| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
MINIMASINA PORTAL CNC ISEL MSP 4329
1. Scopul lucrarii
Scopul prezentei lucrari este de a familiariza studentii in probleme privind conceptia si functionarea sistemului CNC (COMPUTERIZED NUMERICAL CONTROL) al minimasini portal ISEL MSP 4329, masina aflata in dotarea laboratorului de masini-unelte.
2. Notiuni de baza
Aparitia sistemelor de comanda numerica computerizata a dus la cresterea semnificativa a gradului de automatizare a masinilor-unelte si, pe langa cresterea productivitatii, a asociat si alte insusiri masinilor-unelte precizie, rapiditate, flexibilitate si suplete.
In ceea ce priveste precizia de prelucrare este data de rezolutia si rigiditatea mecanica a masini si de rezolutia electronica a interfetei de comanda. Trebuie remarcate doua aspecte importante fidelitatea si repetabilitatea dimensiunilor obtinute.
Rapiditatea presupune o dubla semnificatie rapiditate in pregatirea fabricatiei (cu fazele de conceptie si pregatire a programului de prelucrare) si rapiditatea de reglare a masinii impreuna cu prelucrarea propriu-zisa.
Flexibilitatea se refera la marimea gamei sortimentala de piese sau produse care pot fi produse cu sistemele evoluate de productie. Atributele flexibilitatii fabricatiei se refera si la usurinta schimbarii sculelor si usurinta interconectarii masinii cu componentele sistemului.
Supletea trebuie inteleasa in sensul posibilitatilor de miscare a sculei in raport cu piesa, care poate "atinge" orice puncte situate in orice parte a piesei, adica parcurgerea unor numeroase si complexe traiectorii de generare.
Sistemele CNC folosesc calculatoare care comanda o singura masina-unealta sau mai multe masini identice care executa aceleasi operatii. Sistemele CNC, fata de sistemele clasice de comanda numerica (NC), au o putere mai mare de calcul si o flexibilitate marita in programare, datorita software-urilor specializate.
Echipamentele CNC pot echipa masini de frezat, gaurit, strunguri, centre de prelucrare, masini de prelucrat prin eroziune electrica, masini de prelucrat (taiat) cu plasma, laser, jet de apa, de indoit, stantat de injectat etc.
3.Caracteristici constructive si tehnice ale masinii
3.1 Ansamblul mecanic al masini. In (Fig. 1.) este prezentata o vedere de ansamblu a masinii, unde se evidentiaza cei doi montanti, marcati cu 4 si traversa de rigidizare 5, care (impreuna) formeaza cadrul de tip portal al masinii. Masa masinii s-a notat cu 1, este prevazuta cu canale T pentru prinderea semifabricatelor sau a dispozitivelor. Masa are posibilitatea de deplasare pe ghidajele unei sanii longitudinale pe directia (Y).
|
Fig. 1. Vedere de ansamblu a minimasinii portal Isel MSP 4329 |
Cu 2 s-a notat batiul masinii, care este prevazut cu patru talpi de sprijin si montaj pe bancul de lucru, 3.
Pe traversa fixa 5 (care rigidizeaza cei doi montanti) se poate deplasa, pe directia transversala (X), sania 6, care, la randul ei, sustine sania verticala 7 ce se deplaseaza pe directia verticala (Z).
Sania verticala 7, prin intermediul colierului 9, sustine motorul 8 ce antreneaza arborele principal 10, respectiv mandrina cu bucsa elastica pentru prinderea si antrenarea in miscarea principala de aschiere a sculei.
Realizarea miscarilor de
avans sau pozitionare
a axelor, se face prin intermediul unor suruburi si piulite cu
bile (Fig. 2.). Aceste organe de transmitere a miscarii au un
randament ridicat, frecari reduse datorita corpurilor de rostogolire
si durata de exploatare foarte mare. Pasul suruburilor este de 5 mm.
|
Fig. 2. Surub si piulita cu bile |
Ghidajele saniilor (Fig. 2.) sunt prevazute cu corpuri de rostogolire, ceea ce asigura uzura mica, consum redus de energie, deplasari uniforme la viteze mici si precizie de pozitionare. Ansamblul ghidajului este din sina de ghidaj si culisele cu corpuri de rostogolire pe care sunt montate saniile. Ghidajele sunt cu strangere prealabila, ceea ce le da posibilitatea de a prelua momente de rasturnare.
|
Fig. 3. Ghidajele saniilor |
3.2 Sistemul de comanda CNC (Fig. 4.) este format din
Calculatorul personal pe care ruleaza softul CAD. Semnalul dat de software de tip "STEP" si "DIR" este transmis prin portul LPT al PC-ului catre placa interfata printr-un cablu de legatura.
Placa de interfata are rolul de a primi semnalele date de PC, dar si de a transmite semnale catre PC cum ar fi semnale de limita de cursa si intrerupatoare de stare. Din placa interfata se face legatura cu Driver-ele de putere.
Driver-ele de putere proceseaza si amplifica semnalele pentru motoarele pas cu pas. La baza electronici drivere-lor de putere stau circuite specializate de comanda CNC.
Motoarele pas cu pas Mx, My, Mz, antreneaza in miscare de rotatie suruburile conducatoare ale axelor respective. Rezolutia motoarelor este de 1.8 grade pe pas, cu alte cuvinte, 200 pasi pe rotatie, si pot dezvolta un cuplu maxim de 2.5 Nm.
Sursa de tensiune face transformarea tensiunii de ~220V in tensiunea necesara alimentarii electronici si implicit a motoarelor.
|
Fig. 4. Sistemul de comanda CNC |
3.3 Caracteristici tehnice
Marimea curselor utile ale mesei, ale saniei transversale si verticale, in sistemul de referinta triortogonal, au urmatoarele valori: X =294 mm; Y = 434 mm; Z = 82 mm.
Dimensiunile mesei masinii sunt: (750 x 373),
Acuratetea de pozitionare este: 0,1016 / 304 mm;
Repetabilitatea de 0,01016 mm
Rezolutia (precizia de lucru) este de 0,0127 mm.
Miscarea principala (de rotatie a sculei) nu este controlata la aceasta masina de catre sistemul CNC, ea obtinandu-se de la un motor electric cu turatie variabila intre 8000 24000 rot/min, cu o putere de 900 W, alimentat la 220 V.
4. Axele si miscarile masinii
In comanda numerica s-a introdus notiunea de axa ca fiind o deplasare liniara sau o rotatie. Aceste miscari sunt executate de organele mobile ale masinii unelte cu comanda numerica. In figura 4 sunt prezentate axele si miscarile de baza ale masinii.
|
Fig. 4. Axele si miscarile de baza ale masinii |
Tipul miscarilor axelor masini pot fi de: pozitionare punct cu punct; prelucrare liniara; conturare in doua dimensiuni; conturare in 2 1/2 dimensiuni si conturare in trei dimensiuni 3D
|
Fig. 5. Sistemele de coordonate (al masinii si al piesei) |
Din punctul de vedere al tehnologului programator foarte importanta este stabilirea axelor MUCNC, deoarece programul tine cont de aceste axe. Axa Z este paralela cu axa arborelui principal al masinii. Directia de deplasare pe axa Z este verticala si corespunde deplasarii prin care se mareste sau se micsoreaza distanta dintre piesa si scula. Axa X este transversala si paralela cu traversa, Axa Y este longitudinala si paralela cu directia de deplasare a mesei, in asa fel incat sa formeze impreuna cu celelalte un sistem triortogonal.
Teoretic exista doua sisteme de coordonate: unul al masinii-unelte, in care are loc deplasarea sculei si un altul solidar cu piesa (fig. 5). Originea sistemului de referinta asociat masinii-unelte poarta denumirea de punctul zero al masinii sau nulul masinii.
Orice piesa de prelucrat trebuie mai intai pozitionata fata de sistemul de coordonate rigid al masinii (OMXMYMZM) sau sistemul absolut si apoi identificat punctul de unde incepe prelucrarea (punctul de start). Programul se scrie, insa, fata de un sistem de referinta al piesei (OPXPYPZP), numit si sistem relativ, care se alege de catre programator. Acest sistem este legat de sistemul absolut al MUCNC printr-un vector de pozitie. Programatorul va trebui sa indice pe fisa tehnologica unde a ales sistemul de referinta si unde este punctul de start. Aceasta operatiune se numeste pozitionarea piesei.
Pozitionarea piesei are ca efect transformarea coordonatelor piesei din sistemul (OPXPYPZP) in sistemul (OMXMYMZM), printr-o translatie efectuata automat de MUCNC.
In practica programarii, primul pas care trebuie facut este alegerea sistemului relativ al piesei (OPXPYPZP). Acest sistem se alege in asa fel incat exprimarea deplasarilor sculei sa se faca cat mai comod dupa desenul piesei. Un alt criteriu ar fi posibilitatile de pozitionare a semifabricatului pe masa masinii, insa nu exista reguli precise pentru alegerea acestui sistem. Cel mai bun ajutor in acest sens este experienta programatorului.
Soft-ul CAM "Artsoft Mach 3 Mill"
 Artsoft a fost infiintat in
anul 2001. In acest timp, seria Mach CNC software a evoluat foarte bine in
comparatie cu software-le de pe piata. Este extrem de accesibile
pentru industrie, cat si pentru pasiunea CNC. Caracteristicile
continua sa se dezvolte, noi functii fiind accesibile. Exista peste
10000 de utilizatori Mach care se bazeaza pe eficienta si
usurinta de utilizare, caracteristici deosebite si sprijin
tehnic oferit de producatori.
Artsoft a fost infiintat in
anul 2001. In acest timp, seria Mach CNC software a evoluat foarte bine in
comparatie cu software-le de pe piata. Este extrem de accesibile
pentru industrie, cat si pentru pasiunea CNC. Caracteristicile
continua sa se dezvolte, noi functii fiind accesibile. Exista peste
10000 de utilizatori Mach care se bazeaza pe eficienta si
usurinta de utilizare, caracteristici deosebite si sprijin
tehnic oferit de producatori.
Caracteristici generale Seria de software Mach a fost dezvoltat initial pentru pasiune, dar sa transformat rapid intr-unul dintre cele mai versatile pachete de control pentru uz industrial, de asemenea.
- Converteste un PC standard intr-un CNC cu pana la 6-axe
- Permite import direct DXF, BMP, JPG, prin intermediul fisierelor HPGL si LazyCam
G-code afisat vizual
- Genereaza G-code sau prin intermediul LazyCam Wizards
- Interfata complet personalizabila
- M-Coduri de antrenamente si a macrocomenzilor, folosind VBscript
- Controleaza viteza motorului frezei
- Multiple relee de control
- Suporta controller manual de puls
- Afisare vizuala a masinii
- Compatibilitate Touch Screen
- Ecran complet de eligibilitate
- Basic Computer Skills (capacitatea de a copia /redenumiti fisierele, directoarele browse, etc.)
Mach 3 a fost utilizat cu succes pentru a controla urmatoarele tipuri de echipamente:
- Strunguri
- Freze
- Routere
- Lasere
- Plasma
- Masini de gravat
- Echipament de taiere roti dintate
- Echipamente speciale cu pana la 8 axe.

Desfasurarea lucrarii
Lucrarea va incepe prin identificarea de catre studenti a partilor componente ale masinii, precum si a sistemului de comanda CNC. Studentul va avea pregatit pe suport digital fisierul cod masina ("G-code") denumit cu numele studentului, avand extensia .GC
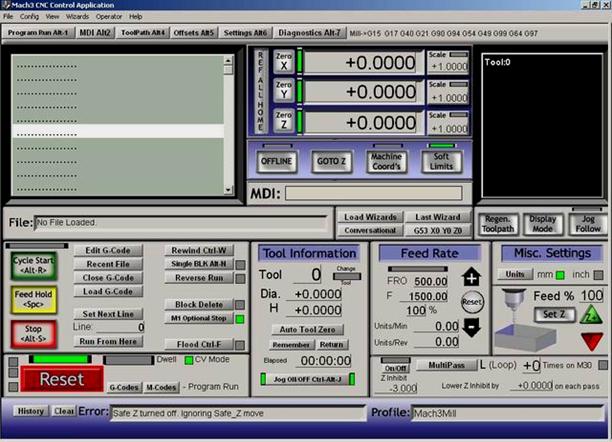
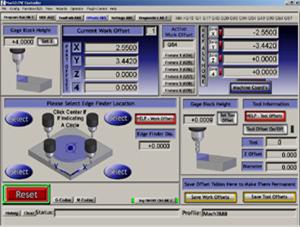
Dupa lansarea soft-ului Mach 3, se vor identifica butoanele, ecranele si tab-urle de comanda ale softului. Dupa familiarizarea studentului cu soft-ul, se va trece la incarcarea codului "G" astfel: Din meniul File > Load G-code > Nume fisier
Urmatorul pas este prinderea in menghina masinii a semifabricatului. Prinderea se va face cu butonul de urgenta "RESET" (Fig. 7.) activat sau cu intrerupatorul general oprit, din motive de siguranta.
Totodata se va prinde in penseta motorului scula aschietoare definita in post-procesor pentru aceasta prelucrare.
Fig. 7. Comenzi
MACH 3 Mill
Suprapunerea origini sistemului de coordonate al masini cu originea sistemul de coordonate al semifabricatului. Dupa prinderea semifabricatului si dezactivarea reset-ului de urgenta, vom deplasa manual axele masinii pana cand centrul si varful sculei aschietoare va coincide cu originea sistemului de coordonate al semifabricatului. Origina sistemului de coordonate al semifabricatului a fost determinata in soft-ul post procesor. Deplasarea manuala se va face din mare de la tastatura computerului prin actionarea tastelor sageti si a tastelor "Page Up" si "Page Down", deplasarea fina facandu-se din rotile de mana cu care este prevazuta masina.
Resetarea origini sistemului de coordonate al masini in momentul in care centrul si varful sculei coincid cu originea sistemului de coordonate al semifabricatului, se va face prin apasarea butoanelor zero X ; zero Y; zero Z (Fig. 8.)
Inainte de pornirea prelucrarii (ciclului), ca masura de siguranta vom seta viteza de avans (Feed Rate) la 20%. Dupa inceperea prelucrarii, daca regimurile de aschiere sunt corecte, vom marii viteza de avans pana la 100% (Fig. 9.) sau daca este posibil chiar mai mult.
Fig. 9. Viteza
de avans (Feed Rate)
Pornirea ciclului de prelucrare se va face din butonul "Cycle Start", dar in prealabil se va porni motorul frezei si aspiratorul de exhaustare daca este cazul. In caz de urgenta se actioneaza butonul "Reset", "Feed Hold" sau "Stop" ciclul fiind reluat dupa remedierea problemei.
Piesa obtinuta va fi scoasa din menghina dupa oprirea masinii, retragerea cu ajutorul comenzilor manuale din tastatura a sculei si activarea modului RESET de siguranta.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3088
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved