| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Asamblari prin lipire
Asamblarea prin lipire este operatia tehnologica de imbinare a doua sau mai multe piese confectionate din acelasi material sau din materiale diferite cu ajutorul unui "material de aport".
Materialul de aport are compozitie chimica diferita de cea a materialului de baza si patrunde prin difuziune moleculara in structura acestuia. Astfel se formeaza la nivel local solutii solide ce determina lipirea, datorita fortelor de coeziune intermoleculara dintre cele doua materiale.
Lipirea se poate realiza cu aliaje metalice cat si nemetalice (adezivi).
Lipirea cu aliaje metalice
Clasificarea lipiturilor metalice in functie de rezistenta mecanica si temperatura de topire a aliajului de lipit:
lipituri moi - se caracterizeaza prin rezistenta de rupere mica (5 .. 7 daN/mm2) si temperatura de executie sub 4500C. Ele se utilizeaza in cazul imbinarilor slab solicitate sau care se incalzesc nesemnificativ in functionare (diferite aparate electronice si electrocasnice, obiecte sanitare, cutii din tabla, jgeaburi, etc.).pentru lipirea pieselor din otel, cupru si aliaje de cupru, se folosesc aliaje de lipit pe baza de Sn-Pb sau pe baza de Sn-Pb-St. Pentru lipirea pieselor din aluminiu se folosesc aleaje pe baza de Sn-Yn sau Pb-Ag.
lipituri tari sau brazuri - se caracterizeaza prin rezistenta de rupere mai mica de 50 daN- mm2 si temperatura de executie cuprinsa intre 4500C si 9000C. ele se intalnesc in cazul imbinarilor care necesita o buna rezistenta mecanica si protectie pentru mediu corosiv (lipirea flanselor pe tevi de apa, ulei sau aer comprimat, a placutelor dure la sculele aschietoare). Pentru lipirea pieselor din nichel, cupru si aliaje de cupru se folosesc aliaje de lipit pe baza de Cu-Zn, numite si "alame de lipit" sau pe baza de Cu-Zn-Ag. pentru lipirea elementelor din fonta se foloseste aliajul "monel", format din 68%Ni+28%Cu+Mn+Fe+Si.
Executarea lipiturilor metalice se poate face:
Metalele incalzite la temperatura necesara lipirii formeaza la suprafata, in contact cu oxigenul din aer, straturi de oxizi care impiedica realizarea unei lipituri de calitate. Pentru a evita acest fenomen, suprafetele ce vor fi supuse operatiei de lipire se trateaza cu fluxuri pentru lipit. Cele mai folosite sunt: clorura de zinc (pentru piese din otel, table zincate, etc.), colofoniu sau "sacazul" (pentru piese din cupru sau din alama), stearina (pentru piese din plumb), clorura de amoniu (pentru curatarea de oxizi a suprafetelor active la ciocanele de lipit). Acestea asigura in plus o difuziune mai buna a lipiturilor.
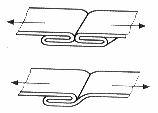
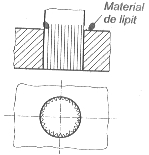
Din punct de vedere tehnologic se pot lua masuri suplimentare pentru cresterea rezistentei mecanice a imbinarilor lipite:
Lipirea cu adezivi
Lipiturile cu adezivi constituie o varianta mult mai noua pe scara evolutiei tehnologice a asamblarii. Adezivii sunt substante chimice nemetalice care prin aderenta si absorbtie, creeaza un strat direct de contact intre structurile moleculare de la suprafata pieselor de imbinat.
Lipiturile cu adezivi se pot realiza atat la rece (temperatura mediului ambiant) cat si la cald, cu sau fara presarea suprafetelor supuse imbinarii.
Prin acest procedeu pot fi imbinate materiale metalice, materiale plastice,, ceramice, lemn, cauciuc, sticla, beton, tesaturi, etc.
Avantaje
Dezavantaje
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6906
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved