| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Asamblarea rotilor dintate prin pene
Majoritatea activitatilor economice,sociale implica utilizarea mijloacelor de transport.Intre evolutia societatii si cea a mijloacelor de transport exista o stransa relatie.Progresele inregistrate in domeniul transporturilor a facilitat o crestere calitativa si cantitativa a schimburilor comerciale,sociale sau culturale inlaturand bariere si construind punti.
La randul sau societatea umana si-a valorizat o mare parte din cuceririle sale in dezvoltarea mijloacelor,infrastructurilor,metodelor,legislatiei si a organizarii sistemelor de transport.
In conditiile un transport competitiv produsele pot ajunge acolo unde sunt solicitate cu un cost si la un pret convenabil pentru utlilizatori.Transportul faciliteaza accesul produselor pe piete situate la distanta fata de locul de productie.Transporturile pot deveni si suport pentru continuarea proceselor de productie in scopul utilizarii eficiente a timpului afectat onorarii comenzilor.Orice dezvoltare economica se bazeaza pe existenta unor piete concurentiale iar transportul este un factor de stimulare a concurentei.
In standardul de pregatire profesionala Calificarea de Tehnician Transporturi pentru absolventii nivelului 3 liceu tehnologic prevede ca acestia vor fi capabili sa indeplineasca sarcini cu caracter tehnic de montaj,punere in functiune,intretinere si reparare a mijloacelor de transport.Testeaza prototipurile,exploateaza si estimeaza costurile de transport.De asemenea asigura controlul tehnic al mijloacelor de transport in vederea functionarii normelor in vigoare.
Pentru proiectul de sustinere a examenului de certificare pentru obtinerea certificatului de calificare profesionala am ales tema ,,Documente de pregatire si insotire a transportului marfa''.
Elaborarea proiectului este o activitate tehnica desfasurata de la problema completa pusa de productie pana la totalitatea indicatiilor date pe documentatia tehnologica.In realizarea proiectului,am utilizat notiunile invatate la urmatoarele module:
- Planificarea si organizarea productiei
- Asigurarea calitatii
- Elemente de proiectare
- Sanatatea si securitatea muncii
- Sisteme de transmitere a miscarii
- Tehnici de masurare in domeniu
- Sisteme si tehnologii de fabricatie
- Detectarea defectelor
- Asamblari mecanice
- Sisteme de transport
- Coordonarea si monitorizarea transporturilor
- Contracte si documente de transport
- Exploatarea tehnica a mijloacelor de transport
Realizarea proiectului urmareste dezvoltarea aptitudinililor de studiu si a capacitatii de selectare a informatiilor necesare realizarii unei documentatii pe baza unei teme date.
Asamblarea este operatia de reuniune, intr-o succesiune bine determinata, a elementelor constituente ale unui sistem tehnic, in scopul de a indeplini cerintele tehnologice impuse.
Rezutatul fizic al operatiei de asamblare poarta numele tot de asamblare.
Dupa modul in care se pot demonta cu sau fara deteriorarea a cel putin unuia dintre elementele componente, se pot defini urmatoarele grupe de asamblari:
![]()
- prin nituire
![]() - prin sudare
- prin sudare
1. Nedemontabile:
- prin lipire
- prin presare
Asamblari:
![]() - prin filet
- prin filet
- cu pene
2. Demontabile:
- canelate
- cu elemente elastice
Asamblarile nedemontabile se caracterizeaza prin faptul ca nu se pot demonta fara deteriorare cel putin a unuia dintre elementele asamblarii. La asamblarile prin presare, forta de frecare ce apare intre cele doua suprafete creeaza o presiune de contact. Cand deformatiile suprafetelor in contact sunt elastice, asamblarea este demontabila. Daca apar si deformatii plastice, asamblarea va intra in categoria asamblarilor nedemontabile.
Penele longitudinale pot fi:
a) De fixare (cu prestrangere) (Figura 1).
Pene inclinate cu nas
Pene fara nas (a)
Pene plate (b)
Pene concave (c)
Pene tangentiale (d)
Sunt utilizate la transmiterea momentelor mari si a turatiilor joase.
b) De ghidare (fara prestrangere) ( Figura 2).
Pene paralele: - Obijnuite (Figura 9)
- Drepte (Figura 3)
Penele paralele au fetele opuse paralele. Efortul se transmite numai pe fetele laterale fara efect de impanare.
Uneori se fixeaza pe arbore cu ajutorul surubburilor. Se calculeaza la fel ca penele inclinate cand transmit efortul numai pe fetele laterale.
Cand este necesara o mai mare capacitate de transmitere se folosesc doua sau trei pene, montate pe arbore in acelasi plan si decalate cu 120 grade.
Lungimea aproximativa a penei este de (1,1..1,3)d.
Pene disc (Figura 4)
Penele disc se folosesc la imbinari cu arbori avand diametrul d < 40 mm si se monteaza dupa cum se indica in Fig. 11. Lungimea " l " se determina pentru a rezista la strivire pe suprafata laterala si la forfecare
Penele transversale pot fi :
Cu o fata inclinata
Cu doua fete inclinate
Cu sectiune rotunjita
Cu sectiune dreptunghiulara
O roata dintata este o roata care are 'dinti' de-a lungul circumferintei sale pentru a angrena una sau alte roti dintate sau piese similare ale unui mecanism mai complex cu scopul de a realiza transmiterea fortei de-a lungul unei directii tangentiale la suprafetele ambelor. O roata ne-dintata poate realiza transmiterea, intr-o oarecare masura, a unei forte tangentiale, dar are utilizari limitate deoarece la forte mari se produc fenomene de alunecare (sau patinare) si de deteriorare ale rotii. Dintii unei roti dintate previn orice forma de alunecare, patinare sau de deteriorare/deformare si permit transmiterea de forte considerabil mai mari decat in cazul rotilor 'obisnuite'.
Pentru a fi capabila de angrenare, o roata dintata se poate atasa oricarui dispozitiv care are dintii de angrenare compatibili cu dintii sai. Desi astfel de dispozitive pot fi cremaliere sau alte dispozitive similare nerotative, cea mai obisnuita conectare a unei roti dintate este intr-un angrenaj cu una sau mai multe roti dintate. Rotatia oricareia din rotile dintate ale unui astfel de angrenaj cauzeaza obligatoriu rotatia tututor celorlalte. Astfel, miscarea de rotatie poate fi transferata dintr-un loc intr-altul, de la un arbore sau ax la altul.
Desi de multe ori, rotile dintate sunt folosite doar pentru a transmite rotatia dintr-o parte intr-alta a unui mecanism sau ansamblu, ele pot fi folosite si pentru a transmite forte amplificate sau diminuate. Atunci cand rotile dintate ale unui ansamblu au diametre diferite (asa cum este cazul in prima imagine) vitezele lor de rotatie, si deci momentele lor cinetice, sunt diferite. Ca rezultat practic, transmiterea fortei dintr-un loc intr-altul se face la viteze si momente cinetice diferite, fiind total sub controlul operatorului dispozitivului sau masinariei.
Consideram ca avem un angrenaj de doua roti dintate cu numar diferit de dinti, cu raze diferite. Din moment ce viteza unghiulara -- masurata in rotatii per secunda, rotatii per minut sau radiani per secunda -- este proportionala cu viteza de rotatie impartita la raza rotii intelegem ca roata dintata cu raza mai mare are viteza de rotatie cea mai mica. Aceeasi concluzie se poate trage si dintr-o analiza diferita a procesului privit din prisma numarului de dinti. Avind doua roti dintate cu numar de dinti diferit, se observa ca la o rotatie completa a rotii cu numar de dinti mai mic, roata cu numar de dinti mai mare nu a terminat o rotatie. Roata mai mica face mai multe rotatii intr-o perioada de timp data, se invirte mai repede. Raportul vitezelor este inversul raportului numarului de dinti:
viteza A/viteza B = numarul de dinti B/numarul de dinti A
Raportul momentelor poate fi determinat luind in cosideratie forta pe care un dinte al unei roti o exercita pe un dinte al celeilalte roti. Considerind doi dinti in contact intr-un punct, forta care este exercitata de dintele care angreneaza cel de-al doilea dinte are in general doua componente: o componenta radiala si una tangentiala.
Componenta radiala poate fi ignorata, ea este pur si simplu cea care impinge intr-o parte roata pe directia radiala si nu contribuie deloc la rotatie.
Componenta tangentiala este cea care cauzeaza rotatia.
Momentul este egal cu componenta tangentiala a fortei inmultit cu raza. Din acest rationament este lesne de inteles ca roata cu raza mai mare exercita un moment mai mare, iar roata mai mica unul mai mic. Raportul momentelor este egal cu raportul razelor, si este invers proportional cu raportul vitezelor. Un moment mai mare implica o viteza mica si viceversa. Faptul ca raportul momentului este invers proportional fata de raportul vitezelor se poate deduce si din legea conservarii energiei. Trebuie mentionat faptul ca s-a neglijat efectul frecarii in rapotul momentului. Raportul vitezelor este dat cu adevarat de rapotul numarului de dinti sau de raportul razelor, dar frecarea face ca raportul momentelor sa fie mai mic decit inversul rapotului vitezelor. Alta mentiune care trebuie facuta este despre termenul de raza a rotii dintate. Cum roata dintata nu poate fi substituita geometric la un cerc, roata dintata nu are raza. Oricum intr-un cuplu de roti dintate angrenate fiecare din ele se considera a avea o raza efectiva numita si raza cercului de divizare.
Reductoarele cu o singura treapta de reducere sunt cele mai simple si se pot imparti in urmatoarele tipuri de baza, in functie de tipul angrenajului:
- cu roti dintate cilindrice cu dinti drepti sau inclinati;
- cu roti conice;
- angrenaje melc-roata melcata.
Componentele principale ale reductoarelor cu o singura treapta de reducere sunt urmatoarele:
- cei doi arbori respectiv arborele de intrare si cel de iesire;
- rotile dintate;
- lagarele;
- elementele de etansare;
- dispozitivele de ungere;
- carcasa reductorului;
- capacele;
- indicatorul de nivel al uleiului;
- aerisitorul;
- elementele pentru ridicarea reductorului;
- dopul de golire, organele de asamblare.
Arborii sunt realizati de obicei cu sectiune variabila, avand capetele cu diametrul si lungimea standardizata, prevazute cu pene pentru transmiterea momentelor de torsiune. Arborele pe care se introduce miscarea in reductor se poate executa impreuna cu pinionul cilindric, cu pinionul conic sau cu melcul motive de reducere a gabaritului si cresterii rezistentei pinionului.
Rotile dintate cilindrice, conice si roata melcata sunt montate pe arbori, prin intermediul unor pene paralele fixate axial cu ajutorul umerilor executati pe arbori, cu bucse distantiere etc. In cazul cand dantura se executa din materiale deficitare se recomanda executarea rotii din doua materiale.
Lagarele, in general, sunt cu rostogolire, folosind rulmenti cu bile sau cu role. Uneori, la turatii mici, reductoarele se pot executa si cu lagare de alunecare. Ungerea rulmentilor se poate realiza cu ajutorul uleiului din reductor sau cu vaselina destinata in acest scop. Reglarea jocului din rulment se face prin intermediul capacelor sau piulitelor speciale pentru rulmenti, tinand seama de sistemul de montare in O sau in X.
Elementele de etansare utilizate mai frecvent in cazul reductoarelor sunt mansetele de rotatie cu buza de etansare si inelele de pisla.
Dispozitivele de ungere sunt necesare pentru asigurarea ungerii cu ulei sau unsoare consistenta a rulmentilor, uneori chiar a angrenajelor cand nici una din rotile dintate nu ajunge in baia de ulei. Conducerea lubrifiantului la locul de ungere se realizeaza folosind diverse constructii de dispozitive de ungere (canale de ungere, ungatoare, roti de ungere, inele de ungere, lant de ungere etc.).
Carcasa reductorului se compune in general din doua parti, corp si capac, asamblate intre ele prin stifturi de centrare si prin suruburi de fixare. stifturile de centrare sunt necesare pentru asigurarea unei pozitii precise a capacului in raport cu corpul reductorului. De cele mai multe ori carcasa este realizata prin turnare avand prevazute nervuri de rigidizare si racire. In cazul unor unicate sau serii mici de fabricatie carcasa se poate realiza si prin sudura. La constructiile sudate cresc cheltuielile legate de manopera, dar se reduc cheltuielile legate de pregatirea fabricatiei, comparativ cu varianta de carcasa turnata. Pentru fixarea reductorului pe fundatie sau pe utilajul unde urmeaza sa functioneze, in corp sunt prevazute gauri in care intra suruburile de prindere.
Capacele servesc la fixarea si reglarea jocurilor din rulmenti, la asigurarea etansarii, fiind prinse in peretele reductorului cu ajutorul unor suruburi.
Indicatorul nivelului de ulei din reductor este executat sub forma unei tije pe care sunt marcate nivelul maxim, respectiv minim al uleiului, sau sub forma unor vizoare montate pe corpul reductorului. Exista si indicatoare care functioneaza pe principiul vaselor comunicante, realizate pe baza unui tub transparent care comunica cu baia de ulei.
Elementele pentru ridicarea reductorului si manipularea lui sunt realizate sub forma unor inele de ridicare cu dimensiuni standardizate si fixate in carcasa prin asamblare filetata. Uneori, tot in scopul posibilitatii de ridicare si transportare a reductorului, pe carcasa se executa niste umeri de ridicare (inelari sau tip carlig). La reductoarele de dimensiuni mari intalnim ambele forme, inele de ridicare in capacul reductorului si umeri de prindere pe corp.
Elementele geometrice ale unei roti dintate caracterizeaza forma si dimensiunile dintilor, precum si a suprafetei de divizare; aceasta se considera peaxa mobila la generarea danturii, adica la angrenarea fictiva a rotii cu organul dedefinire a danturii (cremaliera generatoare). Dintii rotilor dintate sunt marginiti de suprafetele flancurilor (din dreaptasi din stanga), precum si de cilindrii de cap respectiv de picior. Daca cilindrulde cap se gaseste in exteriorul celui de picior, roata dintata are dantura exterioara; in caz contrar dantura este interioara . Dintii rotilor dintate pot fi drepti , cand liniile flancurilor sunt paralele cu generatoarele cilindrului de divizare sau inclinati , cand sunt orientate de-a lungul unor elice cu pas constant.
Dimensiunile geometrice ale rotilor dintate sunt definite in functie de:
-z - numarul de dinti;
-m - modulul; reprezinta raportul dintre diametrul cercului de divizare si numarul de dinti. Marimile modulelor rotilor dintate sunt stabilite prin STAS 822-82,
-δ = x ⋅m - deplasarea profilului; este distanta masurata pe perpendiculara comuna dintre cilindrul de divizare al rotii si planul de divizare al cremalierei generatoare; Altfel spus, deplasarea profilului este distanta masurata pe perpendiculara comuna la linia de divizare tangenta la cercul de divizare al rotii si linia de divizare (referinta) a cremalierei generatoare. Deplasareaprofilului poate fi: normala (x = 0 ), pozitiva ( x f 0 ) , negativa ( x p 0 ) (figura 16.3). Angrenajele realizate sunt exterioare si au deplasarea zero ( 0) 1 2 x + x = , deplasarea pozitiva ( 0) x1 + x2 f , deplasarea negativa ( 0) x1 + x2 p .
In cazul danturilor interioare definitia este valabila daca profilul considerat este cel algolului dintre dinti.
- α0 - unghiul de presiune de referinta (unghiul de angrenare); are valoarea de 20 (STAS 821 - 82).
-β - unghiul de inclinare al elicei liniei flancului, in raport cu generatoarea cilindrului de divizare; la rotile cilindrice cu dinti drepti β = 0 .
-* 0a h - coeficientul normal al capului de referinta (STAS 821 - 82);
-* 0 c - coeficient normal al jocului de referinta la capul dintelui (STAS 821 - 82);
Asamblari prin pene longitudinale montate cu strangere. La penele longitudinale montate cu strangere suprafetele active sunt fata superioara - inclinata cu 1:100 - si fata inferioara, intre fetele laterale ale penei si canalul de pana existand jocuri, fac exceptie penele tangentiale. Ca urmare a montarii prin batere se obtine o asamblare capabila sa preia fortele axiale. Se folosesc numai la turatii mici si medii, cand nu se impun conditii severe de coaxialitate, deoarece - prin batere - se produce o dezaxare a pieselor asamblate.
Pene longitudinale cu strangere se clasifica in:
-inalte, denumite si inclinate (figura 6a);
-plate (figura 6b);
-concave (figura 6c);
-tangentiale (figura 6d).
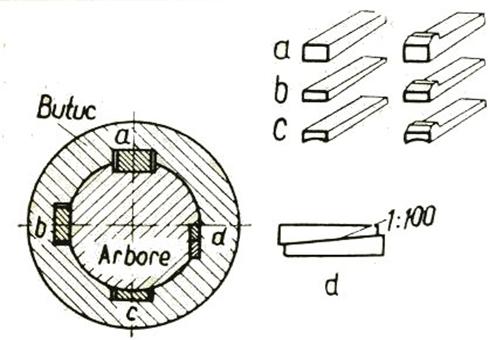
Figura 6
Pot fi cu sau fara calcai (nas), calcaiul usurand montarea si demontarea; sunt standardizate.La penele inalte cu capetele rotunjite (figura 7a), canalul din arbore are forma si dimensiunile penei, montarea obtinandu-se prin baterea sau presarea butucului.
. 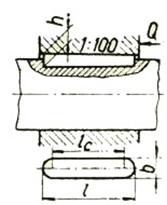
Fig7a
Marimea fortei de batere este limitata de rezistenta la strivire a suprafetei de batere, penele cu calcai permitand forte de batere mai mari.
![]()
Q= marimea fortei de batere ;
F = forta normala rezultanta pe suprafetele active ale penei;
α = unghiul de inclinare al fetei superioare la penele cu strangere;
α = unghiul la varf al conului;
φ = unghiul de frecare.
Momentele de torsiune transmise de asamblarile prin pene plate - care se folosesc in cazul arborilor cu d≤230 mm - sunt inferioare celor transmise de asamblarea prin pana inalta.
La penele inalte cu capetele drepte (figura 7b), montajul se poate realiza prin baterea penei in lungul canalului.
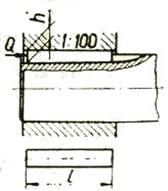
Figura 7b
Marimea fortei de batere este limitata de rezistenta la strivire a suprafetei de batere, penele cu calcai permitand forte de batere mai mari.
Asamblarile cu pene concave - transmitand momente de torsiune mai mici comparativ cu asamblarile prin pene inalte sau plate - se folosesc pentru arbori cu d≤150 mm; se intrebuinteaza si in cazurile in care - din motive de rezistenta - nu se admite executarea canalului de pana in arbore. La momente mari de torsiune se pot folosi doua pene montate la 1200.
Penele tangentiale se monteaza perechi: pana si contrapana (vezi figura 6d).
Asamblarile prin pene tangentiale transmit momente mari de torsiune, folosindu-se in constructia de masini grele si, in special, la sarcini dinamice mari (figura 7).
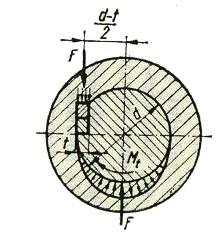
Figura 8
Mt cap = momentul de torsiune capabil;
t = grosimea penei;
l = lungimea penei;
d = diametrul arborelui;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
O pereche de pene tangentiale transmite momentul de torsiune intr-un singur sens, pentru cazul modificarii sensului de rotatie in timpul functionarii trebuind montata o a doua pereche de pene (figura 9).
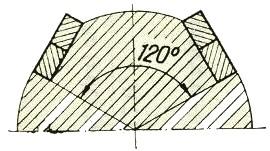
Figura 9
5. Asamblari prin pene longitudinale montate fara strangere. Din aceasta categorie fac parte asamblarile prin pene paralele, pene disc si pene cilindrice (figura 10) :
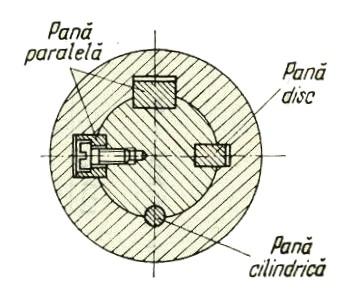
Figura 10
La penele paralele momentul de torsiune se transmite prin fetele laterale ale acestora, jocul radial fiind prevazut intre fata superioara a penei si fundul canalului din butuc. Se executa cu capetele drepte sau rotunjite (figurile 11 si 12).
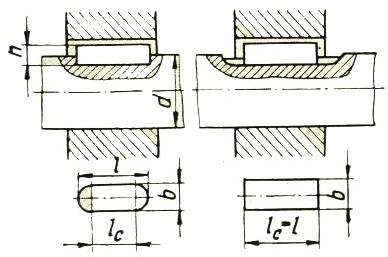
Figura 11
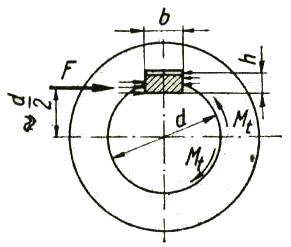
Figura 12
(pentru asamblari fixe)

(pentru asamblari mobile)
In functie de rolul lor functional, penele paralele se impart in: obisnuite, de ghidare si mobile. Penele paralele obisnuite se intrebuinteaza pentru transmiterea momentului de torsiune cand butucii sunt fixati in directie axiala. In cazul pieselor mobile - in directie axiala - se folosesc penele de ghidare, care se fixeaza pe arbore prin intermediul unor suruburi (figura 13).
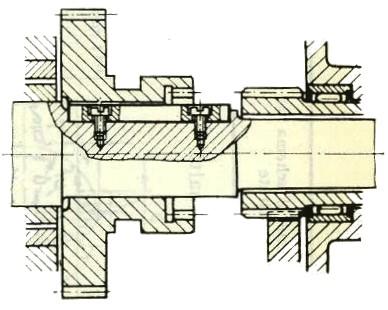
Figura 13
Lungimea penelor de ghidare se alege in functie de deplasarea necesara a butucului. Folosirea suruburilor trebuie limitata la cazurile strict necesare, existenta gaurilor micsorand mult rezistenta la oboseala a arborilor.
Penele paralele se folosesc pe scara larga in constructia de masini avand avantajul neovalizarii butucului, comparativ cu penele longitudinale montate cu strangere.
Penele disc necesita executarea unui canal adanc in arbori, din acest motiv folosindu-se, mai ales, la montarea rotilor dintate sau de curea pe capetele arborilor; se intrebuinteaza in constructia de masini-unelte, autovehicule si masini agricole (figura 14).
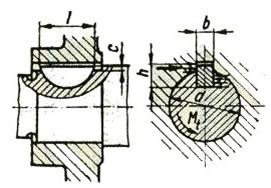
Figura 14
σs = efortul unitar de strivire;
Mt = momentul de torsiune;
dc = diametrul arborelui de calcul;
l = lungimea penei;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
Penele cilindrice sunt - de fapt - stifturi cilindrice dispuse longitudinal. Se folosesc in cazul amplasarii pieselor la capatul arborilor si transmit momente mici de torsiune; se intrebuinteaza si in cazul ajustajelor presate, ca element de siguranta (figura 15).
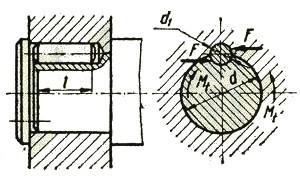
Figura 15
![]()

σs = efortul unitar de strivire;
Mt = momentul de torsiune;
d = diametrul arborelui de calcul;
d1 = diametrul penei;
z = numarul de pene cilindrice;
lz = lungimea penelor;
σas = rezistenta admisibila la strivire a materialului;
lc = lungimea de calcul a penelor sau a butucului;
τf = efortul unitar;
τaf = efortul unitar admisibil.
6. Penele transversale se monteaza cu axa lor perpendicular pe cea a pieselor asamblate. Ele pot avea sectiune dreptunghiulara - cu una sau ambele fete inclinate - sau pot avea muchiile rotunjite. In figura 16 sunt aratate cateve tipuri de pene transversale. Se pot utiliza atat la asamblare, exemplu: tija pistonului in capul de cruce la compresoare; la tiranti, cat si pentru reglajul jocului intre piesele supuse uzurii, exemplu: jocul dintre fus si cuzinet.
A - A
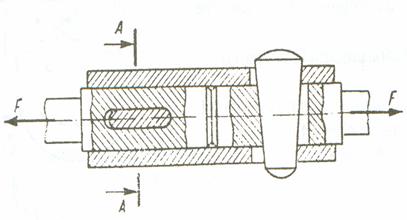
Figura 16
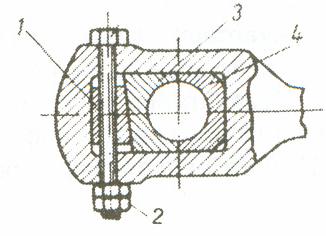
Figura 17
Figura 17 prezinta reglajul jocului in lagar. Se observa ca, prin strangerea contrapiulitei 2, pana 1 lucreaza ca o piulita montata pe surub si inainteaza pe verticala in sus, producand o forta de presare asupra lagarului compus din cuzinetii 3 si 4. Atunci cand realizarea penelor transversale si a canalelor este mai costisitoare, se vor utiliza stifturile transversale - simple sau crestate - cum sunt cele din figura 18. Pentru a impana prin autoblocare elementele supuse asamblarii, penele si stifturile traversale se executa cu o conicitate sau o inclinare de 1:50 pana la 1:100.
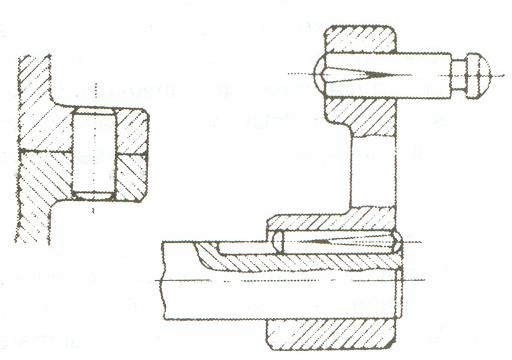
Figura 18
Calculul si proiectarea asamblarilor prin pene longitudinale
Alegerea unui anumit tip de pana este o problema foarte complexa, recomandarile avand doar un caracter orientativ.
In cazul in care este nepermisa deplasarea circulara relativa - in timpul functionarii - a pieselor asamblate nu se recomanda folosirea penelor cu strangere. In afara de aceasta, penele longitudinale montate cu strangere transmit momente de torsiune relativ mici. Dezavantajul general al penelor cu strangere consta in slabirea - cu trecerea timpului - a strangerii initiale, ca urmare a actiunii sarcinilor variabile.
Penelor tangentiale nu le sunt proprii aceste dezavantaje din care cauza se recomanda folosirea acestora la arborii cu diametre mari, care functioneaza in conditii grele; penele tangentiale slabesc, insa - la fel ca si celelalte pene cu strangere - rezistenta la oboseala a asamblarii, prin canalele de pana.
La penele longitudinale montate fara strangere nu se intalnesc dezavantajele mentionate, existand totusi slabirea rezistentei la oboseala a asamblarii si fiind necesara o fixare suplimentara axiala a pieselor asamblate.
Penele longitudinale se executa din OL 60 si foarte rar din oteluri aliate. Calculul unei asamblari prin pene longitudinale se poate desfasura dupa urmatoarea schema:
in functie de diametrul arborelui se aleg din standardele dimensiunile transversale a penei b - latimea penei si h - inaltime penei;
la penele cu strangere se poate determina momentul de torsiune pe care trebuie sa-l transmita asamblarea, Mt cap, alegand in prealabil o lungime standardizata a penei, in functie de dimensiunea cunoscuta a butucului; acest moment se compara cu momentul de torsiune Mt necesar de transmis. Adoptand rezistenta admisibila la strivire σas, se poate determina lungimea penei, alegandu-se apoi o lungime standardizata. La penele paralele se calculeaza - din conditia de rezistenta la strivire - lungimea de calcul a penei lc, alegandu-se o lungime standardizata, in functie de lungimea calculata. Daca lungimea lc va fi mai mare decat lungimea butucului se pot monta doua pene identice, dispuse la 1800;
La penele paralele se efectueaza un calcul de verificare la forfecare, in cazul in care arborele este executat dintr-un otel mai rezistent decat otelul din care este executata pana.
METODE SI MIJLOACE DE MASURARE
Orice masurare are la baza un fenomen, o legitate sau un efect fizic.aceasta baza stiintifica a masurii este numita in general principiu de masurare.
Procesul de masurare este parte integranta si absolut necesara a oricarui tip de productie .In functie de tipul de productie, se aleg metodele si mijloacele de masurare, pe baza anumitor
criterii:
Pentru obtinerea unei productivitati inalte se folosesc 2 cai:
- Folosirea unor mijloace de control si masurare de inalta productivitate proiectate si construite special sau adoptate la o anumita productie.
- Aplicarea unor metode de control de inallta productivitate, folosindu-se fie mijloace de masurare universale, fie mijloace speciale.
Ansamblul relatiilor teoretice si operatiilor experimentale pe care le implica masurarea,privite in general, caracterizeaza metoda de masurare.
Metode de masurare pot fi:
-Directe
-Indirecte
Metoda de masurare directa ste metoda in care valoarea masurandului este obtinuta nemijlocit si nu prin masurarea unor marimi legate functional cu masurandul.
Exemple:
-Masuraea unor lungimi cu ajutorul unei linii gradate
-Masurarea unei mase folosind o balanta cu brate egale
Metodele de masurare directa pot fi:
-Cu compararea simultana
-Cu comaparare succesiva
Metoda de masurare indirecta este aceea prin care valoarea masurandului este obtinuta de valoarea masurata a altei marimi, legata de masurand printr-o dependenta functionala.
Masurile indirecte se aplica acelor marimi pentru care nu se dispune de procedee practice avantajoase de comparatie nemijlocita cu o marime cunoscuta apartinand acelei clase.
In asemenea cazuri, valoarea se obtine prin intermediul unei marimi de o alta natura, direct masurabile si in raport de care exista relatii cunoscute de dependenta a marimii de masurat.
Dupa forma acestor relatii de dependenta, se deosebesc doua variante:
-Metode indirecte explicite
-Metode indirecte implicite
Exemplu:- Masurarea densitatii prin mase m. Si a volumului v. Si aplicarea formulei:
S=M supra V.
Masurarea suprafetelor sau a volumelor
Mijloace pentru masurarea marimilor tehnice caracteristice proceselor industriale se clasifica dupa marimea masurata in:
-Mijloace pentru masurarea marimilor geometrice
-Mijloace pentru masurarea marimilor mecanice
-Mijloace pentru masurarea marimilor fizico-chimice
-Mijloace pentru masurarea marimilor tehnice
-Mijloace pentru masurarea marimilor electrice
1) Drobota V. , Atanasiu M. , Stere N. , Manolescu N. , Popovici M. , Organe de masini si mecanisme - manual pentru licee industriale si agricole, clasele a X-a, a XI-a, a XII-a si scoli profesionale, Editura didactica si pedagogica, R.A., Bucuresti, 1993.
2) Paizi Gh. , Stere N. , Lazar D. , Organe de masini si mecanisme, Manual pentru subingineri, Editura didactica si pedagogica, Bucuresti, 1980.
3) *** - www.wikipedia.ro
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4649
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved