| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
EVALUAREA PRELUCRABILITATII PRIN ASCHIERE
1.1. Conceptul de prelucrabilitate
Conceptul de prelucrabilitate este in directa conexiune cu un concept avand o sfera mai larga si anume cu cel de tehnologicitate; iata din ce motiv ne vom referi mai intai la semnificatia conceptului de tehnologicitate.
Activitatea de proiectare constructiva sau tehnologica conduce, uneori, la luarea in discutie a ceea ce insemna o solutie tehnologica; in cadrul atelierelor de proiectare a tehnologiilor de fabricatie, se afirma, uneori, ca o solutie constructiva a unei piese ori a unui echipament mecanic este mai mult sau mai putin tehnologica, ceea ce vrea sa insemne ca realizarea piesei ori a echipamentului in cauza ridica dificultati mai mari ori mai mici.
Vom intelege prin tehnologicitatea unei solutii constructive acea proprietate a acesteia, determinata de modalitatea in care a fost proiectata si conform careia se asigura, de catre respectiva solutie constructiva, indeplinirea in totalitate a cerintelor de natura tehnico-functionala si sociala si, totodata, ea se poate realiza intr-un timp scurt si la un cost minim.
Daca examinam aspectele practice ale definitiei anterioare, vom constata ca avem de-a face cu trei puncte de vedere in evaluarea tehnologicitatii unei solutii constructive:
a) Tehnologicitate de fabricatie;
b) Tehnologicitate de exploatare, prin care se urmareste masura in care solutia constructiva poate fi mai usor exploatata si intretinuta;
c) Tehnologicitate de reparare, in acest caz examinandu-se usurinta cu care ar putea fi realizate diferitele operatii de reparare.
Revenind la conceptul tehnologicitate de fabricatie a unei piese, vom aprecia ca acesta se poate evalua pe baza urmatoarelor aspecte:
a) Prelucrabilitatea materialului piesei prin procedeele ce au permis sau vor permite obtinerea ei;
b) Forma constructiva a piesei (aspect care evidentiaza masura in care piesa prezinta suprafete usor realizabile prin diverse procedee de prelucrare, usor accesibile sculelor aschietoare etc.);
c) Existenta unor elemente ale piesei (semifabricatului) care sa poata fi utilizate ca baze de referinta, baze de orientare, baze de fixare; vom aprecia, din acest punct de vedere, ca o piesa este mai tehnologica atunci cand este posibila o masurare cu relativa usurinta a diferitelor dimensiuni ce o caracterizeaza, cand semifabricatul in cauza prezinta suprafete ce asigura o orientare si fixare comoda a lui in dispozitive;
d) Modalitatea de prescriere a tolerantelor si a rugozitatii suprafetelor prelucrate. Desigur ca din punctul de vedere al producatorului unei piese, este mai convenabila situatia in care piesa respectiva nu se caracterizeaza prin exigente ridicate in ceea ce priveste precizia de realizare a diferitelor suprafete sau rugozitatea acestor suprafete;
e) Gradul de unificare a diferitelor elemente ale pieselor (dimensiuni, forme). In general, se considera ca atunci cand dimensiunile unei piese ori alte elemente ce o caracterizeaza au constituit obiective ale unor actiuni de normalizare, exista o mai mare probabilitate de gasire si utilizare a unor scule standardizate (posibil a fi produse de catre intreprinderi specializate si livrate, ca atare, la preturi mai mici) sau de utilizare a unor solutii tehnologice normalizate, mai accesibile si susceptibile sa aiba costuri mai mici.
Putem conchide, ca atare, ca prelucrabilitatea unui material contribuie la evaluarea tehnologicitatii piesei executate din respectivul material.
Prelucrabilitatea unui material printr-un anumit procedeu de prelucrare este proprietatea tehnologica a materialului in cauza de a permite o prelucrare in conditii cat mai favorabile pentru producator, ceea ce ar insemna cu viteze cat mai mari, dar cu uzuri minime ale sculelor, cu o solicitare mecanica minima a sistemului tehnologic, cu un consum de energie redus, cu obtinerea prin prelucrare a unei rugozitati cat mai scazute a suprafetelor, a unei forme cat mai convenabile a aschiilor etc.
Atunci cand se evalueaza prelucrabilitatea unui material, se impune si precizarea punctului de vedere (a criteriului) cu ajutorul caruia s-a realizat evaluarea; pot exista materiale foarte bine prelucrabile dintr-un anumit punct de vedere (de exemplu, din punctul de vedere al capacitatii lor de a uza o scula aschietoare), dar mai greu prelucrabile din alte puncte de vedere (de exemplu, daca avem in vedere fortele de aschiere sau rugozitatea suprafetei obtinute). De exemplu, otelul OLC 10 poate fi considerat ca fiind usor prelucrabil din punctul de vedere al uzurii sculei aschietoare, dar pentru conditii de lucru echivalente, el determina aparitia unei rugozitati mai mari ale suprafetei prelucrate, in comparatie cu unele oteluri avand un continut mai mare de carbon.
1.2. Clasificarea metodelor de studiere a prelucrabilitatii
O prima modalitate de clasificare a metodelor utilizabile pentru evaluarea prelucrabilitatii prin aschiere are in vedere masura in metodele in cauza apeleaza sau nu la un proces de aschiere. Vom avea, ca atare:
a) Metode directe, fiind incluse aici acele metode care se bazeaza pe utilizarea aschierii in vederea determinarii unui indicator de prelucrabilitate;
b) Metode indirecte, adica acele metode in cazul carora avem de-a face cu efectuarea unor incercari ce nu presupun desfasurarea unui proces de aschiere, dar pentru care interpretari adecvate permit formularea unor observatii referitoare la comportarea in timpul aschierii a materialului analizat.
Oprindu-ne numai asupra metodelor directe si anume asupra aspectului concret urmarit in cadrul incercarii de evaluare a prelucrabilitatii, vom constata ca exista:
- metode ce pleaca de la rezultatele unor incercari experimentale ce vizeaza modul in care evolueaza uzura sculelor aschietoare;
- metode ce presupun obtinerea de informatii referitoare la marimea solicitarilor mecanice generate in timpul aschierii;
- metode bazate pe studiul rugozitatii suprafetei prelucrate;
- metode ce iau in considerare studiul unor caracteristici ale aschiei;
- metode care au la baza obtinerea unor informatii referitoare la consumul de energie solicitat de procesul aschierii;
- metode la a caror baza se afla cunoasterea regimului termic specific unor procese de aschiere;
- metode ce iau in considerare aspectele caracteristice unor procedee de prelucrare;
- metode care implica determinarea altor indicatori in contextul specific unui proces de aschiere, altii decat cei mentionati anteriori sau utilizati in cadrul unor situatii de natura celor relevate anterior.
Daca avem in vedere doar metodele directe bazate pe studiul uzurii sculelor aschietoare, vom constata impartirea de catre specialisti a acestor metode in doua grupe mari:
- Metodele de lunga durata, carora li se atribuie uneori si denumirea de metode clasice de studiere a prelucrabilitatii;
- Metode rapide sau metode de scurta durata, in cazul carora durata incercarilor experimentale este relativ redusa; de regula, metodele din aceasta categorie au la baza o intensificare a procesului de aschiere, urmand ca rezultatele obtinute sa fie corelate cu cele specifice incercarilor de lunga durata.
In Romania, pana in prezent au fost elaborate cateva standarde referitoare la metodele de evaluarea a prelucrabilitatii:
1. STAS 12797/1- 90 Prelucrabilitatea otelurilor. Metode de determinare prin gaurire cu burghie din otel rapid;
2. STAS 12797/2-91 - Prelucrabilitatea otelurilor. Metode de determinare prin strunjire cu cutite din otel rapid si special;
3. STAS 12797/3-91 - Prelucrabilitatea otelurilor. Metode de determinare prin strunjire cu cutite cu placute schimbabile din carburi metalice sinterizate.
O examinare mai detaliata a metodelor de evaluare a prelucrabilitatii ne va releva inca faptul ca unele dintre ele se bazeaza pe un singur aspect urmarit (cum ar fi, exemplu, uzura sculelor aschietoare sau marimea fortelor de aschiere, cea a rugozitatii suprafetelor prelucrate etc.), in timp ce alte metode iau in considerare marimi obtinute prin incercari experimentale de naturi diferite (exemple in acest sens fiind unii indicatori de prelucrabilitate in cazul caror este necesara cunoasterea valorilor unor marimi distincte, cum ar fi uzura sculelor si marimea fortei generate prin aschiere).
Sa observam inca faptul ca indicatorii de prelucrabilitate pot fi indicatori absoluti, dar si indicatori relativi; in ultimul caz, evaluarea prelucrabilitatii are loc, de exemplu, prin raportarea valorii obtinute in cadrul unei anumite incercari experimentale efectuate pe materialul de studiat la valoarea aceleiasi marimi care s-a obtinut pentru un material asa-zis etalon (de regula, unul dintre materialele de mai larga utilizare sau care poate fi procurat mai usor si care face parte, eventual, din aceeasi clasa de materiale cu cea a materialului a carui prelucrabilitate ne intereseaza).
In ceea ce priveste modelarea matematica a aspectelor de prelucrabilitate, putem lua in considerare multitudinea relatiilor analitice sau empirice existente in lucrarile de specialitate si in cadrul carora exista cel putin o marime (o variabila independenta), un coeficient sau un exponent a carui valoare concreta este dependenta de natura materialului prelucrat. Asemenea relatii pot fi intalnite in cazul evaluarii uzurii sculelor aschietoare, al marimii fortelor si momentelor de aschiere, al rugozitatii suprafetelor obtinute etc.
Asa cum se cunoaste, chiar relatia initiala stabilita de catre Taylor se lua in considerare prelucrabilitatea prin aschiere a materialului semifabricatului (din punctul de vedere al uzurii sculei aschietoare) prin intermediul exponentului m si al constantei C (v fiind viteza de aschiere, iar T - durabilitatea sculei aschietoare):
vTm=C (1.1)
Pentru a evalua uzura relativa a sculei aschietoare, pe la mijlocul secolului anterior, cercetatorul sovietic V.I. Komissarov propunea folosirea unei relatii empirice de forma:
Urv=Cuvmfnappkαkγkr, (1.2)
in care Cu era un coeficient a carui valoare se stabilea in functie de natura materialului prelucrat, v, f si ap erau viteza (in m/min), avansul de lucru (in mm/rot) si adancimea de aschiere (in mm), iar kα, kγ si kr - coeficienti ale caror valori se stabileau in functie de valorile unor parametri ce caracterizau partea aschietoare a sculei (unghiul de asezare α, unghiul de degajare α, raza de varf rε).
Larg cunoscute sunt relatiile empirice utilizate pentru determinarea fortelor de aschiere sau a rugozitatii suprafetei prelucrate, relatii in care valorile coeficientilor CF si CRa sau cele ale exponentilor sunt de asemenea dependente de natura materialului prelucrat, deci de prelucrabilitatea prin aschiere a acestuia:
F=CFapxFfyFHBnF (1.3)
Ra=CRavC1fC2rεC3 (1.4)
In relatia empirica ce corespunde fortei de aschiere, chiar valoarea duritatii HB ofera, intre altele, o anumita informatie referitoare la prelucrabilitatea prin aschiere a materialului supus prelucrarii.
Intr-o anumita corelatie cu cele aratate anterior, putem mentiona ca prof. dr. ing. Marian Gheorghe, de la Universitatea "Politehnica" Bucuresti, propunea [18] folosirea utilizarea conceptului functie de prelucrabilitate, intelegand prin aceasta orice relatie de dependenta intre marimile care interactioneaza in procesul de aschiere, respectiv:
Y=Γ(X1, X2, ., Xj, ., Xk) (1.5)
in care Xj, j=1, 2, ., k reprezinta variabilele (marimile) independente, cum ar fi caracteristicile materialului prelucrat, parametri ai sculei aschietoare, parametri ai regimului de aschiere etc.; Y - variabila dependenta (marimea rezultanta) de tipul uzurii sculei, fortei de aschiere, rugozitatii suprafetei prelucrate, al unor caracteristici ale aschiilor, costului prelucrarii etc.; Γ - forma concreta a relatiei de dependenta (functie polinomiala, exponentiala, de tip putere etc.).
Din motive de simplificare a calculelor, cercetatorii au preferat utilizarea unor functii de tip putere pentru relevarea influentei exercitate de catre diferiti factori asupra parametrilor de interes tehnologic (uzura sau durabilitate a sculei, marime a fortelor de aschiere sau a rugozitatii suprafetei obtinute prin aschiere etc.). Asemenea functii (de tip putere corespund insa numai unei variatii monotone a parametrului de interes tehnologic in functie de unul dintre factorii de influenta; cum multi dintre parametrii de interes prezinta insa maxime si minime in raport cu unii dintre factorii de influenta, au aparut si vor continua sa apara si modele matematice mai complexe si mai adecvate fenomenelor sau aspectelor ce caracterizeaza prelucrarea prin aschiere si implicit vor descrie mai exact influenta exercitata de diferiti factori asupra indicatorilor de prelucrabilitate.
Un alt aspect abordat de catre cercetatorii din domeniul prelucrarii prin aschiere in general sau cel al prelucrabilitatii prin aschiere in special se refera la posibilitatea de a compara rezultatele incercarilor de prelucrabilitate executate pe un acelasi material si urmarind un acelasi indicator, dar efectuate in laboratoare distincte ori de catre persoane diferite; este evident ca va fi necesara efectuarea incercarilor in conditii cat mai apropiate din punctul de vedere al bazei materiale si al parametrilor de incercare.
Tendinta de a obtine rezultate care sa caracterizeze cat mai complet prelucrabilitatea prin aschiere a condus la aparitia unui numar mare de metode pentru evaluarea ei; cercetatorii considera ca in prezent exista cateva zeci de asemenea metode sau de variante utilizabile pentru caracterizarea prelucrabilitatii unui material.
La inceputul deceniului 8 al secolului XX, cercetatorul italian M.G. Jona [22] a formulat un set de trei cerinte pe care trebuie sa le indeplineasca oricare dintre testele propuse a fi utilizate la studierea prelucrabilitatii [22]; in principiu, aceste cerinte erau urmatoarele:
a) Testele trebuiau sa poata fi efectuate in timp scurt si sa fie caracterizate de costuri minime;
b) Testele trebuiau sa fie susceptibile de standardizare, aceasta insemnand ca era necesar sa se obtina rezultate repetabile, chiar daca incercarile se efectuau in laboratoare distincte si de catre cercetatori diferiti;
c) Testele trebuiau sa dispuna de un grad ridicat de discriminare, adica trebuiau sa permita diferentierea intr-o suficienta masura a doua materiale cu caracteristici de prelucrabilitate apropiate.
Asupra valorilor concrete ale indicatorilor de prelucrabilitate exercita influenta un numar mare de factori; consideratii sintetice asupra acestor aspecte au formulat J. Lefèvre [25] si M. Teodorescu [44] etc.
1.3. Metode pentru studiul prelucrabilitatii prin aschiere care folosesc criteriul rugozitatii suprafetei prelucrate
Exista situatii practice in care ne intereseaza capacitatea unui material de a permite obtinerea prin prelucrare a unei rugozitati scazute; vom accepta ca aici este vorba despre o asa - numita prelucrabilitate prin finisare. Evaluarea prelucrabilitatii din punctul de vedere al cerintelor unui procedeu de finisare (in prezentul subcapitol examinandu-se doar rugozitatea suprafetei) a determinat, de altfel, aparitia unui concept specific si anume a celui de "finisabilitate" (in limba engleza, "finishability").
Rugozitatea suprafetei face parte dintre abaterile geometrice ale respectivei suprafete. Conceptul de abatere geometrica este utilizat in definirea preciziei de prelucrare: specialistii considera precizia de prelucrare ca fiind gradul de corespondenta intre dimensiunile si geometria diferitelor elemente ale piesei prelucrate si cele prescrise prin desenul de executie a piesei sau existente pe un model. Constatam din aceasta definitie ca evaluarea preciziei de prelucrare se realizeaza in doua directii si anume se va urmari o verificare a dimensiunilor si respectiv o verificare a geometriei suprafetelor rezultate prin prelucrare.
Daca ne referim numai la abaterile geometrice, vom constata ca, in conformitate cu prevederile standardelor actuale, abaterile geometrice ale suprafetelor sau liniilor din cazul unei piese pot fi abateri de forma (abaterile de la rectilinitate, de la planitate, de la circularitate, de la cilindricitate, de la forma data a profilului sau a suprafetei), de orientare (abaterile de la paralelism, de la perpendicularitate de la inclinare), de pozitie (abaterile de la pozitia nominala, de la concentricitate, de la coaxialitate, de la simetrie) si de bataie (bataia radiala, bataia circulara frontala, bataia totala radiala, bataia totala frontala).
Conceptul de stare a suprafetei vizeaza, pe de o parte, abaterile geometrice ale suprafetei reale fata de suprafata descrisa teoretic prin desenul de executie, iar pe de alta parte, proprietatile fizico-chimice ale stratului superficial aferent suprafetei verificate.
In mod conventional, abaterile geometrice pot fi considerate ca fiind abateri de ordinul 1 (categorie pentru care se accepta ca raportul intre pasul S si adancimea H a abaterilor este mai mare decat 1000; sunt incluse aici, de regula, abaterile de forma ale suprafetei prelucrate, de tipul ovalitatii, conicitatii, neplanitatii etc.), abateri de ordinul 2 (in cazul carora avem de-a face cu o valoare a raportului S/H cuprinsa intre 50 si 1000, ceea ce corespunde ondulatiilor), abateri de ordinul 3 (striatii, rizuri periodice sau pseudo-periodice, datorate miscarii de avans) si abateri de ordinul 4 (aparute ca urmare a smulgerilor de material metalic, a prezentei golurilor aperiodice etc. si datorate, in principiu, neomogenitatii materialului semifabricatului.
Prin rugozitate vom intelege ansamblul abaterilor geometrice de ordinul 3 si 4.
Rugozitatea suprafetei poate fi caracterizata prin parametri fizici (inaltimea maxima a profilului Ry, inaltimea neregularitatilor profilului in 10 puncte Rz, pasul mediu Sm al neregularitatilor profilului) si prin parametri statistici (procentajul lungimii portante a profilului tp, adancimea de nivelare a rugozitatii Rp, abaterea medie aritmetica profilului Ra). Exista posibilitatea utilizarii si a altor caracteristici ale suprafetei prelucrate, cum sunt raza de rotunjire a varfurilor proeminentelor, unghiul de inclinare a flancurilor acestor proeminente, directia predominanta a neregularitatilor etc.
In practica, atat prescriptiile de pe desenele de executie, cat si verificarile concrete urmaresc, adesea, fie abaterea medie aritmetica a profilului Ra, fie inaltimea Rz a neregularitatilor profilului in 10 puncte. O corespondenta aproximativa intre valorile parametrilor Rz si Ra este data de relatia:
lg Rz = 0,65 + 0,97 lg Ra (1.6)
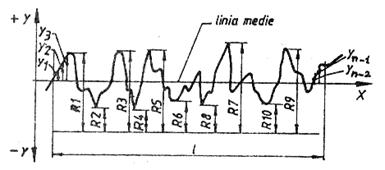
Parametrul Ra se defineste fata de o asa-numita linie medie a profilului, linie care imparte profilul efectiv astfel incat suma patratelor ordonatelor yi in raport cu respectiva linie sa fie minima (fig. 1.1).
Abaterea medie aritmetica a profilului Ra este o medie aritmetica a valorilor absolute ale abaterilor profilului, in limitele asa-numitei lungimi de baza l:
![]() [μm] (1.7)
[μm] (1.7)
sau, cu aproximatie:
 [μm] (1.8)
[μm] (1.8)
|
Fig. 1.1. Elemente pentru determinarea parametrilor de rugozitate Ra si Rz |
Ca lungime de baza, se considera lungimea liniei de referinta, stabilita conventional, astfel incat valorile parametrului de rugozitate urmarit sa nun fie influentate de prezenta altor abateri geometrice.
Inaltimea neregularitatilor profilului in zece puncte Rz este diferenta intre doua medii aritmetice, una a ordonatelor celor mai inalte cinci proeminente si cealalta a ordonatelor celor mai joase cinci goluri ale profilului efectiv, in raport cu o dreapta paralela cu linia medie, dar care nu intersecteaza profilul efectiv, pentru o lungime l (fig.1.1).
![]() [μm] (1.9)
[μm] (1.9)
Obtinerea prin prelucrare a unei rugozitati corespunzatoare prescriptiilor din desenul de executie prezinta un interes major, datorita influentei pe care rugozitatea o exercita asupra unor caracteristici de exploatare ale pieselor (rezistenta la uzura, mentinerea in timp a caracterului ajustajului, coeficientul de frecare, rezistenta la coroziune, gradul de etanseizare) si asupra economicitatii fabricatiei.
La randul ei, rugozitatea suprafetei ce se prelucreaza la un moment dat este dependenta de valorile parametrilor regimului de aschiere, de cele ale parametrilor geometrici ai partii active a sculei, de natura si proprietatile materialului semifabricatului, de rigiditatea sistemului tehnologic, de prezenta, natura si modul de utilizare a unor fluide pentru racire-ungere etc. In ceea ce priveste starea fizico-chimica a stratului superficial (ca un alt parametru de caracterizare a starii suprafetei), aceasta poate fi evaluata prin luarea in considerare a ecruisarii, a structurii, a compozitiei chimice si a tensiunilor remanente aferente stratului in discutie.
In mod concret, evaluarea rugozitatii se realizeaza fie cu ajutorul unor etaloane, fie folosind aparate de tip profilometre-profilografe.
Mentionam existenta, actualmente, a unor rugozimetre - profilografe complexe, capabile sa permita atat determinarea valorilor pentru diversii parametri de rugozitate, cat si realizarea unor reprezentari grafice, la scara marita, ale profirelor analizate sau a variatiei unor parametri. In cazul rugozimetrelor, este necesar sa se acorde atentie asigurarii unor conditii adecvate pentru deplasarea varfului palpator pe suprafata prelucrata, solicitare mai greu de indeplinit atunci cand avem de-a face cu piese de dimensiuni mari, daca rugozimetrul nu dispune de un subansamblu portabil. Asezarea varfului palpatorului de suprafata de examinat se efectueaza cu multa precautie, respectandu-se eventual si alte recomandari elaborate de firma ce a produs rugozimetrul.
Atunci cand suprafetele sunt greu accesibile, vom examina posibilitatea utilizarii unor mulaje (sau replici) realizate din amestecuri de substante de exemplu, 45 % gutaperca, 35 % ulei de transformator, 20 % bitum). Acest amestec se aplica manual, in stare calda, pe suprafata a carei rugozitate dorim s-o evaluam; scoaterea mulajului de pe suprafata piesei va avea loc dupa racirea amestecului aplicat anterior. Se considera ca mulajele introduc erori de masurare a rugozitatii de ordinul a 2.8 %.
Cercetarea experimentala a influentei exercitate de unii parametri ai regimului de aschiere asupra rugozitatii suprafetei prelucrate a condus, intre altele, la relatii empirice restranse, de forma:
![]() , (1.10)
, (1.10)
in care C1, C2, C3 sunt un coeficient si respectiv exponenti cu valori determinate pe cale experimentala; aceste valori sunt dependente de proprietatile materialului prelucrat, ele oferind, ca atare, o imagine referitoare la prelucrabilitatea prin aschiere a materialelor metalice, din punctul de vedere al rugozitatii suprafetei obtinute.
1.4. Factori care exercita influenta asupra rugozitatii suprafetelor prelucrate prin aschiere
Principalii factori de natura sa exercite influenta asupra rugozitatii sunt urmatorii:
1) Parametrii partii active a sculei aschietoare (unghiuri, raza de varf, rugozitatea suprafetelor active, lungimea eventualului tais transversal, stare de uzura);
2) Parametrii regimului de aschiere (o importanta mai mare avand avansul si viteza de aschiere);
3) Eventuala orientare a aschiei catre suprafata prelucrata (factor dependent de geometria partii active a sculei sau de existenta unor elemente constructive suplimentare, pentru sfaramarea sau chiar dirijarea adecvata a aschiilor;
4) Rigiditatea componentelor sistemului tehnologic si in primul rand cea a sculei aschietoare;
5) Prezenta si natura lichidelor de racire - ungere;
6) Proprietatile materialului prelucrat, la cele cunoscute de obicei adaugandu-se si gradul de revenire elastica dupa trecerea sculei.
Incercarile experimentale de evaluarea a prelucrabilitatii prin strunjire, din punctul de vedere al rugozitatii suprafetei obtinute, se efectueaza, de regula, pe epruvete de forma cilindrica, pe care au fost separate, in prealabil cu ajutorul unor canale circulare, tronsoane cu o lungime de minimum 15 mm. Fiecare dintre aceste tronsoane se strunjeste cu ajutorul unor cutite de finisare, in conditii precizate de incercare, folosindu-se o eventuala programare a experientelor. Prelucrarea datelor experimentale poate conduce la o relatie de forma (1.10); o asemenea relatie este valabila doar pentru portiunea coboratoare a curbei Ra=f(v), deci in zona in care exista tendinta ca taisul de depunere sa nu se mai formeze. Alteori, rugozitatea se va masura exclusiv in zonele obtinute prin aschiere cu viteze suficient de mari, pentru ca taisul de depunere sa nu mai apara si pentru care, practic, rugozitatea suprafetei obtinute nu mai este dependenta de viteza de aschiere.
Valoarea rugozitatii rezultate in conditii prestabilite constituie un indicator absolut al prelucrabilitatii, din punctul de vedere al cerintelor de finisare. Se utilizeaza insa si indicatori relativi ai prelucrabilitatii prin finisare, determinati ca rapoarte intre valorile parametrului de rugozitate urmarit (de obicei, abaterea medie aritmetica a profilului, Ra), pentru materialul studiat si respectiv pentru un material considerat etalon, rapoarte exprimate eventual procentual:
IRa%=(Ra ms/Ra me)100 [%], (1.11)
Exista cercetatori care au propus utilizarea, in locul rugozitatii obtinute pe un material etalon, a rugozitatii Rat, stabilite din conditii exclusiv geometrice.
IRa%=(Ra ms/Ra t)100 [%]. (1.12)
Se vor putea folosi, in asemenea cazuri, relatii de tipul celor cunoscute din literatura de specialitate, pentru inaltimea neregularitatilor in 10 puncte:
Rzt=f 2/(2rε) [μm] (1.13)
atunci cand profilul sectiunii restante rezulta exclusiv ca urmare a actiunii zonei curbilinii a taisului principal,
Rzt=f/(ctg k - ctg k [μm] (1.14)
atunci cand se considera ca varful sculei nu prezinta o zona de racordare si
![]() [μm] (1.15)
[μm] (1.15)
(pentru k<arcsin (f/2rε) si k'<arcsin (f/2rε)), in cazul in care la formarea profilului sectiunii restante participa atat zona de racordare, cat si portiuni rectilinii ale taisurilor sculei (in relatiile anterioare, Rzt fiind inaltimea teoretica a neregularitatilor profilului in 10 puncte, rε - raza de varf a sculei, iar k si k sunt unghiurile de atac ale sculei, principal si respectiv secundar).
6.3. Scoli si personalitati cu realizari meritorii in domeniul studierii prelucrabilitatii
Cele dintai cercetari ample in domeniul prelucrabilitatii prin aschiere a materialelor metalice au fost efectuate de catre inginerul american Frederick Taylor, in perioada de la sfarsitul secolului al XIX si inceputul secolului al XX-lea.
F. Taylor are merite incontestabile in studiul conditiilor de desfasurare a activitatilor in cadrul intreprinderilor constructoare de echipamente mecanice, in descoperirea otelurilor rapide, dar si in stabilirea unei relatii ce avea sa fie timp indelungat considerata ca unul dintre modelele matematice importante ale fenomenului aschierii; este vorba despre cunoscuta relatie v=CTm, in care v este viteza de aschiere, T - durabilitatea sculei aschietoare, coeficientul C si exponentul m urmand a se determina pe cale experimentala pentru fiecare material supus aschierii.
Cea mai cunoscuta metoda rapida de evaluare a prelucrabilitatii prin aschiere a unui material cu ajutorul criteriului uzurii sculei aschietoare este metoda strunjirii frontale. Metoda a fost propusa in cel de-al patrulea deceniu al secolului al XX-lea de catre W.L. Brandsma. In a doua jumatate a secolului al XX-lea, au devenit cunoscute perfectionarile propuse de catre cercetatorul francez P. Mathon de la Atelierele Regiei Nationale de Autoturisme Renault.
Un loc aparte in cadrul preocuparilor referitoare la evaluarea prelucrabilitatii prin aschiere a materialelor metalice in general revine CIRP-ului (College international pour l'tude scientifique des techniques de production mècanique). Un vast program, elaborat in septembrie 1960 la nivelul acestui organism european avea ca tema principala stabilirea unei corelatii intre prelucrabilitate si caracteristicile metalurgice ale unei serii de oteluri cu diferite structuri metalografice. Pentru cunoasterea mai profunda a unor fenomene, au fost constituite atunci grupe specializate pe probleme, cum ar fi:
a) Proprietatile metalurgice ale otelurilor;
b) Studiul suprafetei rezultate prin prelucrare;
c) Studiul fortelor si al mecanicii aschierii;
d) Studiul durabilitatii sculelor din carburi metalice;
e) Studiul durabilitatii sculelor din oteluri rapide;
f) Studiul fenomenelor plastice specifice aschierii;
g) Studiul temperaturilor dezvoltate in zona de aschiere;
h) Utilizarea metodelor statistice in cercetarile de prelucrabilitate;
i) Standardizarea si unificarea metodelor de cercetare a prelucrabilitatii.
Un numar de 20 de laboratoare din 14 tari diferite (R.F a Germaniei, Australia, Austria, Belgia, Statele Unite ale Americii, Franta, Marea Britanie, Israel, Italia, Japonia, Norvegia, Olanda, Luxemburg, Suedia si Elvetia) au luat parte la cercetarile initiate de CIRP. Aceste cercetari s-au efectuat pe p mare cantitate de otel (intr-o prima etapa, numai in scopuri experimentale au fost prelucrate circa 120 de tone de otel), fapt care a sporit importanta si valabilitatea datelor ridicate pe cale experimentala. Ca urmare a puternicului impuls dat de cercetarile CIRP, organizatia internationala de standardizare ISO (ISO-TC-WG 22) a trecut la normalizarea unor incercari de aschiere a materialelor metalice (initial avandu-se in vedere cu precadere durabilitatea sculelor).
Analizand cercetarile efectuate in unele dintre tarile vest-europene, vom remarca in primul rand pe cele realizate in Franta: cercetatori precum P. Mathon, J. Lefèvre, R. Bonhomme, L. Bcker, D. Chateau, M. Gally, J. Fombarlet, T. Thivellier, P. Torterat etc. au devenit personalitati cunoscute in domeniul prelucrabilitatii prin aschiere, datorita numarului lor mare de lucrari si contributiilor originale aduse la elucidarea unor aspecte ale prelucrabilitatii. De remarcat este aparitia in anul 1973 a unui volum de lucrari intitulat "Compte rendu des Journes d'tude sur l'usinabilit des aciers spciaux", volum care reunea un numar mare de lucrari sustinute si publicate in cadrul unui simpozion pe tema prelucrabilitatii otelurilor. Revista franceza Aciers spciaux includea anual cel putin cateva articole referitoare la prelucrabilitatea prin aschiere a otelurilor.
Ample cercetari in domeniul prelucrabilitatii prin aschiere au efectuat cercetatorii din Germania si indeosebi cei grupati in jurul Scolii Tehnice Superioare din Aachen (unde s-au sustinut un numar de teze de doctorat consacrate investigarii stiintifice a prelucrabilitatii). Cercetatorii germani au acordat atentie studierii unor aspecte ale prelucrabilitatii si in cazul unei game variate de materiale, alaturi de analiza si sistematizarea datelor de prelucrabilitate, in vederea imbunatatirii conditiilor de aschiere.
Alte cercetari ample in domeniul prelucrabilitatii au fost efectuate in Italia (de catre A. Bruno, P. Colignon, G. Jona, G. Lamb, L. Mina, G.F. Micheletti, D. Fortino), Belgia (L. Czaplicki), Suedia (J. Dagnell, L. Akerberg) etc.
Intr-o lucrare publicata in anul 1968, cercetatorul P. Colignon observa ca aprecierea prelucrabilitatii pare sa fie realizata, uneori, din punctul de vedere al interesului profesional al evaluatorului. In acest sens, un proiectant de masini-unelte va considera ca fiind mai prelucrabil un material care genereaza forte de aschiere cu valori mai scazute, in timp ce producatorul va da prioritate materialului care uzeaza mai putin o scula aschietoare, iar energeticianul va aprecia ca fiind mai bine prelucrabile acele materiale care absorb din retea, in timpul prelucrarii lor, o cantitate mai mica de energie. Constatam inca o data, din aceasta maniera de evaluare, faptul ca prelucrabilitatea nu poate fi apreciata, deocamdata, cu ajutorul unui singur criteriu si ca o referire globala la prelucrabilitatea unui material trebuie sa se realizeze cu luarea in considerare in mod separat a principalelor aspecte implicate de utilizarea unui anumit procedeu de prelucrare (uzura a sculelor, solicitare mecanica sau energetica a sistemului tehnologic, rugozitate a suprafetelor obtinute etc.).
De semnalat sunt eforturile investite in directia cercetarii prelucrabilitatii si in afara continentului european, cercetari efectuate de exemplu in Australia, Canada, India, Japonia (unde aspecte complexe ale aschierii au fost cercetate de catre K. Okushima, K. Hitomi, K. Iwata, H.S. Takeyama etc.). Cercetatorii japonezi au considerat a fi posibila si utila infiintarea unui centru de date asupra prelucrabilitatii, pentru acumularea si sistematizarea cunostintelor privind prelucrarea materialelor, in vederea exploatarii ulterioare de catre industria a acestor cunostinte.
Era de asteptat, desigur, ca prelucrabilitatea sa se afle si in atentia cercetatorilor americani; sunt binecunoscute scolile americane conduse de catre J.F. Kahles, M. Shaw prin lucrarile si prin contributiile aduse de specialistii americani la mai buna cunoastere a problemelor aschierii si prelucrabilitatii in general. Sub conducerea Asociatiei de Cercetari in Domeniul Aschierii Metalelor (Metcut Research Association) a aparut pentru prima oara ideea acumularii si stocarii pe cale informatica a datelor de aschiere, pentru a fi apoi utilizate de catre intreprinderile americane.
Cercetari de anvergura in domeniul prelucrabilitatii au fost efectuate in fosta Uniune Sovietica. Lucrari cum sunt cele elaborate de E. Feldstein, A.I. Artamonov s-au bucurat de aprecieri pozitive din partea cercetatorilor din alte tari. O atentie deosebita a fost acordata cercetarilor privind prelucrabilitatea prin aschiere si unele dintre fostele tari socialiste (Polonia - unde inca in 1962 s-a desfasurat o conferinta privind problemele de prelucrabilitate, Ungaria (tara din care au devenit cunoscute lucrarile referitoare la prelucrabilitate elaborate de catre I. Kalasi, K. Bakondi), Bulgaria, Cehoslovacia, Iugoslavia etc.).
In Romania, printre primii cercetatori care au dezvoltat studii legate de teoria aschierii si de prelucrabilitatea materialelor s-a aflat Z. Duca; cea dintai lucrare care se referea in mod concret la o problema de prelucrabilitate (si anume la corelatia intre structura otelurilor si prelucrabilitatea acestora prin aschiere) a fost elaborata si publicata (in 1956) de catre St. Enache.
Cercetari consacrate diferitelor aspecte ale prelucrabilitatii prin aschiere au fost initiate si desfasurate in primul rand la institutiile de invatamant superior tehnic din Bucuresti, Timisoara, Cluj-Napoca, Iasi, Galati, Brasov, Suceava, Craiova, dar si la unele institute de cercetare (Institutul de Cercetari Tehnologice pentru Constructia de Masini din Bucuresti, Institutul National de Motoare Termice etc.).
In cea de-a doua jumatate a secolului al XX-lea, prelucrabilitatea prin aschiere s-a aflat in primul rand in atentia unui grup de cercetatori de la Universitatea din Galati; aici aveau sa fie desfasurate cercetarile initiate de catre profesorul Mihai Teodorescu, autorul celei dintai teze de doctorat care trata o problema privind prelucrabilitatea prin aschiere (lucrarea avea ca obiect studiul influentei starii structurale a unor oteluri hipoeutectoide asupra unor indicatori de prelucrabilitate prin aschiere. Alti cercetatori care au initia si desfasurat cercetari in domeniul prelucrabilitatii prin aschiere la Galati au fost Emil Constantin, Alexandru Epureanu, Nicolae Oancea, Eugen Ghita, Sofia Totolici.
O a doua teza de doctorat in domeniul prelucrabilitatii prin aschiere avea sa fie elaborata de catre Aurelian Vlase, a carui activitate se desfasura in politehnica bucuresteana (a carei denumire inainte de 1989 era "Institutul Politehnic Bucuresti"; sa observam, de altfel, ca in aceasta institutie de invatamant tehnic superior au fost realizate ample investigatii in domeniul prelucrabilitatii sau in domenii conexe acestuia de catre Marian Gheorghe, Andrei Szuder (autor al unei teze de doctorat referitoare la prelucrabilitatea prin aschiere a aliajelor de aluminiu), Alexandru Dorin, Constantin Minciu, Eugen. Strajescu, Petre Gladcov, Constantin Opran etc.
Lucrari elaborate in cadrul Institutului de Cercetari Tehnologice pentru Constructia de Masini de catre N. Dobre, A. Peter, C.Pana, T. Grnfeld, St. Trufinescu etc. au avut in vedere stabilirea unor normative pentru calculul regimurilor de aschiere la prelucrarea diferitelor categorii de materiale prin diverse procedee de aschiere.
La Timisoara, cercetarile initiate de catre prof. dr. doc. Aurel Nanu au vizat cu precadere capacitatea de prelucrare prin aschiere a asa-numitelor materiale cu prelucrabilitate redusa, aici punandu-se de altfel bazele unor cercetari de anvergura in domeniul tehnologiilor neconventionale.
Dintre cercetarile desfasurate la Cluj-Napoca, sunt de amintit in primul rand cele finalizate printr-o teza de doctorat (1979) de catre Traian Itu. Un grup de specialisti de la Universitatea Tehnica din Cluj-Napoca (I. Vida-Simiti, D. Barnabic, S. Domsa, Z. Bicsak, L. Kerekes, T. Canta, V. Soporan) au publicat in anul 1996 o monografie referitoare la prelucrabilitatea materialelor metalice.
La Universitatea din Brasov, profesorul Gherman Draghici si initial colective coordonate de catre acesta au avut in vedere posibilitatile de imbunatatire a conditiilor de aschiere folosind diferite solutii tehnologice. Ulterior, au dezvoltat lucrari referitoare la prelucrabilitate Constantin Buzatu, Sergiu Chiriacescu, Nicolae Valentin Ivan etc.
La Institutul Politehnic Iasi, cercetari in domeniul prelucrabilitatii prin aschiere au fost initiate de catre profesorul Gh. Casler (autor al unei teze de doctorat care trata probleme de dinamica a aschierii). Aspecte referitoare la prelucrabilitatea prin aschiere au mai fost dezvoltate aici de catre Aurel Raileanu, Laurentiu Slatineanu, Traian Gramescu, Cristian Ulianov.
6.10. Rezultate obtinute in cadrul Catedrei de Tehnologia Constructiei de Masini de la Universitatea Tehnica "Gh. Asachi" Iasi
Studiul rugozitatii suprafetei prelucrate. Cercetari efectuate in cadrul Catedrei de Tehnologia Constructiei de Masini de la Universitatea Tehnica "Gh. Asachi" din Iasi au permis stabilirea a unei relatii teoretice pentru parametrul de rugozitate Ra:
 , (1.16)
, (1.16)
in care m este distanta de la centrul cercului corespunzator razei de racordare rε a varfului sculei la linia medie a profilului si se determina cu ajutorul relatiei:
![]() . (1.17)
. (1.17)
Pentru parametrul Ra, in literatura de specialitate [3] se propune si utilizarea unei relatii simplificate, de forma:
Ra=0,0032f 2/rε (1.18)
Realizarea si experimentarea unui dispozitiv pentru studiul prelucrabilitatii prin aschiere printr-o metoda de scurta durata. In cadrul Catedrei de Tehnologia Constructiei de Masini de la Universitatea Tehnica "Gh. Asachi" din Iasi a fost realizat un dispozitiv pentru studiul prelucrabilitatii prin aschiere prin metoda strunjirii frontale.
Unul dintre criteriile frecvent utilizate pentru a evalua prelucrabilitatea prin aschiere a diferitelor materiale metalice si probabil cel dintai criteriu folosit in acest scop a fost uzura sculelor aschietoare.
|
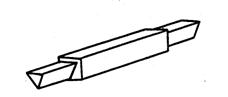
Fig. 1.1. Cutit utilizat in cadrul incercarilor experimentale |
Cel mai rapid test cunoscut pentru evaluarea directa a prelucrabilitatii unui material pe baza uzurii sculei aschietoare este incercarea de strunjire frontala. In prezent, se bucura de apreciere asa-numitul test Renault-Mathon de apreciere a prelucrabilitatii; avem de-a face, in cadrul acestui test, cu o intensificare a regimului de aschiere (o marire a turatiei epruvetei din materialul supus studiului) in asa fel incat o anumita uzura a sculei sa se realizeze in cadrul unei incercari de strunjire frontala, chiar la valori relativ scazute ale diametrului semifabricatului (2040 mm).
|
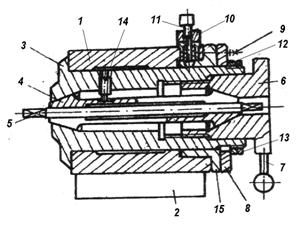
Fig. 1. 2. Dispozitiv pentru studiul prelucrabilitatii prin metoda strunjirii frontale |
In calitate de indicator de prelucrabilitate, se foloseste acel diametru de strunjire la care uzura sculei inregistreaza o anumita valoare (de exemplu, o uzura de 0.2 mm) in lungul unei directii paralele cu axa de rotatie a semifabricatului sau la care are loc chiar uzura catastrofala a varfului unui cutit executat din otel de scule.
Unele dificultati de aplicare a metodei Renault-Mathon au condus la utilizarea in calitate de scula aschietoare a unui cutit prevazut la cele doua capete cu trepte caracterizate printr-o sectiune transversala sub forma unui triunghi echilateral (fig. 1.1). Un asemenea cutit ar permite utilizarea pentru incercari succesive a 3 varfuri aschietoare inainte de a fi necesara reascutirea (a 6 varfuri, daca se are in vedere utilizarea cutitului prezentat in figura 1.1, care, asa cum s-a aratat, prezinta la ambele capete trepte cu sectiune transversala sub forma unui triunghi echilateral).
Pentru a se asigura pozitia corecta a acestui cutit in timpul incercarilor experimentale, a fost conceput si realizat dispozitivul reprezentat schematic in figura 1. 2. Dispozitivul are in componenta sa un corp 1, de forma cilindrica, la care este sudata o piesa prismatica 2, ce permite fixarea dispozitivului in suportul portcutit al unui strung universal.
In interiorul corpului 1 se poate roti cilindrul portbucsa 3, in al carui alezaj se afla bucsa elastica bilaterala cu con direct 4. Aceasta bucsa elastica este utilizata pentru fixarea cutitului 5, de forma celui prezentat in figura 1.1. Comprimarea bucsei elastice 4, in vederea fixarii cutitului 5, se produce sub actiunea piulitei 6, ce poate fi rotita la nivelul gulerului sau striat sau apeland la tija 7, infiletata in piulita 6.
Suruburile 9 permit fixarea inelului 8 pe cilindrul 1.
|
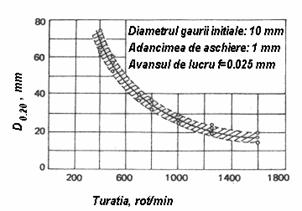
Fig. 1.3. Verificarea experimentala a comportarii dispozitivului pentru evaluarea prelucrabilitatii prin metoda strunjirii frontale, in cazul unei epruvete din otel OLC 45 |
Pentru a se putea roti cu 120 o cilindrul portbucsa 3, in corpul 1 a fost infiletata o bucsa 10, in interiorul acesteia putandu-se deplasa tija 11, apasata de catre un arc intr-unul dintre cele trei locasuri conice dispuse la 120 o in cilindrul portbucsa 3. Daca se trage spre exterior tija 11 si se amplaseaza stiftul solidar cu tija 11 intr-unul dintre canalele de pe suprafata frontala a bucsei 10, poate avea loc rotirea bucsei cu guler 3, pana cand in dreptul treptei conice a tijei 11 ajunge un alt locas conic din bucsa cu guler 3; ulterior, prin tragerea spre exterior si rotirea cu 90 o a tijei 11, devine posibila o noua imobilizare a bucsei 3. In vederea reglarii jocului axial necesar pentru rotirea bucsei 3, a fost prevazuta o piulita 12 si o contrapiulita 13, situate pe treapta filetata din spate a bucsei 3. Un stift filetat 14 nu permite rotirea bucsei 4 in cilindrul 3.
Pentru realizarea incercarii experimentale, se imprima o miscare de avans saniei transversale a strungului universal, in al carei suport portcutit este fixat dispozitivul pentru evaluarea prelucrabilitatii; in acest fel, cutitul 6 va realiza inlaturarea unui strat de material de pe suprafata frontala a epruvetei din materialul de studiat. Masurandu-se diametrul epruvetei pentru care a avut loc iesirea prin uzare a sculei cu o distanta determinata pe directia axei epruvetei (aceasta distanta poate fi, de exemplu, de 0.20 mm, ajungandu-se la un indicator de prelucrabilitate notat cu D0.20), se poate obtine o imagine asupra prelucrabilitatii prin aschiere a materialului epruvetei, evaluate pe baza uzurii sculei aschietoare.
Experimentarea dispozitivului s-a realizat pe cateva marci de oteluri. Conditiile de lucru au fost caracterizate prin parametrii: unghiul de asezare α=60º, unghiul de degajare γ=0º, unghiul de atac principal χ=60º, adancimea de aschiere ap=1 mm. Datele din diagrama din figura 1.3 evidentiaza influenta exercitata de turatia epruvetei asupra diametrului D0.20, in cazul unei epruvete din otel OLC 45. Incercarile experimentale au mai urmarit stabilirea unor modele matematice empirice de tip putere, care sa evidentieze influenta exercitata de catre turatia n si de catre avansul de lucru f asupra marimii indicatorului de prelucrabilitate (intr-o prima etapa, s-a considerat ca si diametrul gaurii initiale axiale executate in semifabricat ar putea exercita influenta asupra valorii parametrului D0.2, insa cercetarile experimentale preliminare nu au confirmat aceasta ipoteza, ceea ce a determinat neluarea in consideratie, in continuare, a acestui factor, in cadrul modelelor matematice stabilite). S-a ajuns in acest sens la relatii de forma:
![]() (1.19)
(1.19)
pentru otelul OLC 45;
![]() (1.20)
(1.20)
pentru otelul 41 MoCr11 si respectiv
![]() (1.21)
(1.21)
pentru otelul 40 Cr 130.
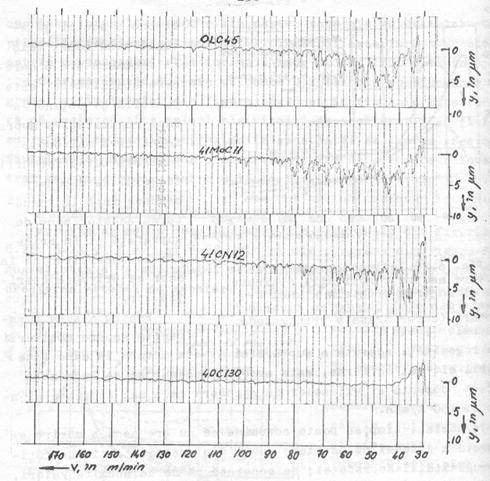
Strunjirea frontala ca metoda de evaluare a prelucrabilitatii prin finisare a semifabricatelor metalice. Un numar de incercari experimentale au fost dirijate spre studiul variatiei parametrului de rugozitate Ra in cazul strunjirii frontale. Aceste incercari au confirmat, pentru unele oteluri carbon, existenta unui maximum al valorii parametrului de rugozitate Ra pentru valori ale vitezei de aschiere in general cuprinse intre 25 si 60 m/min (valoarea concreta a vitezei de aschiere pentru care se inregistreaza un maximum al valorii parametrului de rugozitate Ra depinzand inca de valorile celorlalti parametri ai regimului de aschiere, de parametrii geometrici ai partii active a sculei etc.), adica in acea zona in care se formeaza si se desprinde asa-numitul tais de depunere.
Pentru otelurile carbon, obtinerea unei rugozitati aproximativ uniforme a suprafetei supuse unei strunjiri frontale presupune utilizarea unor viteze relativ ridicate de aschiere si anume mai mari de 150 m/min.
|
40 Cr 130 41 CrNi 12 41 MoCr11 OLC 45 Fig. 1.4. Influenta vitezei de aschiere asupra inaltimii asperitatilor la strunjirea frontala a unor epruvete din oteluri diferite (cutit cu placuta din carburi metalice ISO P10, α=11 rε=1,2 mm, n=955 rot/min, ap=0,3 mm, f=0,2 mm/rot, marire initiala pe orizontala de 5 ori, marire pe verticala de 2000 de ori) |
Incercarile experimentale au mai evidentiat totodata faptul ca nu are sens o marire exagerata a vitezei de aschiere numai din necesitatea imbunatatirii rugozitatii suprafetei; se constata ca peste anumite valori, oricat se va mari viteza de aschiere (intre limite considerate in mod obisnuit ca uzuale), rugozitatea suprafetei se va mentine aproximativ constanta ca marime.
O imagine concludenta in ceea ce priveste variatia inaltimii asperitatilor o data cu cresterea vitezei de aschiere o ofera profilogramele din figura 1.4; se poate observa faptul ca, in cazul otelului OLC 45, o data cu marirea vitezei de aschiere, are loc o micsorare a inaltimii asperitatilor suprafetei. Afirmatia nu mai este valabila in cazul otelului 40 Cr 130, pentru care profilogramele subliniaza inexistenta practic a unei influente a vitezei de aschiere asupra inaltimii asperitatilor de suprafata.
Bibliografie
Bedrin, C., Roumesy, B. Les essais d'usure base de calcul d'optimalisation. I.N.S.A., Lyon, 1975;
Belousov, V. Proiectarea sculelor. I. Bazele proiectarii sculelor aschietoare. Iasi: Institutul Politehnic, 1968;
Boothroyd, G., Knight, W. Fundamentals of Machining and Machine Tools. New York and Basel: Marcel Dekker, Inc, 1991;
Caprino, G., De Iorio, I., Nele, L., Santo, L. Effect of tool wear on cutting forces in the orthogonal cutting of unidirectional glass fibre - reinforced plastics. Vol. Composites: Part A 27A, Elsevier Science Limited, Marea Britanie, 1996, p. 409-415;
Casler, Gh. Contributii la studiul experimental al dinamicii aschierii otelurilor romanesti. Teza de doctorat, Iasi: Institutul Politehnic, 1974;
Ciolacu, F.G. Cercetari privind prelucrarile mecanice utilizand noi tipuri de fluide pentru aschiere. Rezumatul tezei de doctorat. Craiova: Universitatea, 1995
Ciulica, M., Slatineanu, L. Gramescu, T. Dispozitiv pentru masurarea energiei de aschiere. Descrierea inventiei nr. 65424, Romania, 1975
Coman, Gh., Slatineanu, L., Gramescu, T., Popa, A. Prelucrabilitatea prin aschiere a aliajelor cu prelucrabilitate redusa. Concepte si metode de experimentare. Iasi: Institutul Politehnic, 1977;
Constantin E. Contributii teoretice si experimentale la prelucrarea prin strunjire cu viteze foarte mari a aliajelor de aluminiu, Teza de doctorat. Universitatea din Brasov,l975;
Cozmanca, M. Contributii la introducerea teoriei dislocatiilor in cercetarea deformatiilor plastice prin aschiere. Teza de doctorat, Iasi: Institutul Politehnic, 1974;
Czaplicki, L. L'usinabilit et la coupe de mtaux. Revue de la Societ Royale Belge des Ingnieurs et des Industriels, Belgia, nr. 12, 1962;
Depiereux, W.R. Die Ermittlung optimaler Schnittbedingungen, insbesondere im Hinblik auf die wirtschaftliche Nutzung numerisch gesteuerter Werkzeugmaschine. Dissertation, Aachen, 1969;
Dumitras C si Opran C. Prelucrarea materialelor compozite, ceramice si minerale. Editura Tehnica, Bucuresti, 1994.
Enache, St. Legatura dintre structura otelurilor si prelucrabilitatea lor prin aschiere. In Metalurgia si Constructia de Masini, Romania, nr. 9, 1956;
Enache, S., Strajescu, E., Opran, C., Minciu, C., Zamfirache, M. Mathematical model for the establishment of the materials machinability. In Annals of the CIRP, Elvetia, vol. 45, nr. 1, 1995, p. 123-128;
Feldstein, I. Obrabotavaemosti stalei v sviaza s usloviami termiceskoi obrabotki i mikrostructuroi. Moskva: Masghiz, 1953;
Fleck, R. Prfung der Zerspanbarkeit. Aachen: Dissertation, 1961;
Gheorghe, M. Cercetari privind prelucrabilitatea prin aschiere a fontelor maleabile. Rezumatul tezei de doctorat. Institutul Politehnic Bucuresti, 1984;
Gramescu, T. Contributii la studiul prelucrabilitatii unor fonte standardizate romanesti. Teza de doctorat. Iasi; Institutul Politehnic "Gh. Asachi", 1982;
Gramescu, T., Slatineanu, L. Prelucrabilitatea materialelor. Chisinau: Tehnica-Info, 2000;
Itu, T. Contributii in legatura cu aschiabilitatea otelurilor inoxidabile austenitice. Rezumatul tezei de doctorat. Cluj-Napoca: Institutul Politehnic, 1979;
Jona, M.G. Lavorabilità dei materiali: esigenze industriali e possibilità sperimentali. Macchine, Italia, nr. 7, 1971;
Kalpakjian, S. Manufacturing Engineering and Technology. Addison - Wesley Publishing Company, S.U.A., 1995;
Knig, W. Fertigungsverfahren. Band 1. Drehen, Frsen, Bohren. VDI Verlag, Dsseldorf 1989;
Lefèvre, J. Usinabilit des aciers inoxydables. Influence des facteurs mtallurgiques. Tenue à la corrosion. Compte - rendu des journes d'tude sur l'usinabilit des aciers spciaux, Paris, 13-14 dec, 1971;
* * * L'essai d'usinabilit Renault - Mathon. Fondeur aujourd'hui, Franta, nr. 273, 1976;
Mathon, P. Aptitude de l'usinage des mtaux. Mcanique, matriaux, lectricit, Franta, nr. 287, noiembrie, 1973;
Mathon, P. Usinabilit et lois gnrales de l'usinage des aciers et des fontes. Mcanique, matriaux, lectricit, Franta, nr. 246-247, iunie-iulie, 1970
Micheletti, G.F. Work on Machinability in the Co-operative Group C of CIRP and Outside this Group. Annals of the CIRP, nr. 1, 1970;
Mina, L. Aspetti della lavorabilità degli acciai. Macchine, Italia, vol. 22, nr. 1, ianuarie, nr. 5, mai, 1967 si nr. 3, martie, 1968;
Oancea N. et al. Contributii la stabilirea regimurilor si geometriei sculei la finisarea prin strunjire a aliajelor de aluminiu. Constructia de Masini, nr.8, 1970;
Opitz, H. Moderne Produktionstechnik Stand und Tendenzen. Essen: W. Girardet, 1971;
Oprean, A. O metoda rapida de determinare a prelucrabilitatii metalelor. Metalurgia si constructia de masini, Romania, nr. 12, 1957;
Palmai, Z. A forgcsolhatosg s vizagltanak mdszerei. Kohszat, Ungaria, vol. 105, nr. 5, mai, 1972;
Picos, C., Coman, Gh., Slatineanu, L., Gramescu, T. Prelucrabilitatea prin aschiere a aliajelor feroase. Bucuresti: Editura Tehnica, 1981;
Popescu, I. Aschierea aliajelor de aluminiu, Editura Tehnica, Bucuresti, 1975.
Roumesy, B. Les essais acclers en tournage. Machine Outil, Franta, vol. 41, nr. 334, 1976;
Saccomano, U. Procedimenti per ottenere la massima lavorabilità per asportazione di truciolo degli acciai e bassi costi. Rivista di Meccanica, Italia, vol. 19, nr. 417, 418, 419, 421, 422, 1968;
Slatineanu, L. Contributii la studiul prelucrabilitatii prin aschiere a unor oteluri romanesti. Teza de doctorat. Iasi: Institutul Politehnic, 1980;
Slatineanu, L., Gramescu, T., Dusa, P. Evaluation de l'usinabilit d'un acier inoxydable Z40C13 d'aprs le critère d'usure des outils de coupe. Matriaux et techniques, Franta, nr. 11-12, 1992, p.43-45;
Spur, G. et al. Optimierung des Fertigungssystems Werkzeugmaschine. Mnchen: Carl Hanser Verlag, 1972;
Strajescu, E., Minciu, C., Tanase, I. Croitoru, S. Cercetari privind capacitatea de aschiere a sculelor aschietoare si prelucrabilitatea prin aschiere a materialelor. In Constructia de masini, Romania, vol. 50, nr. 10, 1998, p. 63-67.
Szuder, A. Contributii la studiul prelucrabilitatii prin aschiere a unor aliaje de aluminiu extrudabile romanesti. Teza de doctorat. Iasi: Institutul Politehnic "Gh. Asachi", 1975;
Teodorescu, M. Contributii la studiul influentei starii structurale a unor oteluri hipoeutectoide asupra prelucrabilitatii prin aschiere. Rezumatul tezei de doctorat. Timisoara: Institutul politehnic, 1971;
Teodorescu, M., Oancea, N., Totolici, Sofia. Prelucrabilitatea prin aschiere. Metode de determinare. Galati: Universitatea, 1986;
Trandafir, M. Contributii privind prelucrabilitatea prin strunjire a aliajelor de aluminiu. Rezumatul tezei de doctorat. Bucuresti: Institutul politehnic, 1979;
Vida-Simiti, I., Barnabic, D., Domsa, S., Bicsak, Z., Kerekes, L. Canta, T., Soporan, V. Prelucrabilitatea materialelor metalice. Cluj-Napoca: Editura Dacia, 1996;
Vlase, A. Contributii privind studiul prelucrabilitatii prin aschiere a otelurilor inoxidabile de productie indigena. Teza de doctorat. Bucuresti: Institutul politehnic, 1977;
Weill, R. Synthèse des rsultats d'tude de l'usinabilit des aciers à haute rsistance des alliages de titane et des alliages rfractaires. Technique et Science Aronautique et Spatiale, Franta, vol. 5, 1966;
Zamfirache, M. Contributii privind studiul prelucrabilitatii la strunjirea unor aliaje de titan - greu prelucrabile. Rezumatul tezei de doctorat. Bucuresti: Universitatea "Politehnica", 1995;
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3726
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved