| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
controlul DIMENSIONAL activ in sistemele de fabricatie
1. Generalitati, principiul metodei
Controlul 100%, efectuat pentru piese vitale sau scumpe prin simpla sortare in bun - rau, este neeficient. De aceea, automatizarea si asistarea de catre calculator a acestei operatii reprezinta o cale de crestere a eficientei operatiei de control. Una dintre aceste metode este si controlul dimensional activ.
Prin control dimensional activ se intelege metoda de dirijare a procesului de fabricatie prin masurarea caracteristicilor de calitate ale produsului, control realizat chiar in timpul prelucrarii pieselor, astfel incat produsul sa se incadreze in limitele specificatiilor prescrise (tolerante).
Termenul de control activ oglindeste schimbarea functiei operatiei de control de la o simpla inspectie si constatare la dirijarea procesului de prelucrare. Principiul metodei capata raspandire si in montaj, de exemplu prin controlul fortei de presare se poate face controlul momentului de strangere in timpul insurubarii etc.
2. Mijloace si configuratii uzuale de sisteme pentru control activ
Productivitatea prelucrarilor de precizie prin aschiere, imbunatatirea calitatii, prevenirea rebutului si reducerea costului depind in mare masura de metodele si mijloacele utilizate pentru conducerea proceselor si controlul lor.
Rationale sunt acele metode si mijloace de control care permit nu numai inregistrarea de rezultate prin masurare, ci si dirijarea procesului pentru obtinerea calitatii, cu alte cuvinte: construirea calitatii piesei prelucrate. Exista mai multe mijloace si configuratii de sisteme de control activ. O clasificare si descriere a acestora, dupa modul lor de actiune, se prezinta in cele ce urmeaza.
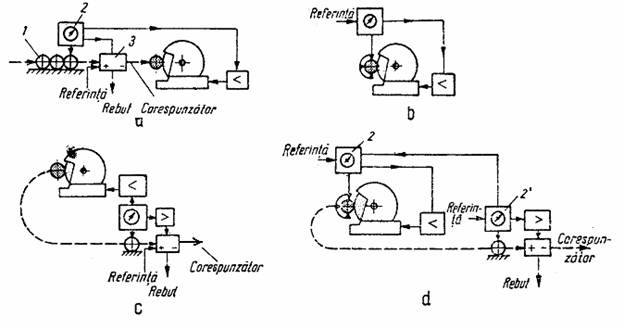
Mijloacele pentru controlul activ preoperational (al semifabricatelor) masoara semifabricatul inaintea prelucrarii si au rolul de protectie si blocare (fig. 1,a), asigurand protectia la deteriorare a sculei sau a mecanismelor masinii. Semifabricatul 1 este masurat prin intermediul traductorului 2, iar comparatorul 3 compara dimensiunea de referinta a semifabricatului cu cea reala - din proces, astfel ca numai semifabricatele corespunzatoare ajung in procesul de lucru. Se poate asigura si "compensarea" variatiei marimii adaosului de prelucrare, iar controlul semifabricatelor poate fi efectuat dupa una sau mai multe dimensiuni.
|
Fig. 1. Sisteme si procedee de control activ: a - control preoperational; b - control operational; c - control postoperational, d - control combinat (cu autocorectarea reglajului) |
Mijloacele pentru controlul activ operational (fig. 1,b) asigura masurarea piesei in timpul procesului de prelucrare si conducerea operatiei dupa variatia adaosului de prelucrare, pe baza unei stari sau conditii limite de toleranta (abateri de la forma geometrica sau pozitia reciproca) in comparatie cu o marime prescrisa sau de referinta.
Mijloacele pentru controlul operativ postoperational (fig.1,c) realizeaza, pe baza controlului uneia sau a mai multor dimensiuni ale piesei prelucrate, compensarea erorii cumulate de executie prin reglarea intermediara automata a masinii. Aceste sisteme mai pot asigura sortarea dimensionala a pieselor, eliminarea rebutului, oprirea executiei la repetarea succesiva a rebutarii s.a.
Mijloacele automate cu autocorectarea reglajului (fig.1,d) prezinta un interes aparte. Reglarea intermediara se realizeaza pe o portiune a campului de toleranta sau proportional cu marimea abaterilor constatate postoperational. Acest tip de control asigura functionarea cea mai stabila masinilor-unelte automate.
Procedeele de control mai eficace sunt cele operationale, respectiv cele cu autocorectarea reglajului - cu comanda si corectarea avansurilor sau a pozitiilor succesive generate prin masurare si aplicate direct piesei sau sculei.
Masurarea sculei sau suportului sau este condusa si oprita pe baza programului masurarii, piesa comandandu-si singura dimensiunea efectiva si se foloseste pentru piese mici, geometric complicate sau in situatii nefavorabile de spatiu sau acces la suprafata prelucrata.
Procedeele de control operationale, in ciuda multitudinii de factori perturbatori, asigura tolerante in limitele unei imprastieri + 2 s mm/1000 de piese prelucrate.
Procedeele preoperationale si postoperationale sunt specifice strunjirii si alezarii de precizie, iar cele operationale si cu autocorectarea reglajului sunt specifice rectificarii si honuirii.
Sisteme de reglare si control activ dimensional
utilizate la rectificare
|
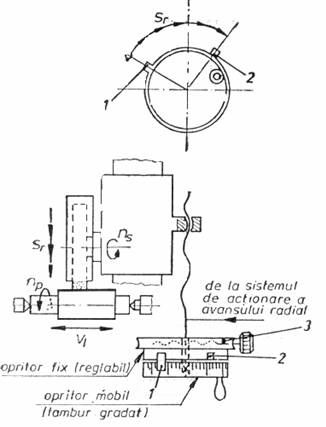
Fig. 2. Pozitionarea la cota cu ajutorul opritorilor |
In cele ce urmeaza se vor prezenta cateva sisteme de control activ dimensional utilizate in cazul sistemelor si proceselor de prelucrare prin rectificare.
Deoarece precizia ridicata a masinii de rectificat face neglijabila eroarea de generare, iar lichidul de racire-ungere micsoreaza pana la un minim neglijabil deformatia termica a sculei si piesei, pentru a atinge un nivel ridicat al preciziei de prelucrare prin rectificare (treptele 5 si 6) trebuie intervenit in principal, asupra erorilor de reglare si a celor datorate uzarii sculei.
In schimb, ca urmare a deformatiei elastice a sistemului tehnologic, la trecerea de scanteiere (treceri realizate fara avans de patrundere a discului abraziv) cu care se termina procesul de rectificare, discul abraziv detaseaza straturi foarte fine de material, straturi ramase ne detasate.
Intrucat discul abraziv poate detasa straturi foarte subtiri de material (0,2 mm), precizia prelucrarii depinde practic de precizia pozitionarii sculei la prelucrarea fiecarui exemplar din lot (conservarea reglajului). La rectificare, aceasta problema are, in principiu, mai multe solutii.
Una dintre metode este pozitionarea la cota cu ajutorul opritorilor (fig.2), care este solutia clasica cea mai frecventa si presupune rotirea tamburului gradat al avansului radial pana cand opritorul mobil 1 solidar cu tamburul loveste opritorul 2, fix.
Un angrenaj melc-roata melcata, 3, permite reglarea pozitiei opritorului 2, la prelucrarea primului exemplar din lot. Se remarca faptul ca uzura sculei se cumuleaza de la un exemplar la altul, ceea ce implica urmarirea permanenta a evolutiei dimensiunilor si corectarea periodica a reglajului.
Aceasta varianta este rationala la procesele de rectificare exterioara cu discuri abrazive mari, la care uzura evolueaza lent.
|
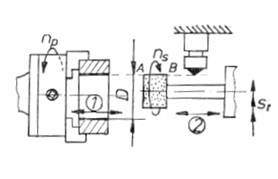
Fig. Conservarea reglajului prin diamantare |
Cand uzura evolueaza rapid (spre exemplu la rectificarea alezajelor mici) sau discul isi pierde rapid capacitatea de aschiere, conservarea reglajului cu opritoare este cu totul insuficienta. In acest caz, tot o solutie clasica de mentinere a reglajului este diamantarea. Diamantarea trebuie executata foarte frecvent, caci conservarea reglajului se poate realiza chiar prin procesul de diamantare (fig. ).
Astfel, dupa degrosarea suprafetei cu avansul 1, discul abraziv (uzat sau imbacsit) se deplaseaza in zona din dreapta unde este diamantat cu avansul longitudinal 2. Diamantul fiind fix (discul este cel ce se deplaseaza radial), prin diamantare se reface generatoarea discului abraziv in pozitia AB.
|
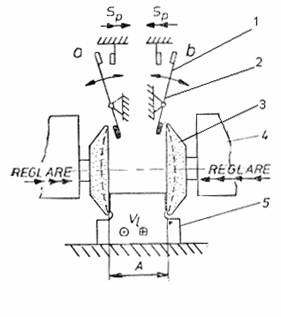
Fig. 4. Reglarea automata la dimensiune in cazul cand controlul activ se aplica sculei |
Revenind in zona de aschiere, discul finiseaza suprafata mereu la dimensiunea D fara avans radial. Aceasta varianta se aplica, de asemenea, la rectificarea suprafetelor mari si cu duritate ridicata, de exemplu la rectificarea tabliei cilindrilor de laminor (58.60 HRC), unde discurile abrazive, trebuind sa aiba duritate scazuta (H, I, J) se uzeaza sensibil, chiar in cursul unei singure treceri.
Conservarea reglajului, independent de uzura sau diamantarea discului abraziv, se obtine prin controlul activ al sculei si compensarea automata a abaterilor acesteia (fig.4.). Astfel, diamantele plate 2 palpeaza pietrele taler 3 la intervale de 310 [s] prin rotirea parghiilor 1. Cand discul s-a uzat parghiile inchid contactele a si b si dau impulsuri de comanda unor sisteme de actionare care deplaseaza subansamblurile 4 ale discurilor, compensand in mod periodic uzura sculelor.
Aceasta solutie se aplica numai acolo unde, din diferite cauze, controlul activ nu poate fi aplicat suprafetei prelucrate (de exemplu la suprafete greu accesibile, la rectificarea danturilor etc.).
|
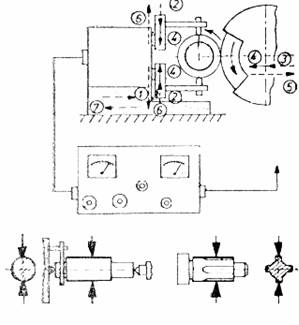
Fig. 5. Controlul activ al piesei la rectificarea cilindrica exterioara |
Controlul activ aplicat piesei si reglarea automata la dimensiune permite compensarea uzurii prin diamantarea sculei, a deformatiilor elastice si a unor componente ale deformatiei termice, asigurand astfel stabilitatea dimensionala la prelucrarea unor loturi de piese oricat de mari si posibilitatea automatizarii proceselor de rectificare.
In principiu, aceasta solutie presupune controlul activ al dimensiunii piesei, compararea acesteia cu dimensiunea de reglare si emiterea pe aceasta baza a doua comenzi:
1. reducerea avansului de patrundere in momentul trecerii la finisare;
2. decuplarea avansului radial cand s-a atins dimensiunea reglata.
La rectificarea cilindrica exterioara exista urmatoarea alternanta intre fazele de prelucrare si control (fig. 5.):
Apropierea rapida a traductorului de piesa (pneumatic);
Contactarea suprafetei de prelucrat prin apropierea palpatoarelor (electromagnetic);
Revenirea rapida in pozitia de lucru a saniei discului abraziv (hidraulic);
Avansul radial al sculei (insotit sau nu de avans longitudinal) si apropierea palpatoarelor pana la cota reglata; inainte de atingerea acestei cote (cu 0,01.0,03mm) se comanda micsorarea avansului radial in vederea finisarii;
La atingerea cotei finale, scula se retrage, degajand zona de schimbare a piesei;
Palpatoarele se desfac de pe suprafata prelucrata;
Traductorul se retrage permitand schimbarea piesei.
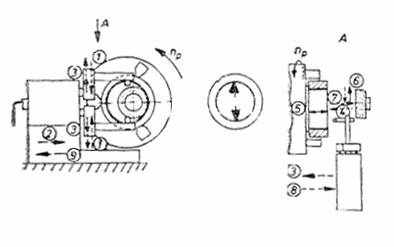
La rectificare cilindrica interioara exista urmatoarea alternanta intre fazele de prelucrare si control (fig. 6):
strangerea palpatoarelor pentru a putea intra in alezaj;
apropierea radiala a traductorului;
patrunderea axiala in alezaj a palpatorului traductorului si eliberarea palpatoarelor pentru a face contact cu suprafata de prelucrat;
avansul axial rapid al discului abraziv;
avans longitudinal, alternativ, tehnologic;
avans radial al sculei (rectificare) si indepartarea progresiva pana la cota a palpatoarelor;
|
Fig. 6. Controlul activ al piesei la rectificarea cilindrica interioara |
la atingerea cotei finale, avansul radial al sculei este intrerupt, scula se retrage radial, iar piesa axial, degajand zona de lucru;
traductorul se retrage axial cu palpatoarele stranse;
traductorul se retrage radial, palpatoarele se elibereaza si are loc schimbarea piesei.
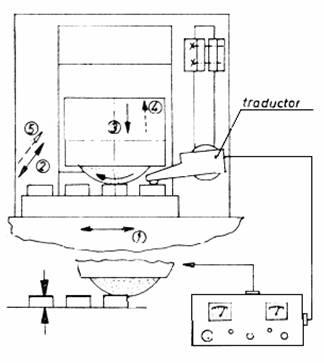
La rectificarea plana exista urmatoarea alternanta intre fazele de prelucrare si control (fig. 7.):
avansul longitudinal alternativ al mesei masinii;
avansul transversal, periodic, alternativ al papusii portpiatra;
avansul vertical periodic de patrundere executat de scula, pana la cota de finisare; traductorul da primul impuls de comanda in vederea reducerii valorii acestui avans; traductorul da al doilea impuls de comanda pentru anularea avansului si executarea miscarilor 4 si 5;
|
Fig. 7. Controlul activ al piesei la rectificarea plana |
retragerea verticala rapida a sculei cu o cota egala cu adaosul de prelucrare (aproximativ 0,5mm);
retragerea transversala rapida a sculei si oprirea mesei longitudinale pentru schimbarea pieselor.
In general, controlul activ determina efecte economice importante, prevenindu-se rebuturile, crescandu-se productivitatea, prin cresterea preciziei prelucrarii si micsorarea costurilor prelucrarii, respectiv reducerea numarului de controlori.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1707
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved