| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Generalitati
Suprafetele elicoidale reprezinta o categorie speciala de suprafete compuse semideschise, larg utilizate in constructia pieselor. Sunt caracterizate prin doua sau mai multe suprafete adiacente, care din punct de vedere tehnico-economic se recomanda sa fie prelucrate simultan.
O pondere mare o prezinta canalele elicoidale, ce pot fi dispuse pe suprafete plane, de revolutie interioare sau exterioare si pe suprafete profilate ale unor piese prismatice sau de revolutie, in aceasta categorie intra : filetele, flancurile dintilor rotilor dintate cu dinti inclinati, flancurile melcilor, canalele burghielor elicoidale, dintii frezelor elicoidale etc.
La alegerea variantei de prelucrare trebuie avute in vedere urmatoarele elemente specifice:
- curba de profil in sectiune normala pe directoarea canalului;
- forma directoarei;
- tipul suprafetei pe care se afla canalul;
- dimensiunile de baza ale canalului;
- cerintele de precizie si calitate.
Toate procedeele de aschiere utilizate la prelucrarea suprafetelor simple pot fi folosite la obtinerea acestor suprafete compuse. Prelucrarea se realizeaza pe toate tipurile de strunguri si pe masini de alezat si frezat.
2. Generarea teoretica a suprafetelor elicoidale
Aceste suprafete se caracterizeaza printr-o curba de profil G, cu forme si dimensiuni corespunzatoare suprafetei in sectiunea plana in care are loc contactul dintre scula aschietoare si piesa de prelucrat si o curba directoare D, elicoidala sau spirala Arhimede.
In general curbele de profil caracteristice G, sunt materializate de scula aschietoare, iar directoarea elicoidala D se obtine in cele mai multe cazuri cinematic ca infasuratoare a pozitiilor succesive ale curbei de profil caracteristice sau materializata.
Directoarea elicoidala (cilindrica, conica, globoidala, plana, etc.) se caracterizeaza prin urmatorii parametri (figura 1):
- sensul de infasurare al elicei, dreapta sau stanga;
- unghiul de inclinare al elicei b, unghiul format intre tangenta la elice si o perpendiculara pe axa de simetrie a suprafetei purtatoare.
- pasul axial al elicei (pa), distanta dintre doua spire consecutive MN ale elicei masurata pe generatoarea suprafetei si continuta intr-un plan ce trece prin axa de simetrie a suprafetei purtatoare.
- pasul normal al elicei (pn), distanta dintre doua spire consecutive M'N' ale elicei masurata pe generatoarea suprafetei intr-un plan normal pe elice.
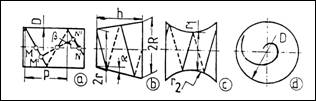
Figura 1 Parametrii directoarei elicoidale
Elicea cilindrica cu pas constant. Este larg utilizata in constructia de masini si se obtine printr-o cinematica relativ simpla.
Directoarea elicoidala cilindrica D, poate fi materializata sau realizata cinematic in doua moduri:
a) prin combinarea a doua miscari (figura 2), una de rotatie de viteza tangentiala vt si una de translatie de viteza va intre care exista relatia
![]() (1)
(1)
Inlocuind vt w R si va = v, prin derivare, relatia capata forma:
![]() (2)
(2)
Din analiza relatiei (1) rezulta urmatoarele:
raportul marimilor celor doua viteze nu depinde de procesul de aschiere, ci numai de parametrul b al elicei;
- viteza tangentiala vT poate avea, la un moment dat, orice marime, cu conditia ca va sa aiba marimea corespunzatoare relatiei (1);
- componenta vt a vitezei de aschiere acarei valoare este aleasa din considerente de aschiere.
Figura 2
Directoare elicoidala cilindrica obtinuta prin combinarea a doua miscari
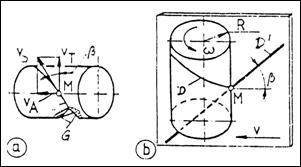
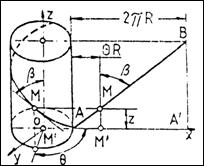
Figura 3 Directoare elicoidala cilindrica obtinuta prin rulare
b) imprimarea prin rulare (figura 3), se realizeaza prin rularea unui plan generator pe un cilindru de baza, astfel ca dreapta generatoare (continuta in plan) se infasoara pe cilindru sub forma unei elice.
Metoda necesita o miscare de rotatie de viteza unghiulara
w si
una de translatie de viteza v, intre care trebuie sa existe relatia: ![]() (3)
(3)
Realizarea suprafetelor elicoidale impune ca intre vitezele vT si va sa existe conditia impusa de relatia (1). Aceasta conditie ceruta de precizia realizarii cinematice a pasului se realizeaza prin folosirea lanturilor cinematice cu structura mecanica (figura 4), lanturi ce poseda o foarte mare rigiditate cinematica.
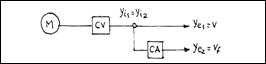
Figura 4 Lant cinematic pentru obtinerea suprafetelor elicoidale
Lantul cinematic este de tip serie-paralel, format din motorul electric M, cutia de viteze CV, lantul principal cu marime de iesire ye1 = va - v si lantul de avans cu cutia de avansuri CA si marimea de iesire ye2 = vT vf.
3. Prelucrarea filete lor prin strunjire
Filetarea cu cutitul. Prelucrarea se executa in prezenta a doua miscari:
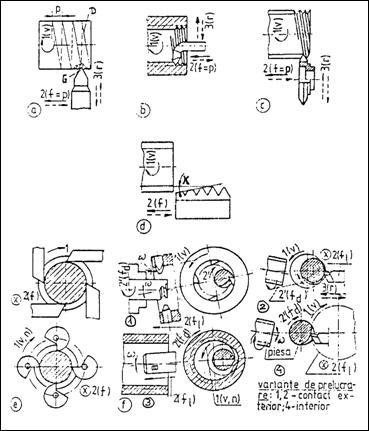
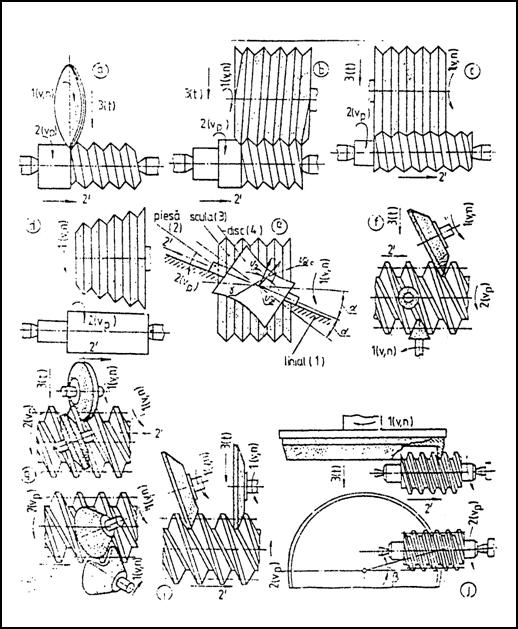
Figura 5 Procedee de obtinere a filetelor prin strunjire
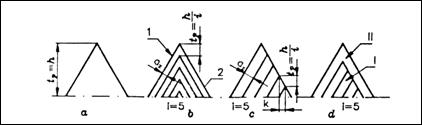
Figura 6 Variante de obtinere a unui filet cu profil triunghiular
- miscarea de rotatie 1, miscarea de aschiere de viteza v, executata de piesa semifabricat si miscarea de translatie 2, miscarea de avans de viteza vf (f = p), executata de scula. Miscarea 3 serveste la reglarea pozitiei sculei in vederea obtinerii adancimii filetului (figura5,a,b).
Realizarea profilului unui filet triunghiular (figura 6,a) se poate realiza in trei variante: cu avans radial, dupa profil (figura 6,b); cu avans oblic (figura 6,c); cu avans combinat (figura 6,d). La prima varianta (pentru filete cu p £ 2 mm), varful cutitului patrunde radial in material fiind mult mai solicitat. Finisarea filetelor realizate cu avans oblic si combinat se executa numai cu avans radial.
Filetarea cu cutite pieptene (figura 5, c,d,e) se aseamana cu o strunjire cu scule profilate. Pieptenele (normal, prismatic sau disc) poate fi considerat ca fiind compus din mai multe cutite asezate unul langa altul. Partea aschietoare este prevazuta cu unghi de atac, ce permite repartizarea convenabila a adancimii de aschiere. Datorita numarului mare de dinti prelucrarea se realizeaza la o singura trecere.
Filetarea cu capete de filetat (figura 5,f) se aplica la productia de serie mare si masa, pe strunguri paralele, revolvere sau automate. Permite viteze mari de aschiere (1520 m/min), asigurand o productivitate ridicata fata de procedeele amintite anterior. Se folosesc capete de filetat ce contin cutite pieptene, prismatice sau disc.
Procedeele de filetare cu capete de filetat pot fi clasificate astfel:
piesa are miscare de rotatie iar capul o miscare de avans, procedeu folosit la strungul revolver;
- piesa este fixa iar capul se roteste si avanseaza, procedeu folosit la unele strunguri automate multiax si la masini de filetat.
Filetarea in vartej (figura 5,g) se remarca printr-o productivitate foarte ridicata. Filetarea se executa cu ajutorul unui cap special de filetat pe strung universal sau pe masini speciale.
Pentru generarea filetului sunt necesare doua miscari:
- miscarea de aschiere 1 (cu viteza v), respectiv miscarea circulara a dintilor, realizata prin miscarea de rotatie a capului port cutite;
- miscarea de avans elicoidal, pentru generarea suprafetei, obtinuta din combinarea a doua miscari independente. O miscare de rotatie a piesei 2' pentru realizarea avansului pe dinte fd si o miscare de avans longitudinal 2 (fl = p) executata de capul special (acesta se monteaza pe caruciorul strungului).
Axa de rotatie a capului de filetat este decalata fata de axa de rotatie a piesei, pentru realizarea inaltimii spirei filetului si este inclinata in raport cu axa piesei cu unghiul w a carui valoare se determina cu relatia (4), in care p si d2 sunt pasul si diametrul mediu al filetului.
![]() (4)
(4)
Caracteristica principala este aceea ca sculele au contact intermitent cu materialul de prelucrat, aschia detasata avand o grosime variabila, fapt ce permite prelucrarea cu viteze de aschiere mult mai mari fata de alte procedee (80 100 m/min, la scule din otel rapid si 250300 m/min la scule armate cu CMS).
Turatia piesei np se determina cu relatia (5), in functie de avansul pe dinte fz, turatia sculei ns si numarul de dinti z, astfel sa asigure o viteza de avans circular optima.
![]() (5)
(5)
Avantajele filetarii in vartej sunt uratoarele:
- precizie de prelucrare inalta si rugozitate foarte buna
(Ra = 0,81,6 mm);
- productivitate ridicata (de aproximativ 15 ori mai mare decat in cazul filetarii pe strung cu cutitul).
4. Prelucrarea filetelor cu tarozi si filiere
Prelucrarea filetelor de dimensiuni mici, la productia individuala cat si la productia de serie si masa, se realizeaza exclusiv cu tarodul si filiera.
Sculele utilizate (tarodul si filiera), au materializate, prin constructie, atat generatoarea G cat si directoarea D.
Din acest motiv, pentru realizarea canalului elicoidal (filetului) este necesara numai o miscare de aschiere cu viteza v (miscare de rotatie a sculei sau a piesei semifabricat), miscarea de avans (f = p), rezulta din miscarea de rotatie.
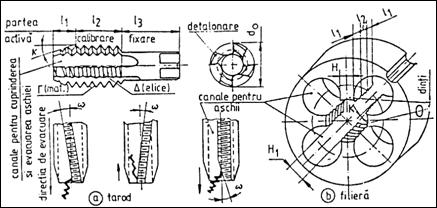
Figura 7 Scule utilizate la prelucrarea filetelor cu tarodul si filiera
Sculele utilizate, tarodul si filiera (figura 7) sunt construite ca un surub, respectiv ca o piulita, pe care au fost practicate canale pentru cuprinderea aschiilor si crearea fetelor de degajare, con de atac si fete de asezare curbilinii (prin detalonare). Tarodul si filiera pot fi considerate ca fiind realizate din piepteni pentru filetat, fixati pe un corp si dispusi in asa fel incat dintii sa se inscrie pe o elice. Geometria lor este definita ca o scula elementara (cutit de strung). Partea de atac a tarodului si filierei este detalonata pentru obtinerea unui unghi de asezare α. Datorita unghiului de atac cr dintii I, II, III, de pe partea aschietoare l1, au inaltime variabila, fiecare din acesti dinti inlatura o parte din adaosul de prelucrare. Filetul este executat in intregime dupa ce a trecut tot conul de atac. Portiunea cilindrica asigura calibrarea filetului si conducerea sculei.
Aschierea cu tarodul si filiera este un proces de aschiere complexa bilaterala, insotit de deformari plastice intense si momente de aschiere mari, deoarece exista trei taisuri active pe fiecare segment de spira.
5. Prelucrarea filetelor prin frezare
Se aplica la prelucrarea arborilor filetati de lungime mare si filet trapezoidal, de tipul suruburilor conducatoare sau pentru prelucrarea suruburilor melc. Datorita sectiunilor restante de aschie mari, frezarea filetului este urmata de rectificarea acestuia.
Procedeele de prelucrare sunt prezentate in figura 8.
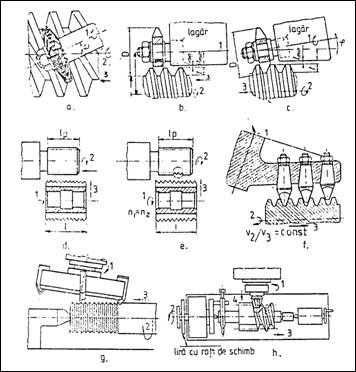
Figura 8 Procedee de prelucrare prin frezare a filetelor
Frezarea filetelor lungi se poate face cu freze disc (figura 8,a,b) sau freze deget (figura 8,c), profilate corespunzator filetului de executat. Miscarile necesare sunt indicate in figura. Dintii frezei pot aschia alternativ cate un flanc, existand un dinte de control cu profilul complet. Freza se aseaza inclinat, astfel ca profilul sau coincide cu profilul din sectiunea normala pe elicea filetului de executat.
Frezele cilindrice pieptene cu profil inelar (figura 8,d) au imprimat pe periferie profilul filetului de realizat sub forma de canale inelare. Pentru realizarea filetului scula executa miscarea de aschiere 1 si avansul de patrundere 3 (la inceputul prelucrarii), iar piesa miscarea de avans circular 2 (rotatie lenta) si un avans longitudinal 4 (fl = p), in functie de tipul masinii folosite, avansul poate fi realizat si de catre scula, in raport cu semifabricatul, frezele se dispun sub unghiul elicei.
Frezele cilindrice cu profil elicoidal (figura 8,e) au imprimat pe periferie profilul sub forma de elice, identica cu elicea filetului de executat. Miscarea de aschiere se executa de ambele elemente in contact (scula-piesa), care se rotesc in acelasi sens si cu aceeasi valoare a turatiei, fara a fi nevoie de avans longitudinal.
Capetele de filetat (figura 8,f), se utilizeaza pentru filete sau canale elicoidale de dimensiuni mari si lucreaza dupa metoda contactului tangential cu semifabricatul. In general prelucrarea prin frezare a filetelor se realizeaza pe masini speciale de frezat filete sau pe strunguri automate si semiautomate.
6. Prelucrarea filetelor prin rectificare
Prin rectificare se asigura filetelor o buna precizie dimensionala si de forma. Se aplica filetelor (interioare sau exterioare) realizate prin strunjire, frezare, sau alte procedee, la materiale tratate termic sau greu prelucrabile.
Procedeele de prelucrare prin rectificare sunt prezentate in figura 9.
Rectificarea cu disc monoprofil (figura 9,a) este utilizata la prelucrarea filetelor de precizie. Discul are o miscare de rotatie 1, iar piesa are o miscare de rotatie 2 si o miscare de translatie 2' egala cu un pas la o rotatie (v2' / v2 = tgb Miscarea 3 regleaza adancimea de aschiere in mm dupa o cursa sau o cursa dubla. Axa discului abraziv este inclinata in raport cu axa piesei cu unghiul elicei b
Rectificarea cu disc cu profil elicoidal (figura 9,b). Discul abraziv are forma unui surub cu pasul identic cu cel al piesei. Miscarile sunt similare cu cele de la prima varianta. Latimea discului abraziv este mai mare cu (24)p decat lungimea filetului, iar axa discului nu este inclinata fata de axa piesei.
Rectificarea cu disc cu profil inelar (figura 9,c). Discul este prevazut cu canale inelare la distante egale cu pasul filetului. Acesta executa o miscare de rotatie iar piesa o miscare de rotatie si o miscare de avans longitudinal.
Rectificarea cu disc conic si profil inelar (figura 9,d), este folosita la prelucrarea filetelor de lungime mare. Adaosul de prelucrare este indepartat progresiv de inelele de pe portiunea conica (miscarea 3 lipseste). Ultimele inele au profilul identic cu cel al filetului de prelucrat.
Rectificarea fara centre (figura 9,e) este utilizata in productie de serie mare si masa a pieselor de dimensiuni mici.
Rectificarea suruburilor de miscare si a filetelor cu pas mare se realizeaza cu corpuri abrazive biconice, disc, oala, taler, inelare (figura 9,fj).
a) b) c)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4232
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved