| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PROCESUL TEHNOLOGIC DE ASAMBLARE A MOTORULUI
DE LA AUTOTURISMUL DACIA 1300
MECANIC AUTO
Anexe
2. CONSTRUCTIA MOTORULUI AUTOTURISMULUI
DACIA 1300
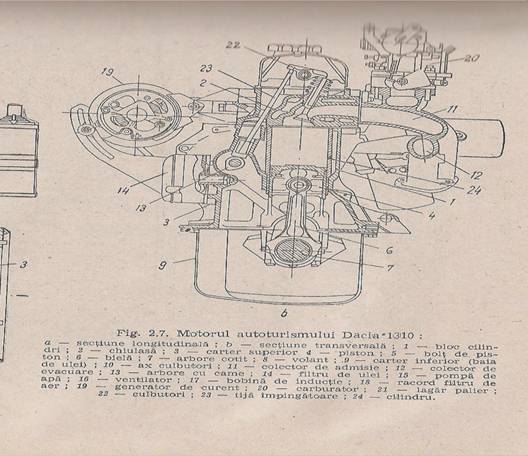
Motorul autoturismului Dacia este un motor cu aprindere prin scanteie in patru timpi, cu patru cilindrii in linie, vertical. In figura nr.1 este reprezentata constructia motorului autoturismului Dacia 1300, compus din:
- mecanismul motor, care cuprinde organele fixe: blocul motor (blocul cilindrilor 1,carterul superior 3), gasrnitura de etensare dintre chiulasa si blocul motor, chiulasa 2, carterul inferior (baia de ulei) 9,garnitura de etansare din pluta dintre blocul motor si carterul inferior si organele mobile: pistoanele 4, segmentii bielele 6, boltul, arborele cotit 7 si volantul 8;
- mecanismul de distributie, care cuprinde: arboorele cu came 13, tachetii, tijele impingatoare, culbutorii 22, axul (rampa) culbutorilor 10, supapele de admisie si evacuare arcurile de supape, scaunele de supape;
- instalatia de ungere, compusa din: baia de ulei 9, sorbul cu pompa de ulei, filtrul de ulei, rampa centrala, traductorul electric de presiune a uleiului, manometrul electric de la bord;
6
- instalatia de racire, compusa din: radiatorul, pompa de apa 15, ventilatorul 16, camerele de apa din bloc si chiulasa, termostatul, vasul de expansiune, racorduri flexibile si conducte de legatura traductor de temperatura din chiulasa, termometrul electric de la bord;
- instalatia de alimentare, care cuprinde: rezervorul, pompa de benzina, filtrul de aer, filtrul de benzina, carburator, colectorul de admisie si evacuare, indicatorul de nivel de la bord;
- instalatia electrica de pornire a motorului.
2.1. ORGANELE FIXE ALE MOTORULUI DACIA 1310
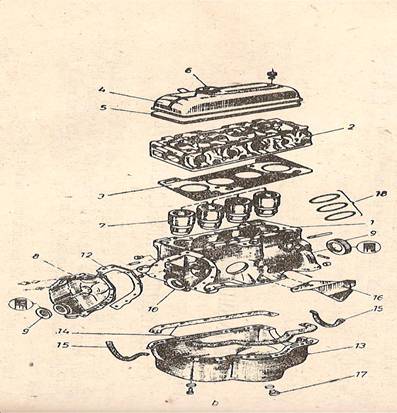
Blocul motor (fig. nr. 2), constituie scheletul motorului, fiind prevazut cu brate de fixare de caroserie in compartimentul motor, se compune din: blocul cilindrilor in care se monteaza camasile amovibile umede si carterul superior in partea inferioara ce permite montarea arborelui motor si axului cu came. Are suprafetele superioara si inferioara fin prelucrate plan pentru etansare cu chiulasa respectiv cu baia de ulei prin cele doua garnituri de etansare. De blocul motor se asambleaza celelalte subansamble ale instalatiilor motorului. Blocul motor la motoarele autoturismelor Dacia este vertical cu cilindrii in linie si confectionat din fonta prin turnare.
7
Cilindrii realizeaza spatiul de lucru pentru defasurarea ciclului motor, in interiorul cilindrilor deplasandu-se linear pistoanele. Camasile amovibile umede (vine in contact direct cu apa) se monteaza in blocul motor prin presare, avand suprafete de ghidare in acest scop. Denivelarea gulerului fata de suprafata suparioara a blocului motor este asigurata prin garnituri de caucuic la motoarele Dacia. Motorul are patru cilindrii, numerotarea lor incepe de la volantul motorului. Foarte important este respectarea ovalitatii si conicitatii alezajului cilindrilor, dupa prelucrarea finala (honuire).
Chiulasa (fig. nr.2), reprezinta capacul cilindrilor si realizeaza impreuna cu cilindrii spatiul de lucru inchis al pistoanelor. Se confectioneaza din aluminiu prin turnare. Chiulasa este prevazuta in partea inferioara cu cavitatile care formeaza impreuna cu pistoanele la PMI camerele de ardere. La partea superioara se monteaza ansamblul supapelor cu rampa culbutorilor, capacul din tabla ambutisata de la rampa culbutorilor este prevazut cu un buson prin care se introduce uleiul la de ungere al motorului. Chiulasa are orificii filetate de asamblare a bujiilor, se monteaza traductorul bimetalic de temperatura de la instalatia de racire a motorului, etc.
Garnitura de chiulasa etanseitatea intre blocul cilindrilor si chiulasa pentru evitarea scaparilor de gaze, apa,ulei; ea trebuie sa aiba proprietati termoplastice, sa permita transmiterea caldurii, sa fie rezistenta la presiunea gazelor; grosimea garnituri este de 1,3 - 4 mm. Forma ei copiaza pe cea a chiulasei, fiind prevazuta cu orificii corespunzatoare. Se confectioneaza din clingherit sau azbest grafitat cu sau fara insertie metalica. Orificiile pentru cilindrii, uneori si a celor pentru circulatia lichidelor sunt armate cu tabla de cupru, alama.
Colectorul de admisie si evacuare este fixat de chiulasa. Colectorul de admisie dirijeaza amestecul carburant de la carburator la supapele de admisie, asigurand o repartitie uniforma la toti cilindrii. Pentru preancalzirea amestecului carburant are o portiune de contact chiar sub carburator de preancalzire a amestecului carburant. Colectorul de evacuare permite evacuarea gazelor arse din cilindrii motorului. De colectorul de evacuare se asambleaza teava de evacuare si amortizorul de zgomot.
ORGANELE MOBILE ALE MOTORULUI DACIA 1310
Pistonul (fig. nr.3) asigura realizarea fazelor ciclului motor, prin miscarea de translatie rectilinie-alternativa in cilindru. Suporta efortul dat de presiunea gazelor arse la destindere, care-i imprima deplasarea liniara pa care o transmite la arborele motor prin intermediul bielei, asigura pelicula de ulei pe oglinda cilindrului are rol de etansare a camerei de ardere impreuna cu segmentii si de evacuare a caldurii. Se confectioneaza din aliaje de aluminiu cu siliciu. Duritatea pistoanelor se poate mari prin tratamente termice, iar rezistenta la uzura prin protejarea suprafetei exterioare (grafitare, cloxare) cu un strat poros care retine uleiul.
8
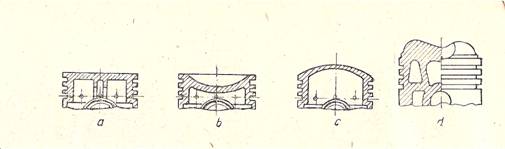
Fig.nr. 3 - Forme ale capului pistonului.
Partile componente ale pistonului sunt: capul pistonului, corpul (regiunea port segmenti), umerii si mantaua (partea de ghidare). Forma pistonului este tronconica, cu diametrul mai mic in partea capului, pentru ca dilatarea este mai mare datorita temperasturii mai ridicate in timpul functionarii motorului.
Corpul pistonului este prevazut cu doua canale pentru segmantii de compresie si un canal pentru segmentul de ungere. Alezajul pentru bolt este decalat spre stanga axei cilindrului in sens opus celui de rotatie a motorului pentru reducerea cuplului de basculare a pistonului si micsorarea batailor lui pe cilindru (1mm la Dacia 1300).
Intre piston si cilindru este necesar un anumit joc pentru a avea posibilitatea deplasarii lui libere.Acest joc produce eventualele batai la rece (daca ar fi prea mare ), sau griparii la cald (daca ar fi prea mic). Constructiv se folosesc diferite solutii pentru micsoraea acestui joc pana la valoarea minima posibila: executarea de taieturi pe manta, pentru ai da proprietati elastice, orificii diferite limitand dilatarea in zona bosajelor.Jocul optic intre fusta pistonului si cilindrul la motoarele Dacia 1300 este 0,03 - 0,06 mm Forma pistonului este tronconica. cu diametrul mai mic in partea capului pentru ca dilatarea este mai mare datorita solicitarilor termice, in timpul functionari motorului.Temperaturile de lucru ale pistonului variaza inre 300-500 0C in partea superioare si intre 150- 250 0C in partea inferioara. Dilatarea este mai mare in zona bosajelor datorita aglomerarii de material, motiv pentru care prelucrarea se face cu degajari in dreptul umerilor iar mantaua de forma eleptica (cu diametrul mare perpendicular pe axa boltului). Astfel in timpul lucrului pistonul va capata o forma cilindrica iar solicitarile vor fi repartizate uniform .Capul pistoanelor la motoarele Dacia 1300 sunt plate.
Dupa prelucrare pistoanele se sorteaza pe grupe dimensionale (inclusiv alezajul boltului) si dupa greutate, neatmitandu-se la acelasi set diferente mai mari de 5g. intre ele. Ele poarta un marcaj pe cap de care se tine seama pentru orientare la montaj in cilindri .La unele pistoane alezajul pentru bolti este decalat spre stanga axei cilindrului in sens opus celui de rotatie al motorului pentru reducerea cuplajului de basculare a pistonului si micsorarea batailor lui pe cilindru.
Corpul pistonului este prevazut cu doua trei canale pentru segmenti de compresie si un canal pentru scurgerea uleiului razuit de pe cilindru in baia de ulei
9
SEGMENTII
Segmentii sun piese inelare care daorita elasticitati lor , apasa asupra cilindrului asigurand etansarea cu pistonul.Se monteaza in canalele de piston si sunt:de compresie cu rol de etansare intre piston si cilindru si de ungere (*racloria)pentru razuirea si evacoarea excesului de ulei de pe cilindru. Pentru a impiedica patrunderea uleiului in camera de ardere segmenti raclori sunt prevazuti cu orificii ce corespund cu cele din piston de asemenea segmenti transmit caldura de la piston la cilindru. Ei se confectioneaza din fonta din fonta aliata iar cei de ungere pot fi si din otel .
Segmentii de compresie sunt in numar de doi pentru motoarele Dacia si se monteaza in canalele din partea superioara a capului pistonului ,iar cel de ungere sub cei de compresie, in canalul prevazut special cu orificii pentru scurgerea uleiului raclat in baia de ulei. De asemenea pentru ca segmenti ca sa poatas fi montati in canalele pistonului,pentru etansare cu cilindru si pentru compensatii termice sunt prevazuti cu taieturi numite fante. Forma fantelor depinde de tipul motorului.In stare libera fantele sunt de 0,1-0,14 D (unde D este diametrul segmentului),iar in timpul functionarii fanta devine 0,004-0,005 D.
Ca forma primul segment de foc este cu sectiune dreptunghiulara ,al doilea cu sectiune tronconica,iar al treilea cu segment este de tip "nas"avand o degajare in partea inferioara cu proprietati de razuire a uleiului
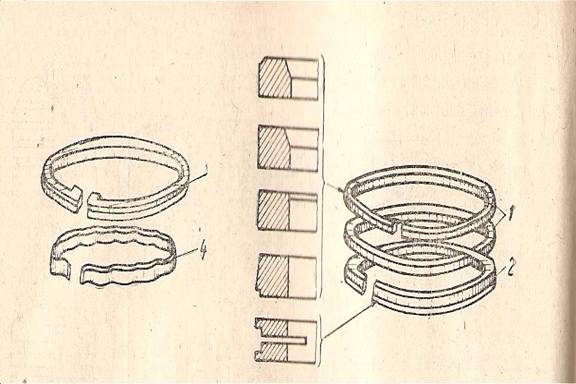
Fig.nr.4 - Forme constructive de segmenti.
10
El lucreaza in conditii de temperatura diferite 200-300 0C pentru segmenti de foc si (100-200 0C)pentru ceilalti segmenti in scopul mariri duritatii,segmenti de compresie si in special cel de foc se cromeaza
La montaj segmentii aseaza cu fantele decalate 900 pentru a evita pierderile decompresie , se foloseste in acest scop un dispozitiv special (cleste pentru segmenti) iar pistonul cu segmenti se monteaza in cilindru cu un colier special .
BOLTUL PISTONULUI
Face legatura articulata dintre piston si biela,fiind solicitat la incovoiere si strivire .
Forma boltului este tubulara,cilindrica si se confectioneaza din hotel aliat sau hotel carbon,dupa care se aplica tratament de ciomentare si calire superficiala cu cif iar pentru obtinerea unor suprafete netede serectifica .
In acest fel suprafata exterioara devine dubla rezistenta la uzura iar miezul moale si tenace,rezistent la socuri .
Se admite o conicitate si ovalitate 0,003mm.
Are un regim termic de lucru ridicat (80-100 0C)si conditii dfe ungere dificile; ungerea se face prin stropire cu uleiul scapat din lagarul bielei ;modul de asamblare a boltuluiu cu biela se face fix in bucsa bielei si libere in piston sau la unele motoare fix in piston si liber in bucsa bielei si flotant (liber in piston liber in biela).
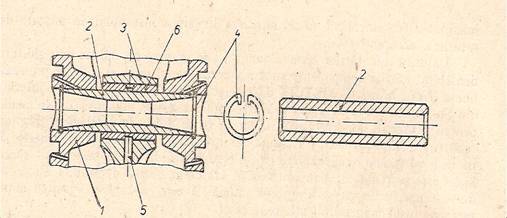
Fig.nr.5 - Boltul pistonului.
Inainte de montare pistonul se incalzeste uniform in instalatii speciale (pentru a se evita tensiunile externe ), dupa care boltul se preseaza . Pentru a nu se deplasa axial in timpul functionarii boltul se asigura cu sigurtante sub forma de segment de inel elastic in capul mic al bielei .
11
BIELA
Biela asigura legatura cinematica intre boltul pistonului si arborele cotit (prin fusul maneton ),transformand asfel miscarea liniara a pistonului in miscare de rotatie a arborelui cotit .Datorita solicitarilor termodinamice i se impune o conditie de rigiditate deosebita partile componente ale bielei sunt :
-piciorul bielei (capul mic), unde se preseaza o bucse din bronz pentru protectie impotriva uzurii.
-corpul bielei, avand profil I , pentru marirea rezistentei la greutate minima -capul mare al bielei in care se gasesc semicuzinetii.
Intre biela si fusul maneton se gasesc semicuzinetii formatii din doua semicarcase din hotel cu grosime de pana la 3 mm, avand material de antifrictiune la interior in grosime de 0,3-0,4mm pentru fixare, capul si semicuzineti sunt prevazuti cu pinteni, care impiedica deplasarea lor in timpul functionarii .
Montarea corecta a capacelor este asigurata de stantarea numarului de oprdine a cilindrului pe biela si capac.la partea opusa se stanteaza greutatea bielei in g.
Biela se confectioneaza din hotel aliat prin matritare la cld,dupoa care se prelucreaza mecanic si i se aplica un trqatament de calire si revenire. Dupa fabricare bielele se sorteaza pe seturi motor ,neadmitandu-se diferente mai mari la masa intre ele de 2 g pentru motoarele Dacia.Strngerea suruburilor de biele de face un moment de 60-70 N.m.pentru motoarele la Dacia. Jocul de montaj radial:intre bucsa bielei si bolt este de 0.02 - 0,04mm ir intre fusul maneton su semicuzineti 0,05-0,09mm
Semicuzineti au strat de antifrictioune aplicat prin turnare pe baza de staniu, plumb , aluminiu sau cupru cu plumb.
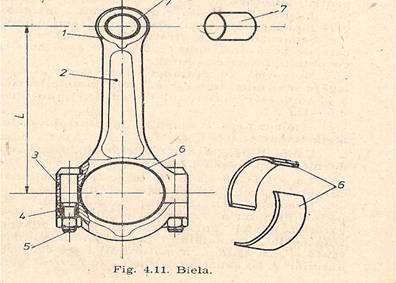
Fig.nr.6 - Biela.
ARBORELE COTIT
Arborele cotit are rolul de a primi miscarea de la piston prin biela si o transforma in miscare de rotatie,pe care o transmite in exterior pentru antrenarea diferitelor subansambluri ale motorului si la transmisia automobiulului pentru autodeplasare. Piesa cea mai importanta si mai scumpa a motorului si are urmatoarele componente:
-capatul anterior, prevazut cu canal pentru pana ;
-fusurile paliere cu cuzinetii lagarului palier;
-fusurile manetoane;
-bratele manetoane caare fac legatura cu fusele;
-mase de echilibrare,pentru echilibrarea dinamica a arborelui cotit;
-capatul posterior in care se gaseste un locas pentru arborele preimar al cutiei de viteze si o flansa filetata pe care se monteaza roata volanta.
Pe capatul anterior se monteaza prin pinionul de antrenare a mecanismului de distributie, fuluia ce antreneaza pompa de apa si dispozitivul de antrenare manuala (racul). Etansarea capacului de distributie care inchide si pinionul conducator al angre-najului distributiei de pe arborele cotit, impotriva pierderilor de ulei este asigurat prin semering. In partea posterioara pe flansa se monteaza prin suruburi, volantul, capatul posterior este gaurit pentru fixarea unui rulment de sprijin al arborelui primar al schimbatorului de viteze.Etansarea impotriva scurgeri uleiului este asigurata prin semering.
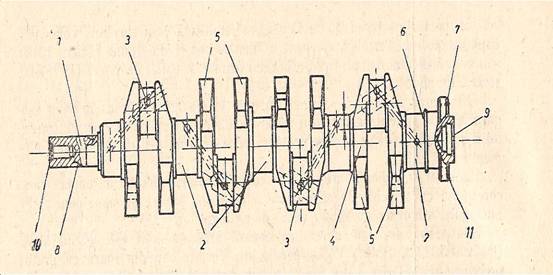
Figura nr. 7
13
3.1. DEFECTELE DE EXPLOATARE ALE ORGANELOR FIXE
Arderea garniturii de chiulasa,datorita: prelucrarii incorecte a suprafetelor de etansare de la blocul motor si chiulasa, strangrrii incorecte sau insuficient a chiulasei, montarii necorespunzatoare a garniturii, detonatiilor motorului.
Depistarea defectiunilor se manifesta prin :
- scaderea nivelului apei din instalatia de racire, care va aparea in baia de ulei, al carui nivel creste insa emulsionat ;
- prezenta uleiului in bazinul superior al radiatorului, datorita impingerii lui de pe cilindrii in camasa de racire, de catre gaze ;
- rateuri ritmice, in carburator, cind s-a produs arderea garniturii de chiulasa intre doi cilindri alaturati, datorita imprumutului de gaze de la un cilindru la celalalt ;
- existenta gazelor comprimate in instalatia de racire(bule in bazinul suparior al radiatorului sau in vasul de expansiune, la accelerarea motorului) ;
- intreruperi la aprindere, ca urmare a depunerii apei pe electozii bujiilor.
Remedierea consta in demontarea chiulasei si inlocuirea garniturii de chiulasa respectand regulile de montaj si strangere, in ateliere specializate.
Fisurarea sau spargerea chiulasei sau a blocului motor, fie in peretii exteriori sau in zona supapelor,datorita: supraincalzirii motorului datorita functionarii inde-lungate la turatii si sarcini mari, reglajelor incorecte, raciri si ungerii insuficiente a motorului. Depistarea fenomenului se constata prin ;
- functionarea neregulata a motorului, scaderea nivelului lichidului de racire, cresterea nivelului uleiului din baie (emulsionat).
- supraancalzirea motorului pana la gripare, datorita fisurilor pierderi de apa si ulei emanare de vapori.
Remedierea consta in repararea fisurilor prin diverse metode, in ateliere specializate.
3.2. REPARAREA ORGANELOR FIXE
Repararea blocului motor. Dupa demontare, blocul motor se curata si se spala intr-un solvent, canalele de ungere se desfunda (dupa scoaterea dopurilor) si se sufla cu aer comprimat, apoi se controleaza pentru depistarea defectiunilor. Acestea pot fi:
Deformartea sau corodarea suprafetelor plane de asamblare. Se verifica cu o rigla de control (prin fanta de lumina) si introducerea unei lame calibrate intre rigla si suprafata plana a blocului sau chiulasei ; se admite abaterea maxima0 mm pe toata lungimea. Verificarea se face si cu ceasul comparatorcu suport sau cu placa de control (pata de vopsea sa fie de minim80% din suprafata). Totodata se verifica suprafetele prelucrate, daca nu au zgarieturi, bavuri, fisuri. Deformatiile si coroziunile accentuate se rect-fica pe masini de rectificat plan; se poate indeparta maxim 0,25 mm.
Fisuri crapaturi sau spargeri de diferite forme si marimi pe suprafetele laterale. Pentru depistar se face o proba hidraulica pe stand special, la presiunea de 4 bari.
14
Rapararea se poate realiza prin mai multe prcedee cand fisurile nu depasesc lungimea de rebutare de 100 - 200 mm :
- sudarea oxiacetilenica cu bare de fonta FC20 cu diametrul de 8 mm, dupa preancalzirea blocului la 6000C, apoi racirea lenta in cuptor ;
- sudarea electrica (la rece) discontinua, cu c.c. de I = 120- 130A si U= 20-25V cu electrozi monel sau bimetalici de Cu cu OL si invelis de calcar ;
- acoperirea cu rasini epoxidice. Operatia consta in curatirealocului, limitarea fisurii prin stifturi filetate la capete, tesires fisurii, degresarea cu solvent, uscarea, preancalzirea la 70-800C, umplerea cu un material ternal format din rasina epoxidica(dibutilftalat si material de adaos), apoi uscarea timp de 4-6-h la 1500C si prelucrarea de finisare ;
- etansarea cu solutii usor fuzibile (pentru fisuri mici). Solutia formata din particule fine de metal si liant, se toarna in instalatia de racire, se porneste motorul la ralanti, se opreste motorul dupa ce nu mai supureaza pe la fisuri, timp de 1/2h. Se porneste motorul iar dupa 5 min. se inlocuieste cu lichid de racire ;
- etansarea fisurilor mici de suprafata cu solutii speciale sau apa de sticla ;
- metalizarea cu zinc topit (pulverizat cu aer la 6 bari) ;
- teserea cu stfturi filatate din cupru, pe toata lungimea fisurata ;
- repararea prin peticire, peticul din tabla de OL34 de groosime 2-4 mm, se aplica cu suruburi filetate, sub el se monteazao garnitura de panza imbibata cu miniu de plumb. Dupa repparare se face din nou proba hidraulica pe stand la pres. de 4 bari.
Uzura gaurilor filetate pentru prezoane sau suruburi, se repara prin refiletare la cota de reparatie sau montarea de bucse speciale (filetate la exteriormajorat iar interiorul la cota nominala).
Prezoane rupte in bloc ser extrag prin diverse metode : defiletare cu ajutorulunor dornuri conice sau zimtate, extractoare, piulite sudate etc.
Locasurile piulitelor pentru lagarele paliere uzate sau deformate (conicizate si ovalizate) se repara prin alezare la trapta de reparatie, pe masina de alezat orizontala ; prelucrarea se face simultan la toate locasurile lagarelor, cu capacele montate. Baza de prelucrare se ia in raport cu suprafata de imbinarecu chiulasda sau cu baia de ulei. Cand uzurile sunt prea marilocasurile lagarelor se incarca prin sdudare electrica, se monteaza capace noi si se alezeaza la cota nominala.
Repararea cilindrilor (fig.nr.8). Forma geometrica a cilindrilor se modifica fie datorita cauzelor termomecanice in timpul functioinarii motorului (conicitate si ovalitate), abraziunii impuritatilor(rizuri), sau unor agenti chimici (coroziunea).
Constatarea se face vizual sau cu ceasul comparator cu cadran. Se admite in general, o conicitate si o ovalitate de 0,15 mm. Ovalitatea se determina cu trei planuri perpendiculare pe axa cilindrului, in cruce, iar conicitatea in partea superioara la mijloc si partea inferioara. Remedierea consta in alezarea si superfinisare (honuirea) cilindrilor la cota de reparatie.
15
Repararea chiulasei. Dupa demontare se face curatirea in solutii alcaline la cald sau cu produse dizolvante (decanol). Controlul se face vizual si cu AMC- uri. Cu ajutorul riglei si lamelor calibrate se determina deformarea suprafetei de contact cu blocul motor (admis 0.05 -0.1mm pe toata lungimea), a suprafetelor de montaj a colectoarelor de admisie si evacuare, capacul de la rampa culbutorilor ; de asemenea se verifica si volumul camerei de ardere prin umplere cu ulei (37,810 cm3 la Dacia 1310), uzura filetelor penru locasurile bujiilor.
repararea fisurilor si crapaturilor, filetelor se face ca si la blocul motor desi chiulasa este din aliaje de aluminiu ;
- repararea orificiilor prezoaelor si tijelor impingatoare se face prin bucsare ;
- reparaea suprafetei plane se face pe masini de rectificat plan ne se admite indepartarea unui strat de material mai gros de 0,25-0,50 mm prin rectificari repetate. Pentru a nu se modifica raportul de compresie se utilizeaza garnituri de chiulasa mai groase.
- ghidurile de supape se alezeaza la cote de reparatii folosind supape cu tija mai groasa sau se inlocuiesc ghidurile ;
- scaunele supapelor care nu asigura etanseitatea se slefuiesc cu supapele respective cu ajutorul unui dispozitiv ventuza (care roteste supapa in ambele sensuri), folosind pasta de rodaj inre suprafete. Daca uzura este accentuata, atunci se frezeaza cu o freza conica la 450 . latimea scaunului supapei trebuie sa fie de 1,2-1,6 mm.
Chiulasa se rebuteaza daca are sparturi, crapaturi ale camerei de ardere, porozitati sau mai mult de zace sufluri.
Repararea colectoarelor de admisie si evacuare. Defectiunile cele mai frec-vente ale colectoarelor sunt :
deformarea suprafetelor de asamblare cu chiulasa, se rectificaplan iar garniturile se inlocuiesc ;
- stirbituri sau fisuri mici, care se sudeaza si se recrifica ;
deformarea sau deteriorarea orificiilor pentru suruburile de montaj, se alezeaza la cote majorate sau se sudeaza si se alezeaza sau bucseaza la cota nominala.
3.3 INTRETINEREA ORGANELOR FIXE
Intretinerea organelor fixe ale motorului cuprinde operatii de: verificari, strangeri, control si verificare a starii tehnice a blocului motor, chiulasei, colectoarelor de admisie si evacuare, a etanseitatii garniturilor precum si fixarea motorului pe caro-seria autoturismului.
Operatiile de intretinere si perodicitatea acestora sunt :
- stringerea suruburulor de fixare a suportilor axului culbutorilor la 50000km ;
- strangerea chiulasei la rece, la 50000km sau la nevoie, in ordinea indicata de fabrica de la mijloc spre extremitati in diagonala cu un cuplu de 55-6o Nm (Dacia ).
- strangerea capacului culbutorilor la 30000km ;
- strangerea colectoarelor si a tubulaturii aferente la 50000km ;
- controlul integritatii constructive si functionale ale componentelor motorului
- verificarea carterului inferior, etanseitate.
16
4. ASAMBLAREA MOTORULUI DACIA DUPA REPARARE
Asamblarea motorului cuprinde doua etape distincte :
- asamblarea subansamblurilor (preasamblare,premontaj) ;
- asamblarea generala a motorului.
In functie de volumul de productie si organizarea sociatatii, subansamblurile pot fi asamblate la posturi de lucru fixe sau chiar pe linii de asamblare specializate pe fiecare subansamblu (organe fixe, arbore motor, grup piston-biela-bolt,pompa de ulei, instalatie de alimentare, instalatie de racire, etc.).
In continuare se vor da unele indicatii privind asamblarea generala a motorului si a principalelor sale subansamblurifara a mentiona toate operatiile in ordinea executarii lor, acestea fiind date amanuntit incarile de reparatii care cuprind fisele tehnologice de reparare si asamblare a motorului DACIA.
Montarea camasilor de cilindru. La matoarle Dacia camasile de cilindru sunt ghidate in bloc numai la partea lor inferioara, se preseaza manual si se strang o data cu strangerea chiulasei. Supraanaltarea camasilor in raport cu blocul (0,01-0,12mm), se varifica cu ajutorul unui dispozitiv special si al unui comparator cu cadran si se realizeaza cu diferite garnituri asezate sub pragul asezate sub pragul de la partea de jos a camasilor. Garniturile sunt de marimi diferite, si anume 0,08 mm culoare albastra, 0,10 mm - rosie si 0,12 mm - verde.
Montarea arborelui cotit si volantului. Mai intai se vor monta semicuzinetii din bloc care in mod obisnuit sunt prevazuti cu orificii de ungere. La autoturismul Dacia 1300, cuzinetii se livreaza in doua tipuri dedimensiuni, marcate cu culoare rosie sau albastra, in functie de clasa de toleranta in care se incadreaza arborele cotit. Cuzinetii palierelor 1 si 3, respectiv2, 4 si 5 au dimensiunile nominale identice. Strangerea suruburilor cu cheie dinamometrica se face cu un cuplu de 55-65 Nm.
Asamblarea pieselor din grupa piston-bolt-biela se executa in doua etape distincte. Mai intai se executapreasamblarea pistonului cu biela in functie de felul ajustajului, se monteaza acestea in cilindrul motorului dupa ce se monteaza segmentii pe piston conforn prescriptiilor. Ajustajul dintre bolt piston este de 0,008-0,016 mm. Dupa introducerea ansamblului piston in blocul cilindrilor, se ung manetoanele si se asambleaza bielele pe manetoane. Cuplul de stangere este de 40-45 Nm (Dacia).
Montarea arborelui cu came si a pinioanelor de actionare. La Dacia 1300 axul cu came se monteaza dupa montarea ambielajului si a pompei de ulei. Se ung fusurile de sprijin, se monteaza brida de ghidare axiala si se strang suruburile acesteia. Se monteaza apoi, provizoriu, pinioanele de actionare pe arborele cotit si arborele cu came cu repereleY spre exterior si aliniate unul catre celalalt. Fara a se roti arborele cu came, se scoate pinionul si se aseaza peste el lantul de distributie, se angreneaza acesta si cu pinionul arborelui cotit si se monteaza pinionul la loc, mentinandu-se repereleY aliniate. Se aseaza opritorul pe arborele cu came se strange surubul pinionu-
17
lui arborelui cu came si se rabate opritorul. Se monteaza apoi filtrul de ulei al intinzatorului si intinzatorul cu placa sa de sustinere si se strang cele doua suruburi. Apoi cu o cheie hexagonala de 3 mm se inarmeaza intinzatorul, rotind cheia in acele de ceasornic pana cand ansamblul port patina este presat pe lant, dupa care se strange surubul cilindrului de retinere.
Asamblarea chiulasei si a distributiei. Ansamblul format din chiulasa si unele piese ale distributiei (ghiduri, supape,arcuri etc.), se asambleaza de obicei pe un support special. Se introduc apoi supapele in ghiduri si se fiseaza apoi placa de mentinere a supapelor care a servit si lla demontare se introduc apoi pe tijele supapelor, arcurile si talerele. Dupa comprimarea arcurilorcu dispozitivul se monteaza semiconurile. Sefixeaza garnitura de chiulasa dupa ce a fost unsa cu vaselina se monteaxza chiulasa peste aceasta si se strange chiulasa comform cartii tehnice cu momentul prescris anterior. Se monteaza rampa culbutorilor si se executa reglajul jocului termic intre supapele de admisie si evacuare si culbutori corespunzator prescriptiilor date de fabrica constructoare. Se monteaza apoi capacul de la rampa culbutorilor. In continuare se monteaza traductorul de temperatura a lichidului de racire si colectorul de admisie si evacuare si celelalte anexe ale motorului (aprindere, alimentare etc.).
18
5. INSTALATII, UTILAJE, S.D.V.- uri SI MATERIALE UTILIZATE LA DIAGNOSTICAREA, REPARAREA SI INTRETINEREA SI ASAMBLAREA MOTORULUI DACIA 1300
A - Utilaje si instalatii ;
- macara hidraulica cu brat,
- elevator.
- transportoare cu suporti pentru motoare
- masina de rectificat supape
- bancuri de lucru
B - A.M.C.-uri, S.D.V- uri :
- stand electronic de verificare a motorului,
- trusa scule T.S.A.-3,
- cheie dinamometrica,
- lera,
- banc de lucru,
- micrometre, ceas comparator cu cadran.
C - Materiale :
- lavete bunbac,
- solutie detergent pentru spalarea pieselor motor,
- ulei motor corespunzator cartii tehnice a motorului,
- vaselina .
19
6. N.T.S.M SI P.S.I. INTIMPUL LUCRARILOR DE INTRETNERE SI
REPARARE A MOTOARELOR AUTOMOBILELOR
Operatiile de intretinere si reparare se vor executa de catre persoane calificate si instruite personal in acest scop, respectandu-se intocmai instructiunile tehnice, de exploatare, N.T.S (Legea de Protectie a Muncii nr.319/2006,H.G.cu privire la N.T.S. nr.1425/2006) si normele P.S.I. in vigoare.
Executarea lucrarilor de montare, intretinere sau reparare a automobilelor, se vor executa in hale si ateliere special amenajate, dotate cu utilaje, instalatii si S.D.V.-uri corespunzatoare operatiilor ce se executa.
Caile de acces din hale, ateliere si de pe platformele tehnologice, vor fi preva-zute cu marcaje. Latimea cailor de acces se vor stabili in functie de felul circulatiei si gabaritul automobilelor.Halele si atelierele vor fi iluminate si incalzite corespunzator si prevazute cu ventilatie naturala si artificiala.
Bancurile fixe din ateliere si hale, vor fi dotate cu menghine bine fixate si prevazute cu gratare din lemn pentru pardoseala. Utilajele electrice din hale si ateliere vor fi legate la instalatia de inpamantare, dotate cu dispozitive de protectie, cu instructiuni tehnice de exploatare, protectie a muncii si paza si stingerea incendiilor. . Tablourile electrice din hale si ateliere se vor introduce in carcase de protectie, inscriptionate si vopsite in culori conventionale potrivit legislatiei in vigoare.In halele de intretinere si reparare vor fi amenajate canale de vizitare, vor fi prevazute cu borduri de ghidare a rotilor, instalatie electrica de iluminare la o tensiu-ne de 24V, nise de scule, gratare din lemn pe toata suprafata canalului, canalizare sa asigure scurgerea apei si lubrefiantilor. Automobilele se introduc in halele de reparatie numai dupa spalare. Dupa asezare pe postul de lucru, se va scoate combustibilul din rezervor, se va lasa maxim 10% din capacitatea rezervorului, se va deconecta bateria de acumulatoare din circuitul instalatiei electrice. In jurul automobilului se va asigura un spatiu de cel putin 1,2m. Manevrarea automobilului se va face sub directa supraveghere a maistrului sau sefului de echipa.
Subansamblele si piesele rezultate din demontare se vor depozita pe spatii de depozitare special amenajate in acest scop. Se vor degresa, spala cu solutii de detergenti. Ridicarea si transportul motoarelor si cutiilor de viteze se va face numai cu dispozitive de ridicat si transportat, special confectionate in acest scop, autorizate si verificate de catre organele in drept. Standurile de rodaj motoare vor fi prevazute pe ambele parti cu dispozitive de protect
20
7. BIBLIOGRAFIE
Ing. GH. FRATILA, ing. M. FRATILA, ing. ST.SAMOILA - Automobile,
Cunoastere, intretinere si reparare. Ed. Didactica si Pedagogica, RA- Bucuresti - 1995.
2.M. UNTARU, GH, FRATILA, GH. POTINCU, N. SEITZ, GH. PERES, I. TABACU, T. MACARIE - Calculul si constructia automobilelor. Ed. Did. si pedagogica, Bucuresti.
I. GHITA, AL. GROZA - Intretinerea si repararea automobilelor. Ed. Did. si pedagogica, Bucuresti.
Ing. MONDIRU C. - Automobile Dacia, diagnosticare, intretinere, reparare. Ed. Tehnica Bucuresti - 1998
4. Manual de reparatii
5.D. MARINCAS, E. NEGRUS - Combustibili, lubrefianti si materiale speciale pentru automobile. Ed. Did. si Pedagogica, Bucuresti
Legislatie Protectie a Muncii ;
- Legea P.M. nr 319/ 2006
- H.G. pe linie de N.T.S. nr 1425/ 2006
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8347
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved