| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
U.T.D.
DATE DE INTRARE:
Lungimea benzii de tabla: L=2000 mm.
Latimea benzii de tabla: B=1000 mm.
Grosimea benzii: s=2 mm.
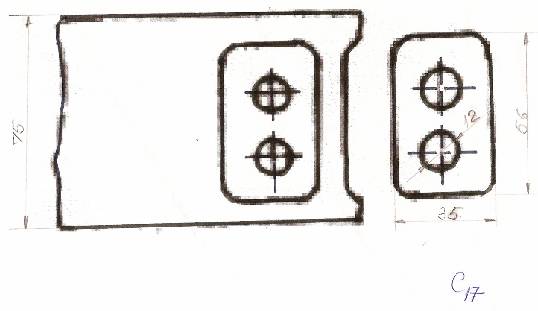
Fasia de tabla este impartita in 16 randuri.
Numarul de piese pe un rand este: r=50 de piese.
Numarul total de piese pe toata fasia este: n=800 de piese.
Partile componente ale proiectului sunt:
Stabilirea variantei optime de croire in vederea stantarii
Calculul marimii puntitelor
Calculul latimii benzii
Normarea tehnica a operatiei de stantare
Analiza economica a procesului tehnologic
Calculul fortei de stantare
Alegerea utilajului de presare
Eficienta economica a asimilarii produsului
. STABILIREA VARIANTEI OPTIME DE CROIRE IN VEDEREA
STANTARII
In acest scop se utilizeaza doi coeficienti si anume:
a. Coeficientul de croire se determina cu relatia:
![]()
Kc=81%
unde:
A0- suprafata conturului de croit in care nu se iau in consideratie eventualele orificii perforate (mm2)
r - nr. randurilor croite
B - latimea benzii (mm)
L - lungimea benzii (mm)
Obs. - este optima varianta cu cel mai mare coeficient de croire
b. Coeficientul de folosire al materialului:
![]() [%]
[%]
![]() %
%
Kf =78 %
unde:
A- suprafata efectiva a conturului croit fara orificii (mm2)
n nr. real de piese obtinute din banda
L- lungimea benzii (mm)
B- latimea benzii sau a foii de tabla (mm)
2. CALCULUL MARIMILOR PUNTITELOR
![]() In cazul puntitelor laterale avem:
In cazul puntitelor laterale avem:
![]() (mm)
(mm)
K1=0.08-0.8=0.44
K3=0.8
A =2.8
a1=0.4410.82.8=0.98
a1=0.98 (mm)
3. CALCULUL LATIMII BENZII
Este necesar pentru stabilirea eficientei variantelor de croire si pentru proiectarea stantelor si matritelor in functie de: forma si dimensiunile conturului de taiat, dispunerea acestuia pe banda, marimea puntitelor, abaterile la latimea benzii sau fasiei, precum si de modul de conducere a benzii in stanta sau matrita.
Apasare laterala a benzii. Croire pe un singur rand.
B=D+2a1+T1
T1-toleranta in minus la latimea benzii sau a fasiei taiate din tabla, se adopta din table in functie de latimea fasiei de tabla si grosime ei:
T1=1.2
B=56+20.98+1.2=58.98 mm ,se adopta:
B=60 mm
4. NORMAREA TEHNICA LA OPERATIA DE STANTARE
Norma de timp reprezinta durata de timp necesara pentru executarea unei operatii de stantare sau matritare la rece.
Norma de productie exprima cantitatea de produse realizata in unitatea de timp, in conditii determinate.
Pentru operatiile de prelucrare prin matritare si stantare la rece,norma de timp se calculeaza cu relatia urmatoare:
![]() (min)
(min)
in care:
Tpi-timpul de pregatire incheiere
n0-nr de piese din lot
Top-timpul operativ
Tdl timpul de deservire
Tir timpul de intreruperi reglementate
Valoarea timpului de pregatire incheiere se adopta din tabelele 1 si 17 din anexa 2.
Tpi=8+10=18 min
n0=800 piese
Tu=tb+![]()
z=1; n=0.03
![]() min
min
Se va calcula forta nominala a presei, aceasta fiind necesara pentru aflarea timpului ajutator ta1 cu relatia:
F=Klgτef (daN/mm2), unde:
K-coeficient
K=1.1
l-lungimea conturului decupat
l=182 mm
g-grosimea benzii de tabla
g=2 mm
τef efortul tangential al presei (daN/mm2)
τef =250-350 daN/mm2
F=1.11822300=120120 daN
F=1201 KN
Din tabelele 4,6,7 si 9 anexa 2, se adopta valori timpilor ajutatori ta1,ta2,ta3 si ta5:
ta1=0.015 min
ta2=2.3 min
ta3=3.6 min
ta5= 1 min
n1=1
z =1
K=1.15
Tu =(![]() )1.15=46.28 min
)1.15=46.28 min
Tu =46.28 min
NT = ![]() min
min
NT =46.30 min
Norma de productie Np pentru un schimb de 8 ore se determina cu relatia:
Np=480/Tu=480/46.28=10.37
Np=10.37 min
5. ANALIZA ECONOMICA SI ALEGEREA VARIANTEI OPTIME DE PROCES TEHNOLOGIC
Optimizarea alegerii variantei de process tehnologic se va face prin stabilirea costului piesei executata prin variante tehnologice adoptate, varianta optima fiind aceea care asigura obtinerea piesei la un cost cat mai mic,in conditii de precizie, calitate si productivitate impuse.
In acest scop, stabilirea costului de productie, pe bucata, al unei piese obtinuta prin deformare plastica la rece, ca suma a tuturor cheltuielilor effectuate cu acest prilej, se face cu relatia:
C= Cmat+Cman+Cr+Cap+Cac (lei/buc)
in care :
Cmat costul materialului necesar confectionarii unei piese;
Cman costul manoperei necesare confectionarii unei piese;
Cr costul regiei totale pentru o piesa;
Cap amortizarea echipamentului tehnologic ce revine unei piese.
![]() (lei/buc)
(lei/buc)
unde:
S- aria piesei plane, din care se scad orificiile (mm2);
g- grosimea materialului (mm);
γ- masa specifica a materialului (kg/dm3);
Kf- coefficient de folosire al materialului (%).
S=1960-2113=1734 mm2
g=2 mm
γ=7.8 kg/dm3, conform tabelului 1 anexa 3
Kf=78 %
c=8 lei/kg
Cmat=![]() lei/buc
lei/buc
Cmat=0.27 lei/buc
Cman=![]()
unde:
Rp-retributia medie orara a prestatorului (lei/ora);
Rr- retributia medie orara a reglorului (lei/ora);
n0- nr de piese din lot.
Rp=6-7.5 lei/ora
Rr=7.5-8 lei/ora
n0=800 piese
Tu=46.28 min
Tpi=18 min
Cman=![]() lei/buc
lei/buc
Cman=5.2 lei/buc
Cr=![]() lei/buc
lei/buc
unde: R-regia totala (%)
R=280 %
Cr=![]() lei/buc
lei/buc
Cr=0.14 lei/buc
![]() lei/buc , unde:
lei/buc , unde:
Vp- valoarea initiala a presei (lei);
Ap- norma de amortizare a presei (%);
na- programul annual de fabricatie (buc/an).
Vp=35000-45000
Vp=140000 lei
Ap=1.65-1.79 %
Ap=1.72 %
![]() (%)
(%)
unde:
na-programul annual de fabricatie;
na=80012=9600 buc/an
z1=307 zile
ns-nr de schimburi
ns=1
ds- durata de lucru a unui schimb (ore)
ds=8 ore
np=2
Kr=0.96
![]() %
%
![]() lei/buc
lei/buc
Cac=![]() lei/buc , unde:
lei/buc , unde:
K-constanta ce tine seama de raportul intre programul annual de fabricatie si durabilitatea totala a stantei si matritei (anexa 3 tab3);
Ve-costul echipamentului tehnologic (lei)
Ve=2500-3000 lei
Ve=2750 lei
K=2
Cac=![]() lei
lei
C= Cmat+Cman+Cr+Cap+Cac =0.27+5.2+0.14+15.97+0.57=22.15 (lei/buc)
C=22.15 lei/buc
6. CALCULUL FORTEI DE STANTARE
F=Klgτef (daN/mm2), unde:
K=1.1
l-lungimea conturului decupat
l=182 mm
g-grosimea benzii de tabla
g=2 mm
τef efortul tangential al presei (daN/mm2)
τef =250-350 daN/mm2
F=1.11822300=120120 daN
F=1201 KN
7. ALEGEREA UTILAJULUI DE PRESARE
Deoarece forta nominala calculata a presei este F=1201 KN, se alege un utilaj de presare avand urmatoarele caracteristici:
PRESA HIDRAULICA CU BATIU DESCHIS PHC 2-160
Forta nominala: - berbec 1600 KN
-perna 1000 KN
Cursa nominala:- berbec 630 mm
- perna 320 mm
Dimensiuni masa: lungime 1000 mm
latime 800 mm
Viteza berbec: -coborare 250 mm/s
-de lucru 50/16 mm/s
-urcare 250 mm/s
Viteza perna: -coborare 10 mm/s
-urcare 40 mm/s
Dimensiuni berbec: 800*800 mm
Distanta masa berbec:1000 mm
Putere instalata: 45 KW
Presiune hidraulica: 250 bar
Capacitatea rezervorului: 1250 l
Dimensiuni de gabarit:-lungime 1400 mm
-latime 2500 mm
-inaltime 3800 mm
Masa neta: 20000 Kg
EFICIENTA ECONOMICA A ASIMILARII PRODUSULUI
In acest scop este necesar sa se cunoasca anumiti indicatori economici pentru a se compara cu cei ai unor produse similare fabricate in alte tari.
Calculul eficientei economice cuprinde:
Cheltuieli de asimilare - acestea cuprind:
1.1 .Cheltuieli pentru achizitia de documentatii tehnice, licente si modele de referinta (P1a) - se stabilesc folosind preturile din cataloage sau ofertele unor firme consacrate.
P1a=15-25% P1c=0.2114241=22848 lei
1.2.Cheltuieli pentru cercetare - experimentale (P1b) - se stabilesc pe baza metodelor de tarifare aplicate in institutele de cercetare.
P1b=25-35% P1c=0.3114241=34272 lei
1.3.Cheltuielile aferente proiectarii prototipului si definitivarea proiectului de serie (P1c) - se calculeaza pe baza unor norme utilizate in activitatea de proiectare. Astfel:
P1c=(C+NiKfiKi)p [lei]
in care:
C = 50 o.m.c. (ore medii convetionale), manopera pentru pregatirea ofertei, a formelor de contractare si obtinerea avizelor de la beneficiari, care se acorda o singura data pe contract;
Ni norma de baza pentru proiectarea unei singure unitati componente de proiectare, data in tabelele din anexa 1 (o.m.c). Valoarea lui Ni se ia o singura data integral in cadrul unui proiect de instalatie, utilaj, mecanizare, indiferent de numarul de unitati identice de proiectare din cadrul instalatiei utilajului, mecanizarii. In cazul proiectarii de variante Ni, se va diminua corespunzator cu valoarea coeficientului K3 in tabelul2.
Kfi - coeficient de corectie functie de faza de elaborare a lucrarii, care are valorile din tabelul 3; Kfi=1
Ni=900+700+250+80+200+100+350+500+250+120+180+150=3780 o.m.c Ki=K,K2K3K4K5K6K7
K1=11111.151.161=1.33
P=15-30 lei/o.m.c.
P=22.5 lei/o.m.c.
Deci:
P1=P1a+P1b+P1c [lei]
P1=22848+34272+114241=171361 lei
P1=171361 lei
1.4.Cheltuieli pentru intocmirea tehnologiei (P2) :
P2=Ntnp [Iei]
in care:
Nt- reprezinta norma de baza exprimata in [o.m.c./reper]. Valorile medii ale acestui parametru sunt date in tabelul 5 in functie de complexitatea si seria de fabricatie a produsului.
n- numarul total de repere noi;
p- pretul (tariful) de proiectare [lei/o.m.c.]
Nt=20 [o.m.c./reper]
n=800 piese
p=22.5 lei/omc
P2=2080022.5=360000 lei
P2=360000 lei
1.5 Cheltuieli pentru proiectarea SDV-urilor:
Timpul necesar pentru proiectarea SDV-urilor,TSDV, se stabileste conform relatiei:
TSDV=NSDVun [o.m.c.]
unde:
NSDV- norma de baza in [lei/o.m.c.]. Valorile medii ale acestui parametru sunt date in tabelul 6 in functie de gradul de complexitate si seria de fabricatie a produsului.
NSDV=30 [lei/o.m.c.]
u- gradul de utilare cu SDV a produsului. Limitele de variatie ale acestui parametru sunt date in tabelul 7, in functie de complexitatea si seria de fabricatie a produsului.
u=0.13-0.72 u=0.43
TSDV=300.43800=10320 o.m.c.
Pretul de decontare al proiectarii SDV-urilor, (P3) se calculeaza cu ajutorul formulei:
P3= TSDVp [lei]
P3=1032022.5=232200 lei
P3=232200 lei
1.6.Cheltuieli pentru executia SDV-urilor necesare pentru prototip si seria zero (P4):
Calculul acestor cheltuieli se va face conform formulei:
P4=qnup1, [lei]
in care:
q - reprezinta masa medie, in kg/SDV, stabilita in functie de marimea si masa presei (intre 5-40kg/SDV);
p1 pretul de cost in lei/kgSDV care, in functie de complexitatea si masa medie a SDV-urilor se admite intre 25 -1501ei/kg. p1=87.5 lei
P4=22.58000.4387.5=677250 lei
P4=677250 lei
1.7.Cheltuieli pentru executia prototipului (P5):
Se utilizeaza formula:
P5=K1Pc [lei]
unde:
K1- coeficient a carui valoare este cuprinsa intre 1,5 si 5, in functie de seria de fabricatie a produsului; K1=2
Pc pretul de cost uzina al produsului de serie.
Pc=5521952.5 lei, calculat la punctul 2.1.
P5=25521952,5=11043905 lei
P5=11043905 lei
1.8.Cheltuieli pentru incercari, remedieri si omologarea prototipului si SDV-urilor P6
Pentru aceasta se utilizeaza relatia:
P6=K2(Pc+P4 ) [lei]
unde:
K - coeficient ce reprezinta gradul de dificultate pentru punerea la punct a produsului si SDV-urilor, coeficient a carui valoare este cuprinsa intre 0,2..0,5. K2=0.35
P6=0.35(5521952.5+677250)=2169720.87 lei
P6=2169720.87 lei
1.9.Total cheltuieli de asimilare (Pas):
Determinarea volumului total ale cheltuielilor de asimilare pentru fabricarea de produse noi, Pas, se face cu ajutorul formulei:
Pas=P1+P2+P3+P4+P5+P6 lei
Pas=171361+360000+232200+677250+11043905+2169721=14654437 lei
Pas= 14654437 lei
1.10. Total cheltuieli nete de asimilare (Pasnet) Tinand cont ca prototipul se valorifica integral:
Pasnet=Pas-Pc [lei]
Pasnet=14654437 - 5521952,5=9132485 lei
Pasnet=9132485 lei
2. Calculul pretului de cost si de vanzare al prototipului Ia nivel de uzina :
2.1. Calculul pretului de cost intern al produsului:
Pretul de cost la nivel de uzina se calculeaza cu relatia:
Pc =C1+C2+C3 + C4+C5 [lei] ,
in care:
C1 reprezinta costul materiilor prime si a materialelor, inclusiv transportul.
C1=69875.1 lei
C2 - reprezinta cheltuielile pentru manopera de prelucrare si montaj, iclusiv impozit si CAS , CASS.
Retributiile directe (manopera) se stabillesc conform legislatiei in vigoare pe grupe de produse. Orientativ se pot utiliza si consumuri specifice de manopera pe tona de produs, in acest caz se va utiliza relatia:
C2=Mu1t [lei] , unde:
M masa produsului (kg)
M=20000 kg
u1 o.m.c/kgutilaj, u, =l,3 o.m.c/kgutilaj
t tarif mediu manopera producator ~ 171ei/o.m.c
C2=200001.317=364000 lei
C2=364000 lei
C3 cheltuieli pentru intretinere, functionare si generale ale sectiei. Aceste date se obtin de la uzina care va executa produsul.
C3=RC2 [lei], in care:
R regia sectiei [%] R=280%
C3=2.8364000=1019200 lei
C3=1019200 lei
C4 - cheltuielile pentru executia SDV-urilor care se calculeaza cu relatia:
![]() [lei]
[lei] ![]() lei
lei
C4=70.54 lei
in care:
N numarul de produse care se vor executa N=n012=80012=9600 buc
C5 - cheltuielile generale ale intreprinderii si se calculeaza cu relatia:
C5=Ri(C1+C2+C3+C ) [lei]
unde:
Ri - regia generala a intreprinderii si se obtine de la intreprinderea executanta. R1=280%
C5=2.8(69875.1+36400+1019200+70.54)=4068807.4 lei C5=4068807.4 lei
2.2. Calculul pretului de vanzare al produsului
PV=P0+B [lei]
in care:
B cota de beneficiu a intreprinderii obtinuta de la intreprinderea executanta . Aceasta cota de beneficiu se stabileste pe grupe de produse.
P0=Pc=5521952.5 lei
B=P0/M=5521952.5/20000=276.09 lei
PV=5521952.5+276.09=5522229 lei
PV=5522229 lei
Pretul de vanzare se definitiveaza prin comparatie cu preturile de vanzare ale a modelului de referinta sau ale preturilor de vanzare a produselor similare din productia curenta indiferent de nivelul pretului de cost.
in cazul in care nu exista date si nici nu pot fi obtinute date asupra preturilor de vanzare ale produselor straine similare si nici nu sunt produse similare in productia curenta se calculaza pretul de vanzare unitar (lei/kg) si se aproximeaza astfel pretul 'de vanzare.
Obs. in metoda de calcul aratata se presupune ca nu exista colaboratori externi la realizarea produsului.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2659
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved