| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Stabilirea sistemului tehnologic la strunjire
1. CONSIDERATII TEOTETICE
Procesele de transformare au loc prin interactiunea organizata a elementelor de tip mijloace de munca - obiecte ale muncii, comandate de un operator. Grupul de elemente de tip mijloace de munca - obiecte ale muncii, reunite pentru executarea unei operatii tehnologice se numeste sistem tehnologic (ST). Practic, sistemele tehnologice formeaza partea operationala a oricarui sistem de productie, fiind cele in cadrul carora se executa operatiile proceselor de productie.
Pentru a asigura realizarea transformarilor, unui sistem tehnologic i se impun urmatoarele conditii principale:
sa aiba posibilitatea de a genera suprafata / suprafetele de realizat (in cazul proceselor de prelucrare);
sa aiba posibilitatea de a pozitiona corect elementele de asamblat (in cazul proceselor de montaj);
sa permita reglarea parametrilor procesului realizat in cadrul operatiei la valori optime din punct de vedere tehnic si economic;
sa preia toate solicitarile de natura mecanica, termica, chimica etc. care apar in timpul procesului.
Satisfacerea acestor conditii necesita realizarea unei anumite structuri a sistemului tehnologic. De exemplu, structura tip a sistemelor tehnologice de prelucrare este cea din fig. 2.5.
Fig. 2.5 D.P.SF. - dispozitiv de pozitionare a semifabricatului ; SF. - semifabricat ;
D.P.S. - dispozitiv de pozitionare a sculei ; S. - scula ; M.M. - mijloc de masurare
Schimbarea unuia dintre elemente sau modificarea pozitiei reciproce a acestora determina formarea unui alt sistem tehnologic, cu alte caracteristici. De aceea, se considera ca fiecarui mod de orientare si fixare a unui semifabricat ii corespunde un sistem tehnologic.
Mijloacele de productie care intra in componenta sistemului tehnologic pot fi de tip utilaj, echipament (dispozitiv, scula, verificator) sau substanta. In functie de anumite criterii, acestea pot fi clasificate in mai multe categorii.
In functie de destinatia lor, utilajele pot fi de semifabricare, prelucrare, montaj sau ambalare. Ca exemple, putem enumera: prese de forjat, strunguri, instalatii de tratament termic, roboti de asamblare.
In functie de modul de realizare a ciclului de lucru, utilajele pot fi:
neautomate (cand operatorul uman realizeaza toate comenzile de executie),
semiautomate (cand utilajul realizeaza automat ciclul de lucru, pe baza unui port-program, iar operatorul realizeaza alimentarea cu materiale individuale),
automate (cand intreg ciclul de lucru este realizat automat pe baza unui port-program, operatorul realizand periodic alimentarea cu loturi de materiale).
Dispozitivele pot fi utilizate pentru:
orientarea si fixarea piesei (universale cu bacuri, bucse elastice, menghine etc.),
orientarea si fixarea sculei / sculelor (mandrina, port-cutit etc.),
controlul unor caracteristici ale materialelor / produselor (dispozitive de control dimensional).
Sculele sunt cele care participa nemijlocit in procesul fizic de transformare. Ele pot fi: de semifabricare (forme de turnare, matrite de forjat, matrite de injectie etc.), de prelucrare (cutite de strung, stante, electrozi etc.) sau de asamblare.
Verificatoarele sunt utilizate pentru control dimensional (sublere, micrometre, etc.), pentru controlul masei sau pentru controlul altor caracteristici fizico-mecanice ale materialelor / produselor.
2. STABILIREA UTILAJULUI SI ECHIPAMENTULUI
In functie de posibilitatile functionale, utilajele si echipamentele pot fi: universale, specializate sau speciale.
Utilajele si echipamentele universale (cu destinatie generala) se caracterizeaza prin adaptabilitate ridicata in raport cu sarcina de realizat. Utilajele si echipamentele din aceasta categorie permit executarea unei mari varietati de transformari ale obiectelor muncii, la piese care difera intre ele ca forma si dimensiuni. Exemple de masini-unelte din aceasta grupa sunt : strungurile paralele, masinile de frezat cu consola, masinile de gaurit cu coloana sau radiale, masinile de rectificat rotund etc. Dispozitivele, sculele si verificatoarele din aceasta categorie sunt cele standardizate: universal cu trei bacuri, varf rotativ, cutit de aschiere, subler, micrometru etc.
Datorita gradului ridicat de universalitate pe care il au, utilizarea acestor utilaje si echipamente permite schimbarea relativ usoara a sortimentului de fabricatie, cu cheltuieli scazute. De aceea, ele sunt folosite, in mod deosebit, in cadrul productiei de unicat si serie mica.
Utilajele si echipamentele specializate (cu destinatie limitata) se caracterizeaza prin realizarea unui numar limitat de transformari, pe piese de acelasi tip, dar care difera dimensional. Exemple de masini-unelte din aceasta grupa sunt: strungurile de detalonat, strungurile de prelucrat arbori cotiti, masinile de danturat, masinile de filetat, masinile de frezat canale de pana etc. Exemple de echipamente specializate sunt: dispozitivele normalizate (de prelucrare sau control), sculele pentru realizarea anumitor tipuri de prelucrari (cutite de filetat, de danturat etc.), verificatoarele pentru controlul anumitor caracteristici dimensionale (micrometru pentru filete, subler pentru dantura etc.).
Datorita destinatiei limitate, utilajele din aceasta categorie pot lucra in ciclu semiautomat, asigurand o productivitate ridicata. Ele se utilizeaza, de obicei, pentru productia de serie mijlocie si mare.
Utilajele si echipamentele speciale (cu destinatie speciala) sunt cele destinate pentru realizarea unui anumit tip de operatie pentru una sau cateva piese asemanatoare, dar care se executa intr-un volum mare (cantitate) de productie. In aceasta categorie intra masinile-unelte agregat, dispozitivele si sculele speciale.
Costurile cu investitia in aceste utilaje si echipamente sunt ridicate, de aceea utilizarea lor este justificata numai la productia de serie mare si masa.
Stabilirea masinii-unelte se face tinand cont de:
sa asigure precizia necesara pentru piesa respectiva;
sa fie suficient de rigida;
sa fie adecvata prelucrarii, adica sa asigure miscarile necesare prelucrarii, sa asigure orientarea si fixarea piesei in timpul prelucrarii si sa aiba o putere suficient de mare;
sa aiba un numar suficient de posturi pentru scule, mai mare sau egal cu numarul necesar de scule la operatia respectiva;
sa se cunoasca caracteristicile locasurilor pentru scule.
Stabilirea sculelor se face tinand cont de:
de forma si tipul suprafetei prelucrate: cilindrica exterioara / interioara, canal circular interior / exterior, elicoidala exterioara / interioara;
de tipul prelucrarii: degrosare (Ra = 6,3 m) , semifinisare (Ra = 3,2 m), finisare (Ra = 1,6 m);
de dimensiunile locasurilor pentru scule din turela strungului;
Etapele privind alegerea sculei de prelucrare la strunjire sunt:
alegerea sistemului de fixare a placutei in suport;
alegerea tipului de suport (forma constructiva si dimensiuni);
alegerea dimensiunii caracteristice a placutei;
stabilirea unghiului la varf al placutei;
alegerea razei la varf a placutei
1. Alegerea sistemului de fixare a placutei in suport
Conform codificarii I.S.O. 1832/1991, exista patru tipuri de fixare a placutei schimbabile in suportul cutitului: cu brida, cu brida si parghie, cu parghie si cu surub central. Alegerea tipului de fixare este in legatura directa cu urmatoarele elemente de proces:
A -materialul placutei
B - tipul si calitatea prelucrarii;
C - forma placutei;
D - geometria constructiva a placutei;
E - tipul constructiv al placutei.
In tabelul 1 sunt cateva recomandari privind alegerea tipului de fixare.
2. Alegerea tipului de suport
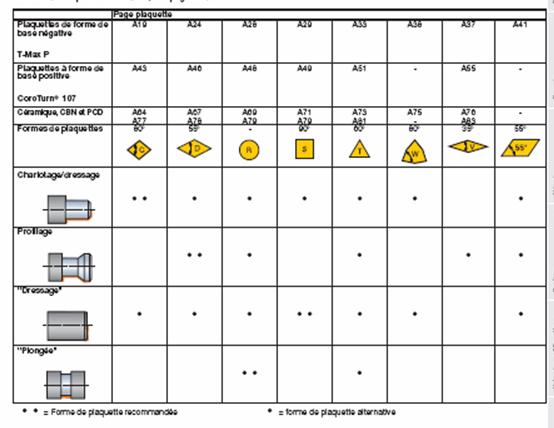
Alegerea suportului se face in functie de modul de lucru (avans longitudinal / transversal) si in functie de unghiul de atac efectiv obtinut prin asezarea placutei.
|
Tipul, calitatea si procedeul de prelucrare |
Forma optima a placutei si unghiul de atac efectiv recomandat [Cod ISO / Valoare χe, χ] |
|
Strunjire exterioara de degrosare | |
|
- longitudinala |
[C/75, 95];[T/45, 60];[S/45, 75] |
|
- frontala |
[C/95] ;[S/45, 75];[T/45, 91];[W/95] |
|
- de colt |
[T/91, 93];[C/95] |
|
- de copiere |
[D/93];[T/60, 91, 93];[V/93];[R] |
|
Strunjire interioara de degrosare | |
|
- longitudinala |
[C/95];[D/93];[S/75];[T/91];[W/95] |
|
- de colt |
[C/95];[W/95] |
|
- de copiere |
[D/93];[T/91] |
|
Strunjire exterioara de finisare | |
|
- longitudinala |
[S/75];[D/93];[T/91];[W/95];[V/93] |
|
- de colt |
[C/95];[W/95] |
|
- de copiere |
[D/93];[T/91];[V/93] |
|
Strunjire interioara de finisare | |
|
- longitudinala |
[D/93];[S/75];[T/91];[V/93, 107,5] |
|
- de colt |
[C/95];[T/91] |
|
- de copiere |
[D/93];[V/93] |
Tabelul 1. Recomandari privind alegerea tipului de fixare
3. Alegerea dimensiunii caracteristice a placutei
Se parcurg urmatorii pasi:
se stabileste adancimea de aschiere pentru operatia considerata;
din tabelul 2 se alege lungimea efectiva a taisului in functie de unghiul de atac efectiv, recomandat pentru prelucrarea respectiva;
se calculeaza lungimea taisului - dimensiunea caracteristica a placutei - conform relatiilor de calcul prezentate in figura 2;
se alege dimensiunea normalizata din catalogul unei firme producatoare.
Fig. 2 Calculul lungimii taisului placutei
Tabelul 2. Lungimea efectiva a taisului placutei
4. Stabilirea unghiului la varf al placutei
Valoarea unghiului la varf al placutei determina urmatoarele caracteristeristici de exploatare:
robustetea placutei, S;
universalitatea (utilizarea la cat mai multe tipuri de prelucrari), A;
tendinta la vibratii in timpul prelucrarii, V;
puterea necesara la prelucrare, P.
Modul in care unghiul la varf, pentru principalele tipuri de placute, influenteaza crescator (+) sau descrescator (-) aceste caracteristici este prezentat in figura 3.
Fig. 3
5. Stabilirea razei la varf a placutei
Diagrama prezentata in figura 4 permite alegerea corespunzatoare a razei la varf, functie de calitatea dorita a suprafetei prelucrate si avansul utilizat.
Raza la varf se stabileste in functie de rugozitatea care se doreste a se obtine pentru suprafata prelucrata.
Rmax[m]
s [mm/rot]
Fig. 4
Echivalenta parametrilor de rugozitate
Stabilirea dispozitivelor de orientare si fixare se face tinand cont de:
trebuie sa fie adecvat prelucrarii respective;
sa preia un numar suficient de grade de libertate, pentru a se putea prelucra;
sa asigure orientarea si fixarea necesara prelucrarii;
sa asigure precizia dorita (sa nu introduca erori, sau daca totusi introduce acestea sa nu conduca la obtinerea de piese rebut - piese cu dimensiunea obtinuta in urma prelucrarii in afara campului de toleranta prescris acestei dimensiuni)
Stabilirea verificatoarelor se face tinand cont de:
- precizia suprafetei / lor controlate;
3. APLICATIE REZOLVATA
Piesa de prelucrat:
Se prelucreaza suprafetele desenate cu linie rosie.
Materialul de prelucrat este OL 38.
Rugozitatea pe tot conturul exterior este Ra = 3.2 m.
Caracteristici tehnice strung CN:
- Putere: 10 kW.
- gama de turatii: 100 4000 rot/min
- viteza maxima de avans: 1000 mm/min
- turela cu 8 pozitii, dispusa in spatele arborelui principal
-inaltimea suportului port-placuta: 16 mm
- latimea suportului port-placuta: 16 mm
Lungimea maxima a suportului port-placuta: 150 mm
![]() Etape de lucru
Etape de lucru
1 - Definirea tipului de strunjire (strunjire exterioara, strunjire interioara)
2 - Definirea tipului de operatie si alegerea suportului port-placuta (unghiul de atac)
3 -Alegerea tipului de suport
4 - Alegerea tipului de placuta si nuanta de carbura
5 - Stabilirea parametrilor regimului de aschiere
![]() Utilizarea
catalogului Sandvik Coromant 2008 :
Utilizarea
catalogului Sandvik Coromant 2008 :
Definirea tipului de operatie de strunjire si alegerea sistemului de fixare : strunjire exterioara (degrosare) si strunjire de conturare (finisare) - pag. A4
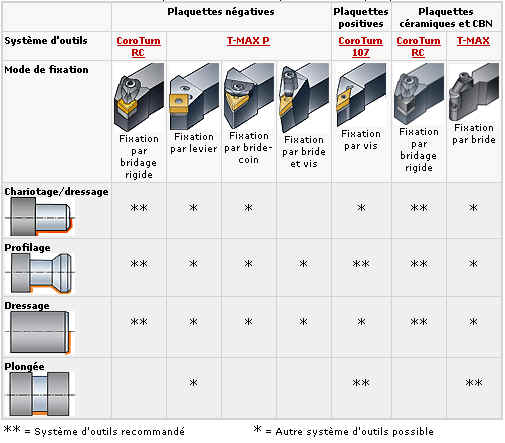
Se recomanda sistemul CoroTurn RC (placute cu geometrie negativa) pentru strunjirea exterioara si Coro Turn 107 (placute cu geometrie pozitiva) pentru strunjirea de conturare.
Observatie: sistemul CoroTurn RC impune o sectiune minima a suportului de 20x20 si nu poate fi montat in turela. Din acest motiv se va alege sistemul T-MAX P.
 Se va alege o
placuta tip C 80pentru sistemul T-MAX P si V 35 pentru
sistemul Coro Turn 107 (pagina A5). Alegerea placutei tip V este
impusa de unghiurile maxim si minim ale conturului de realizat.
Se va alege o
placuta tip C 80pentru sistemul T-MAX P si V 35 pentru
sistemul Coro Turn 107 (pagina A5). Alegerea placutei tip V este
impusa de unghiurile maxim si minim ale conturului de realizat.
2 - Definirea operatiei si stabilirea unghiului de atac al sculei de strunjit
3 - Alegerea tipului de suport
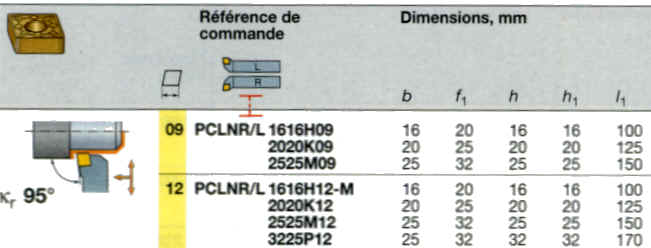
Pentru strunjirea de degrosare
|
Se alege un suport de tip PCLNL ce poate lucra atat cu avans longitudinal cat si cu avans transversal, cu un unghi de atac de 95 (pag.A116) cu placuta tip C (pag. A 57) PCLNL 16 16 H 09 Observatie : sunt posibile mai multe alegeri, dar placuta cu dimensiunea caracteristica de 9 mm permite realizarea unei adancimi de aschiere ap = 3.5 mm ceea ce este suficient, d.p.d.v. al adaosului de prelucrare la degrosare. |
|
Semnificatia codului suportului sculei de strunjire exterioara de degrosare :
|
P |
Fixare pe interior |
|
C |
Placuta rombica cu unghiul la varf de 80 |
|
L |
Unghiul de atac Kr = 95 |
|
N |
Unghiul de asezare constructiv al placutei = 0 |
|
L |
Directia de aschiere, spre stanga |
|
Inaltimea suportului, 16 mm |
|
|
Latimea suportului, 16 mm |
|
|
H |
Lungimea suportului, 100 mm |
|
Dimensiunea caracteristica a placutei, 9 mm. |
Pentru finisare
|
Se alege un suport cu placuta de tip V (pag. A 140) SVJBL 1616 H |
|
Semnificatia codului suportului sculei de conturare de finisare :
|
S |
Fixare cu surub |
|
V |
Placuta rombica cu unghiul la varf de 35 |
|
J |
Unghiul de atac, Kr = 93 |
|
B |
Unghiul de asezare constructiv al placutei = 5 |
|
L |
Directia de aschiere, spre stanga |
|
Inaltimea suportului, 16 mm |
|
|
Latimea suportului, 16 mm |
|
|
H |
Lungimea suportului, 100 mm |
|
Dimensiunea caracteristica a placutei, 11 mm |
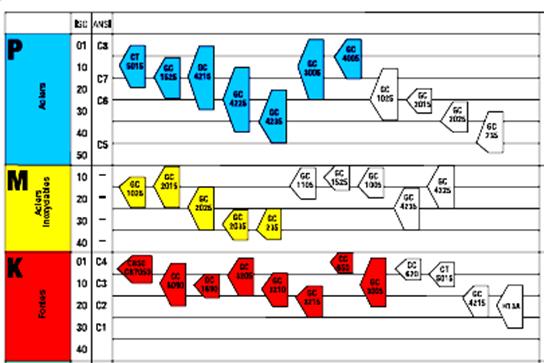
4 - Alegerea tipului de placuta si a nuantei de carbura (page A8) :
Se alege GC 4225 pentru degrosare et GC 4215 pentru finisare.
Strunjire degrosare
|
Suport : PCLNL 16 16 H 09 (pagina A116) |
Nuanta : |
Placute : CNMG 09 04 08-PM (pagina A20/A51) |
||||||||||||||||||
|
GC 4225 |
||||||||||||||||||||
|
Semnificatia codului placutei (page A10):
|
||||||||||||||||||||
Conturare de finisare
|
Suport : SVJBL 16 16 H 11 (pag. A140) |
Nuanta |
Placute : VBMT 11 03 04-PF (pag. A55) |
||||||||||||||||||
|
GC4215 |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
Semnificatia codului placutei (page A10):
|
||||||||||||||||||||
4. APLICATII PROPUSE
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3340
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved