| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
AUTOMATIZARI FLEXIBILE PENTRU SISTEME AVANSATE DE FABRICATIE
Industria moderna impune cresterea productivitatii si calitatii produselor, scurtarea timpilor de livrare, eliminarea locurilor de munca grele, in medii toxice, cu munci repetitive si monotone, descentralizarea geografica a utilajelor tehnologice, folosirea unor specificatii stricte pentru produse etc. Noile cerinte impuse productiei industriale au drept consecinta scurtarea timpilor de viata ai noilor produse, reducerea loturilor de fabricatie, cresterea flexibilitatii fabricatiei si a cerintelor asociate noilor produse etc. Toate acestea necesita realizarea unui compromis intre eficienta si flexibitatea procesului de fabricatie din intreprinderile industriale (fig. 1)
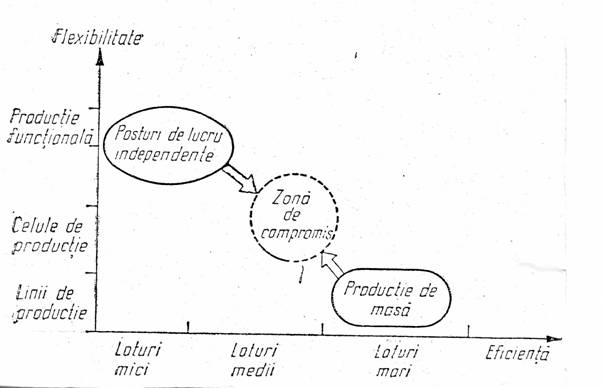
Fig. 1 Dependeta eficienta-flexibilitate
Pentru asigurarea flexibilitatii productiei trebuie ca proiectarea produselor, planificarea si pregatirea productiei sa fie facuta cu calculatorul (CAD - computer aided design; CAP - computer aided planning; CAM - computer aided manufacturing), productia sa se realizeze in celule flexibile de productie (FMC - Flexible, manufacturing cell), intretinerea echipamentelor si controlul calitatii sa fie, de asemenea, asistate de calculator (CAQ - computer aided quality control; CAS - computer aided service), iar comunicatia informatiei in intreprindere sa fie realizata printr-o retea de calculatoare.
Sistemele de fabricatie asistate de calculator permit translatarea directa a datelor rezultate in proiectarea asistata de calculator (masini, unelte, roboti etc.) care prelucreaza obiectul proiectat. Combinarea celor doua sisteme reprezinta una din problemele centrale ale sistemelor moderne de productie. Sistemele flexibile de fabricatie incorporeaza masini-unelte cu comanda numerica, care lucreaza in cooperare cu roboti de manipulare sub conducerea calculatoarelor numeric.
Primele sisteme complexe de fabricatie apar la inceputul deceniului sase al secolului trecut, in industria aeronautica, prin introducerea masinilor-unelte cu comanda program. Programele de lucru ale masinilor-unelte erau memorate pe benzi de hartie perforata (NC - Numerical Control) . Comanda numerica este o metoda de automatizare a masinilor-unelte prin care instructiuni codificate numeric sunt transformate in semnale de comanda pentru sistemele de actionare ale masinilor-unelte.
Ulterior au aparut masini-unelte cu comanda numerica directa, la care programele sunt memorate intr-un calculator numeric central (DNC - Direct Numerical Control). Transmiterea programelor masinilor-unelte de la un calculator central permite o usoara actualizare a datelor, o buna monitorizare a functionarii si o rapida realocare in caz de avariere a tuturor masinilor-unelte.
Aparitia mini si microcalculatoarelor la inceputul deceniului opt a permis ca fiecare masina-unelta sa fie condusa de o structura de calcul specializata (CNC - Computer Numerical Control).
Cercetarile din ultimii zece-cincisprezece ani din robotica au furnizat industriei noi solutii in rezolvarea problemelor de manipulare, sudura, asamblare, vopsire etc., permitand dezvoltarea sistemelor integrate de productie, care se materializeaza in sisteme flexibile de fabricatie (FMS - Flexible Manufacturing Systems). Sistemele flexibile de fabricatie combina tehnologia comenzii numerice si a manipularii automate cu calculatoarele electronice, pentru a crea o structura integrata care prelucreaza produse automat. Astfel de sisteme sunt programate pentru a prelucra produse in secvente optime si pot realoca automat masinile care prelucreaza diverse produse, cand unele din ele se defecteaza. Este posibila programarea tuturor operatiilor de prelucrare, pentru fiecare componenta a produsului realizat si intercorelarea lor ca sa se optimizeze capacitatea de operare si planificare. Se pot usor schimba tipurile produselor prelucrate sau volumul productiei.
Fig. 2 prezinta sistemul flexibil de fabricatie, care integreaza calculatoare, masini unelte cu comanda numerica, dispozitive de inspectie automata, roboti industriali de manipulare, roboti mobili, linii de transport, magazii automate etc.
Semifabricatele, materialele, subansamblele se incarca manual in statiile de incarcare/descarcare. Calculatorul central stabileste programul de miscare a robotilor mobili (sau a carucioarelor comandate de calculator), pentru a repartiza elemente de prelucrat la diferite centre de prelucrare. Produsele partial sau total prelucrate sunt transportate de robotii mobili intre centrele de prelucrare, magazia automata, magaziile tampon sau centrele de incarcare/descarcare. Incarcarea/descarcarea masinilor unelte, selectarea drumurilor optime de transport, variabilele de productie (vitezele de preluctat, schimbarea sculelor masinilor unelte, selectarea programelor robotilor industriali de manipulare etc.) sunt realizate de calculatorul central. Calculatoarele locale asigura comanda robotilor mobili si de manipulare, a masinilor-unelte si a magaziei automate, comunicand intre ele si cu calculatorul central.
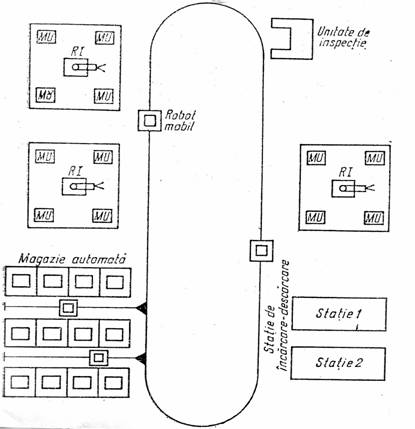
Fig. 2 Sistem flexibil de fabricatie
Un astfel de sistem se adapteaza repede la modificarile tipurilor de produse prelucrate, deoarece necesita selectarea unor noi programe sau reprogramarea unor calculatoare.
In pregatirea productiei se pot pune in evidenta doua mari funtii, care se realizeaza asistat de calculator in mod integrat: proiectarea de ansamble, subansamblele si piese separate si planificarea tehnologica, care stabilesteprocesele, operatiile, genereaza programele masinilor-unelte si ale robotilor industriali. Cele doua functii utilizeaza frecvent un subsistem de modelare geometrica in doua sau trei dimensiuni.
Rezultatele obtinute in fazele de proiectare si planificare a produselor si a productiei sunt inmagazinate in trei tipuri de baze de date: orientate pe aplicatie, pe obiect sau pe fabrica, care se folosesc in mod integrat de toate subsistemele intreprinderii. Fiecare produs are asociat un model format din informatia geometrica, fizica, tehnologica, economica.
De la proiectarea produsului, pana la realizarea si livrarea lui, toate operatiile se realizeaza asistat de calculator si in mod integrat.
Noile sisteme de productie, denumite si sisteme de productie integrate cu calculatoare (CIM - Computer Integrated Manufacturing), combina echipamente, programe, baze de date si sisteme de comunicatie, pentru a asigura conducerea unei productii variabile, optimizarea in timp real a planificarii productiei, controlul fluxurilor de materiale si operatii, coordonarea si realocarea dinamica a resurselor.
Schema bloc a sistemului de productie integrat cu calculator este prezentata in fig 3.
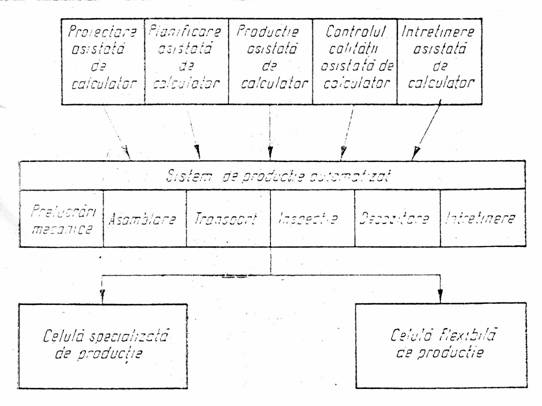
Fig. 3 Sistem de productie asistat de calculator.
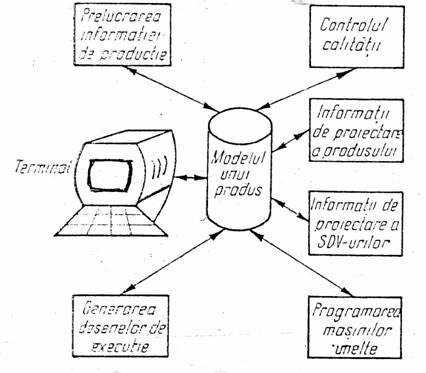
Fig. 4 Sistem de productie neintegrat.
In sistemele de productie neintegrate informatia, organizata in jurul produsului care se realizeaza, este prelucrata separat (fig. 4).
In cadrul sistemelor de productie integrate exista un flux unic de informatii, care integreaza sistemele de proiectare asistata de calculator cu cele de fabricatie asistata de calculator, folosim baze de date orientate pe sarcinile de productie, pe caracteristicile produselor si pe parametrii caracteristici ai intreprinderii producatoare.(fig. 5)
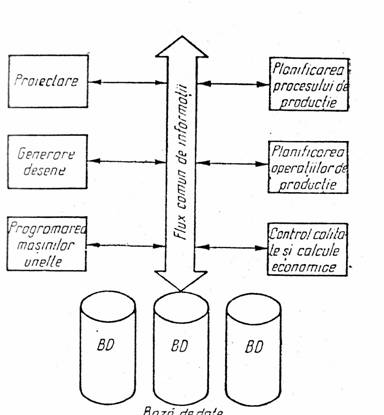
Fig. 5 Sistem de productie integrat.
Cu ajutorul sistemelor de proiectare asistata de calculator se pot aborda produse de mare complexitate, scade timpul de proiectare, se pot usor reproiecta produsele, creste siguranta lor in functionar"e (se obtine o documentare mai buna si mai completa).
In sistemele de productie integrate, informatia obtinuta din sistemul de proiectare asistata de calculator este transmisa sistemului de productie asistata de calculator, care prin atelierele flexibile de fabricatie asigura productia fara folosirea operatorilor umani (actiunile operatorului uman reducandu-se la supravgherea functionarii generale).
Ateliere flexibile de fabricatie
Sistemele de productie integrate cu calculator se bazeaza pe ateliere de fabricatie (fig. 6).
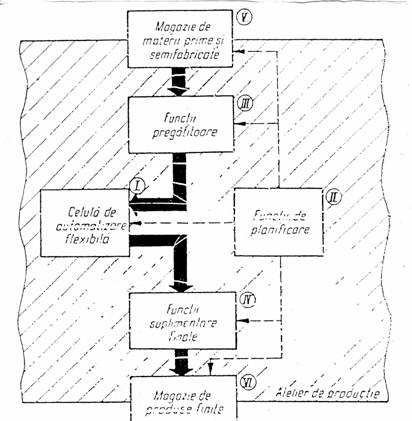
Fig. 6 Atelier de fabricatie.
Intr-un atelier de fabricatie se pun in evidenta: magaziile de materii prime(semifabricate) si cele de produse finite (V si VI), functiile de pregatire (III) si cele suplimentare finale (IV) (efectuate in general manual), celula de automatizare flexibila, care transforma semifabricatele in produse finite (I) si functiile de planificare tehnologica si de productie a actiunilor in atelierul de fabricatie (II).
Daca magaziile sunt automate, functiile pregatitoare si suplimentare finale sunt automatizate, iar planificarea operatiilor de productie este realizata pe calculator, se obtine un atelier flexibil de fabricatie.
Modificarea tipului produsului realizat implica numai reprogramarea calculatoarelor care comanda robotii, masinile unelte, elementele transportoare si magaziile automate din atelierul de productie.
1.2 Celula de automatizare flexibila
Nucleul de baza al unui atelier flexibil de fabricatie este celula de automatizare flexibila, care realizeaza efectiv procesul de productie specific constructiei de masini.
Celula de automatizare flexibila (fig. 7) este formata de masini-unelte cu comanda program (stung, freza, masina de gaurit in coordonate), un robot care asigura transferul produsului intre masinile unelte, o magazie de scule si o statie automata de paletizare.
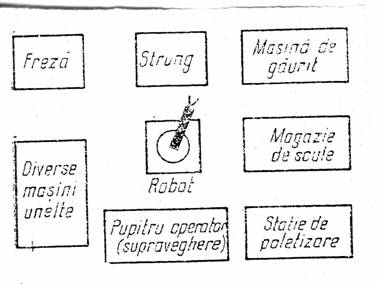
Fig. 7 Celula de automatizare flexibila
Intr-o celula de automatizare flexibila se pot pune in evidenta urmatoarele activitati:
- planificarea miscarii sculelor (genereaza programele de comanda ale masinilor unelte);
- planificarea miscarii obiectului prelucrat (genereaza programele robotului);
- miscarea sculelor, obiectelor de prelucrat, a fluidelor de racire si a spanului;
- supervizarea functionarii sculelor, a masinilor unelte, a robotului si a celorlalte echipamente;
- diagnoza si repararea sculelor, masinilor unelte si a celorlalte echipamente.
Circulatia fluxurilor de materiale in cadrul celulei si a intreprinderii (fig. 8) se desfasoara intr-un sistem ierarhic. Primul nivel cuprinde fluxurile din cadrul masinilor unelte, cel de-al doilea se desfasoara in cadrul unui atelier flexibil de fabricatie, iar ultimul cuprinde intreaga intreprindere. Celulele de automatizare flexibila constituie elementele de baza ale noilor sisteme de productie.
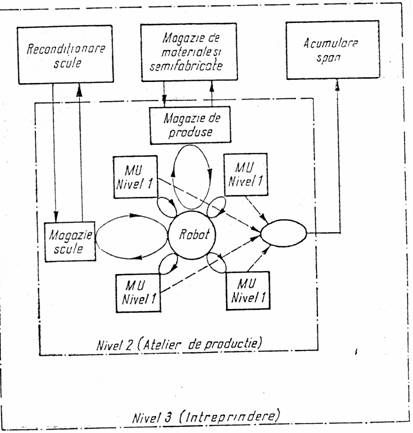
Fig. 8 Fluxul de materiale in cadrul sistemului de productie
1.3 Proiectarea si productia asistata de calculator
Automatizarea completa cu ajutorul calculatoarelor, a activitatii ctreative din proiectare ramane un deziderat imposibil de realizat in stadiul actual al dezvoltarii tehnico-stiintifice. De aceea, scopul sistemelor de proiectare si productie asistata de calculator nu este de a elimina omul, ci de a crea un mediu de lucru in care acesta sa fie eliberat de muncile de rutina, fara aport creativ.
Structura generala a unui sistem integrat de proiectare/productie este prezentata in fig. 9. In continuare sunt prezentate caracteristicile modulelor din fig. 9.
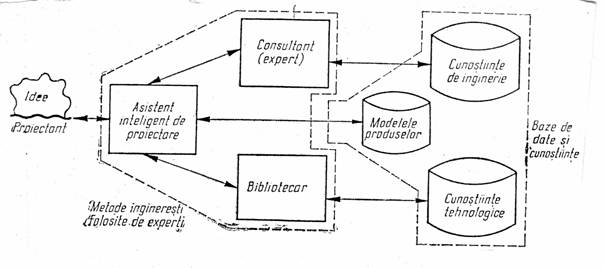
Fig. 9 Sistem integrat de proiectare/productie asistata de calculator.
Asistent inteligent de proiectare. Pe parcursul procesului de proiectare intervin multe activitati laborioase dar fara aport creativ, care sunt automatizate. Acest modul este dotat cu un grad ridicat de inteligenta artificiala, deoarece trebuie sa manipuleze diverse cunostinte tehnico-stiintifice care ii sunt partial deschise de proiectant. Folosind acest modul, proiectantul construieste modelele obiectelor pe care le proiecteaza si le fabrica si le inscrie in baza de date si de cunostinte ale sistemului.
Consultantul (expertul). In diferite faze ale activitatii de proiectare sunt necesare cunostinte de expert. Cu ajutorul acestui modul proiectantul poate utiliza aceste cunostinte acumulate ("know-how") asupra produselor deja proiectate, in procesul proiectarii unor produse similare.
Bibliotecarul. Majoritatea subansamblelor unui nou produs proiectat nu sunt in totalitate noi. Intr-un proiect se folosesc date tehnologice, standarde, diverse reguli, produse proiectate anterior, memorate in baza de date si cunostinte.
Rezultatele diverselor faze de proiectare se organizeaza sub forma de model al produsului. Acest concept de model al produsului realizeaza integrarea sistemului de proiectare si productia asistata de calculator. Toata informatia de fabricatie a produsului se organizeaza in modelul asociat produsului.
In sistemele neasistate de calculator rolul modelului produsului care se proiecteaza sau se fabrica este jucat de desenele tehnice.
Deoarece insasi proiectarea si realizarea atelierelor flexibile de fabricatie a partilor lor componente - celule de automatizare flexibila - sunt activitati laborioase, au fost in mare masura automatizate cu ajutorul calculatorului.
Se apreciaza ca 60-80% din efortul proiectarii si realizarii celulei (masini unelte, roboti, dispozitive de transfer si paletizare, magazii), cu proiectarea echipamentelor si selectarea robotului, cu realizarea unor machete care sa simuleze functionarea reala. Restul de efort se consuma pentru programarea robotilor, a masinilor unelte si realizarea ajustarilor particulare. De aceea, au fost realizare multe sisteme de programe care asista activitatea de proiectare si simulare a functionarii celulelor de automatizare flexibila. In general, aceste sisteme permit:
evaluarea comparativa a robotilor si masinilor unelte folosite;
definirea miscarilor robotului;
testarea limitelor spatiului de lucru al robotilor;
generarea "off-line" a programelor pentru roboti;
testarea si depanarea programelor robotilor.
1.4 Fabrica viitorului
Procesul de productie intr-o fabrica implica manipularea de materiale, echipamente, energie si informatie.
Pana in deceniul al saselea, informatia era manipulata in totoalitate manual sau mecanic si inregistrata pe hartie. Dispozitivele electronice si in primul rand calculatoarele au preluat prelucrarea si manipularea informatiei, facand acest lucru mai flexibil, mai bine si mai repede. In ultimii douazeci de ani calculatoarele au scazut ca dimensiuni, putere consumata si pret, marindu-si in acelasi timp puterea de calcul. Aceasta tendinta se va pastra si in continuare, iar folosirea calculatoarelor in toate compartimentele intreprinderii modifica substantial vechile concepte ale productiei.
In 1972 a inceput in Japonia proiectul realizarii unei metodologii de fabricatie fara operatori umani (MUM - Methodology for Unmanned Manufacture). Sistemul se bazeaza pe un concept ierarhic atat in echipamnte, cat si in comanda. Operatiile de asamblare, de intretinere si reparatii sunt efectuate de roboti evoluati, mobili, inteligenti si dotati cu vedere artificiala.
Multe din conceptele dezvoltate in cadrul metodologiei MUM se regasesc in atelierele flexibile de fabricatie implementate pana in prezent.
Productia viitorului va fi influentata de urmatoarele tendinte ale dezvoltatii societatii omenesti:
scaderea resurselor naturale de energie si materii prime;
cresterea concurentei pe pietele internationale de desfacere a produselor industriale;
cresterea continua a nivelului de trai;
Pentru a raspunde la aceste cerinte ale dezvoltarii societatii, noile structuri de productie vor trebuii:
sa creasca productivitatea muncii;
sa creasca fiabilitatea produselor;
sa scada timpul proiectare-fabricatie;
STADIUL ACTUAL SI PERSPECTIVE IN ROBOTICA EVOLUATA SI AUTOMATIZARILE FLEXIBILE
Este greu de apreciat exact marimea parcului de roboti industriali care lucreaza in intreaga lume, deoarece neexistand o definitie exacta pentru conceptul de robot, multe date statistice includ numarul robotilor si dispozitive simple de manipulare de tip "pick and place". Cu toate acestea se apreciaza ca in prezent lucreaza cateva zeci de mii de roboti (aproximativ 50.000).
Robotii evoluati, care realizeaza o adaptare fata de mediul de lucru, au depasit stadiul de laborator si se prezinta sub forme comercializabile. Parcul de roboti evoluati, datorita pretului prohibitiv si a cerintelor ridicate de fiabilitate pentru sistemul senzorial.
Robotii evoluati cu caracteristici inteligente raman inca in stadiul de laborator.
Robotii mobili, care urmaresc un traseu premarcat, incep sa-si faca aparitia in mediul industrial.
Sisteme de proiectare asistata de calculator integrate cu sisteme de productie asistate de calculator, precum si cele de automatizare flexibila sunt, in prezent, intr-un numar de ordinul zecilor.
Tendinta este de a realiza sisteme integrate de productie in care toate operatiile, de la proiectarea produsului pana la livrarea lui, sa fie asistate de calculator.
Pentru urmatorul deceniu se prevede o generalizare a utilizarii robotilor simplii, o crestere a folosirii in mediul industrial a robotilor evoluati cu caracteristici inteligente.
Deoarece atat in sistemele de roboti evoluati, cat si cele de productie flexibila, elementul de baza il reprezinta calculatoarele, saltul calitativ care se va produce in cadrul acestor sisteme va fi datorat aparitiei noii generatii de calculatoare (generatia a cincea).
Generatia a cincea de calculatoare va avea o gama larga de functii sofisticate, pentru rezolvarea numeroaselor probleme ridicate de societatea noastra tehnologica. In continuare, se vor enumera cateva din cerintele pe care noua generatie de calculatoare va trebuii sa le rezolve.
Cresterea inteligentei si a usurintei in utilizarea calculatoarelor:
interfete om-calculator realizate prin voce, prin grafica, imagini si documente scrise.
posibilitatea de a procesa informatie in mod conversational, utilizand limbajul natural uzual.
posibilitatea de a utiliza cunostinte memorate in aplicatii practice.
Generarea automata de programe:
cresterea ponderii de programe generate automat in cadrul dezvoltarii sistemelor de programe.
dezvoltarea de limbaje de programare de nivel ultrainalt, cu un grad inalt de versabilitate si fiabilitate.
Imbunatatirea mediilor de programare si realizarea de interfete inteligente intre utilizator si sistem.
Imbunatatirea peformantelor generale ale calculatoarelor:
Imbunatatirea indicelui cost-performanta.
Cresterea vitezelor de calcul si a capacitatii de memorare.
Marirea fiabilitatii in functionare.
Evident, caracteristicile generatiei a cincea de calculatoare vor avea un impact mare asupra robotilor evoluati si a sistemelor integrate flexibile de productie.
Robotii vor avea sisteme senzoriale sofisticate si un grad ridicat de inteligenta. Ei vor rezolva probleme complexe si dificile si vor fi mai usor de utilizat datorita dimensiunilor reduse, a puterii mari a sistemului de actionare si a structurii generale compacte.
Robotii vor genera o crestere spectaculoasa a productivitatii in toate ramurile industriale. Productivitatea pentru serii mici de produse va fi comparabila cu cea a productiei de masa.
Comunicarea om-robot se va realiza prin voce in limbaj natural prin imagini sau sisteme grafice interactive.
De asemenea, a cincea generatie de calculatoare va avea un impact puternic asupra proiectarii, productiei, ingineriei asistate de calculator. Astfel de sisteme vor folosii mari baze de date si de cunostinte, prelucrare de imagini, sisteme rapide de calcul tehnico-ingineresc pentru proiectare, transformare automata a rezultatelor proiectarii in date necesare fabricatiei produselor, pregatirea automata a documentatiei de fabricatie, utilizare, livrare.
Noile sisteme vor duce la scaderea consumului de energie, materii prime si a timpului de proiectare, fabricatie, livrare, precum si la o crestere a calitatii si fiabilitatii produselor.
Rezultatelor cercetatilor in informatica, automatica, electronica, robotica, calculatoare, inteligenta artificiala vor modifica radical productia de bunuri materiale in urmatoarele decenii.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3692
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved