| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Instalatii pentru gaurire si taiere cu ultrasunete.
Prelucrarea dimensionala cu ultrasuntete se bazeaza pe prelevarea de material din piesa supusa prelucrarii prin intermiediul unor particule abrazive activate - accelerate ultrasonic. Se pot astfel prelucra materiale fragile, casante, dure care nu sufera deformatii plastice inainte de rupere: materiale ceramice, sticla, diamant, cuart, siliciu, germaniu, ferite, carburi metalice, bioxid de uraniu, oteluri calite si aliaje de titan.
Exista doua metode de prelucrare in functie de tipul sculei utilizare: scula abraziva sau scula metalica in suspensie abraziva.
In prmul caz, actiunea abraziva este realizata de o scula impregnata cu pulbere de diamant si activata ultrasonic la frecvente de 20 -3 0 kHz de un transductor prin intermiediul concentratorului. Amplitudinea vibratiilor are valori mici de 15 m pentru a proteja scula impotriva socurilor mecanice. Scula abraziva apasa asupra piesei de prelucrat cu o presiune de 200 - 300 N/cm2 , efectul de abraziune mecanica fiind realizat prin micsorarea relativa dintre scula si piesa (de rotatie sau translatie - functie de forma profilului prelucrat). Indepartarea materialului erodat si racirea lui se face prin intermediul lichidului de racire - spalare, adus in zona de lucru prin intermediul unui ajustaj. Datorita dificultatilor de realizare si mentinere a profilului sculei, aceasta metoda este mai putin utilizata.
A doua metoda (fig. 4.30) utilizeaza o scula metalica (1) care activeaza ultrasonic particulele abrazive aflate in suspensie in lichidul de lucru (2) in spatiul dintre suprafata piesei de prelucrat (3) si suprafata activa a sculei.
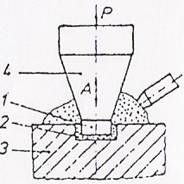
Fig.4.30
Scula activata ultrasonic la o frecventa de 19 - 30 kHz si o ampltudine de pana la 120 m realizeaza o forta de presiune 4 - 45 N/cm2 asupra piesei. Scula nu are miscare de rotatie, motiv pentru care profilul ei coincide cu sectiunea cavitatii pe care o executa. Astfel perforarea (gaurirea) nu este limitata numai la gauri circulare, putand fi practicate orificii avand sectiuni de orice forma, aricat de complexe.
Se utilizeaza ca particule abrazive carbura de siliciu (SiC) carbura de bor(B4C) si pulbere de diamant, aflate in suspensie in apa (sau ulei) sau cu concentratii in greutate de aproximativ 50%.
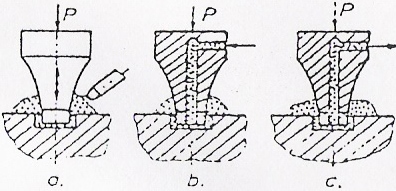
Fig.4.31
Aducerea suspensiei abrazive in zona de lucru se realizeaza prin stropire (fig. 4.31, a) prin injectie prin interiorul concentratoruluisi a sculei (fig. 4.31, b) sau prin aspiratie prin interiorul concentratorului. Si a sculei (fig.4.31, c).
Cercetarile teoretice si experimentale au pus in evidenta ca erodarea materialului piesei se datoreaza unui complex de fenomene ce au loc in spatiul dintre scula si piesa si anume:
granulele abrazive alfate in solutie vor fi accelerate foarte puternic (aproximativ 105 g) de catre scula ce vibreaza in regim ultrasonor;
cu o forta de impact ce depaseste de cateva mii de ori propria lor greutate, granulele abrazive lovesc asuprafata piesei (din dreptul sculei) producand macinarea si amorsarea unor fisuri in materialul prelucrat;
bulele de cavitatie, aparute in lichidul de lucru, deci si in aceste fisuri ca urmare a fenomenului de cavitatie ultrasonica au tendinta de dezvoltare pana in momentul imploziei lor, care conduce la erodarea materialului de prelucrat si in bucati - particule mai mari;
undele de presiune si depresiune ..matura" suprafata piesei, eliminand prin intermediul lichidului de lucru fragmentele deprinse din materialul piese;
lichidul de lucru, prin natura sa, realizeaza si o coroziune chimica ce concura la erodarea materialului de prelucrat.
Deci, efectele cavitatiei ultrasonice si a coroziunii chimice sunt de neglijat, in principal prelucrarea se datoreaza ciocnirii particulelor abrazive de suprafata piesei cu o energie cinetica primita de la scula, ciocniri in urma carora se produce macinarea si fisurarea materialului piesei. Din acest motiv materlialele moi, care comporta deformatii plastice mari inainte de rupere cum sunt: otelurile moi, cuprul, aluminiul, s.a., nu pot fi prelucrate, deoarece granulele abrazive din suspensia utilizata se infig cu usurinta in materialul piesei neproducand fisurari si dislocatii de material
Volumul de material prelevat in unitatea de timp este dependent de o serie de factori, putandu-se exprima analitic ca o functie:

Unde:k1 - factor de corectie dependent de concentratia
abrazivului in suspendie; k2 - factor de corectie ce tine
seama de fenomenele de cavitatie acustica si coroziune chimica; k3 -
factor de corectie dependent de vascozitatea lichidului suport al abrazivului
(in general ulei sau apa), ![]() - frecventa oscilatiilor,
- frecventa oscilatiilor, ![]() - amplitudinea
- amplitudinea
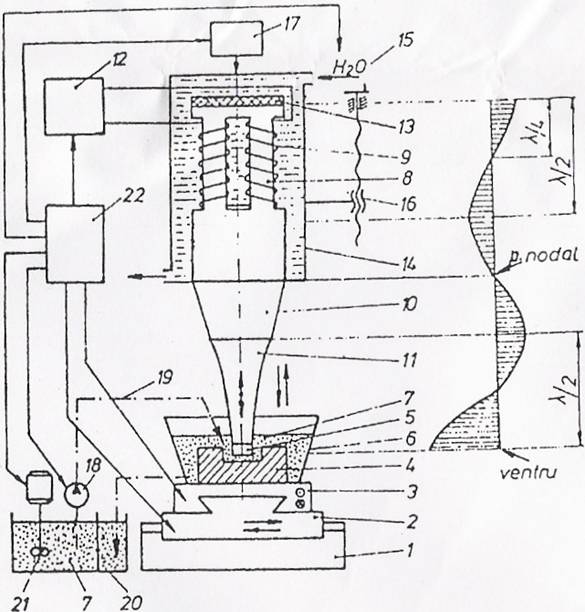
Fig.4.32
vibratiilor, ![]() - presiunea de contact scula -
piesa;
- presiunea de contact scula -
piesa; ![]() - diametrul particulei abrazive
considerata de forma sferica;
- diametrul particulei abrazive
considerata de forma sferica; ![]() - greutatea specifica a granulei
abrazive,
- greutatea specifica a granulei
abrazive, ![]() - duritatea particulei abrazive,
- duritatea particulei abrazive, ![]() - rezistenta medie la deformare a
materialului piesei si
- rezistenta medie la deformare a
materialului piesei si ![]() - aria sectiunii gaurii.
- aria sectiunii gaurii.
Schema constructiva de principiu a unei instalatii pentru realizarea gaurilor de mici dimensiuni cu scule metalice activate ultrasonic este prenzentata in fig. 4.32, a, unde: (1) este batiul; (2) si (3) sanie longitudinala, respectiv transversala pentru pozitionarea corespunzatoare a piesei (4) in raport cu axa sculei (5) care lucreaza in regim ultrasonic in interiorul cuvei de lucru (6) cu abraziv in suspensie (7). Scula (5) primeste energia ultrasonica de la transductorul magnetorestrictiv (8), pe care se gaseste infasurarea (9), prin intermediul concentratorului (11). Transductorul (18) de tip magnetorestrictiv impreuna cu infasurarea (9) care este alimentat cu curent de inalta frecventa de generatorul ultrasonic (12), se fixeaza prin concentratorul (11) si izolatia acustica (13) in interiorul carcasei (14), care are un sistem de racire cu apa (15). Pozitionarea capului de lucru pe verticala, functie de inaltimea piesei se face cu sistemul (16), iar realizarea avansului si presiuni de contact scula - piesa prin sistemul(17). Pompa (18) trimite suspensia abraziva (7), prin circuitul de transfer (19), din rezervorul (20) in zina de lucru (21) printr-un agitator pentru uniformizarea suspensiei abrazive. Instalatia este coordonata de un bloc de comanda si control (22) care asigura functionarea si presiunea de contact (17), racirea transductorului prin sistemul (15),pozitionarea corespunzatoare a piesei prin saniile (2) si (3) si circulatia abrazivului in suspensie prin pompa (18) la o anumita concentratie mentinuta de agitatorul (21).
Prinderea blocului ultrasonic se face prin intermediul concentratorului (11) caruia ii corespunde la nivelul asamblarii cu transductorul pe diagrama de rotatie a oscilatiilor ultrasonice (fig. 4.32, b) un punct nodal.
In timpul procesului de prelucrare scula sufera o uzura puternica, motiv pentru care se executa totdeauna ca o piesa separata asamblarea cu concetratorul facandu-se prin lipire sau insurubare intr-un punct de maxim (ventru) al oscilatiilor ultrasonore (fig. 4.32, b). Intrucat prelucrarea nu este afectata de forma cavitatii realizata se utilizeaza o gama variata de scule (fig. 4.33, a - pentru gaurire, b - pentru taiere, c - pentru profilare, d - pentru gravare).
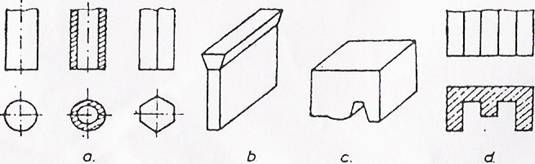
Fig.4.33
Sculele se executa din materiale metalice cu duritate mai mica decat a piselor de prelucrat, de obicei din oteluri carbon sau inoxidabile, cupru si aliajele sale s.a.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2563
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved