| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SUDAREA CU ARC ELECTRIC CU ELECTROZI INVELITI (S.E.)
1. Clasificarea procedeelor de sudare manuala cu electrozi
Sudarea cu electrozi poate fi realizata in varianta cu electrozi nefuzibili sau cu electrozi fuzibili. Electrozii nefuzibili folositi la sudare pot fi confectionati din carbune, din grafit sau din wolfram. La randul ei sudarea cu electrozi fuzibili poate fi realizata cu electrozi neinveliti sau cu electrozi inveliti. Sudarea cu electrozi nefuzibili se poate efectua fara aport de material de adaos, prin topirea locala a marginilor pieselor de sudat, sau cu aport de material de adaos. Sudarea cu electrozi nefuzibili din wolfram se practica de obicei in varianta cu protectie de gaze inerte. Acest procedeu se va analiza la capitolul 'Sudarea in mediul de gaze'.
Tabel 1.
|
Sudarea cu electrozi |
→ nefuzibili |
→ fara material de adaos |
→ arc intre electrozi |
|
→ cu material de adaos |
→ arc intre electrozi si piesa |
||
|
→ fuzibili |
→ neinveliti | ||
|
→ inveliti |
Sudarea cu electrozi nefuzibili din carbune si grafit poate fi asigurata tinand seama ca mentinerea arcului se obtine datorita degajarii in procesul de sudare a oxidului si bioxidului de carbon provenit din oxidarea electrozilor de carbune, gaze care asigura ionizarea mediului intre componentele de sudat. Sudarea cu electrozi de carbune sau grafit se poate realiza in doua variante, cu arcul electric amorsat intre electrodul nefuzibil si componentele de sudat, sau cu arcul electric amorsat intre cei doi electrozi. In ultimul caz arcul poate fi deplasat usor, fara o amorsare de fiecare data, la inceputul sudarii, efectuandu-se operatii de sudare sau lipire cu ajutorul lui. Electrodul din carbune este confectionat de obicei din carbune copt, din carbune presat sau cocs. Electrodul din grafit este obtinut prin sinterizare din pulbere de grafit. Electrodul din carbune este ieftin, mai putin fragil dar se uzeaza mai repede, circa 1-3 mm/min. Electrodul din grafit are o uzura mai redusa, circa 1 mm/min, asigurandu-se astfel mentinerea constanta a arcului electric in conditiile amorsarii lui intre doi electrozi de grafit. Uzura electrodului (consumul de electrod in timpul procesului de sudare) fiind mai mica la electrozii din grafit, acestia din urma pot suporta, ca atare, o intensitate mai mare a curentului electric. Diametrele uzuale ale electrozilor din carbune si grafit sunt cuprinse intre 3,2 - 20 mm, suportand o intensitate a curentului de sudare cuprins intre 15 - 400 A la electrozii din carbune si 15 - 500 A la electrozii din grafit. Varful electrodului din carbune sau grafit se prelucreaza conic la dimensiunile din figura 1.
Fig. 1
Sudarea cu electrozi din carbune sau grafit are o raspandire relativ redusa. Ea este inca folosita la sudarea tablelor galvanizate caz in care sudarea se realizeaza cu material de adaos pe baza de bronz cu siliciu. Aceste procedee de sudare se mai folosesc si la sudarea tablelor din cupru, caz in care materialul de adaos este o vergea din cupru introdusa in arcul electric mentinut intre electrozii de carbune sau grafit, sau intre acestia si materialul de baza. Sudarea fara material de adaos este folosita la table relativ subtiri, cu grosimi de maxim 2 mm marginile fiind rasfrante ca in figura 2.

Fig. 2
Sudarea cu electrozi de carbune sau grafit cu arcul amorsat intre doi electrozi este utilizata uneori si pentru remedierea unor piese din bronz sau fonta sau pentru operatii de lipire sau incarcare dura.
Sudarea cu electrozi fuzibili neinveliti este un procedeu foarte rar intalnit. Sudarea se poate totusi utiliza numai in curent continuu, avand marele dezavantaj ca nu se asigura o ionizare buna a spatiului arcului electric, de aceea si stabilitatea arcului electric este scazuta. De asemenea, in zona arcului patrund usor oxigenul, azotul si hidrogenul din aerul inconjurator degradand caracteristicile mecanice ale sudurii.
Se poate utiliza un astfel de procedeu in conditiile unor suduri putin pretentioase, pentru incarcari, sau in conditiile in care nu dispunem de utilaj si electrozi de performanta.
Sudarea cu electrozi fuzibili inveliti este insa procedeul cel mai larg folosit. El detine o sfera de activitati de circa 60-75% din totalitatea procedeelor de sudare.
2. Performantele sudarii cu electrozi inveliti
Sudarea cu electrozi inveliti (SE) este un procedeu de sudare manuala in care electrodul invelit este deplasat in lungul componentelor de sudat cu viteza de sudare vS (fig.3).
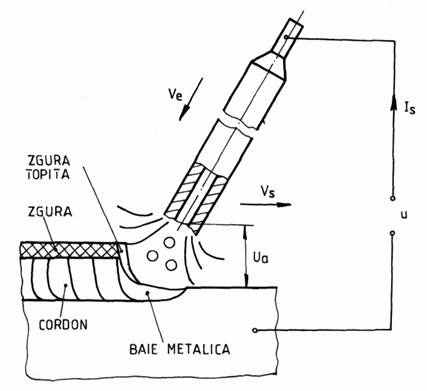
Fig. 3
Arcul electric se mentine intre capatul electrodului si componentele de sudat, electrodul fiind fuzibil este necesara o miscare de inaintare a acestuia cu viteza ve spre componentele de sudat. Intensitatea curentului de sudare se stabileste in circuitul format din electrod, arcul electric si sursa de sudare iar tensiunea arcului intre capatul electrodului si baia de metal topit.
Dintre performantele cele mai importante ale procedeului S.E. se remarca posibilitatea realizarii operatiei de sudare aproape la toate metalele si aliajele metalice. Grosimea componentelor de sudat variaza de la valoarea minima de circa 1 mm pana la valorile cele mai mari posibile. Prin acest procedeu se poate suda in orice pozitie. Procedeul S.E. da posibilitatea unei accesibilitati usoare la toate cordoanele de sudura a unei structuri sudate. Echipamentele de sudare pentru acest procedeu sunt ieftine, simple si usor de intretinut.
Procedeul S.E. are insa si o serie de dezavantaje de natura economica si a productivitatii. Astfel, factorul operator este foarte redus, mai mic decat 25%, iar gradul de utilizare al materialului de adaos este dintre cele mai reduse, cifrandu-se la mai putin de 65%. Din acest motiv sudarea cu electrozi inveliti, in multe situatii, in care exista posibilitatea tehnica si economica a inlocuirii ei cu o sudare mecanizata, aceasta din urma trebuie introdusa. Factorul operator redus si gradul de utilizare al materialului de adaos mic se datoreaza necesitatii schimbarii frecvente a electrozilor. Capatul prins in clestele port electrod se pierde de obicei. De asemenea, pierderi importante au loc si in timpul procesului de sudare datorita stropilor. Schimbarea frecventa a electrozilor ingreuneaza desfasurarea continua a procesului de sudare, scade productivitatea muncii, deci si factorul operator, dar totodata creeaza cratere care duc la concentratori de tensiune, zone periculoase in conditiile comportarii fragile a materialului si care reduc rezistenta la oboseala a imbinarii.
Componentele cu grosimea sub 3 mm se sudeaza dintr-o singura trecere faraa prelucrarea marginilor. Componentele cu grosimea cuprinsa intre 3-7 mm se sudeaza S.E. dintr-o singura trecere cu rostul prelucrat in V. Imbinarile de colt se sudeaza dintr-o singura trecere pana la calibrul de 8 mm.
De obicei intensitatea curentului de sudare la sudarea S.E. este cuprinsa intre 25-500 A. Nu se foloseste o intensitate mai mare de 500 A intrucat electrodul ar trebui sa aiba diametrul prea mare, pentru a reduce supraincalzirea acestuia prin efect Joule, devine greu si dificil de manuit. Tensiunea arcului este cuprinsa intre 15 si 35 V, iar viteza de sudare intre 6-30 m/h.
3. Functiile invelisului electrodului
Electrodul invelit este constituit dintr-o vergea metalica a carui diametru poarta denumirea de diametrul electrodului invelit (de) si un invelis format din o serie de substante presate pe aceasta. Functiile invelisului sunt urmatoarele:
Functia de ionizare
Aceasta functie asigura functionarea stabila a arcului electric intre vergeaua metalica a electrodului invelit si componentele de sudat. In invelisul electrodului se afla substante cu potential scazut de ionizare care dau posibilitatea amorsarii usoare a arcului prin ionizarea acestora ca urmare a tensiunii aplicate arcului electric. Tensiunea arcului la sudarea S.E. este relativ mica datorita tocmai substantelor ionizante din invelisul electrodului. In categoria acestor substante ionizante intra dioxidul de titan - TiO2 - (rutilul), carbonatul de calciu, carbonatul de potasiu, oxizii si sarurile unor metale alcaline sau alcalino-pamantoase.
Functia de protectie
Se asigura printr-o serie de substante din invelisul electrodului care au rolul de a produce gaze a caror presiune protejeaza baia de sudura impotriva patrunderii unor elemente din mediul inconjurator, in special oxigenul, hidrogenul si azotul. Aceste elemente deci izoleaza baia de metal topit de mediul inconjurator. Dintre substantele protectoare (gazeifiante) se enumera carbonatii de calciu, magneziu si bariu precum si o serie de substante organice (amidon, celuloza etc).
Functia moderatoare
Aceasta functie este conferita de o serie de substante din invelis care au rolul de a forma o crusta de zgura peste cordonul de sudura. Aceasta crusta este izolatoare termic, micsorand viteza de racire a cordonului, imbunatatind astfel plasticitatea acestuia. Totodata, zgura trebuie sa aiba o densitate mica in raport cu materialul de baza topit astfel incat sa se ridice la suprafata acestuia protejand cordonul de sudura si impotriva agentilor atmosferici. Este preferabil ca aceasta zgura sa se elimine usor de pe suprafata cordonului. Dintre substantele folosite ca moderatoare (zgurifiante) se mentioneaza minereurile de titan, mangan si fier (rutil, ilmenit, rodonit, hematita, manganita etc.) siliciu si silicatii naturali (cuart, feldspat, caolin etc.) si carbonatii naturali (dolomita, magnezita, calcita etc).
Functia de purificare
Aceasta este conferita de substantele din invelis care se combina cu elementele nedorite din baia de sudura, in special cu sulful si fosforul precum si cu unele gaze ajunse sub presiunea arcului in baia de metal topit. Dintre substantele purificatoare ale baii de metal topit se mentioneaza carbonatul de sodiu, sulfatul de potasiu, boraxul, hidroxizii alcalini etc. O serie de feroaliaje, aluminiu, siliciu si grafitul exercita efectul de dezoxidare al baii metalice.
Functia de aliere
Se realizeaza prin introducerea in invelisul electrozilor a unor pulberi de metale care in timpul procesului de sudare trec in baia de metal topit producand alierea acesteia. Uneori electrozii inveliti au un invelis gros astfel incat in componenta acestora se introduc pulberi de fier. Acestea maresc randamentul depunerii, respectiv cresc cantitatea de material depusa in unitatea de timp. Creste deci si coeficientul de depunere. Totodata adaosul de elemente de aliere in arcul electric are drept scop si compensarea pierderilor prin ardere a unor elemente in coloana arcului, cum ar fi carbonul, manganul, siliciul, cromul, nichelul etc.
Functia de sustinere
Se materializeaza prin aceea ca zgura formata prin solidificarea invelisului electrodului si a altor oxizi, proveniti in urma procesului de sudare, asigura sprijinirea baii de metal topit evitand curgerea ei gravitationala. Aceasta functie este pregnant folosita la sudarea de pozitie, la sudarea pe verticala sau de plafon in care exista tendinta curgerii gravitationale a baii de metal topit. Functia de sustinere se caracterizeaza si prin aceea ca produce in zgura topita o tensiune superficiala de valoare mare, astfel incat impiedica scurgerea atat a zgurii topite cat si a baii de metal topit.
Functia de liant
Aceasta se caracterizeaza prin asigurarea legaturii intre elementele aflate in invelisul electrodului precum si asigurarea aderentei invelisului pe sarma de sudat. Cei mai folositi lianti din invelisul electrodului sunt silicatii de sodiu si de potasiu. Uneori cand acestia sunt nedoriti, datorita prezentei suplimentare a siliciului in baia de metal topit, se folosesc ca lianti dextrina, lacuri bachelitice sau uneori lianti organici.
4. Caracterizarea electrozilor dupa invelis
Dupa tipul invelisului distingem electrozi cu invelis acid, bazic, titanic, organic sau cu alte tipuri de invelisuri. Cu electrozi avand invelis acid, titanic sau organic se sudeaza bine, arcul fiind stabil atat in curent alternativ cat si in curent continuu. De asemenea, aspectul cusaturii este neted si regulat, zgura indepartandu-se relativ usor.
Invelisul acid se caracterizeaza prin aceea ca in structura lui intra bioxidul de siliciu care-i asigura caracterul acid. Arcul creat de acest electrod cu invelis acid este stabil si foarte cald, asigurand o penetratie buna in materialul de baza. Zgura este insa fluida de aceea nu se recomanda folosirea lui la sudurile de pozitie. Un inconvenient al electrodului cu invelis acid este acela al unei protectii nesatisfacatoare fata de hidrogenul si azotul din mediul inconjurator. Ca atare, invelisul acid se va folosi la sudarea otelurilor tenace, necalmate, cu continut maxim de carbon 0,22% si grosimi sub 20 mm, in pozitie orizontala.
Invelisul titanic (rutilic) are in compozitia lui rutil sau ilmenit ce contine oxidul de titan TiO2. Cresterea continutului de rutil mareste vascozitatea zgurei dand posibilitatea sudarii de pozitie. Dezavantajul electrodului rutilic consta in aceea ca viteza de topire este relativ mica si de asemenea, patrunderea este moderata. Electrozii cu invelis rutilic se vor folosi deci la sudarea constructiilor din otel calmat sau necalmat, cu maxim 0,25% carbon, solicitate static sau dinamic. Este unul din cele mai raspandite invelisuri.
Electrozii cu invelis organic au in structura lor substante organice pana la circa 12%. O categorie speciala de electrozi cu un astfel de invelis sunt electrozii cu invelis celulozic. Acesti electrozi au in structura invelisului rutilul sau ilmenitul, dar la care se adauga si celuloza pana la circa 12%. Celuloza are proprietatea ca in procesul sudarii cu arc electric se descompune formand dioxid de carbon, gaz protector al procesului de sudare. Prin urmare, prezenta celulozei da posibilitatea asigurarii sudarii de pozitie datorita cantitatii mici de zgura, care adera bine la suprafata metalica solidificata, precum si la sudarea rosturilor mari la care protectia de radacina este autoasigurata prin dioxidul de carbon. Arcul, de asemenea, este bine protejat impotriva hidrogenului si azotului din mediul inconjurator.
Concluzionand cele spuse mai inainte, se poate arata ca invelisurile acid, rutilic si organic sunt folosite la electrozii destinati sudarii otelurilor nealiate, cu carbon scazut si a otelurilor slab aliate de uz curent. Aceste invelisuri nu se vor folosi la electrozii destinati sudarii otelurilor aliate, a fontelor, a otelurilor slab aliate cu destinatie speciala, a metalelor si aliajelor neferoase.
Electrozii cu invelis bazic sunt aceia care sunt destinati sudarii otelurilor aliate, slab aliate speciale si a unor materiale metalice neferoase. Acesti electrozi produc metalul topit al zonei cordonului cu puritatea cea mai inalta si cu plasticitate buna. Totodata reduc continutul de hidrogen din cusatura imbinarii sudate, maresc plasticitatea acastei imbinari, plasticitate care se mentine pana la temperaturi relativ scazute. Componentele principale ale invelisului electrodului bazic sunt fluorina (CaF2), carbonatul de calciu(CaCO3) si oxidul de calciu (CaO). Caracterul bazic este dat de oxidul de calciu. Pe langa marile avantaje ale invelisului bazic aceste invelisuri prezinta in procesul de sudare si unele inconveniente:
invelisul bazic este hidroscopic producand in procesul de sudare pori daca umiditatea depaseste o valoare admisa, motiv pentru care acesti electrozi, inainte de sudare, trebuie neaparat supusi procesului de uscare;
potentialul de ionizare al invelisului este relativ ridicat. Ca atare, este nevoie de sudare in curent continuu pentru asigurarea stabilitatii arcului cu polaritate inversa pentru marirea cantitatii de caldura administrata invelisului intrucat fluorina din invelis se topeste la temperaturi ridicate;
trecerea metalului topit prin arcul electric se realizeaza in picaturi mai mari. Aceasta se explica prin faptul ca oxigenul din aerul atmosferic precum si din reactiile chimice este aproape inexistent in zona arcului. Oxigenul este acela care creeaza oxidul de fier ce se caracterizeaza printr-o tensiune superficiala ridicata. Neexistand acest oxid de fier la sudarea cu electrozi bazici picaturile sunt de dimensiuni mai mari. Nu pot fi create picaturi mici care sa intre in echilibru mecanic prin tensiunile superficiale existente. Totodata, datorita picaturilor mari si a tendintei de stropire, aspectul estetic al cusaturii lasa uneori de dorit.
O categorie speciala de electrozi o constituie electrozii pentru sudarea materialelor neferoase. Astfel, electrozii pentru sudarea aluminiului si aliajelor sale sunt constituiti dintr-o vergea metalica din aluminiu cu compozitia chimica similara cu a metalului de baza. Vergeaua este insa acoperita de un invelis compus din cloruri si fluoruri ale metalelor alcaline, precum si din alte substante. Sub influenta temperaturii ridicate a arcului electric clorurile si fluorurile se combina cu oxidul de aluminiu transformandu-l in fluorura de aluminiu. Oxidul de aluminiu este dusmanul cel mai periculos al procesului de sudare a acestor aliaje. Acesta are o temperatura ridicata de topire si, ca atare, ingreuneaza desfasurarea procesului de sudare. El este inlaturat de pe suprafata baii de metal topit prin fenomenul descris anterior.
O alta categorie de electrozi inveliti speciali sunt electrozii pentru sudarea cuprului si aliajelor sale. Acesti electrozi sunt constituiti in forma tubulara dintr-o vergea din cupru acoperita de un invelis peste care se dispune o teava tot din cupru, invelisul intermediar in interiorul electrodului, intre miezul acestuia si blindajul exterior de cupru asigura de fapt protectia arcului si ionizarea spatiului acestuia.
Un tip special de electrozi il constituie si electrozii pentru sudarea sub aps. Acesti electrozi au in invelisul lor substante organice, de obicei celuloza, care produc o mare cantitate de gaze. Gazele sub actiunea presiunii lor dinamice inlatura apa din jurul imbinarii sudate dand posibilitatea desfasurarii corecte a procesului de sudare cu arcul electric. Invelisul electrodului pentru sudarea sub apa pentru a nu fi umezit este invelit cu un lac de bachelita.
In ultimul timp se practica si sudarea cu electrozi polimetalici. Acesti electrozi pot fi de tipul combinatiilor, prin alipire, a unor electrozi uzuali sau electrozi de forma tubulara. Acesti electrozi se folosesc atunci cand materialul ce urmeaza a fi sudat nu poate fi realizat sub aspectul obtinerii compozitiei chimice a imbinarii sudate cu electrozii clasici. In functie de diametrul electrozilor componenti ai fascicolului de electrozi, folositi la sudare, precum si de compozitia chimica a acestora se obtine o baie de metal topit cu proprietatile impuse.
Electrozii tubulari constau din invelisuri dispuse coaxial din diferite materiale metalice peste care se dispune invelisul de protectie si ionizare. Astfel pentru sudarea fontelor se pot folosi electrozi formati dintr-un miez de nichel peste care se adauga o camasa (teava) din otel sau din cupru ambele fiind protejate de catre un invelis de natura bazica.
5. Simbolizarea electrozilor
5.1. Simbolizarea electrozilor pentru otelurile carbon si nealiate
Simbolizarea electrozilor conform STAS 1125-76 se realizeaza printr-un grup de litere si cifre (tabel 2.)
Se da spre exemplu simbolul E51.5.B.110.2.O.H. Litera E simbolizeaza electrodul invelit. Prima grupa de cifre (51) simbolizeaza rezistenta la rupere la tractiune minima garantata a materialului depus, exprimata daN/mm. Se face precizarea ca aceasta rezistenta este rezistenta materialului depus obtinut in urma sudarii cu respectivul electrod. Determinarea acesteia se poate face prin depunerea prin sudare de material de dimensiuni importante pe o placa de proba din care se preleveaza o epruveta din zona materialului depus ce se supune la tractiune.
A doua cifra (5) indica simbolul temperaturii la care se garanteaza energia minima de rupere KV = 28 J. Valorile acestei cifre pot fi:
0 cand nu se garanteaza energia de rupere;
1 cand se garanteaza energia minima de rupere la + 20C;
2 cand se garanteaza energia minima de rupere la 0C;
3 cand se garanteaza energia minima de rupere la -20C;
4 cand se garanteaza energia minima de rupere la - 30C;
5 cand se garanteaza energia minima de rupere la -40C.
Urmatoarea litera din simbol (B) indica caracterul invelisului. Aceste litere pot fi: A - acid, AR - acid rutilic, B - bazic, C - celulozic, O - oxidant, R - rutilic, RR - rutilic gros, S - alte tipuri de invelisuri.
Urmatorul grup de cifre (110) indica randamentul nominal al electrodului. Aceste cifre trebuie sa fie un multiplu de 10. Randamentele sub 110 % nu se simbolizeaza. Randamentele peste 110% se explica prin prezenta de aliaje si pulberi de fier in invelisul electrodului.
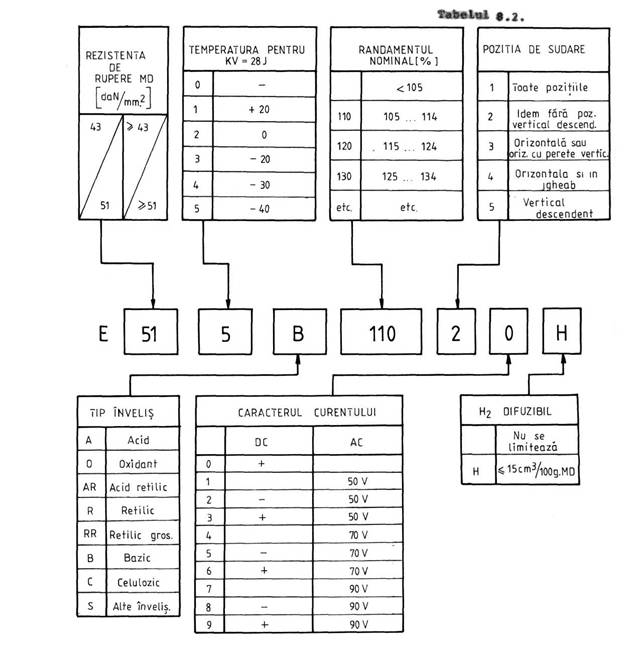
Urmatoarea cifra (2) indica pozitia de sudare. Aceste cifre pot fi:
1 sudare in toate pozitiile;
2 sudare in toate pozitiile cu exceptia pozitiei vertical descendente;
3 sudare in pozitie orizontala sau orizontala cu un perete vertical;
4 sudare in pozitie orizontala si in jgheab;
5 sudare in pozitie orizontala si vertical descendenta.
Urmatoarea cifra (0) indica caracterul curentului. Aceste cifre pot fi:
0 curent continuu DC+;
1 curent continuu DC+ sau DC-, sau curent alternativ;
2 curent continuu DC- sau curent alternativ;
3 curent continuu DC+ sau curent alternativ;
4 curent continuu DC+ sau DC- sau curent alternativ;
5 curent continuu DC- sau curent alternativ;
6 curent continuu DC+ sau curent alternativ;
7 curent continuu sau curent alternativ;
8 curent continuu sau curent alternativ;
9 curent continuu sau curent alternativ.
Cifrele 1, 2 si 3 se folosesc atunci cand tensiunile de mers in gol sunt de 50 V, iar 4, 5 si 6 la tensiuni de mers in gol de maxim 70 V si 7, 8 si 9 la tensiuni de mers in gol 90 V in cazul alimentarii cu curent alternativ.
In simbol mai poate apare si litera H. Aceasta arata ca hidrogenul difuzibil in materialul depus nu depaseste 15 cm la 100 grame material depus.
5.2. Simbolizarea electrozilor pentru oteluri aliate
Se da ca exemplu simbolul: EY 50.5.Si 1.Mn 1.Ni.B.110.2.0.H5
Prima grupa de litere (EY) indica faptul ca acest electrod este folosit la sudarea otelurilor aliate. Urmatoarele grupe de cifre (50.5) indica, la fel ca si la electrozii pentru sudarea otelurilor carbon si nealiate, rezistenta de rupere la tractiune minim garantata a materialului depus (50), exprimata in daN/mm si simbolul temperaturii la care se garanteaza energia minima de rupere KV = 28 J.
Urmeaza in simbolul electrodului prezentarea principalelor elemente de aliere (conform simbolului din tabelul lui Mendeleev) si procentul mediu al acestora.
Grupul de litere si cifre urmator (B.110.2.0) are aceiasi semnificatie cu cea prezentata in paragraful 5.1 - caracterul invelisului (B), randamentul nominal (al depunerii) (110), pozitia de sudare (2) si caracterul curentului (0).
Hidrogenul difuzibil (H) la sudarea otelurilor aliate este mai drastic limitat decat la sudarea otelurilor carbon, fapt ce impune trecerea in simbol a valorii acestuia (5) exprimata in mg la 100 g metal depus.
In tabelul 3. se dau indicatii privind utilizarea electrozilor romanesti.
Tabel 3. Indicatii privind utilizarea electrozilor romanesti
|
Electrod |
Materiale de baza |
|
|
Denumire comerciala |
Simbolizare STAS 1125-76 |
|
|
E 42B |
E43.5.B.110.2.0.H. |
Structuri cu tenacitate ridicata din otel carbon cu temperatura de exploatare mai mari de -40C: OL 37; OL 44; OLT 35; OLC 15; OT 40; otel cu max. 0,3% C. |
|
E46B |
E43.5.B.110.2.0.H. |
Structuri puternic solicitate, exploat la peste -40C: OL37; OL44; OLT45; OLC25. |
|
E38T |
E37.0.R.2.2. |
Table si profile subtiri: OL 37; OLT 35. |
|
E42TFe |
E43.1.R.120.4.2. |
Productivitate ridicata fara garantarea rezilientei la temperaturi joase: OL37; OL44. |
|
E42A |
E42.0.A.4.2. |
Structuri solicitate static cu grosime mica: OL37; OL44. |
|
E44T |
E43.2.R.2.2. |
Foarte raspandit: OL37; OL44; OLT35; OLC 10; OLC 15; A; B. |
|
E48T Super-extra |
E43.2.R.1.2. |
Constructii usoare, table subtiri, tamplarie metalica: OL37; OL44; OLT 45; OL 45; B. |
|
51 T Extra |
E51.2.R.1.1 . |
Structuri cu pereti subtiri: OL37; OL44; OLT 45; OL 52. |
|
CELTIT |
E51.2.R.2.2. |
La lucrari de montaj in pozitii dificile: OL 37; OL44; OLT 35. |
|
SUPERTIT |
E51.2.R.2.2. |
Domeniu larg de utilizare: OL37; OL44; OLT45, OLT 35, OL 52 grosimi mici. |
|
SUPERTIT FIN |
E51.2.R.2.2. |
Pentru constructii metalice usoare: OL 37; OL44. |
|
FEROTIT |
E43.2.RR.150. |
Straturi de completare avand randamentul mare: OL 37; OL 44; B. |
|
E50B |
E51.5.B.110. 2.O.H. |
Oteluri slab aliate cu Mn exploatat la temperaturi joase: OL37; OL52; K47; K52; OCS44-OCS52. |
|
E51BFe Super-naval |
E51.3.B.110. 2.O.H. |
Pentru structuri navale si cele puternic solicitate static si dinamic: OL37; OL44; OL52; A32; D32; A36; D36. |
|
E55B |
E51.3.B.2.O.H. |
Structuri puternic solicitate: OL44; OL52; OL60; OCS55; OCS5 |
|
UNIBAZ |
E51.3.B.2.3.H. |
Structuri puternic solicitate: OL44; OL52; A32; D32; A36; D36; OT40; OT 45; OLT 45. |
|
SUPERBAZ |
E51.5.B.110. 2.O.H. |
Structuri puternic solicitate static si dinamic de grosime mare, exploatate la temperaturi joase. OL44; OL52; OLT 45; K41; K47; OT45; OT50; A32; D32; A36; D36; OCS44; OCS45; OCS52. |
|
ZIRBAZ |
E51.4.B.180. |
Productivitate mare si exploatate la temperaturi joase: OL37-OL52; K41. |
|
CORTEN |
E51.5.B.2.O. |
Pentru oteluri rezistente la coroziune atmosferica: RCA32, RCA52 (vaqoane, stalpi). |
|
NIBAZ |
EY50.5.Si 1 Mn1Ni.B.110.2. O.H.5. |
Oteluri slab aliate cu granulatie fina exploatate pana la -40C: OL52; OCS52; OCS55. |
|
TENABAZ |
E51.5.B.110. 2.O.H. |
Structuri solicitate dinamic si la temperaturi scazute: OL37-OL52. |
|
NIBAZ 65 |
EY 50.5.Si 1. Mn1.Ni.B.110. 2.0.H5 |
Structuri solicitate puternic dinamic la temperaturi pana la -50C: OL52; K52; OCS55; OCS5 |
6. Algoritmul de calcul al tehnologiei de sudare cu electrozi inveliti
a) Alegerea electrozilor
Electrozii inveliti cu utilizare curenta la sudarea cu arc electric manuala au diametrele uzuale avand valorile de: 1,6; 2; 2,5; 3,25; 4; 5; 6 [mm]. In functie de valorile diametrului electrodului este stabilita si lungimea acestuia.
![]() (1)
(1)
Limitarea lungimii se impune din conditia incalzirii electrodului prin efect Joule. Se stie ca, odata cu cresterea lungimii electrodului, deci a lungimii libere, si micsorarea diametrului acestuia, cantitatea de caldura degajata pe vergeaua metalica a acestuia creste cu efecte nedorite privind distrugerea invelisului electrodului. Puterea disipata in urma trecerii curentului electric prin electrodul invelit este data de relatia:
 (2)
(2)
Totusi, la diametre mici ale electrodului, d = 1,6 sau 2 mm, cand se urmareste o lungime mare a acestuia prinderea electrodului in portelectrod se face de la mijlocul acestuia. Se sudeaza astfel cu ambele parti cu electrodul prins pe mijloc, si caruia i se transmite curentul de sudare pe mijlocul lungimii acestuia.
Alegerea diametrului electrodului se face in functie de grosimea componentelor de sudat si de numarul de treceri, respectiv de ariile pe frecare trecere. In cazul in care sudarea se realizeaza intr-o singura trecere unilaterala sau bilaterala in tabelul 4 se da diametrul electrodului de in functie de grosimea componentelor de sudat S.
Tabel 4. Alegerea diametrului electrodului in functie de grosimea componentelor.
|
S [mm] |
> |
||||
|
de [mm] |
Daca sudarea se realizeaza prin mai multe treceri atunci diametrul electrodului cu care se sudeaza radacina cusaturii se alege la o valoare mai mica, astfel incat cordonul de radacina, fara sustinere, deci cu baie saraca, sa nu aiba o arie prea mare.
Electrodul se alege si functie de compozitia chimica a materialului de baza si caracteristicile de rezistenta ale acestuia. Se cauta ca rezistenta minima de rupere garantata a materialului depus conform simbolului standard al electrodului sa se apropie de rezistenta materialului de baza ce urmeaza a fi sudat.
Sub aspectul compozitiei chimice sunt selectate doua categorii de electrozi: electrozii destinati sudarii otelurilor cu putin carbon si slab aliate si electrozii destinati sudarii otelurilor aliate.
Alegerea electrodului se face si in functie de energia minima de rupere (de rezilienta) impusa cordonului la o anumita temperatura de functionare a constructiei. Din acest punct de vedere energia minima de rupere este cuprinsa ca valoare printr-o cifra trecuta in simbolul electrodului conform STAS 1125- 76.
La alegerea electrodului se are in vedere si pozitia de sudare, asigurand astfel evitarea curgerii gravitationale a baii de metal topit in cazul sudarii de pozitie. Se are in vedere si posibilitatea de a suda dintr-o singura parte asigurand protectia de radacina (cu gaze, cu electrozi cu invelis organic, cu dispozitive de sustinere a radacinii).
In unele lucrari [3] se face o selectie a electrozilor si din punct de vedere functional, distingandu-se astfel:
electrozii rapizi; permit sudarea cu viteze mari;
electrozii de umplere; depun o cantitate mare de material, respectiv au un coeficient de depunere si un randament superior;
electrozi pentru sudarea de pozitie; asigura o solidificare rapida a zgurii si evitarea tendintei scurgerii gravitationale a baii de metal topit. Sunt folositi acestia si pentru sudarea primului strat sau in rosturi neuniforme.
b) Alegerea tipului si dimensiunilor rostului
Pentru sudarea manuala cu electrozi inveliti standardul impune anumite geometrii ale rostului. Se are in vedere ca volumul de material depus sa fie minim dar totodata asigurarea patrunderii pentru realizarea caracteristicilor necesare imbinarii.
c) Calculul ariei rostului, a ariei unei treceri si a numarului de treceri
Aria rostului se imparte pe mai multe treceri. Pentru trecerea de radacina se aloca o arie mai mica, iar pentru trecerile de completare se aloca arii apropiate de valorile maxime conform tabelului 4.7.
Fie At1 aria stratului de radacina, ariile celorlalte treceri de completare se vor calcula cu relatia:
![]() (3)
(3)
in care Ar este aria totala a rostului iar nt este numarul de treceri.
Se urmareste ca valoarea Ati sa se apropie cat
mai mult de valoarea ariei maxime conform tabelului 4.7. In aceste
conditii toate trecerile incepand cu i = 2 pana la i = nt
vor fi realizate cu acelasi regim de sudare. Se practica ![]() .
.
d) Calculul intensitatii curentului de sudare
Intensitatea curentului de sudare cu un anumit electrod se alege functie de indicatiile producatorului, trecute in prospectul electrodului, sau catalogul acestuia. In lipsa acestor valori intensitatea curentului poate fi calculata conform celor aratate in tabelul 4.2. La sudare S.E. cu electrozi inveliti fara pulbere de fier in invelis,
![]() (4)
(4)
iar in conditiile sudarii cu pulbere de fier in invelis:
![]() (5)
(5)
in care d [mm].
In literatura de specialitate [3] se dau relatii pentru calculul intensitatii de sudare separat pentru electrozii destinati sudarii otelurilor cu putin carbon sau slab aliate, relatie de forma:
![]() (6)
(6)
si pentru sudarea otelurilor aliate, relatia de calcul a intensitatii este:
![]() (7)
(7)
pentru gama diametrelor electrozilor cuprinsa intre 1,66 mm.
e) Calculul tensiunii arcului
Cand nu sunt indicatii exprese ale producatorului de electrozi, tensiunea arcului se calculeaza cu relatia:
![]() (8)
(8)
relatie intalnita si in tabelul 4.2.
f) Calculul ratei depunerii
Rata depunerii AD se calculeaza, conform celor aratate si in tabelul 4.3, cu relatiile pentru electrozii fara pulbere de fier in invelis:
![]() (9)
(9)
iar pentru electrozii cu pulbere de fier in invelis:
![]() (9)
(9)
in care K = 1,5 pentru sudarea cu DC+ si K = 1 pentru sudarea cu DC-.
g) Calculul vitezei de sudare
Intre rata depunerii, sectiunea unei treceri si viteza de sudare exista relatia:
![]() (10)
(10)
din care rezulta expresia vitezei de sudare:
![]() (11)
(11)
Intrucat rata depunerii AD a fost stabilita anterior, sectiunile trecerilor au fost precizate, viteza de sudare rezulta in baza relatiei (11).
7. Tehnica operatorie la sudarea cu electrozi inveliti
Pentru o buna functionare a electrozilor inveliti este necesar ca invelisul acestora sa fie uscat. Electrozii inveliti se pastreaza in camere inchise cu umiditate controlata. Daca electrozii au invelisurile nebazice umiditatea absoluta a camerei trebuie sa fie sub 70%, iar daca acestia au invelisuri bazice umiditatea relativa trebuie sa fie sub 40%. In conditiile in care umiditatea incaperii este peste aceste limite, este suficienta incalzirea camerei cu 10 grade peste temperatura din exterior pentru a reveni la umiditatea normala.
In cazul in care electrozii inveliti sunt umezi inaintea procesului de sudare ei trebuie sa fie incalziti la temperaturile indicate in tabelul 5.
Tabel 8 5. Temperatura de uscare a electrozilor inveliti.
|
Tipul invelisului electrodului |
Temperatura de uscare [C] |
|
|
acid + rutilic | ||
|
organic (celulozic) | ||
|
bazic |
σC ≤ 30 daN/mm2 | |
|
σC = 3056 daN/mm2 | ||
|
σC 56 daN/mm2 | ||
Temperaturile de uscare ale electrozilor din acest tabel se vor alege cu atat mai mari cu cat se cere ca hidrogenul difuzibil din imbinare sa fie mai redus.
Operatia de sudare este insotita de o pendulare a varfului electrodului, respectiv a arcului electric. In cazul imbinarilor inguste la table subtiri pendularea poate sa nu existe, figura 4-a.
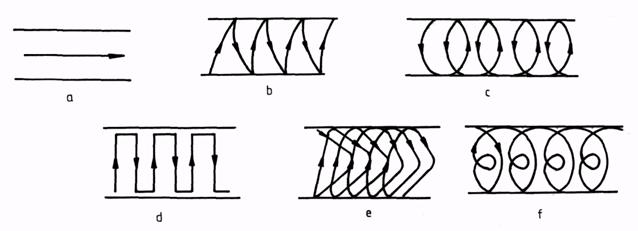
Fig. 4.
In cazul in care este necesara o topire pregnanta a marginilor componentelor de sudat se poate realiza pendularea conform figurii 4-b si d.
In cazul in care este necesara depunerea de material de adaos in cantitate mai mare pendularea se face dupa figura 4-c, e si f.
Se va evita in timpul pendularii amestecarea zgurei topite cu baia metalica pentru a nu aparea incluziuni de zgura in cusatura.
Rostul imbinarii sudate, pentru a evita defectele procesului de sudare, trebuie curatit de oxizi, rugina si pete de grasime prin sablare, cu peria de sarma sau prin aschiere.
Lungimea arcului si implicit tensiunea de sudare se vor alege tinand seama de aspectele legate de sudarea cu arc scurt sau cu arc lung. Diferenta dimensionala dintre cele doua categorii o constituie limita la care lungimea arcului este egala cu diametrul vergelei electrod. Se are in vedere ca sudarea cu arc scurt asigura o protectie mai buna a metalului topit, dar executia este mai greoaie, solicitand o calificare superioara a sudorului. La sudarea in jgheab se recomanda ca electrodul sa fie inclinat cu 15-45 in planul cordonului spre sensul de sudare.
Sudarea cu electrozi inveliti impune schimbarea frecventa a electrozilor. La reluarea procesului de sudare cu un nou electrod (fig.5) este necesara inlaturarea zgurei pe o lungime de 20-30 mm, iar aprinderea arcului se va face nu in craterul ramas de la sudarea cu electrodul precedent ci la o distanta de 10..15 mm in aval de craterul respectiv, astfel incat arcul sa se aduca in zona craterului, continuandu-se procesul de sudare.
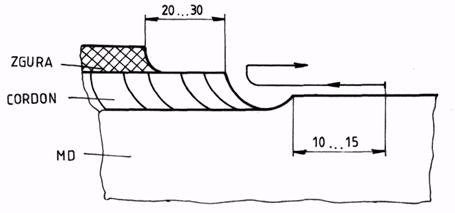
Fig. 5.
Defecte tehnologice si masuri pentru evitarea lor
Parametrii tehnologicii si in special parametrii tehnologici primari, determina geometria cusaturii sudate. Nealegerea corecta si nerespectarea acestora duce la defecte de natura geometrica ale imbinarii. Aceste defecte au fost analizate la caracterizarea parametrilor tehnologici de sudare.
Unul dintre defectele majore sunt fisurile. Ele se datoresc fragilizarii ZIT-ului sau fenomenelor tenso-termice ale materialului cordonului imbinarii sudate. Fisurile trebuiesc eliminate, in conditiile in care sunt la valori mai mari decat cele admisibile, prin operatii greoaie de prelucrari mecanice si apoi cordonul trebuie resudat.
Combaterea fisurilor este dificila datorita multiplelor cauze care le provoaca.
Porii, denivelarile si gaurile in suprafata libers a cordonului se datoresc ruginii marginilor componentelor, umezelii invelisului, petelor de ulei sau vopsea, sau racirii prea rapide a materialului depus.
Stropii defavorizeaza estetica cordonului si reduc gradul de utilizare al materialului de adaos. Diminuarea stropirii se asigura prin micsorarea intensitatii curentului de sudare, reducerea lungimii libere a arcului, folosirea naturii si polaritatii curentului corespunzatoare cerintelor electrodului si organizarea suflului magnetic.
Un defect major, ce afecteaza rezistenta imbinarii si in special rezistenta la oboseala, il constituie lipsa de topire a materialului de baza. Aceasta se datoreaza curatirii incorecte a rostului, pendularii necorespunzatoare, fara topirea marginilor rostului, deschiderii insuficiente a rostului sau unui diametru al electrodului prea mic. Evitarea acestui defect se asigura remediind deficientele aratate, marind intensitatea curentului de sudare si uniformizand viteza de sudare.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 11931
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved