| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SUDAREA CU FASCICUL DE ELECTRONI
1. Principiul procedeului de sudare cu fascicul de electroni
In cadrul procedeelor de sudare cu arc electric s-a aratat faptul ca materialul de baza si materialele de adaos se topesc datorita bombardamentului exercitat de electronii, respectiv ionii accelerati in coloana arcului. Bazandu-se pe acest fenomen, in 1956, francezul Stohr a brevetat procedeul de sudare prin bombardament electronic. El a plecat de la ideea ca electronii pot fi concentrati respectiv accelerati astfel incat sa bombardeze un material cu o densitate energetica ridicata.
Deci sursa termica la sudarea cu fascicul de electroni o constituie un fascicul de electroni accelerati de un camp electrostatic, de o diferenta de potential inalta, avand deci o energie cinematica mare, care se transforma in caldura la impactul cu materialul de sudat.
Fasciculul de electroni este produs intr-un dispozitiv numit "tun electronic" (tun Pierce), (fig. 1).
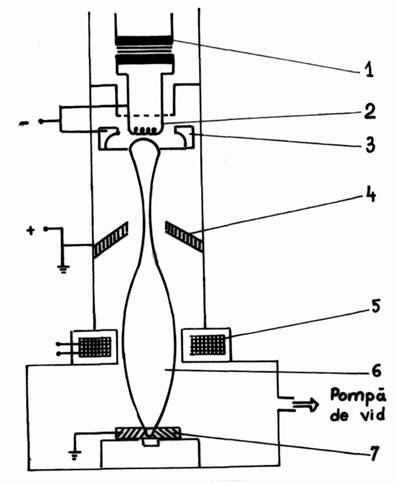
Fig.1
Tunul electronic este format dintr-un catod 3 si un anod 4. Incalzirea catodului se realizeaza cu filamentul 2, alimentat printr-un transformator cu energie electrica 1. Catodul este de obicei dintr-o banda de wolfram sau tantal, incalzit la temperaturi inalte, el emite electroni prin efect termoelectronic. Anodul este o placa cu un orificiu central. Electronii emisi de catod sunt accelerati de anod si trec prin orificiul anodului spre metalul pieselor de sudat.
Deplasarea electronilor, dupa trecerea prin orificiul anodic, se efectueaza datorita fortelor de inertie. Viteza electronilor accelerati este de circa 100 Km/s. Energia cinetica a electronilor accelerati se transforma in energie termica si rezulta o incalzire rapida a materialului de baza supus sudarii.
Fasciculul de electroni are tendinta de dispersie dupa trecerea prin anod. Aceasta tendinta este impiedicata de o bobina de focalizare 5. Bobina de focalizare electromagnetica asigura concentrarea fasciculului si convergenta acestuia pe o zona foarte redusa.
Instalatiile de sudat cu fascicul de electroni, sunt prevazute cu un dispozitiv optic pentru vizualizarea imbinarii sudate.
Diferenta de potential intre catod si anod se numeste tensiune de accelerare. Modificarea acceleratiei fasciculului se poate face si modificand distanta dintre anod si catod. In plus, catodul este sub forma unei oglinzi (clopot) contribuind la convergenta fasciculului spre centrul anodului. Intensitatea fasciculului este materializata de numarul de electroni existenti in fascicul si acesta depinde de temperatura de incalzire a catodului, precum si de tendinta de focalizare a oglinzii catodului.
Ca atare, puterea fasciculului poate fi reglata fie prin tensiunea de accelerare, fie prin temperatura catodului.
Variatia tensiunii de accelerare nu are acelasi efect ca variatia de intensitate. O crestere a tensiunii de accelerare produce un fasicul lung si ingust cu o mica suprafata de impact cu piesele de sudat si ca atare cu o penetratie (patrundere) mare. Fasciculul cu intensitate mai mare are o densitate energetica mai mica asigurand incalzirea unei zone mai mari a pieselor de sudat.
In tubul electronic, vidul este de ordinul 10-410-5 torr, iar in incinta de sudare vidul creat de catre pompa de vid este de ordinul 10-110-2 torr.
Vidul in camera de lucru, respectiv in incinta in care se lucreaza, este necesar din doua puncte de vedere. In primul rand evita reducerea energiei cinetice a electronilor accelerati ca urmare a impactului cu ionii din aer. In al doilea rand asigura protectia suprafetei libere a baii de metal topit, a cordonului, impotriva actiunii elementelor din mediul inconjurator, din aer. Astfel in figura 2 se prezinta diferenta de patrundere a unei imbinari sudate cu fascicul de electroni, in conditiile unei presiuni a incintei de 10-2 torr, respectiv de 0,5 torr.
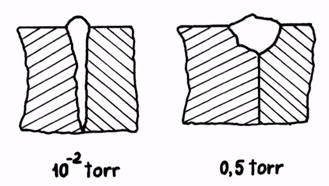
Fig. 2.
Deci, cu cresterea presiunii in camera de sudare, patrunderea si coeficientul de suplete al cusaturii scad.
Sudarea cu fascicul de electroni, sub aspect energetic, se caracterizeaza printr-un randament relativ ridicat, astfel circa 6090% din energia cinetica a fasciculului de electroni (fig. 3) este transformata in caldura si administrata pieselor de sudat.
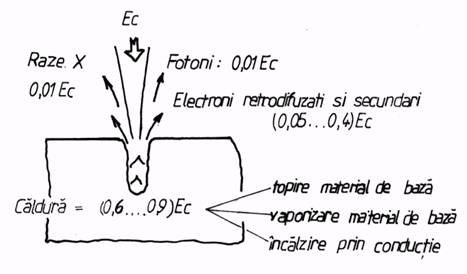
Fig. 3.
Randamentul este cu atat mai mare, cu cat supletea fasciculului de electroni, este mai mare.
In procesul de sudare se pierde energie prin efectul electronilor retrodifuzati si secundari, care preiau circa 540% din energia fasiculului.
Totodata, cu importanta minora sunt si razele X, ce apar cu o pondere energetica de 1% sau lumina, cu o pondere de aceeasi proportie.
Producerea razelor X impune masuri de protectie pentru operatori.
Referindu-ne la energia propriu-zisa pentru realizarea cordonului, circa 1560% din energia cedata pieselor si transformata in caldura, este folosita la operatia de topire a materialelor, in vederea realizarii cusaturii. Restul cantitatii de caldura transmisa componentelor este folosita pentru incalzirea acestora, pierderi de energie prin conductie termica, in materialul ce se sudeaza, precum si pentru vaporizarea materialului sudat, respectiv absorbtia caldurii latente de vaporizare.
2. Performantele sudarii cu fascicul de electroni
Sudarea cu fascicul de electroni se caracterizeaza printr-o puternica concentrare de energie, densitatile de putere sunt cuprinse intre 105108 W/cm2. Ca urmare a concentrarii puternice a energiei, patrunderea cusaturii este mare si foarte mare. Se pot suda dintr-o singura trecere piese cu grosimi cuprinse intre 0,5300 mm.
Cusaturile sunt, ca atare, foarte inguste si prin urmare, zonele influentate termic sunt de dimensiuni reduse. Vitezele mari de topire si solidificare favorizeaza formarea unor structuri cu granulatie fina.
Practic, tensiunile de accelerare sunt cuprinse intre 2060 KV, realizand patrunderi de ordinul a 50200 mm la oteluri. Puterea specifica (puterea raportata la suprafata de actiune) a sudarii cu fascicul de electroni este de circa. 1000 mai mare decat cea corespunzatoare sudarii cu arcul electric normal. Sudarea cu fascicul de electroni se considera sub aspect energetic, de 10100 ori mai eficienta decat cea cu arcul electric.
Sudarea cu fascicul de electroni prezinta insa si unele dezavantaje. Dintre acestea se mentioneaza faptul ca marginile pieselor de sudat trebuie sa fie pregatite foarte precis, astfel incat latimea rostului sa fie cuprinsa intre 0,050,2 mm, constanta pe intreaga lungime.
In procesul producerii operatiei de topire cu fascicul de electroni, apar radiatii secundare sub forma razelor X, periculoase pentru operator, ceea ce implica masuri speciale de protectie. Instalatiile de sudare sunt de obicei stationare datorita lungimii mari a tunului electronic. Uneori pentru puteri mici, se folosesc si pistolete, ce pot fi deplasate la componentele de sudat.
In octombrie 1969, URSS a sudat cu bombardament electronic, in cosmos, in absenta atmosferei.
3. Design constructiv-tehnologic
La proiectarea imbinarilor sudate cu fascicul de electroni se are in vedere patrunderea foarte mare si latimea redusa a imbinarii sudate.
Astfel, la sudarile cap la cap, asa cum s-a aratat, este necesara prelucrarea foarte precisa a celor componente, astfel incat latimea rostului sa fie de ordinul 0,050,2 mm.
Pentru evitarea strapungerii tablelor si scurgerea metalului topit, respectiv vaporizat, pe partea opusa, se practica fie aplicarea unui adaos la radacina cordonului (fig. 4.a), fie ingrosarea zonei in care se realizeaza cordonul (fig. 4.b), fie realizarea unui guler la una dintre componente (fig. 4.c).
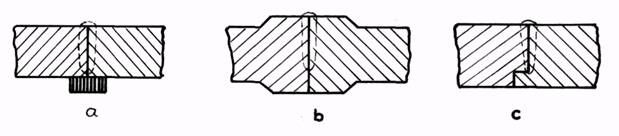
Fig. 4.
La imbinarile sudate de colt in T, cordonul de sudura joaca rolul unui "cui", ca in cazul asamblarilor din lemn. El, datorita patrunderii mari, asigura imbinarea dintre componente, in conditiile in care axa cordonului este perpendiculara pe una dintre componente si paralela cu cealalta.
Astfel daca, capacitatea de rezistenta a imbinarii din figura 5.a este insuficienta , se poate practica imbinarea cu doua "cuie" de sudura (fig. 5.b.).
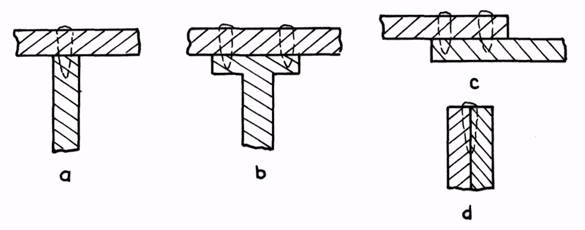
Fig. 5.
Aceleasi considerente se aplica si la sudarea de colt prin suprapunere, in care fasciculul de electroni, poate fi dirijat perpendicular pe componentele de sudat (fig. 5.c.) sau in lungul suprafetei de separatie a acestora (fig. 5.d.).
Pentru structurile din tevi, sudarea cu fascicul de electroni poate asigura fie compartimentarea longitudinala a tevii (fig. 6.a), fie compartimentarea transversala (fig. 6.b). Uneori este posibila sudarea a doua piese in zone inaccesibile, dupa ce fasciculul de electroni a traversat una din piese. Astfel, in figura 6.c, se sudeaza intre ele doua tevi, prin strapungerea uneia si solidificarea cordonului la piesa strapunsa initial.
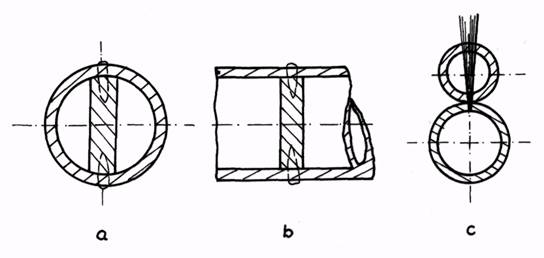
Fig. 6.
4. Tehnologia sudarii cu fascicul de electroni
Sudarea cu fascicul de electroni poate fi realizata functie de utilajul folosit in trei variante:
sudarea in vid inaintat, in conditiile in care, piesele de sudat introduse intr-o incinta, sub tunul electronic, aflata la o presiune sub 20 torr;
sudarea in vid partial, la care piesele de sudat sunt intr-o incinta diferita de a tunului electronic, cu presiunea cuprinsa intre 50250 torr;
sudarea in atmosfera ambianta, in care piesele de sudat sunt plasate in afara incintei tubului electronic.
Este de remarcat faptul ca, vidul inaintat de la operatia de sudare, asigura o concentrare puternica a fasciculului de electroni, pe cand sudarea in atmosfera ambianta, datorita ciocnirii electronilor de moleculele de aer, se realizeaza o defocalizare a acestora.
La sudarea cu fascicul de electroni, se defineste, coeficientul de suplete ca raport dintre patrundere si latimea cordonului.
In cazul sudarii in vid inaintat, coeficientul de suplete este de 50, obtinandu-se deci, un cordon cu o patrundere foarte mare si o latime redusa.
La sudarea in atmosfera ambianta, coeficientul de suplete este de 56. Datorita concentrarii mari de energie, mai ales la sudarea in vid inaintat, vitezele de sudare sunt mari si foarte mari. Astfel, la sudarea otelurilor cu grosimi de 610 mm, vitezele de sudare sunt cuprinse intre 45 m/min. La sudarea otelurilor cu grosimi de 4060 mm, vitezele de sudare sunt cuprinse intre 0,41 m/min.
Comparand ciclurile termice ale sudarii cu fascicul de electroni cu cele ale sudarii cu arcul electric normal se constata:
timpii de incalzire sunt mult mai redusi;
durata de mentinere la temperatura inalta a materialului de baza este mai redusa.
timpul de racire t8/5 are valori apropiate la componentele subtiri si este mult mai mare la componentele groase.
Datorita acestei viteze mari de racire, zona influentata termic este relativ redusa. Ea are o latime de (12) ori latimea sudurii. Tot din acest punct de vedere poate fi privita si sudarea pieselor tratate, sudarea acestora nu influenteaza tratamentul termic al pieselor sudate pe zone largi, ci doar, in stricta vecinatate a cordonului.
Fasciculul de electroni poate produce sublimarea instantanee a materialului de sudat, in punctul de impact si formeaza un tub capilar adanc care se umple cu vapori metalici de tip plasma, fiind inconjurat de o zona de material topit. Specific este faptul ca energia fasciculului este transferata piesei pe intreaga adancime a tubului capilar si nu prin conductie de la suprafata, ca la procesele cu arc electric.
Sudarea materialelor groase, are la baza efectul "key-hole" (gaura de cheie). Acest efect se produce ca urmare a tendintei de topire accentuata si vaporizare a materialului din interiorul cordonului de sudura.
Suprafata marginala a cordonului este sub forma unei gauri de cheie, aceasta cavitate urmand sa fie umpluta de materialul topit.
Tot sub influenta jetului electronic (fig. 7), are loc si retinerea baii de metal topit pe inaltimea mare a patrunderii cordonului, evitand curgerea gravitationala a acesteia in sensul umplerii gaurii de cheie.
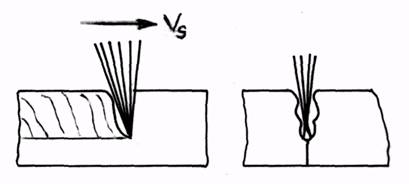
Fig. 7.
Cavitatea cu pereti lichizi se mentine in echilibru sub actiunea presiunii fasciculului, a presiunii vaporilor materialului, a tensiunii superficiale, a presiunii de evaporare precum si a greutatii metalului lichid.
Operatia de sudare cu fascicul de electroni, poate fi realizata cu preincalzirea materialului in conditiile in care fasciculul este defocalizat. Uneori, cu fascicul de electroni se pot realiza numai operatii de tratament termic sau de preincalzire sau postincalzire in urma procesului de sudare.
Comportarea la sudarea cu fascicul de electroni se caracterizeaza, deci, prin:
aport caloric foarte scazut, administrat intr-un timp foarte scurt. Deci ZIT foarte redus si granulatie fina a cusaturii;
forma geometrica cu patrundere mare a cordonului, latime constanta pe grosime si de dimensiuni mici. Deci tensiuni remanente reduse;
sudarea in vid, in absenta oxigenului, hidrogenului, azotului conduce la o compozitie chimica neafectata a cordonului si lipsa fragilizarii la rece. In schimb exista tendinta vaporizarii elementelor cu tensiune de vapori inalta;
viteza mare de racire la materialele groase duce la marirea duritatii ZIT. Acest dezavantaj se diminueaza prin preincalzire, oscilarea fasciculului sau tratament termic dupa sudare.
Cu fascicul de electroni se sudeaza, de obicei, urmatoarele categorii de materiale:
materiale active (Ti, Zr, Be). Aceste materiale cu tendinta mare de oxidare, iar sudarea cu fascicul de electroni in vid inaintat, asigura o imbinare de calitate;
materiale refractare (Mo, Ta, W, V, Nb).
Se sudeaza datorita temperaturii mari dezvoltata de fasciculul de electroni pe adancimi, respectiv grosimi importante ale componentelor:
oteluri inoxidabile, cu grosimi mari;
aluminiu sau aliaje de Al cu viteze foarte mari.
Nu se recomanda sudarea cu fascicul de electroni la materiale cu punct de vaporizare scazut (Zn, Mg) sau aliaje ce contin aceste materiale.
Vaporizarea acestor materiale este avantajata si de existenta vidului in incinta pieselor de sudat.
Rezultate bune la sudarea cu fascicul de electroni se obtin si la realizarea imbinarilor eterogene, a materialelor cu puncte de topire si conductibilitati termice apropiate.
Sudarea se realizeaza, de obicei, fara material de adaos, datorita latimii foarte mici a imbinarii.
Uneori, sudarea poate fi asigurata si cu material de adaos, prin folie de material de adaos dispusa intre suprafetele pieselor de imbinat. Grosimea foliei este relativ redusa, submilimetrica.
Majoritatea imbinarilor cu fascicul de electroni se executa in pozitie orizontala, dar in cazul componentelor cu grosime mare se prefera pozitia de cornisa pentru evitarea sau limitarea efectului Key-hole.
Sudarea cu fascicul de electroni prezinta urmatoarele calitati sub aspect economic: utilizarea rosturilor in forma I, practic fara deschidere, nu foloseste material de adaos, consum de energie scazut, viteza mare de sudare, nu necesita operatii auxiliare dupa sudare (indepartarea zgurii, prelucrari mecanice etc).
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4011
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved