare cu valturi trebuie sa fie unite cu un dispozitiv , care permite reglarea jocului intre valturi , de 3-5 mm.
Sistemul de ungere a zdrobitoareleo trebuie sa evite posibilitatea patrunderii materialelor de ungere pe produs sau in contact cu produsul
Zdrobitoarele - desciorchinatoarele trebuie sa fie echipate cu un dispozitiv de protectie impotriva supraincarcarii .
Organele de lucru de care depinde eficienta activitatii zdrobitorului-desciorchinator , sunt valturile si desciorchinatorul . Dar problermele legarte de caracteristicile mecanice si energetice ale zdrobitoarelor cu valturi nu sunt sufficient studiate , de aici rezultand marea diversitate a tipurilor si a formelor geometrice ale valturilor , utilizate in vinificatie .
Forma geometrica si starea suprafetelor de lucru ale valturilor inf. Procesul de maruntire a strugurilor , calitatea mustului , productivitaea zdrobitorului si consumul specific de energie .
Strierea suprafetei de lucru a valturilor (fara a tine cont de proprietatile structural-mecanice ale boabelor ) a fost introdusa in vinificatie din industria mararitului .
Valturile canelate (striate) care lucreaza in perechi atat in industria moraritului cat si in industria de vinificatie au viteze de rotaie diferite .Raportul vitezelor axiale ale valturilor dupa unele surse bibliografice este de 4:3 iar dupa altele de 1:2.
Generalitati
Operatia tehnologica initiala din cadrul prelucrarii primare a strugurilor este zdrobirea bobitelor si separarea ciorchinilor (desciorchinarea).
Zdrobirea consta in distrugerea integritatii boabelor in vederea eliberarii sucului pe care il contin, fara a faramita pielitele, semintele si ciorchinii. In urma acestei operatii microflora existenta pe struguri este dispersata in intreaga masa de mustuiala. Daca strugurii nu sunt zdrobiti, sucul nu se poate transforma in vin, deoarece levurile, prezente in principal pe suprafata boabelor, nu-si pot exercita actiunea lor asupra sucului inchis in boabe.
Actiunea produsa in timpul zdrobirii favorizeaza inmultirea levurilor care, la randul lor, determina o fermentatie rapida si usoara a mustului.
Dupa zdrobire, materialul recoltat poate fi usor vehiculat prin pompare, sulfitat omogen, iar maceratia bostinei pentru vinurile rosii si aromate are loc in conditii optime, deoarece suprafata dintre faza lichida si solida este mult marita. Cand insa prelucrarea strugurilor pentru producerea acestor vinuri de maceratie incepe cu desciorchinarea, zdrobirea nu mai este o operatie obligatorie, deoarece integritatea boabelor este suficient de distrusa cu ocazia desciorchinarii.
In diferite procedee de vinificatie, ca de exemplu in tehnologia producerii vinurilor rosii, prin maceratie carbonica nu se efectueaza separarea mustului ci a vinului brut. La obtinerea vinurilor care constituie materie prima pentru procesul de sampanizare, nu se efectuaza operatia de zdrobire. In asemenea situatii, zdrobirea boabelor se efectueaza in timp, datorita procesului de maceratie, sau direct prin presare, ca in tehnologia vinurilor spumante.
Desciorchinarea strugurilor, numita si dezbrobonire, consta in separarea boabelor de ciorchine si eliberarea separata a sucului si boabelor pe de o parte si a ciorchinelor si a resturilor vegetale pe de alta parte.
Particularitatile executarii acestei operatii depind de numerosi factori, dintre care un rol principal il are tipul de vin care se urmareste a se obtine.
Pentru vinurile albe, desciorchinarea s-a dovedit mai putin necesara, intrucat influenta pe care o exercita prezenta ciorchinelui asupra calitatii vinului este neinsemnata. Atunci cand recolta este nedesciorchinata, scurgerea mustului si presarea bostinei se face cu mai multa usurinta, deoarece mustuiala are un grad de elasticitate mai ridicat, iar ciorchinii joaca rolul unor cai de drenaj. Mustul obtinut are mai putina burba si un gust mai bun decat cel rezultat dintr-o mustuiala desciorchinata.
Desciorchinarea devine obligatorie atunci cand produsul zdrobit stagneaza pe parcursul fluxului tehnologic un timp oarecare in stadiul de mustuiala, sau cand in schema tehnologica este, prevazuta si operatia de macerare in vederea ridicarii continutului vinului in extract. In astfel de situatii se impune desciorchinarea, deoarece ciorchinii din mustuiala influenteaza negativ calitatea viitorului vin. Desciorchinarea este recomandata si atunci cand ciorchinii nu sunt lignificati, deoarece prezenta lor in mustuiala face sa creasca continutul mustului in compusi fenolici, in special in acei oxidabili precum si in unele saruri de calciu, potasiu etc.
Pentru vinurile rosii si aromate, desciorchinarea este o operatie tehnologica indispensabila. In acest caz vinurile se imbunatatesc din punct de vedere calitativ, au un grad alcoolic mai ridicat cu circa 0,5 %vol, sunt mai intens colorate, ceva mai acide, se limpezesc usor si nu sunt lipsite de o anumita suplete si finete.
Macerarea - fermentarea mustului fara desciorchinare determina obtinerea de vinuri cu gust intens de ciorchine, bogate in substante astringente si cu o duritate pronuntata atunci cand sunt tinere.
Prezenta ciorchinelui in mustuiala contribuie intr-o anumita masura si la poluarea vinului cu diferite pesticide retinute in asperitatile acestuia cu ocazia tratamentelor de combatere a bolilor si daunatorilor vitei de vie.
In concluzie, desciorchinarea, ca operatie tehnologica, este utila pentru producerea vinurilor aromate si a celor rosii superioare, facultativa pentru vinurile rosii de consum curent si obligatorie atunci cand strugurii, prin natura soiului din care provin, dau vinuri aspre, astringente, precum si in cazul unui cules timpuriu cand ciorchinii sunt mai ierbacei. Desciorchinarea, partiala sau totala, trebuie sa se aplice in functie de conditiile concrete in care se prezinta produsul recoltat, cu luarea in considerare a tipului de vin urmarit pentru a se obtine.
Cerinte tehnice si tehnologice ale masinilor zdrobitoare-desciorchinatoare. Clasificare
Masinile zdrobitoare - desciorchinatoare moderne pot fi clasificate in doua tipuri de baza: zdrobitoare cu valturi si centrifugale cu soc. Se intalnesc, de asemenea, combinatii dintre aceste tipuri.
In functie de destinatia tehnologica si de modul in care sunt cuplate, in linia tehnologica, cu alte masini, zdrobitoarele - desciorchinatoare pot fi clasificate in:
zdrobitoare: zdrobitor - cantar, zdrobitor -
elevator, zdrobitor -
scurgator;
-desciorchinatoare:
zdrobitor - desciorchinator, zdrobitor -
desciorchinator - pompa,
zdrobitor - desciorchinator - elevator; desciorchinator - zdrobitor (care se deosebesc in functie de
ordinea operatiilor de zdrobire -
desciorchinare).
Cerintele tehnice de baza, impuse masinilor zdrobitoare -desciorchinatoare, sunt urmatoarele :
piesele care se afla in contact cu produsul trebuie sa fie fabricate din otel, inoxidabil sau din alte materiale corespunzatoare din punct de vedere igienico - sanitar;
piesele fabricate din otel inoxidabil trebuie sa fie tratate termic in scopul ridicarii stabilitatii, rezistentei la coroziune;
suprafata valturilor, a zdrobitoarelor - desciorchinatoare trebuie sa fie acoperita cu cauciuc in conformitate cu standardele in vigoare;
zdrooitoarele - desciorchinatoare cu valturi trebuie sa fie unite cu un dispozitiv, care permite reglarea jocului intre valturi, de 3-5 mm;
bataia radiala a lantului nu trebuie sa depaseasca 0,005 din diametrul valtului;
ovalitatea cilindrului perforat al zdrobitorului - desciorchinator nu trebuie sa depaseasca 2,0 mm;
sistemul de ungere a zdrobitoarelor trebuie sa evite posibilitatea patrunderii materialelor de ungere pe produs sau in produs si pe suprafata pieselor care se afla in contact.cu produsul;
- zdrobitoarele
- desciorchinatoare trebuie sa fie echipate cu un
dispozitiv special de protectie
contra supraincarcarii;
zdrobitoarele - desciorchinatoare cu valturi trebuie sa fie echipate, de asemenea, cu dispozitive care permit antrenarea bostinei atat cu antrenarea cat si cu inlaturarea ciorchinilor;
pompa pentru pomparea bostinei poate fi inclusa in componenta constructiei agregatului sau poate fi considerata masina de sine statatoare cu
mecanism de actionare independent;
- nivelul zgomotului nu trebuie sa depaseasca 75 dB la distanta de 1 m.
Constructia si functionarea zdrobitoarelor-
desciorchinatoare
Zdrobitoare - desciorchinatoare cu valturi
Organele de lucru, de care depinde eficienta activitatii zdrobitorului desciorchinator, sunt valturile si desciorchinatorul. Dar, problemele legate de caracteristicile mecanice si energetice ale zdrobitoarelor cu valturi nu sunt suficient studiate, de aici rezultand marea diversitate a tipurilor si a formelor geometrice ale valturilor, utilizate in vinificatie.
Forma geometrica si starea suprafetelor de , lucru ale valturilor influenteaza procesul de maruntire a strugurilor, calitatea mustului obtinut, productivitatea zdrobitorului si consumul specific de energie. Strierea suprafetei de lucru a valturilor zdrobitoare (fara a tine cont de proprietatile structural -mecanice ale boabelor) a fost introdusa in vinificatie din industria moraritului.
Valturile canelate (striate) care lucreaza in perechi atat in industria moraritului cat si in industria de vinificatie au viteze de rotatie diferite. In majoritatea zdrobitoarelor de struguri, raportul vitezelor axiale ale valturilor dupa unele surse bibliografice este 4:3, iar dupa altele 1:2.
Realizarea pe suprafata valturilor a canelurilor si viteza de rotatie diferita imbunatatesc conditiile de prindere si antrenare a produsului si asigura o distrugere mai buna a pielitei bobitelor, ceea ce usureaza iesirea mustului.
Viteza de deplasare a particulelor de produs in zona de distrugere nu este egala cu viteza axiala a valturilor.
Deplasarea strugurelui cu o oarecare viteza in raport cu valturile duce la distrugerea pielitelor de pe suprafata bobitelor si a ciorchinilor. Prin urmare, diferenta vitezei periferice a valturilor zdrobitoare, dorita intr-un sir de ramuri ale industriei, in vinificatie, mai ales la prepararea vinurilor albe, este nedorita.
 In
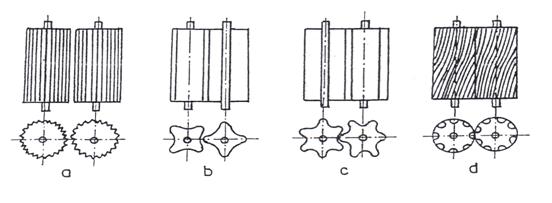
ultimul tip se observa tot mai mare trecere de la valturile
cilindrice cu caneluri la cele profilate
In
ultimul tip se observa tot mai mare trecere de la valturile
cilindrice cu caneluri la cele profilate
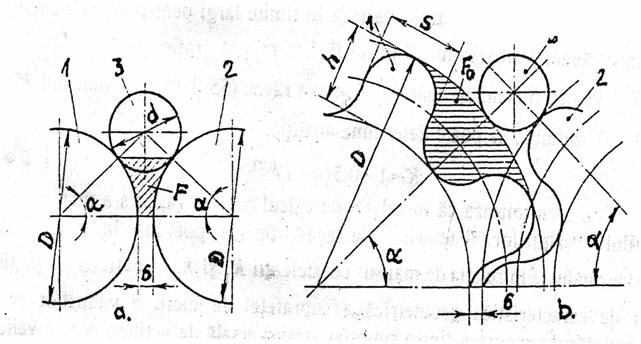
Tipuri de valturi: a- cilindrice; b,c,d- profilate (patru si opt caneluri)
Geometria si conditiile cinematice ale actiunii valturilor profilate contribuie la o aplicare rationala a fortelor exterioare asupra strugurilor prelucrati. La distrugerea lor intre varfurile si adanciturile valturilor, strugurii capata viteze considerabil mai mici si sunt supusi strivirii mai slabe.
Procesul de zdrobire se apropie mult de varianta optima cand faramitarea strugurelui este rezultatul apropierii suprafetelor paralele, fara ca acestea sa aiba o miscare relativa una fata de alta. Majoritatea firmelor straine fabrica valturile profilate cu 4, 6, 8 palete. In literatura de specialitate sunt prezentate anumite recomandari pentru alegerea formelor optime si a metodelor de calcul.
Referitor la cele prezentate anterior, este importanta constatarea lui G. Troost ca intre valturile cu 4 palete ciorchinii se indoaie intr-o mai mica masura decat intre valturile cu 6 si 8 palete.
Valturile zdrobitoare, de obicei, sunt realizate din fonta cenusie si sunt protejate prin acoperire anticorosiva.
Unele firme straine utilizeaza in acest scop esente de lemn tare. Firma franceza Guy et Mital - Marmonier' fabrica valturile din silumin. In ultimul timp pentru protectia anticorosiva a valturilor este folosit cauciucul alimentar datorita avantajelor pe care le prezinta: elasticitate inalta, stabilitate la actiunile factorilor fizici si chimici si pretul relativ scazut. Firme renumite din strainatate, specializate in producerea utilajului pentru vinificatie, folosesc valturi cauciucate sau chiar valturi din cauciuc.
La toate zdrobitoarele este prevazut un mecanism care permite reglarea jocului intre valturi, iar pentru evitarea avariilor este prevazut un dispozitiv de blocare, sub forma unui cuplaj cu frictiune sau cu came, care intrerupe lantul cinematic al mecanismului de actionare a valturilor.
Cel de-al doilea organ de lucru principal al zdrobitorului este desciorchinatorul care, la utilajele moderne, este reprezentat de un cilindru orizontal perforat, pe axa caruia, in interiorul sau, este montat un rotor cu palete. Avantajele acestui organ de lucru sunt: eficienta tehnologica mare, simplitatea constructiva, fiabilitate.
Alaturi de aceste avantaje trebuie amintita si particularitatea sa constructiva de a permite, pentru separarea ciorchinilor, folosirea unor viteze relativ reduse, ceea ce imbunatateste calitatea mustului.
La studierea solutiilor constructive ale desciorchinatoarelor se poate constata o mare varietate a parametrilor lor constructivi si cinematici.
Referitor la problema prezentata, V.D.Emeleanov face urmatoarele precizari: numarul paletelor pe o spira a rotorului de-a lungul unui pas, in eventualitatea-aranjarii paletelor pe o suprafata elicoidala simpla (cu un singur inceput), este de 8, 12, 16 sau 20; distanta intre palete in acest caz variaza in intervalul 25-31 mm, iar pasul spirei este cuprins intre 200 si 570 mm. Trebuie facuta insa precizarea ca din punct de vedere tehnologic este mai rational de utilizat doua intrari ale paletelor.
Turatia rotorului variaza intr-un interval destul de larg (120 - 200 rot/min), iar in unele cazuri atinge si valori mai mari.
Constructia desciorchinatorului este o problema de mare importanta careia trebuie sa i se acorde o atentie deosebita. in acest sens un loc important il ocupa constructia cilindrului in care, dupa posibilitati, este realizata distrugerea mecanica a ciorchinilor, asigurandu-se o antrenare mai intensa a lor si deci o imbunatatire a calitatii procesului.
Cerinte impuse din punct de vedere tehnologic utilajului
|
Indicatori |
Norme pentru zdrobitoare |
|
|
Cu valturi |
Centifugale cu soc |
|
|
Continutul maxim de suspensie in must ravac g/dm Imbogatirea maxima a mustului-ravac cu substante tanante, g/dm Imbogatirea maxima a mustului-ravac cu fier mg/dm Continutul maxim din mustuiala al bobitelor nestivite, ٪ , raportat la masa bobitelor din strugurii initiali Continutul maxim din masa de ciorchini a bobitelor nestrivite, ٪ , raportat la masa bobitelor din strugurii initiali Continutul maxim de ciorchini faramitati in mustuiala, ٪ , raportat la masa initiala a strugurilor Pierderea maxima a produsului cu ciorchini, ٪ , raportata la masa bobitelor de struguri initiali | ||
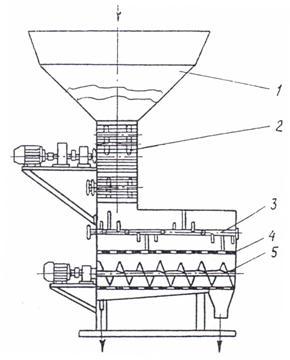
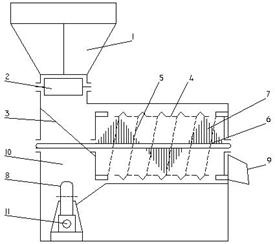
Schita de principiu a desciorchinatorului tip VDG-20, si schema cinematici a acestei masini , schema principiala a zdrobitorului-desciorchinator cu valturi ramane neschimbata aproape pentru toate variantele de masini din aceasta grupa.
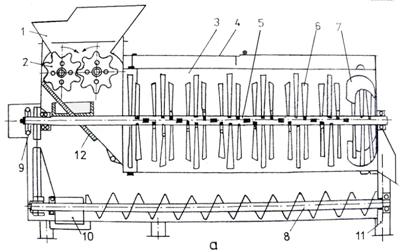
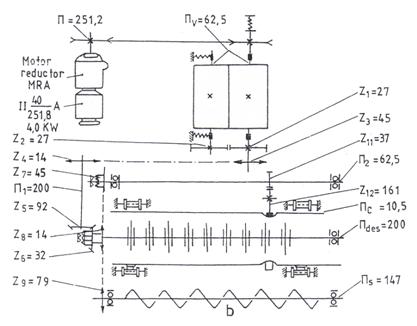
Desciorchinatorul VDG-20: a - schita de principiu; b - schema cinematica; 1-buncar; 2 -valturi; 3 -cilindrul desciorchinatorului; 4 -capacul; 5- arborele desciorchinatorului; 6 - palete; 7 -dispozitiv; 8 -transportor elicoidal; 9 -cadrul masinii desciorchinatorului; 10 -gura de evacuare bostina; 11 -gura de evacuare ciorchini; 12 -clapeta obturatoare.
Principiul de functionare al desciorchinatorului tip VDG-20 este urmatorul: recolta este descarcata in buncarul de alimentare de unde trece printre valturile 2 si se zdrobeste. Trecand printre valturi, toata masa de struguri se indreapta spre desciorchinator, bostina este supusa loviturilor paletelor in urma carora bobitele se desprind de ciorchine. Bobitele trec prin orificiile cilindrului perforat ajungand in recipientul de bostina, iar ciorchinele deplasandu-se sub actiunea paletelor se indreapta spre iesire. In partea inferioara a recipientului pentru bostina se afla snecul care transporta bostina la pompa.
Utilajul poate lucra si ca zdrobitor, fara a inlatura ciorchinele si ca zdrobitor-desciorchinator. Pentru aceasta exista clapeta obturatoare care, ocupand o pozitie sau alta, conduce strugurii zdrobiti catre desciorchinator sau catre recipient.
In tabelul7.2. sunt prezentate unele caracteristici tehnice pentru diferite tipuri de utilaje din aceasta categorie.
Caracteristicile tehnice ale zdrobitoarelor-desciorchinatoare cu valturi
|
Tipul |
VDG-10 |
VDG-20 |
VDG-30/50 |
|
Productivitatea, t/h | |||
|
Valturile: -numarul -diametrul, mm -turatia, rot/min |
| ||
|
Turatia arborelui desciorchinatorului, rot/min | |||
|
Puterea mecanica de actionare, kW | |||
|
Dimensiunile de gabarit L x b x h |
2244x1277 x1800 |
2840x1270 x1995 |
300x1500 x1980 |
|
Masa , kg |
In continuare vor fi prezentate unele tipuri de zdrobitoare-desciorchinatoare care se deosebesc partial prin constructia lor, de masinile analizate anterior.
Institutul Stiintific de Cercetari din Armenia pentru Viticultura si Vinificatie a realizat un model de dispozitiv pentru receptia si prelucrarea strugurilor cu productivitatea de 20 t/h /VPPV-20/.
Utilajul este alcatuit din buncarul de receptie pe fundul caruia sunt instalate doua transportoare 2 cu placi, care se misca unul in intampinarea altuia. Fiecare transportor este executat sub forma de banda infinita care este infasurata pe rotile dintate 6, 7, 8. Placile aluneca liber de-a lungul ghidajelor 10. Placile suprapuse una peste alta prezinta varfuri si goluri realizate astfel incat varful de la placa superioara sa corespunda cu golul de la placa inferioara.
Sub transportoare este instalat desciorchinatorul 3, sub care se afla sita de scurgere 4. Bostina, trecand prin sita de scurgere, ajunge in scurgatorul 9, unde sucul o transporta spre prese. Transportoarele si desciorchinatoarele snecului sunt actionate de la motorul electric prin transmisie cu curea.
Principiul de functionare al masinii tip
VPPV-20 consta in urmatoarele: masa de struguri ajunge in
buncar, care are in partea inferioara doua
transportoare cu placi inclinate. Riflurile de pe placile transportoare
apuca
strugurii si-i indreapta spre orificiul conic care se
ingusteaza si unde are loc
zdrobirea de mai multe ori a strugurilor si apoi prin sita de scurgere
ajung in
scurgatorul cu snec. Mustul ravac din scurgator este
strans in rezervorul pentru
rnust iar hostina este trimisa la presare.
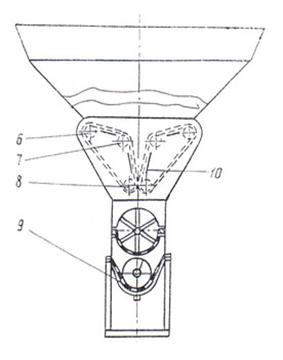
Schema masinii tip VPPV-20: 1 -buncarul de receptie; 2 -transportoare cu placi; 3 -desciorchinator; 4 - sita de scurgere; 5 -snec; 6-7-8-roti dintate; 9 -scurgator cu snec; 10 - ghidaje.
Pentru stabilirea relatiilor de calcul necesare determinarii dimensiunilor de. baza ale dispozitivului de inchidere au fost efectuate cercetari experimentale pe instalatia de model geometric asemanatoare scurgatorului de tip VSSS-20/30M. Cercetarile au fost efectuate cu struguri de soiul Riesling si Acateleli, care sunt prevazute de normative pentru determinarea parametrilor tehnico-tehnologici ai scurgatoarelor.
Au fost realizate incercari comparative ale buncarului de receptie cu zdrobitoare dupa metoda clasica /Jdanovici G.A. 1967/. Productivitatea liniei experimentale a fost 50 t/h. Pentru comparatie a fost folosit buncarul de receptie cu snecul dozator si zdrobitoare de tip VD-30 din linia de prelucrare a strugurilor cu productivitatea de 30 t/h.
Rezultatul cercetarilor a stabilit ca, in cazul folosirii echipamentului de incercare, continutul in must al substantelor absolut uscate se micsora cu 0.2%, continutul ramasitelor ciorchinilor cu 1,7%, substante fenolice cu 77,5 mg/dm3, fier cu 6,0 mg/dm3 in comparatie cu varianta controlata. Ceilalti indici ai calitatii zdrobirii strugurilor au fost aceiasi.
Datele obtinute demonstreaza ca mustul obtinut pe modelul de incercare are o calitate superioara fata de cel controlat si productivitatea este mai mare.
Constructia unui zdrobitor cu valturi profilate si cu role este urmatoarea (fig.7.10.): pe fundul buncarului de receptie 1 sunt instalate dispozitive de zdrobire. Intre acestea, fixata pe peretii buncarului, este instalata placa de separare 2.
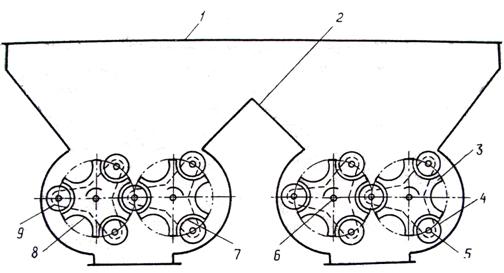
Schema tehnologica a masinii: 1 -buncarul de receptie; 2 -placa de separare; 3- valturi ; 4 -role; 5,6 - axele de rotire; 7,8 - degajarile valturilor; 9 -urechile barelor de montare a rolelor.
Dispozitivele de zdrobire constau din doua valturi cuplate 3, cu varfuri si degajari cu acelasi profil. Pe varfurile fiecarui valt sunt montate rolele 4, care au posibilitatea de a se roti. Axele acestor role sunt paralele cu axele 6 de rotire a valturilor. Rolele sunt fixate in degajarile 7 ale valturilor. Axele rolelor sunt fixate in urechile barelor de montare fixate pe partile frontale ale valturilor, iar suprafetele rolelor si ale valturilor sunt cauciucate.
Principiul de functionare al utilajului este urmatorul: strugurii se toarna in buncarul de receptie. Peretii inclinati ai buncarului si placa de separare a fluxului 2, datorita masei proprii a strugurilor, ii dirijeaza spre dispozitivul de zdrobire. Ca urmare a rotirii valturilor 3 in sensuri opuse, strugurii sunt atrasi in spatiul dintre rolele 4 si degajarile 8. Rotindu-se in jurul axei sale in degajare, rola se rostogoleste e masa de struguri si compenseaza complet diferenta vitezelor de rotatie ale suprafetelor tangentiale ale valturilor si exclude miscarea si frecarea strugurilor.
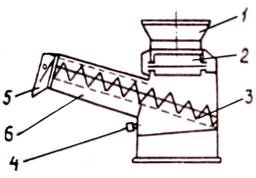
Alta masina tipizdrobitor-desciorchinator este cea cu dispozitiv de prelevare a mustului i a fost realizata in Romania
Schema tehnologica a masinii tip zdrobitor-desciorchinator cu dispozitiv de prelevare a mustului: 1 -buncar; 2 -valturile; 3 -obturator; 4 -palete; 5 -clindru perforat; 6 -arborele desciorchinatorului; 7 -jgheab pentru evacuare; 8 -snec; 9,10 -ciur; 11 -snec.
Strugurii din buncarul 1 cad pe valturile 2, de unde prin obturatorul 3 ajung pe arborele 6 al desciorchinatorului cu paletele 4, ciorchinele evacuandu-se prin jgheabul 7, iar bobitele zdrobite prin perforatiile cilindrului 5 ajungand la snecul 8.
Aceasta masina se deosebeste de celelalte utilaje, de acelasi tip,, prin faptul ca pentru evacuarea bostinei se utilizeaza doua snecuri 8 si 11. Ultimul este montat sub un unghi de 45. Sub ambele snecuri sunt instalate doua ciururi prin care la miscarea bostinei se elimina mustul.
Avantajele acestei masini
constau in: posibilitatea obtinerii unui must de diferite
fractii; incetinirea procesului de oxidare bostinei (datorita micsorarii
timpului ei de prelucrare), micsorarea suprafetei necesare
productiei (prin scoaterea din linie a scurgatorului)
si in universalitatea utilizarii (datorita obturatorului
3 pot fi prelucrati struguri cu
separarea si fara separarea
ciorchinilor).
La fabricile de vin si de sucuri, pentru maruntirea fructelor si bobitelor sunt folosite zdrobitoare de fruncte si legume tip CDP-4 sau masina de taiat radacinoase tip CPI-4. Exista intreprinderi unde fructele cu samburi se prelucreaza in vederea obtinerii sucului pe liniile de prelucrare a strugurilor, in care, pentru maruntirea fructelor se folosesc masini de tip centrifuge.
Utilizarea masinilor de maruntire prezentate nu permite obtinerea unei bostine destul de omogene din punct de vedere al compozitiei si cu proprietati extractive destul de bune. In bostina este continuta o cantitate anumita de particule destul de mici (pana la 1 mm), ca urmare a acestui fapt la presare si scurgere sucul se imbogateste cu particule in suspensie. In afara de aceasta, valorile inalte ale vitezelor liniare ale organelor de lucru accelereaza oxidarea bostinei si sucului. La ICSIA din Crimeea (filiala din Simferopol), au fost realizate zdrobitoare cu valturi tip VDV-5 pentru maruntirea fructelor, inainte de a extrage din ele sucul prin scurgator si presa.
Zdrobirea se realizeaza prin doua valturi antrenate prin transmisie dintata sincrona si montate in buncarul de incarcare. Valtul conducator este antrenat in miscare de rotatie de motorul electric prin cuplajul de siguranta si reductorul cu melc. Toate piesele si subansamblurile care se afla in contact cu materia prima si cu bostina sunt executate din materiale speciale.
Variatia jocului dintre valturi permite evitarea zdrobirii semintelor.
Incercari
experimentale pe zdrobitoare tip VDV-5 au fost efectuate la
fabricarea de vin din Simferopol si la fabricarea de vinuri din fructe din
Minsk.
Au fost obtinute urmatoarerele productivitati tehnice:
5-7; 5-6; 3,2-3,5 si 5,8- 6 t/h, pentru diferite tipuri de vinuri.
Consumul specific de energie electrica a fost 0,25-0,5 kW . h/t.
Au fost realizate valturi cu aripioare cu profil variat, dintre care, cele cu profil triunghiular sunt cel mai des utilizate.
In urma experientelor
efectuate, s-a constat ca sucul de visine obtinut
la presa de struguri tip VPND-10 contine 15-17% suspensie, atunci cand
s-a
realizat prin zdrobire.
Dupa schimbarea acestui zdrobitor cu cel de tip VDV-5, continutul suspensiilor in suc s-a micsorat pana la 7-8,5%. Zdrobitorul tip TDG-20 separa pana la 90% din codite si 1-20% din samburi, ceea ce inrautateste considerabil conditiile de separare a primei fractii de suc de celelalte fractii. Umiditatea tescovinei la utilizarea zdrobitorului tip VDV-5 s-a micsorat cu 3%.
In urma rezultatelor incercarilor experimentale au fost recomandate, pentru fabricare, zdrobitoarele de tip VDV-5.
Zdrobitoare-deseiorchinatoare centrifuge cu socuri
Particularitatea specifica a principiului de functionare a zdrobitoarelor desciorchinatoare centrifuge cu socuri este realizarea simultana a operatiilor de zdrobire si desciorchinare efectuate de catre rotorul masinii. Aceste masini sunt caracterizate de o turatie mare a rotorului (pana la 450-500 rot/min).
In functie de pozitia
organelor de executie,. zdrobitoarele-
desciorehinatoare centrifuge cu socuri se subimpart in utilaje
verticale si
utilaje orizontale.
In cazul celor orizontale, in bostina ramane o cantitate oarecare de boabe nezdrobite si, prin urmare, este necesara introducerea unui dispozitiv suplimentar de zdrobire.
Din punct de vedere tehnologic, existenta vitezelor mari ale organului de executie in zdrobitoarele centrifuge cu socuri se reflecta negativ asupra calitatii mustului, in comparatie cu zdrobitoarele cu valturi.
In urmatoarea figura sunt prezentate schemele principale ale zdrobitoarelor-desciorchinatoare cu socuri. Principalul organ de lucru al masinii este rotorul, care este reprezentat de un arbore vertical 1 (in cazul al doilea-arbore tubular) cu bratele 2. La extremitatea de jos a arborelui este instalat un suport cruce 7. Fiecare pereche de brate este fixata pe arbore sub un unghi de 90˚ fata de cea vecina. Pe suportul 7 sunt instalate paletele verticale 3, care sunt incovoiate pe spirala in spatiul inelar dintre doi cilindri. Cilindrul exterior 6 este perforat si comunica cu recipientul pentru bostina al masinii. Arborele cu brate se afla in cilindrii 4 si 5 care, la randul lor, se afla in interiorul cilindrului 6.
Suprafata laterala interioara a cilindrului mic 5, in primul caz, este ondulata, pentru marirea rezistentei la lovirea strugurilor de peretii cilindrului. La varianta b, 8 reprezinta un arbore vertical pentru paletele inclinate. Paletele elicoidale sunt destinate separarii cat mai exacte a resturilor de coaja a bobitelor, separarii bobitelor de ciorchinii patrunsi in spatiul inelar dintre cilindrii, precum si transportului ciorchinilor catre orificiul de evacuare si inlaturarea lor din zdrobitor.
Schema prezentata (varianta a ) corespunde zdrobitoarelor tip TDG-20, TDG-30 din R. Moldova si sistemului BLACHERE (Franta, Algeria).
Firma "Blachere" produce, de asemenea, zdrobitoare in patru variante ale caror caracteristici tehnice sunt prezentate in tabelulul urmator.
Caracteristicile tehnice ale zdrobitoarelor produse de firma "Blachere"
|
Productivitatea, t-h Turatia rotorului, rot/min Puterea electromotorului, kW Dimensiunile de gabarit, mm -lungimea -latimea -inaltimea Masa, kg |
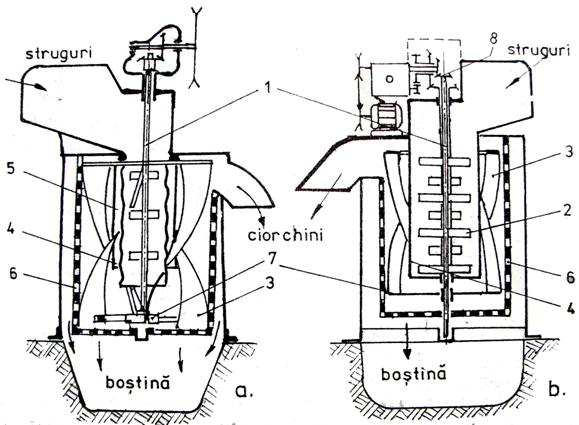
Schema tehnologica a zdrobitorului-desciorchinator centrifug cu socuri: a -cu arbore comun, cu brate si palete; b -cu arbori de actionare, separati; 1,8 -arbori; 2 -brate; 3 -palete elicoidale; 4 -cilindri interiori netezi; 5 -cilindru interior ondulat; 6 -cilindru exterior perforat; 7 -suport in cruce.
Firma "Garolla" (Italia) produce zdrobitoare cu productivitatea de 30 si 40 t/h (stationare) si de 10 t/h (mobile). Asemenea tipuri de zdrobitoare sunt produse si de firma "Gianazza" (Italia).
Analizandu-se procesul de lucru al acestor masini, s-a stabilit ca, dupa lovirea cu bratul, strugurele primeste o viteza considerabila si poate sa iasa din camera de zdrobire, trecand nu mai mult de 1-2 lovituri ale bratelor pe fiecare strugure.
Zdrobitoarele-desciorchinatoare cu brate, cu dispunerea verticala a organelor de lucru, prezinta o eficienta tehnologica scazuta. Un rol important in distrugerea bobitelor si in desciorchinare il are procesul de transport al strugurilor cu ajutorul bobitelor si in desciorchinare il are procesul de transport al strugurilor cu ajutorul paletelor elicoidale catre orificiul de iesire pentru ciorchini, proces care este insotit de o frecare intensa a strugurilor pe suprafata cilindrului perforat.
Sunt posibile mai multe metode de inlaturare partiala a acestor neajunsuri. Astfel, in Franta, Italia precum si in alte tari sunt patentate utilajele tip zdrobitor-desciorchinatoare verticale cu asa-numita alimentare cu stuguri "de jos", dintre asemenea constructii deosebindu-se zdrobitoarele "Blachere" fara brate. Pentru zdrobitoarele-desciorchinatoare cu alimentare "de jos" nu este necesarainstalarea receptorului de bostina.
O metoda de marire a gradului de uniformitate al zdrobirii strugurilor este folosirea mecanismelor de actionare separata a arborelui cu brate de cel cu palete elicoidale.
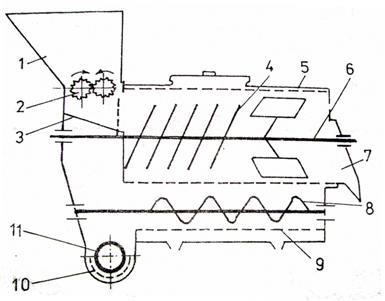
Un asemenea tip de utilajeste cel reprezentat in fig.4.12.b care este realizat dint-un corp cilindric, pe a caruiparte dorsala este instalata fereastra pentru evacuarea ciorchinilor.
Concentric corpului este asezat un cilindru interior 4, deasupra caruia este instalat buncarul de alimentare. In interiorul corpului, concenric cu acesta, se afla si cilindrul perforat 6. pe axa corpului cilindric vertical este instalat arborele 8, care in partea de jos, cu ajutorul unui suport de tip cruce orizontal 7, are fixatepaletele elicoidale 3. Pe arborele tubular 1 sunt instalate bratele 2.
Strugurii se rastoarna in buncarul zdrobitorului, de unde trec in cilindrul mic unde, cu ajutorul bratelor care se rotesc, se realizeaza zdrobirea strugurilor si desciorchinare. In partea inferioara a corpului, strugurii sunt aruncati datorita fortei centrifuge pe paletele elicoidale. Bobitele zdrobite cad prin gaurile cilindrului perforat si sunt evacuate prin fereastra speciala.
Caracteristici tehnice ale zdrobitoarelor-desciorchinatoare centrifuge cu socuri
|
Tipul |
TDG-20 |
TDG-30 |
TDG-30A |
TDG-50 |
|
Productivitatea | ||||
|
Turatia arborelui cu brate, rot/min |
225;275 |
150;180 |
||
|
Turatia paletelor elicoidale, rot/min |
| |||
|
Puterea mecanica de actionare,kW | ||||
|
Dimensiuni de gabarit, mm -lungimea -latimea -inaltimea -masa |
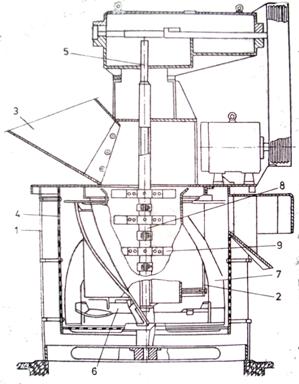
Zdrobitorul-desciorchinator centrifug cu socuri tip TDG-50: 1 -corpul cilindric; 2 -cilindrul interior; 3 -buncarul de alimentare; 4 -cilindrul perforat exterior; 5 -arborele pentru desciorchinator; 6 -suport in cruce; 7 -palete elicoidale; 8 -arbore pentru actionarea zdrobitorului; 9 -brate orizontale (ale zdrobitorului).
Aceasta schema functionala sta la baza constructiilor utilajelor TDG-20, TDG-30A si TDG-50 care au productivitatea de 20, 30 si respectiv 50 t/h. In fig.7.13. este prezentata schema tehnologica a zdrobitorului TDG-50.
Zdrobitor-scurgator
Zdrobitoarele scurgatoare au fost construite din necesitatea simplificarii prelucrarii strugurilor, prin realizarea scurgerii mustului liber, concomitent cu zdrobirea strugurilor.
Este format dintr-un zdrobitor cuvalturi canelate 2 (fig. 7.14) turnate din arama, avand la partea inferioara un transportor de mustuiala cu melc 3, cu ajutorul caruia se realizeaza scurgerea mustului liber.
 Turatia melcului este 24 rot/min iar distanta dintre valturi 2,25-9,75 mm.
Turatia melcului este 24 rot/min iar distanta dintre valturi 2,25-9,75 mm.
Zdrrobitor scurgator:
palnie de alimentare; 2-valturi canelate; 3- transportor melc; 4- racord evacuare must; 5- palnie evacuare mustuiala scursa; 6- cilindru perforat
Mustuiala zdrobita de cele doua valturi ale zdrobitorului cade intr-un jgheab de tabla perforat montat la partea inferioara a carcasei. In acest jgheab este montat un melc transportor inclinat la 20-25˚, care vehiculeaza mustuiala de-a lungul sau si a unui cilindruperforat montat in prelungirea jgheabului de mustuiala. Mustul liber se scurge prin orificiile jgheabului si cilindrului perforat, iar mustuiala scursa este eliminata prin gura de evacuare 5. Mustul scurs se colecteaza intr-un bazin plasat sub jgheabul perforat, de unde prin racordul 4 se scurge spre cisternele de colectare ale cramei.
Din cauza lipsei desciorchinarii si a comprimarii mustuielii in dispozitivul de scurgere, mustul obtinutcu acest utilajeste foarte bogat in substante tanante. Totodata, prin frecarea mustuielii de peretii cilindrului perforat, are loc o maruntire a componentelor solide, care duce la marirea procentului de burba din must.
Folosirea zdrobitoarelor-scurgatoare de acest tip nu este recomandabila decat in situatia in care strugurii care trebuie prelucrati sunt de calitate inferioara, astfel incat o prelucrare complexa nu ar fi rentabila.
Caracteristici tehnice : capacitatea de prelucrare: 5-6 t/h; puterea electromotorului 2,8 kW; capacitatea cosului de alimentare 80 l; turatia valturilor 120 rot/min; turatia melcului 24 rot/min; distanta intre valturi 2,25-9,75 mm.
La reglarea distantei dintre valturi, se tine seama de: diametrul boabelor, starea recoltei de struguri, forma suprafetei valturilor.
Intretinerea consta in spalarea zilnica cu jet de apa, dupa incetarea activitatii. Se spala palnia de alimentare, valturile zdrobitoare, gura de evacuare, partile interioare, dupa scoaterea capacelor laterale si demontarea sitei de fund din dreptul capacelor.
Revizia masinii se face o data pe an, la sfarsitul sezonului, si consta in demontarea masinii, curatirea organelor de lucru si verificarea lor.
Zdrobitorul-desciorchinator cu pompa este de fapt un agregat numit egrafulopompa, care prezinta o serie de avantaje: indici calitativi de lucru superiori, productivitate ridicata, utilizare larga, reglare simpla, ocupa un spatiu restrans.
Cele mai raspandite tipuri de asemenea utilaje intalnite in unitatile vinicole din Romania sunt zdrobitorul-desciorchinator cu pompa de tip" Independenta" si TZD-1. Egrafulopompa "Independenta" Sibiu are productivitate redusa si indici calitativi de lucru inferiori celor obtinuti cu echipamentul TYD-1 produs de "Tehnofrig" -Cluj.
Zdrobitorul-desciorchinator cu pompa TZD-1 are urmatoarele componente principale: valturile zdrobitoare 2, cilindrul separator 4, arborele desciorchinator 6, pompa de mustuiala 8 (fig.7.15.)
Cadrul agregatului este o construtie metalica din profiluri U si din cornier, sudate, pe care sunt montate, in suruburi, diferitele organe ale masinii. Aceste este fizatpe fundatie prin sase suruburi speciale.
Zdrobitorul este format din patru valturi canelate, imbracate la ezterior cu o camasa de otel inoxidabil. Valturile extreme sunt montate pe bucse excentrice de fonta care permit, prin rotirea lor, reglarea distantei dintre ele si valturile fixe. Pentru evitarea deteriorarii diferitelor orgne ale masinii, in cazul intrarii unor corpuri tari intre valturi, zdrobitorul este prevazut cu con de frictiune.
In functionarea normala, cuplul motor primit de la roata de lant 3, montata pe butucul rotii dintate 2, care se rotste liber pe axul 1, se transmite axului 6 prin intermediul rotii dintate libere 5 si a conului de frictiune 4
Zdrobitor-desciorchinator cu pompa: 1-buncar de alimentare; 2- valt zdrobire; 3- perete inclinat; 4- cilindru separator; 5- segmente spira; 6- arbore desciorchinator; 7- palete; 8- pompa de mustuiala cu piston; 9- jgheab evacuare ciorchini; 10- bazin colector mustuiala; 11- gura de evacuare mustuiala.
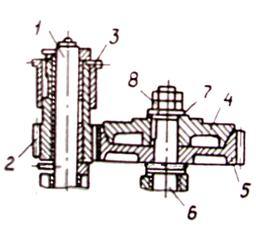
Dispozitiv de siguranta cu con de frictiune:
1- valt;
2- roata dintata; 3- roata de lant; 4- con de frictiune;
5- roata dintata;
ax valt; 7- saiba elastica; 8- piulita
Strangerea conului de frictiune 4 in locasul sau de pe roata dintata 5 se face cu ajutorul piulitelor 8 si al saibei elastice 7.
In cazul in care cuplul rezistent depaseste o anumita valoare, conul de frictiune patineaza in locas, intreruand astfel transmiterea miscarii la valturi.
Buncarul de alimentare, montat pe cadrul zdrobitorului, este construit din tabla de otel cu profiluri cornier sudate. Pentru evitarea contactului strungurilor cu fierul, in interior, buncarul este acoperit cu un strat de vopsea rezistenta la actiunea acizilor din must. In partea opusa alimentarii cu struguri acesta este prevazut cu un perete mai inalt pentru evitarea caderii strugurilor in afara buncarului.
Cilindrul separator este un tambur din tabla de otel inozidabil, perforata, pe care este nituita, la capatul anterior, o coroana dintata de antrenare, iar la capatul posterior un inel de rulare. Turatia cilindrului separator este de 14 rot/min.
Pe corpul tamburului sunt montati in exterior opt segmenti de spira, care transporta spre carcasa inferioara a desciorchinatorului boabele cazute in jgheabul cilindrului separator, prin orificiile tamburului.
Axul desciorchinatorului, plasat in interiorul cilindrului separator, se compune dintr-un valt pe care sunt montate prin filetate si piulite de siguranta, o serie de palete dispuse in spirala. Turatia axului desciorchinator este de 166 rot/min.
Atat axul cat si paletele sunt confectionate din otel inoxidabil. Axul se sprijina pe doua lagare cu rulmenti, iar sa capatul anterior sunt montate doua roti de lant.
Strugurii descarcati in buncarul 1 sunt antrenati prin rotirea valturilor zdrobitorului 2 intre acestea si zdrobiti, dupa care cad pe peretele inclinat 3. De aici strugurii aluneca spre cilindrul separator 4, de unde sunt preluati de paletele axului separator 6, care ii antreneazaspre jgheabul de evacuare a circhinilor 9.
Pentru prelungirea sau scurtarea timpului in care ciorchinii sunt supusiactiunii paletelor, acestea sunt prevazute cu posibilitatea de reglare a orientarii lor, prin rotirea in jurul axei proprii.
Boabele zdrobite, desprinse de pe ciorchini, cad prin orificiile practicate in peretii cilindrului separator, de unde, prin rotirea acestuia (in sens invers sensului de rotire al axului desciorchinator, sunt impinse de catre segmentii elicoidali 5, spre carcasa inferioara a agregatului, in bazinul 10, de unde pompa 8 le evacueaza spre scurgator.
Caracteristici tehnice: capacitatea de prelucrare: 30-45 t/h; capacitatea buncarului de alimentare: 1,4 m3; debitul pompei: 40 000 l/h; inaltimea de refulare a pompei pe verticala: 14 m; puterea electromotorului: 10 kW; n: 1500 rot/min; dimensiuni de gabarit, in mm: 3160 x 2000 x 3670; masa: 3000 kg.
Variatia capacitatii de prelucrare a gregatului este limitata de productivitatea valturilor zdrobitoare care este functie de indicele de zdrobire care depinde de calitatea materialului.
Indicii calitativi ai agregatului, imbogatirea mustului in substante tanante si fier sau vatamarea ciorchinilor si semintelor se incadreaza in limitele valorice impuse de cerintele tehnologice.
Caracteristici tehnice: capacitatea de prelucrare: 5-6 t/h; puterea electromotorului 2,8 kW; capacitatea cosului de alimentare 80 1; turatia valturilor 120 rot/min; turatia melcului 24 rot/min; distanta dintre valturi 2,25-9.75 mm.
La reglarea distantei dintre valturi, se tine seama de: diametrul boabelor, starea recoltei de struguri, forma suprafetei valturilor.
Intretinerea consta in spalarea zilnica cu jet de apa, dupa incetarea activitatii. Se spala palnia de alimentare, valturile zdrobitoare, gura de evacuare, partile interioare, dupa scoaterea capacelor laterale si demontarea sitei de fund din dreptul capacelor.
Revizia masinii se face o data pe an, la sfarsitul sezonului, si consta in demontarea masinii, curatirea organelor de lucru si verificarea lor.
Calculul tehnologic al zdrobitoarelor-desciorchinatoare si al morilor cu cutite
Elementele dimensionale ale valturilor
Determinarea
geometriei optime a valturilor profilate, elaborarea metodologiei de
calcul, precum si proiectarea acestora constituie probleme de
actualitate in constructia de utilaje pentru vinificatie. Problemele mai importante, care presupun un studiu mai profund, sunt mecanica
procesului de lucru a valturilor caracterul actiuni
organelor de lucru asupra produsului:
cinematica de miscare a strugurelui si jocul intre valturi
s.a.m.d.), actiunea diferitilor factori asupra
productivitatii zdrobitorului precum si indicii
calitatii procesului obtinut.
Geometria si conditiile tehnice ale actiunii valturilor profilate contribuie la aplicarea rationala a fortelor exterioare asupra strugurilor supusi prelucrarii.
|
|
La maruntirea lor intre varfurile si golurile nervurilor, strugurii capata viteze considerabil mai mici si sunt supusi unei frecari mai slabe. Procesul de maruntire, in acest caz, se apropie tot mai mult de varianta optima de faramitare a strugurilor, ca rezultat al apropierii suprafetelor plane de maruntire. Majoritatea uzinelor realizeaza valturi profilate cu 4, 6 si 8 nervuri.
Conditia ca bobul de
strugure sa poata fi antrenat de valturi si tras printre
acestea este: ![]() ,
unde φ este unghiul de frecare al
bobului cu suprafata valtului.
,
unde φ este unghiul de frecare al
bobului cu suprafata valtului.
Diametrul valtului pentru antrenarea celor mai mari boabe se determina din conform relatiei:
unde: 6 este distanta dintre valturi, care trebuie sa fie mai mare decat dimensiunile semintelor de struguri. Unghiul a capata valoarea maxima in, cazul in care 6=0.
Introducand 6-0 si
α = ![]() , se obtine diametrul minim al
valtului:
, se obtine diametrul minim al
valtului:
Valoarea unghiului de frecare cp ajunge pana la 14.5. in practica pentru D se foloseste valoarea obtinuta cu relatia:
![]()
Este stabilit ca atunci cand turatia n a organului de lucru (valtul)
variaza in intervalul 1-10 rot/min, coeficientul K care pune in evidenta antrenarea materiei prelucrate, variaza in limite largi pentru aceeasi cantitate de must ravac. Valoarea lui K poate fi determinata grafic.
Pentru
o cantitate maxima de must ravac (55 dal/t), coeficientul K la
n =1-10 rot/min, se poate determina analitic:
![]()
Se mentioneaza ca in relatia de calcul anterioara nu s-a tinut cont de profilul valturilor. Factorii de acest tip se pot lua in consideratie
introducandu-se in relatia de mai sus coeficientii K1 si K2. Coeficientul K1 tine
cont de caracteristica
geometrica a suprafetei de lucru a valturilor si se
determina prin raportul dintre suprafata transversala de
actiune pentru valturi profilate ![]() si suprafata transversala de
actiune pentru valturi netede
si suprafata transversala de
actiune pentru valturi netede ![]()
![]()
Suprafata sectiunii transversale a valturilor netede poate fi calculata cu relatia
![]()
iar cea a valturilor profilate cu relatiile
![]()
![]()
in care: β este coeficient de
proportionalitate, care depinde de numarul de proeminente
si este egal cu β=0,75, cand
z = 4; β=1, cand z=6:
β=1,25, cand z = 8; F0 -suprafata sectiunii transversale
adancite dintre doua palete vecine![]() , h - inaltimea paletei,
, h - inaltimea paletei, ![]() , S - latimea paletei, m; - unghiul de antrenare a
valturilor. Coeficientul
, S - latimea paletei, m; - unghiul de antrenare a
valturilor. Coeficientul ![]() tine cont de cantitatea de must care se
elimina la zdrobirea strugurilor
si este dat de relatia:
tine cont de cantitatea de must care se
elimina la zdrobirea strugurilor
si este dat de relatia:
unde: - ![]() concentratia
de suc, %, raportata la
volumul total de produs. Este
concentratia
de suc, %, raportata la
volumul total de produs. Este
stabilit ca marimea q0 depinde de jocul dintre valturi.
Productivitatea zdrobitoarelor-desciorchinatoarelor
Productivitatea zdrobitorului-desciorchinator cu valturi. Se determina conform relatiei :
![]()
in care: ![]() este viteza medie de deplasarea produsului prin
spatiul dintre
este viteza medie de deplasarea produsului prin
spatiul dintre
valturi, m/s (sau
viteza periferica a valturilor); 6 -distanta (jocul) dintre
valturi, m (aproximativ 0,006 m); / - lungimea valtului, m; p -
densitatea in vrac a strugurilor, kg/m3 (600 - 700 kg/m3);
Ku - coeficient de
corectie care tine seama de neuniformitatea de alimentare cu produs,
umplerea spatiului dintre valturi(K![]() = 0,7-0,8) Relatia pentru determinarea productivitatii poate
avea si urmatoarea forma:
= 0,7-0,8) Relatia pentru determinarea productivitatii poate
avea si urmatoarea forma:
Mentionam ca relatiile indicate sunt aplicabile numai in cazul in care materialul se faramiteaza in bucati care nu contin lichid. In realitate, cand bobitele ajung in zona de functionare a valturilor, orice crapatura cat de mica a pielitei bobitei este urmata de eliminarea sucului (mustului), avand o viteza mai mare decat a masei principale de struguri, trecand mai repede printre valturi. in consecinta, productivitatea reala a zdrobitorului cu valturi este mai mare decat cea 'calculata conform formulelor indicate. In afara de aceasta, in aceste relatii nu se tine seama de profilul valturilor.
Latimea spatiului pentru zdrobire intre valturile profilate este putin mai mare decat cea dintre valturile netede sau striate, in timp ce alti parametri geometrici sunt aceiasi (diametral exterior, distanta intre axe).
Coeficientul de corectie se determina conform relatiei:

in care: v este viteza periferica a valturilor, m/s; A - coeficient in functie de tipul valtului. Pentru valturile cilindrice, v = 0,48-1,57 m/s iar A = 0,753,
pentru cele profilate, cand v = 0,8-1,24 m/s, A = 0,859; m - exponent (m=l si respectiv m=l,06).
Consumul energetic la zdrobirea-desciorchinarea strugurilor si la maruntirea fructelor
Consumul energetic pentru antrenarea arborilor zdrobitorului-desciorchinaiorului este necesar in vederea invingerii rezistentei la rotirea valturilor si la separarea boabelor de ciorchini.
Momentul
de rezistenta la rotirea valturilor poate fi determinat ca o
suma a doua componente:
![]()
unde: Md este momentul necesar invingerii rezistentei la deformare a produsului; Mfr - momentul de rezistenta la frecarea in lagare, creat de greutatea valturilor si de forta de impingere a produsului printre valturi. Componenta Md se determina cu relatia:
![]()
in care: Pi
este forta de impingere, N; D - diametrul valturilor, m; ![]() unghiul de antrenare intre valturi a
produsului.
unghiul de antrenare intre valturi a
produsului.
Momentul de frecare in lagare este dat de relatia:
![]()
in care: u- este coeficient de frecare in lagare; Gv - greutatea valturilor; dl -diametrul lagarului, m.
Puterea de actionare a zdrobitorului se determina cu relatia
In care n: este turatia valturilor sau turatia medie a celor doua valturi, rot/min;η -randamentul transmisiei.
Pentru calculul orientativ al puterii motorului electric de actionare a valturilor zdrobitorului poate fi folosita si relatia empirica:
![]()
in care: dm este diametrul mediu al bobitei de struguri; K - coeficient in functie de proprietatile fizico-mecanice ale strugurilor, profilul valturilor (pentru valturi cilindrice K=0,194-0,338; pentru valturi profilate k = 0,136-0,164);
Puterea consumara pentru separarea ciorchinilor poate fi determinata cu relatia:
![]()
in care Q, este productivitatea zdrobitoarelor, kg/s; a lucrul mecanic specific al desciorchinatoarelor, Nm/kg. [a=(82,4-130,8) N-m/kg].
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 18302
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved