| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PROCESUL DE FORMARE A ASCHIEI
1. Generalitati privind procesul de aschiere
Prelucrarea prin aschiere este un procedeu de obtinere a suprafetelor unei piese prin transformarea treptata a adaosului de prelucrare in aschii. Realizarea procesului de aschiere presupune participarea urmatorilor factori:
- scula aschietoare, confectionata dintr-un material adecvat si cu o geometrie corespunzatoare;
- regimul de aschiere cu parametrii sai;
- materialul de prelucrat, sub forma unui semifabricat cu calitatile tehnologice si mecanice necesare;
- mediul de aschiere (in particular lichidul pentru aschiere);
- masina-unealta ca suport al procesului de aschiere.
Conditiile in care trebuie sa se desfasoare procesul de aschiere, rezulta din indeplinirea urmatoarelor cerinte:
productivitate corespunzatoare, respectiv un anumit volum de aschii detasate in unitatea de timp;
cost minim, incluzand toate costurile elementelor ce participa la procesul de aschiere;
calitate optima a suprafetei prelucrate (rugozitate, transformari in stratul superficial al suprafetei prelucrate);
conditii bune de munca.
Dimensionarea optima a procesului de aschiere se poate realiza prin determinarea corecta a ponderii fiecarui fenomen participant.
2. Formarea aschiei la aschierea ortogonala
Datorita complexitatii procesului de aschiere, studiul teoretic si experimental, al acestuia, se realizeaza pentru anumite situatii simple, urmand a se deduce concluzii valabile pentru celelalte cazuri.
Analiza esentei procesului de aschiere are la baza studiul celui mai simplu proces de aschiere, cel ortogonal sau liber in care muchia aschietoare este normala pe directia vitezei de aschiere vc, care este constanta, taisul sculei este cel putin egal cu latimea piesei b, iar grosimea a, a stratului de material ce urmeaza a fi indepartat este de asemenea constanta (figura 1).
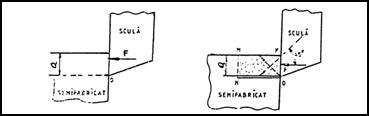
Scula actioneaza cu o forta F, asupra adaosului de prelucrare, solicitand materialul din fata sculei la comprimare (figura 2,a). Daca adaosul de prelucrare ar fi separat de restul semifabricatului, atunci acesta ar fi solicitat la compresiune uniaxiala (figura 2,b).
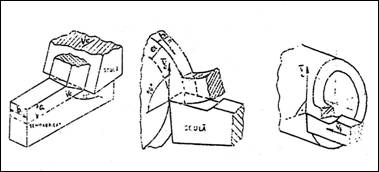
Figura 1 Proces de aschiere ortogonal
a) b)
Figura 2 Modul de actiune al sculei asupra adaosului de prelucrare
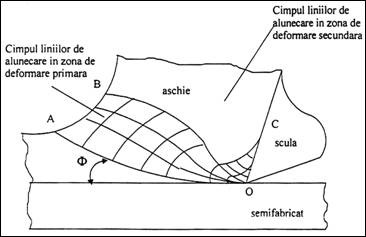
Figura3 Forma liniilor de alunecare
Datorita apasarii cu forta F, vor apare deformatii elastice, urmate de cele plastice, in material vor lua nastere linii de alunecare dupa directiile in care eforturile tangentiale sunt maxime. Datorita legaturii adaosului de prelucrare cu restul semifabricatului si faptului ca fata de degajare a sculei este inclinata cu unghiul g liniile de alunecare vor avea o forma complexa (figura 3).
Formarea aschiei incepe dupa linia OA, ce reprezinta infasuratoarea fascicolului de linii de alunecare ce pornesc din varful sculei. Aceasta curba corespunde celor mai mari eforturi tangentiale si normale si se afla la limita inferioara a zonei in care se formeaza aschia. Curba OA se indreapta spre suprafata initiala a semifabricatului sub un unghi de inclinare F mai mare sau mai mic in functie de fragilitatea respectiv tenacitatea materialului semifabricatului. Deasupra liniei OA liniile de alunecare vor fi inclinate cu unghiul F > F
Tinand seama de directiile reale de deformare, s-a convenit ca planul ce contine taisul (punctul O) si intersectia planului suprafetei semifabricatului (suprafetei initiale), cu planul spatelui aschiei (punctul M) sa se numeasca plan conventional de forfecare.
Unghiul F de pozitie a planului conventional, de forfecare se numeste unghi conventional de forfecare (figura 4).
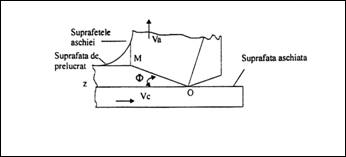
Figura 4 Unghiul planului conventional de forfecare
3. Forma si dimensiunile zonei de deformare.
Zona care cuprinde materialul din fata sculei in care se manifesta deformatiile plastice produse de forta de deformare Fd, se numeste zona plastica la aschiere. In aceasta zona materialul de prelucrat se afla intr-o continua transformare, ca urmare a actiunii muchiei aschietoare si suprafetei de degajare, prin unghiurile g cr lT si prezentei miscarii de aschiere.
Capacitatea de deformare plastica a materialului aschiat (ductil/fragil) si parametrii regimului de aschiere dicteaza in mare masura dimensiunile zonei plastice.
Zona plastica face legatura dintre materialul de aschiat si, aschie (figura 5). Aceasta zona se pune in evidenta studiind la microscop probe metalografice ale radacinii aschiei obtinute prin oprirea instantanee a procesului de aschiere.
Zona plastica reala este marginita la partea inferioara de o suprafata curba, sub care nu actioneaza fortele de deformare, denumita limita inferioara (M1M2), la partea superioara de o suprafata curba, peste care nu mai au loc deformatii plastice, denumita limita superioara (N1N2).
Legatura intre aceste doua limite se face printr-o suprafata curba, denumita limita intermediara (M1N1).
Considerand linia LL' se pot distinge trei zone:
- LM, linie dreapta, paralela cu suprafata semifabricatului. Materialul de prelucrat nu este afectat de procesul de aschiere;
- MN, linie curba, raza de curbura descreste de la M la N;
- NL', linia este sensibil paralela cu suprafata interna a aschiei.
In zona plastica se disting urmatoarele domenii:
domeniul l, cuprins intre M1M2 si N1N2, in care are loc deformarea plastica a materialului;
domeniul II, un strat subtire din aschie, in contact cu scula, este supus la o deformare suplimentara (datorita frecarii aschie/scula);
domeniul III, materialul de prelucrat este impiedicat sa curga;
- domeniul IV, suprafata generata este deformata sub actiunea frecarii sculei.
In mod simplist se poate afirma ca formarea aschiei se face in principal in portiunea XYN1N2.
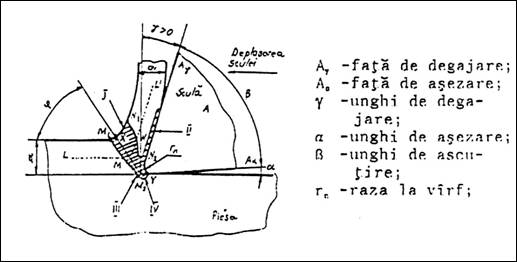
Figura 5 Zona de legatura dintre materialul de aschiat si aschie
Corespunzator deformatiilor plastice, in zona plastica, aschie si suprafata aschiata s-au pus in evidenta, prin cercetari metalografice, cel putin patru structuri (texturi) de deformare (figura 6):
- structura (textura) de deformare caracteristica zonei plastice (P);
- structura (textura) de deformare caracteristica aschiei (A);
structura (textura) de deformare caracteristica contactului aschiei cu fata de degajare a sculei (AD);
structura (textura) de deformare caracteristica stratului superficial al suprafetei aschiate (SS).
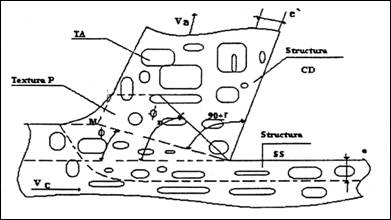
Figura 6 Structuri de deformare la aschiere
Structura (textura) zonei plastice (P), se refera la forma geometrica si dispunerea cristalelor in materialul din fata sculei. Aceasta structura este in continua transformare, gradul de deformare este mai mare in vecinatatea muchiei aschietoare si a limitei superioare si mai mic in vecinatatea limitelor inferioara si intermediara.
In ipoteza ca inaintea deformarii, cristalele sunt de forma sferica, mecanismul formarii texturii zonei plastice, este prezentat in figura 7. In prezenta miscarii de aschiere si a fortei de deformare Fd, cristalul nedeformat (poz.1) se deplaseaza treptat pana in zona de deformare initiala (poz.2). In interiorul zonei plastice cristalul este deformat (sub forma de elipsoid) din ce in ce mai mult, astfel ca in vecinatatea limitei superioare (poz.3) se transforma intr-un elipsoid si suporta o rotire datorita tendintei de franare cauzata de forta de frecare F de pe fata de degajare. Aceasta tendinta de rotire (si alungirea) este mai accentuata in vecinatatea fetei de degajare (poz.3') si mai putin accentuata in vecinatatea limitei intermediare (poz. Axele elipsoizilor 3', 3, 3', formeaza cu directia de aschiere unghiurile F' > F > F''. In momentul iesirii din zona plastica (poz.4), deformarea cristalelor inceteaza.
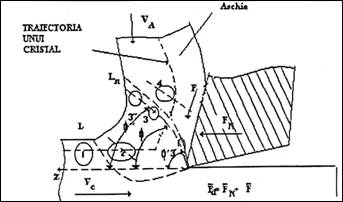
Figura 7 Mecanismul formarii texturii zonei plastice
Structura (textura) aschiei (A), se refera Ia forma geometrica si dispunerea cristalelor in aschie, dupa deformarea plastica prin aschiere. Aceasta textura ce caracterizeaza aschia formata, se manifesta deasupra limitei superioare Oln. Materialul din aschia formata va curge cu viteza V1, cat timp dureaza procesul de aschiere. Sunt posibile si transformari structurale datorita procesului de racire cu mediul de aschiere, modificari ce duc la durificarea si fragilizarea materialului din aschie. Structura (textura) contactului aschiei cu fata de degajare a sculei (AD) si, structura (textura), de deformare caracteristica stratului superficial al suprafetei aschiate (SS), se caracterizeaza prin deformatii suplimentare datorate fortelor de frecare la interfetele aschie/scula si scula/suprafata prelucrata (figura 6).
4. Modele privind formarea aschiei.
Natura formarii aschiei contine informatii importante asupra modului cum decurge procesul de aschiere. Experimental s-a constatat ca aschiile sunt formate dintr-o succesiune de elemente de aschie care se deplaseaza pe fata de degajare a sculei independent sau legate (ferm/mai putin ferm) intre ele. Caracteristicile fizico-mecanice ale materialului de aschiat, starea de eforturi si temperatura din zona plastica influenteaza in cea mai mare masura procesul de formare a aschiilor.
Fenomenul ruperii consta din doua faze: initierea microfisurilor si dezvoltarea acestora. Functie de natura eforturilor care le determina, ruperile pot fi de forfecare si/sau de smulgere. Ruperile de forfecare (ductile) sunt cauzate de eforturi tangentiale t Aceste ruperi sunt precedate de puternice deformatii plastice.
Ruperile prin smulgere (fragile/casante) au loc sub actiunea eforturilor normale s si nu sunt precedate la scara macroscopica de deformatii plastice. Natura materialului de aschiat si conditiile de aschiere determina doua tipuri de aschii: aschii ductile (de deformare plastica) si aschii fragmentate (de smulgere).
Aschiile fragmentate (de smulgere), sunt determinate de actiunea eforturilor normale o si sunt specifice aschierii materialelor fragile. O temperatura de aschiere scazuta si un coeficient de rigiditate mic duce la formarea acestor tipuri de aschii la prelucrarea materialelor semifragile. Aceste aschii sunt formate din elemente succesive izolate ce se deplaseaza independent pe fata de degajare. Fiecare element are forma geometrica si dimensiunile fragmentului de material desprins (figura 8).
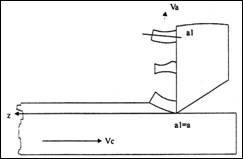
Figura 8 Mecanismul formarii aschiilor fragmentate
Aschiile ductile rezulta ca urmare a unor puternice deformatii plastice, cauzate de actiunea eforturilor tangentiale t Se pot obtine si la prelucrarea materialelor fragile daca prin temperatura si starea de eforturi se asigura fenomenul de tranzitie fragil-ductil.
In functie de deformatiile plastice care le preced, aceste aschii se obtin intr-o gama larga de forme si dimensiuni si pot fi grupate in trei forme distincte: aschii elementare, aschii in trepte (de forfecare,articulate), aschii de curgere (continue).
Aschiile elementare (figura 9,a), constau dintr-o succesiune de elemente care au suferit deformatii plastice, elemente ce nu sunt legate intre ele. Suprafata de forfecare este vizibila macroscopic, iar dimensiunile elementelor sunt diferite de dimensiunile zonei din care au fost detasate. Sunt caracteristice prelucrarii cu viteze mici a materialelor ductile si prelucrarii cu viteze foarte mari a materialelor semifragile. Valorile negative ale unghiului de degajare favorizeaza formarea acestor aschii la aschierea materialelor ductile. Ca forma aceste aschii fac trecerea de la aschiile fragmentate la aschiile ductile.
Aschiile in trepte (de forfecare, articulate), sunt reprezentative pentru categoria aschiilor ductile (figura 9,b). Sunt formate dintr-o succesiune de elemente care au suferit deformatii plastice, elemente ce sunt legate intre ele prin suprafetele de forfecare. Spatele acestor aschii este in trepte, iar suprafata in contact cu fata de degajare a sculei este o suprafata continua lucioasa. Aceste aschii rezulta in urma unor puternice deformatii plastice si temperaturi ridicate ce asigura legatura dintre elemente. Se obtin la prelucrarea cu viteze relativ mici a materialelor ductile.
Aschii de curgere (continue), se prezinta sub forma de benzi (figura 9,c) de grosime apropiata de grosimea stratului aschiat, la care suprafetele de forfecare nu sunt vizibile macroscopic. Spatele acestor aschii este zimtat, iar suprafata in contact cu fata de degajare a sculei este o suprafata continua, lucioasa. Se formeaza la aschierea cu viteze mari (v > 60 m/min) a materialelor ductile.
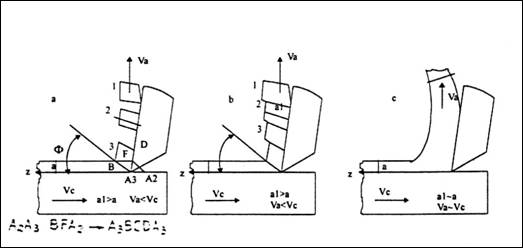
Figura 9 a) aschii elementare, b) aschii in trepte, c) aschii de curgere
Importanta formei aschiei.
In anumite situatii, forma, dimensiunile si modul de detasare a aschiilor, sunt impuse ca restrictii ale desfasurarii procesului de aschiere.
Clasificarea aschiilor ca favorabile sau nefavorabile se realizeaza pe baza unor criterii ca: volumul ocupat; protectia operatorului, masinii-unelte, sculei, piesei; operatia de prelucrare; tipul productiei; etc.
Aceasta clasificare, reglementata prin standardele ISO 3685-77 si STAS 12046/2-84 si prezentata in figura 10, este realizata pe criteriile privind usurinta evacuarii aschiilor, protectia sculei, masinii-unelte si a operatorului.
Aschiile continue lungi si incalcite, eliciodale lungi si sub forma de ace sunt nefavorabile. Ocupa un spatiu mare, nu pot fi evacuate automat, se infasoara in jurul piesei sau sculei, sunt periculoase pentru operator, masina, scula si necesita dispozitive speciale de balotare.
Aschiile cu volum mic (aschii scurte in general), sunt favorabile desfasurarii procesului de aschiere si nu prezinta inconvenientele celor de mai sus.
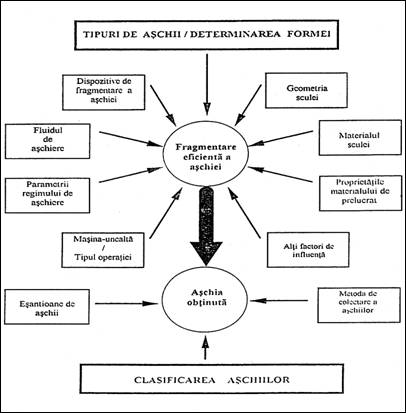
Obtinerea unei forme convenabile de aschii se realizeaza prin actiunea factorilor participanti la procesul de aschiere (figura 11).
Principalii factori ce influenteaza mecanismul formarii si detasarii aschiilor sunt:
- proprietatile tehnologice ale materialului de prelucrat;
- conditiile de aschiere;
- materialul si geometria sculei aschietoare.
Materialul de prelucrat. O rupere favorabila a aschiei poate fi abtinuta prin reducerea capacitatii de deformare a materialului si cresterea gradului de deformare a aschiei.
Elementele de aliere ca, fosforul, sulful, zirconiul si plumbul duc la formarea de aschii de rupere, scurte, motiv pentru care se introduc in compozitia otelurilor ce urmeaza a se prelucra pe masini-unelte automate.
Structura materialelor influenteaza forma aschiilor prin marimea grauntilor cristalini, natura constituentilor structurali, incluziunile structurale. Ferita confera o plasticitate ridicata otelurilor, ducand la obtinerea de aschii continui, lungi, dificil de evacuat. Pentru a imbunatati forma aschiilor se recomanda tratamente termice (normalizare, recoacere).
Materialele ce au in structura de baza constituenti duri si graunti cristalini mari se aschiaza cu aschii neuniforme, usor de sfaramat.
In cazul otelurilor moi, cu continut scazut de carbon, existenta acestuia sub forma legata in cementita si perlita, produce efectul de fragilizare a aschiilor.
Clasificarea formelor aschiilor |
|||
Forma aschiei |
Favorabile |
Nefavorabile |
|
|
1. Aschie tip banda (dreapta) |
|
|
|
|
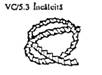
2. Aschie tubulara (curbura orientata in principal, in sus) |
|
|
|
|
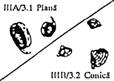
3. Aschie spirala (curbura orientata, in principal, in sus) |
| ||
|
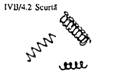
4. Aschie elicoidala (curbura orientata, in principal, lateral) |
|
|
|
|
Aschie elicoidal-conica (curbura orientata, in principal, in sus) |
|
|
|
|
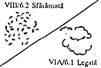
6. Aschie tip arc (curbura orientata, in principal, in sus si lateral) |
| ||
|
7-8. Aschii rupte natural |
|
|
|
|
Notare: STAS 12046/2-84 Anexa G / ISO 3685 Anexa G |
|||
Figura 10 Clasificarea formelor aschiilor
Conditiile de aschiere. Modificarea conditiilor de aschiere, in vederea obtinerii de forme avantajoase de aschii, se poate face cu unele restrictii impuse de economicitatea prelucrarii. Parametrii regimului de aschiere influenteaza forma aschiilor prin gradul de deformare suferit de stratul aschiat si aschie. Capacitatea de deformare depinde de temperatura produsa in zona de aschiere.Reducerea vitezei de aschiere duce la obtinerea de aschii sfaramate scurte. La viteze mari de aschiere se formeaza aschii de curgere cu raza de curbura din ce in ce mai mare. Modificarea avansului poate schimba esential forma aschiei. Avansurile mici asigura aschii elicoidale lungi. Avansurile medii si mari, duc la obtinerea de aschii fragmentate datorita cresterii gradului de deformare plastica.
Mediile de aschiere (fluidele pentru aschiere), prin proprietatile de racire si ungere, contribuie substantial la modificarea formei aschiei prin reducerea gradului de deformare a materialului, a temperaturii si a coeficientului de frecare la interfata scula/aschie. Materialul si geometria sculei aschietoare. Materialul partii active a sculei aschietoare influenteaza forma aschiei prin tendinta de lipire a aschiei de scula, tendinta ce determina coeficientul de frecare la interfata scula/aschie. Aceasta tendinta este mai pronuntata cu cat materialul de prelucrat si materialul sculei, au mai multe elemente de aliere comune. Modificarile de geometrie ale sculei pot duce la obtinerea de forme diverse, avantajoase desfasurarii procesului de prelucrare. Forma fetei de degajare influenteaza direct forma si directia de curgere a aschiei, prin cresterea gradului de deformare a materialului din aschie.
Cresterea gradului de deformare se manifesta prin curbarea puternica a aschiei. Aceasta se poate realiza prin micsorarea unghiului de degajare sau prin utilizarea unui sfaramator de aschii, ce poate fi de forma unui canal, prag sau placuta fixata mecanic (figura 12). Deformarea suplimentara a materialului din aschie (cresterea grosimii aschiei), datorata sfaramatorului, va provoca o tensiune mai mare in suprafata aschiei in contact cu scula, favorizand fragmentarea. In afara solutiilor mecanice de fragmentare a aschiilor, se pot utiliza vibratii controlate pe directia miscarii de avans, vibratii produse cu dispozitive speciale.
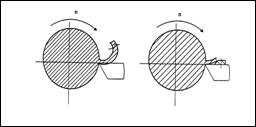
Figura 12 Folosirea sfaramatorului de aschii
Uzura, formarea craterului pe fata de degajare, duce la modificarea geometriei active a sculei, cu influenta asupra formei aschiei. La aschierea cu scule prevazute cu placute din aliaje dure, fara sfaramator de aschii, prin cresterea adancimii craterului, se micsoreaza raza de curbura a aschiei si creste gradul de deformare, aschia rupandu-se mai usor.
6. Aschierea libera, aschierea complexa, directia de curgere a aschiei.
Functie de numarul de taisuri active si de pozitia acestora fata de viteza de aschiere, se definesc aschierea libera si aschierea complexa. Aschierea libera are loc atunci cand la aschiere participa numai partea centrala a unui tais rectiliniu (figura 13). Taisul rectiliniu (AD), participa la aschiere cu o portiune centrala (BC).
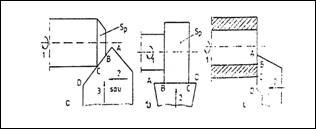
Figura 13 Aschierea libera
In raport cu pozitia taisului activ fata de directia de aschiere, se pot defini doua tipuri de aschiere libera:
aschierea libera ortogonala, taisul activ (T) este cuprins in planul de baza (lT = 0), iar viteza de aschiere este perpendiculara pe tais (figura 14,a);
aschierea libera oblica, taisul activ (T) nu este cuprins in planul de baza (lT ¹ 0), iar viteza de aschiere face cu taisul un unghi diferit de 90 (figura14,b).
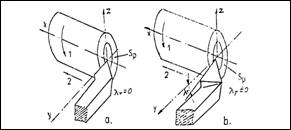
Figura 14 a) aschierea libera ortogonala, b) aschierea libera oblica
Aschiile curg pe o directie, ce coincide cu directia pe care rezistenta la deplasare este minima. La aschierea libera, aschia curge pe o directie normala pe tais. Aschierea complexa, frecvent intalnita in practica, are loc atunci cand muchia aschietoare activa este formata din doua sau mai multe taisuri (figura 15).
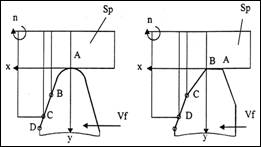
Figura 15 Aschierea complexa
Acest tip de aschiere este impus de forma geometrica a suprafetei de generat, procedeul de prelucrare, metodele de obtinere a generatoarelor si directoarelor.
Aschierea complexa se desfasoara cu forte de deformare plastica si de frecare mai mari si din acest motiv se cauta posibilitati de diminuare a caracterului complex, actionand asupra tehnologiei de. prelucrare si/sau asupra parametrilor procesului de aschiere.
Directia de curgere a aschiilor prezinta importanta pentru protectia operatorului, a suprafetei generate, pentru siguranta evacuarii aschiilor si pentru solicitarea termomecanica a sculei.Pentru un tais rectiliniu directia de curgere a aschiilor poate ocupa una din pozitiile (D1, D0, D2) prezentate in figura 16.
Unghiul de deviere h, fata de normala la tais (N), se considera pozitiv sau negativ, in functie de valorile unghiului de inclinare al taisului lg
Teoretic, daca lT = 0, aschia ar trebui sa se deplaseze pe directia D0. In realitate, directia de curgere este diferita si se poate admite ipoteza ca directia de curgere este coliniara cu forta de frecare pe fata de degajare a sculei.
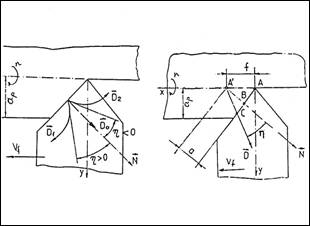
Figura 16 Directii de curgere a aschiilor pe un tais rectiliniu
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6030
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved