| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
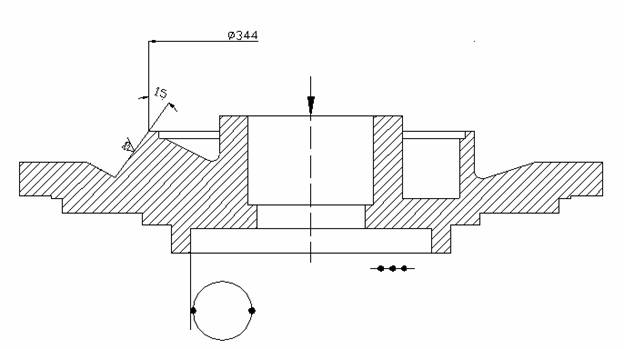
Frezare bosaje
a)Schita operatiei:
b)Fazele operatiei.
a.prinderea piesei;
1.frezat trei
bosaje la ![]() ;
;
b.desprinderea piesei.
c)Caracteristici ale sistemului tehnologic.
M.U.:F.U. tabelui 6.24.
Scula:freza:40*188
STAS 1683-80/R![]() tabelul 6.25.
tabelul 6.25.
Verificatoare:subler.
Tabelul 6.24.
|
Denumirea utilajului:masina de frezat universala Tipul: FU-1 |
Uzina constructoare: Cugir |
||
|
nr crt |
Caracteristica |
Valoare |
U.M. |
|
dimensiunile mesei: |
mm |
||
|
distanta de la centrul axului orizonatl la masa:-minim -maxim |
mm |
||
|
mm |
|||
|
distanta de la ghidajele batiului la mijlocul mesei:-longitudinal -transversal -vertical |
mm |
||
|
mm |
|||
|
mm |
|||
|
numarul treptelor turatiilor arborelui principal |
trepte |
||
|
turatiile arborelui principal |
rot/min |
||
|
numarul treptelor de avans |
trepte |
||
|
avansurile (longitudinale,transversale,verticale) |
mm/min |
||
|
pasul surubului conducator |
mm |
||
|
valoarea unei diviziuni a cadrului avansului(longitudinal,transversal,vertical) |
mm |
||
|
puterea motorului axului principal |
kw |
||
|
turatia motorului axului principal |
rot/min |
||
|
puterea motorului avansurilor |
kw |
||
|
turatia motorului avansurilor |
rot/min |
||
|
gabarit |
mm |
||
Tabelul 6.25.
|
Freza cilindro-frontala cu coada conica STAS 1683-80 | |||||||||||
|
D |
con morse |
|
|
|
L |
l |
l1 |
||||
d)parametrii regimului de prelucrare.
*Alegerea sculei aschietoare
freza 40*188 STAS 1683-80/Rp5
*Stabilirea durabilitatii economice si a uzurii admisibile a sculei aschietoare.
T=120 min VB=1,0 mm
*Stabilirea adancimii de aschiere si a numarului de treceri.
t=3,0 mm i=1 trecere
*Stabilirea avansului de aschiere.
Sd=0,07 mm/dinte
*Stabilirea fortei de aschiere.
Pentru stabilirea fortei de aschiere se foloseste urmatoarea relatie:
Ft=65*![]() *
*![]() *
*![]() *z*
*z*![]() *
*![]() [daN] (6.21)
[daN] (6.21)
unde:-t=adancimea de aschiere [mm]
-Sd=avansul pe dinte [mm/dinte]
-![]() =lungimea
de contact [mm]
=lungimea
de contact [mm]
-z=numarul de dinti
-D=diametrul frezei [mm]
-![]() =coeficient
de curectie
=coeficient
de curectie
Ft=65*![]() *
*![]() *1=73,7 daN
*1=73,7 daN
*Stabilirea vitezei de aschiere
Viteza de aschiere se calculeaza cu relatia 6.22:
V=![]() [m/min] (6.22)
[m/min] (6.22)
unde:-D=diametrul frezei [mm]
-T=durabilitatea frezei [min]
-t=adancimea de aschiere [mm]
-Sd=avansul de aschiere [mm/dinte]
-![]() =lungimea
de contact [mm]
=lungimea
de contact [mm]
-z=numarul de dinti
Kv=![]() *
*![]() (6.23)
(6.23)
in care:-Kv=coeficient de corectie a vitezei
-![]() =coeficient
de corectie in functie de prelucrabilitatea materialului
=coeficient
de corectie in functie de prelucrabilitatea materialului
-![]() =coeficient
de corectie in functie de calitatea carburii metalice
=coeficient
de corectie in functie de calitatea carburii metalice
-![]() =coeficientul
de corectie in functie de starea materialului de prelucrat
=coeficientul
de corectie in functie de starea materialului de prelucrat
V=![]() m/min
m/min
Viteza de avans:![]() [mm/min] (6.24)
[mm/min] (6.24)![]() =0,07*6*150=63mm/min
=0,07*6*150=63mm/min
*Stabilirea turatiei si a vitezei de aschiere reala
n=![]() rot/min)
rot/min)![]() =150
rot/min
=150
rot/min
Vr=![]() m/min
m/min
∆V=![]()
*Verificarea puterii
Pr=![]() Kw
Kw
e)Norma de timp
*Stabilirea timpului de baza Tb
T![]() [min] (6.25)
[min] (6.25) ![]() T
T![]() min
min
Tb=3* T![]() =4,74 min
=4,74 min
*Stabilirea timpului auxiliar Ta
-Pentru prinderea
si desprinderea piesei T![]() =3,30 min
=3,30 min
-Pentru manuiri si
miscari auxiliare se de comanda a masinii-unelte T![]() =2,68 min
=2,68 min
-Pentru masuratori
de control T![]() =0,42 min
=0,42 min
Ta=3,30+2,68+0,42=6,4 min
*Stabilirea timpului de deservire tehnica Tdt
Tdt=![]() =0,29 min
=0,29 min
*Stabilirea timpului de deservire organizatorica Tdo
Tdo=![]() (4,74+6,4)=0,19
min
(4,74+6,4)=0,19
min
*Stabilirea timpului de odihna si necesitati firesti Ton
Ton=![]() (Ta+Tb) [min] (6.26)
(Ta+Tb) [min] (6.26)
Ton=![]() (4,74+6,4)=0,33
min
(4,74+6,4)=0,33
min
*Stabilirea timpului de pregatire-incheiere Tpi
Tpi=29 min
*Stabilirea normei
de timp ![]()
NT=4,74+6,4+0,29+0,19+0,33+29/100=12,4 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2458
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved