| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PROCESUL TEHNOLOGIC DE EXECUTIE A ARBORELUI MELCAT AL REDUCTORULUI
Semifabricatul din care se realizeaza arborele melcat al reductorului, fig . 1 , este o bara din otel aliat 21 Mo Mn Cr 12 cu diametrul de 60 mm.
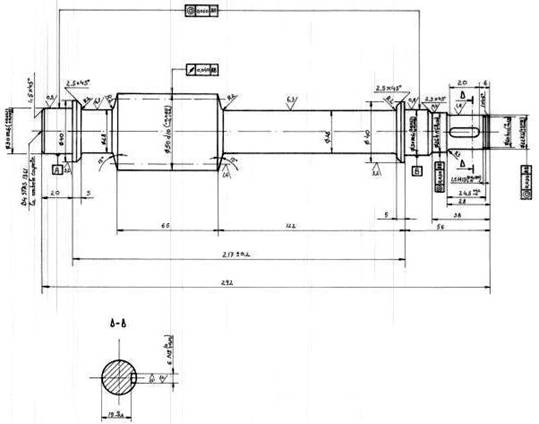
Fig. 1
Procesul tehnologic de executie a arborelui cuprinde urmatoarea succesiune de faze si operatii :
10. DEBITARE ,
 Fig. 2.
Fig. 2.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutite de debitat;
universal.
20. STRUNJIRE FRONTALA DE DEGROSARE ,
30. CENTRUIRE,
40. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE, la 53 x 125,
 Fig. 3.
Fig. 3.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit incovoiat K32,
cutit drept ,
burghiu de centruit;
universal.
Determinarea parametrilor de aschiere si a normei tehnice de timp pentru operatia 40:
strunjire cilindrica exterioara de degrosare la 53 x 125 mm
1.Stabilirea sculei aschietoare :
Se alege dupa STAS 6377 cutit incovoiat pentru degrosat K 32.
2. Stabilirea adancimii de aschiere ,
![]() :
:
![]() ,
,
in care:![]() - diametrul maxim al semifabricatului, 60 mm;
- diametrul maxim al semifabricatului, 60 mm;
![]() - diametrul la care trebuie sa se prelucreze,
- diametrul la care trebuie sa se prelucreze,
![]() ;
;
![]() ;
;
![]() . Pentru calcule se adopta
. Pentru calcule se adopta ![]() .
.
3. Stabilirea avansului de aschiere ,
![]() :
:
Din
tabelul 9.1 (vezi bibliografie 8.) se preia ![]() , se adopta
, se adopta ![]() si se face
corectia:
si se face
corectia:![]() , in care
, in care ![]() coeficient pentru prelucrarea suprafetelor intrerupte.
S-a ales
coeficient pentru prelucrarea suprafetelor intrerupte.
S-a ales ![]() .
.
Din
tabelul 10.1 se alege avansul real ![]() .
.
4. Stabilirea durabilitatii
sculei aschietoare , ![]() :
:
Din
tabelul 9.10 se alege ![]() ;
;
5. Uzura admisibila a
taisului sculei , ![]() :
:
Din
tabelul 9.11 se alege ![]() , se adopta
, se adopta ![]() ;
;
Stabilirea vitezei de aschiere, ![]() :
:
Din tabelul 9.15 se aleg:
Se face urmatoarea corectie:![]() ;
;
in care:
![]() - pentru
- pentru ![]() ;
;
![]() - pentru semifabricat laminat;
- pentru semifabricat laminat;
![]() ;
;
![]() - pentru
- pentru ![]() .
.
![]() .
.
![]() ,
,
in care:![]() diametrul de prelucrat.
diametrul de prelucrat.
Din tabelul 10.1
se alege ![]() ;
;
Viteza reala se determina cu relatia:
![]() ;
;
Se face verificarea:
 .
.
![]() . Conditia este indeplinita, prelucrarea se poate
realiza.
. Conditia este indeplinita, prelucrarea se poate
realiza.
7. Stabilirea puterii reale de antrenare, ![]() :
:
Puterea reala se determina cu relatia:
![]() , unde
, unde ![]() . Se adopta
. Se adopta ![]() .
.
![]() .
.
Concluzie
Executia prelucrari operatiei 40. strunjire de degrosare se poate realiza pe strung
![]() cu parametrii:
cu parametrii:
8. Stabilirea normei tehnice de timp :
Din
tabelul 11.1 luam timpul unitar incomplet ![]() .
.
Se face urmatoarea corectie:
![]() , unde:
, unde:
![]() - pentru
- pentru ![]() ;
;
![]() - in functie de starea semifabricatului;
- in functie de starea semifabricatului;
![]() ;
;
![]() .
.
DESPRINS , INTORS , ORIENTAT SI FIXAT IN POZITIA III
50. STRUNJIRE FRONTALA DE DEGROSARE ,
60. CENTRUIRE,
70. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 36 x 18,
80. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 44 x 5,
90. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 32 x 20,
100. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 53 x 75,
110. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE, la 32 x 18,
120. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la 40 x 5,
130. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la 28 x 20,
Fig. 4.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept,
cutit incovoiat K32,
burghiu de centruit;
- universal.
140. TESIRE 1,5 X 45O,
150. TESIRE 1,5 X 45O ,
160. STRUNJIRE FRONTALA DE FINISARE ,
170. RACORDARE R2,
180. RACORDARE R2,
190. STRUNJIRE CONICA 15O ,
Fig. 5.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept;
cutit lateral;
universal.
DESPRINS , INTORS , ORIENTAT SI FIXAT IN POZITIA V
200. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 24 x 26,
210. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 30 x 10,
220. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 36 x 21,
230. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 44 x 5,
240. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la 32 x 115 ,
 Fig.
Fig.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit incovoiat K32,
- universal,
papusa mobila ,
varf rotativ.
250. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE, la 2 x 26,
260. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la 24 x 10,
270. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la 32 x 20,
280. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la 28 x 115,
290. STRUNJIRE FRONTALA DE FINISARE ,
300. TESIRE 1 X 45O,
310. TESIRE 2,5 X 45O ,
320. TESIRE 2,5 X 45O ,
330. RACORDARE R2 ,
340. RACORDARE R2,
350. RACORDARE R2,
360. STRUNJIRE CONICA 15O ,
370. DEGAJARE 20 x 1,5,
Fig.7.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept
cutit frontal
cutit pentru degajat
- universal
papusa mobila
varf rotativ
DESPRINS , ORIENTAT SI FIXAT PE MASINA DE FREZAT UNIVERSALA
380. FREZARE CANAL PANA ,
Fig. 8.
Masina unealta folosita: Masina de frezat FU 36 x 1600 ;
Scule si dispozitive folosite:
freza deget 6 ,
menghina.
390. FREZARE PROFIL MELCAT,
 Fig. 9.
Fig. 9.
Masina unealta folosita: Masina de frezat FU 36 x 1600 ;
Scule si dispozitive folosite:
freza dublu conica .
400. TRATAMENT TERMIC - CEMENTARE + CALIRE,
DESPRINS , ORIENTAT SI FIXAT PE MASINA DE RECTIFICAT UNIVERSALA
410. RECTIFICARE 30 x 20 ,
420. RECTIFICARE 26 x 10,
430. RECTIFICARE 30 x 20,
Fig. 10.
440. RECTIFICARE PR0FIL MELCAT.
Fig. 11.
Masina unealta folosita: Masina de RECTIFICAT RU 350 ;
Scule si dispozitive folosite:
- piatra de rectificat cilindric exterior ,
- piatra de rectificat profilata .
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6082
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved